工装设计规范.doc
- 格式:doc
- 大小:123.52 KB
- 文档页数:5
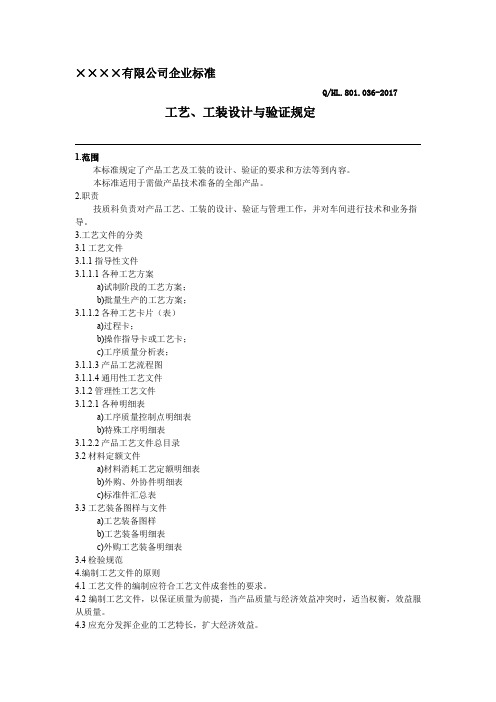
××××有限公司企业标准Q/HL.801.036-2017工艺、工装设计与验证规定1.范围本标准规定了产品工艺及工装的设计、验证的要求和方法等到内容。
本标准适用于需做产品技术准备的全部产品。
2.职责技质科负责对产品工艺、工装的设计、验证与管理工作,并对车间进行技术和业务指导。
3.工艺文件的分类3.1工艺文件3.1.1指导性文件3.1.1.1各种工艺方案a)试制阶段的工艺方案;b)批量生产的工艺方案;3.1.1.2各种工艺卡片(表)a)过程卡;b)操作指导卡或工艺卡;c)工序质量分析表;3.1.1.3产品工艺流程图3.1.1.4通用性工艺文件3.1.2管理性工艺文件3.1.2.1各种明细表a)工序质量控制点明细表b)特殊工序明细表3.1.2.2产品工艺文件总目录3.2材料定额文件a)材料消耗工艺定额明细表b)外购、外协件明细表c)标准件汇总表3.3工艺装备图样与文件a)工艺装备图样b)工艺装备明细表c)外购工艺装备明细表3.4检验规范4.编制工艺文件的原则4.1工艺文件的编制应符合工艺文件成套性的要求。
4.2编制工艺文件,以保证质量为前提,当产品质量与经济效益冲突时,适当权衡,效益服从质量。
4.3应充分发挥企业的工艺特长,扩大经济效益。
4.4工艺方法力求先进、符合质量的要求,对不成熟或难掌握的先进工艺技术应慎用。
5.产品工艺方案5.1试制阶段的工艺方案5.1.1全新设计系列产品的试制,主要验证工艺、工装的设计。
通过试制,为编制批量生产工艺方案打下基础。
5.1.2试制阶段工艺方案的主要内容包括a)产品结构、性能特点及工艺的分析;b)外购、外协件明细表;c)工艺文件目录d)工装明细表e)标准件汇总表5.2批量生产阶段的工艺方案主要内容包括a)对试制阶段的工艺总结b)工艺文件和工装的进一步修改、完善c)有关新材料、技术、工艺、设备的采用意见。
5.3工艺方案编制的程序5.3.1编制时间5.3.1.1全新设计系列产品试制工艺方案,从新产品技术设计方案评审通过后开始编制,到产品工艺性审查时完成。

公司工装管理制度发文一、总则为进一步规范公司员工着装行为,提高公司整体形象,保持公司内外形象的一致性,特制定本管理制度。
二、适用范围本管理制度适用于公司所有员工,具体包括办公室人员、生产工人等。
三、工装要求1. 培训期间,公司可根据具体情况在公司内发放相应工装,员工需按要求穿着工装上班。
2. 公司规定的工装包括工作服、鞋子等,具体细节要求由公司人事部门另行通知。
3. 员工需保持工装整洁干净,不得穿着破旧或脏污衣物上班。
4. 在任何时候,员工均需穿着公司规定的工装上班,禁止穿着私人服装。
5. 禁止员工穿着拖鞋、短裤、露脐装、露胸装等不符合工作环境规范的服装上班。
6. 工装应与员工职务相匹配,不得出现职务不相符的情况。
7. 在工作期间,员工需随时保持工装整齐,因工作变脏时,须立即更换干净的工装。
8. 对于违反着装要求的员工,公司将视情况采取相应处罚措施。
四、着装管理1. 公司将定期进行员工着装检查,对不符合规定的员工将进行督促整改。
2. 对于长期不遵守着装规定的员工,公司将视情况决定是否给予相应处罚。
3. 员工应配合公司的着装检查,如有特殊情况需暂时不穿工装上班,应提前告知公司领导。
4. 公司将对员工遵守着装规定情况进行评定,作为员工考核的一部分。
五、着装奖惩制度1. 针对着装规定得到认真遵守的员工,公司将给予相应的奖励。
2. 针对多次违反着装规定的员工,公司将给予相应的处罚。
3. 公司将根据员工的着装表现,对员工进行轮岗、晋升等方面的考虑。
4. 公司领导对于着装规定的遵守情况将进行定期检查,确保员工全面遵守。
六、其他1. 公司将根据产线的特殊情况,对于一线员工的着装规定进行相应调整。
2. 公司将不定期开展员工着装相关培训,增强员工对于着装规定的认知。
3. 公司将根据着装管理的实际情况,不断完善和调整管理制度,以确保公司形象得到有效维护。
本着装管理制度自发布之日起正式执行,如有需要修改的地方,需经公司领导批准后方可实施。
![工装治具设计规范[模板]](https://img.taocdn.com/s1/m/1029749d8e9951e79a892740.png)
工装治具设计规范1. 概述本文描述了各种工装治具设计过程中,设计标准及注意事项。
2. 目的规范治具设计要求,确保工装治具统一化、规范化、防呆化、最优化、环保化,能够与使用设备匹配符合,生产方便快捷,满足品质要求。
3. 术语4. 内容4.1通常治具的主要制作材料是钢材、铝材、青铜、电木、压克力板、环氧树脂板等。
治具按照其动力驱动方式可以分为手动、半自动、全自动。
夹治具设计需要遵循的设计原则:4.1.1要了解整个生产、加工和制造的方法与过程;治具制作完成后,由生技部ME工程师验证OK后,填写《工装治具验证管理清单》,移交至生产部。
4.1.2根据产品结构不同,合理设计定位方式,要统一前后工程标准,不可相互矛盾。
4.1.3定位支撑必须配合加工对象,且要保持充分的可操作性。
4.1.4要尽量简单而单纯,要站在使用者的立场设计,要考虑到作业者浪费动作。
4.1.5治具的设计要体现安全性、防呆性。
4.1.6工装治具零配件标准化设计,尽量避免使用非标零配件造成使用成本浪费。
4.1.7要考虑到精度、安装容易与耐用。
4.1.8为了防止错混料出现,所有的工装夹治具都必须要做到专物专用,在所有的治具上优先考虑治具防呆定位,明确标示区分。
4.1.9治具制作依据公司有害物质管控的要求和标准,所有工装治具在设计用材以及加工制作过程中必须符合有害物质管理的各项要求,工装治具制作供应商在治具交接到我部ME工程师验收时,供应商需要提供有害物质检测报告,对不符合有害物质管理标准要求的治具进行报废并退回供应商,对合格治具的验收由ME工程师与品质工程师共同确认,并填写《工装治具验证管理清单》后,在治具上贴“HSF”标签方可在生产部产线使用。
4.2注塑整形、冲切水口治具:4.2.1治具底座的四角避空位置一定要避开产品TP边。
4.2.2 治具底座要做一个防呆的定位柱,防止产品出现放反。
4.2.3 底壳水口治具,所有骨位、螺丝柱等必须做到避空处理。

公司工装管理制度文件第一章总则为规范公司员工着装行为,增强员工的企业形象,提高员工的职业素养和社会形象,特制定本规定。
第二章适用范围本制度适用于公司所有员工,在公司工作期间应当遵守本制度规定。
第三章工装种类1. 公司制服:公司将统一制作公司制服,员工应当按照公司规定着装。
2. 员工服装:员工在没有穿着公司制服的情况下,应当穿着得体的职业装或商务装。
第四章着装要求1. 公司制服的穿着要求(1)员工应当按照公司规定的要求,穿着整洁、干净的公司制服。
(2)公司制服应当根据员工的职务和岗位进行不同的设计,员工应当按照自己的职务和岗位穿着相应的制服。
(3)员工在工作期间应当保持公司制服的整洁,并可以根据需要进行更换。
(4)员工应当爱护公司制服,不得私自改动或污损。
2. 员工服装的穿着要求(1)员工在没有穿着公司制服的情况下,应当穿着得体的职业装或商务装。
(2)员工的服装应当整洁、得体,符合公司的形象要求。
(3)员工应当避免穿着过于暴露或不雅观的服装,以免影响公司形象。
(4)员工应当根据实际工作需要选择合适的服装,保持整洁并定期更换。
第五章着装搭配1. 公司制服的搭配(1)公司制服应当根据员工的职务和岗位进行不同的设计,员工应当按照设计搭配公司制服。
(2)员工可以根据自己的喜好适当搭配配饰,但应当避免过于花哨或突兀的搭配。
2. 员工服装的搭配(1)员工在穿着职业装或商务装时应当搭配合适的配饰,保持整体形象干净利落。
(2)员工可以根据自己的喜好适当搭配服装,但应当注意搭配的协调性和适宜性。
第六章管理要求1. 公司应当建立健全的工装管理制度,包括制定详细的工装穿着规定、购买流程、存储管理等相应的制度。
2. 公司应当定期对员工的着装情况进行检查,发现问题及时纠正。
3. 接待客户、参加会议等重要场合,员工应当穿着整洁得体的服装,代表公司形象。
4. 公司应当向员工定期发放新的制服或者补充配饰,确保员工始终穿着整洁。
第七章处罚规定对违反本规定的员工,公司将根据情节轻重采取相应的措施,包括口头警告、书面警告、罚款、停职、解除劳动合同等。

工装制图规范基本要求1. 所有设计室出的图纸都要配备图纸封皮、图纸说明、图纸目录。
A. 图纸封皮须注明工程名称、图纸类别(施工图、竣工图、方案图)、制图日期。
B. 图纸说明须对工程进一步说明工程概况、工程名称、建设单位、施工单位、设计单位或建筑设计单位等。
2. 每张图纸须编制图名、图号、比例、时间。
3. 打印图纸按需要、比例出图。
常用制图方式一、常用比例1:1,1:2,1:3,1:4,1:5,1:6 ,1:101:15,1:20,1:25,1:30,1:40,1:50,1:60,1:801:100,1:150,1:200,1:250,1:300,1:400,1:500二、线型1. 粗实线:0.3mm1)平、剖面图中被剖切的主要建筑构造的轮廓(建筑平面图)。
2)室内外立面图的轮廓。
3)建筑装饰构造详图的建筑物表面线。
2. 中实线:0.15-0.18mm1) 平、剖面图中被剖切的次要建筑构造的轮廓线。
2) 室内外平顶、立、剖面图中建筑构配件的轮廓线。
3) 建筑装饰构造详图及构配件详图中一般轮廓线。
3. 细实线:0.1mm填充线、尺寸线、尺寸界限、索引符号、标高符号、分格线。
4. 细虚线:0.1-0.13mm1) 室内平面、顶面图中未剖切到的主要轮廓线。
2) 建筑构造及建筑装饰构配件不可见的轮廓线。
3) 拟扩建的建筑轮廓线。
4) 外开门立面图开门表示方式。
5. 细点划线:0.1-0.13mm中心线、对称线、定位轴线。
6. 细折断线:0.1-0.13mm不需画全的断开界线。
三、打印出图笔号1-10号线宽设置1号红0.1mm6号紫0.1-0.13mm2号黄0.1-0.13mm7号白0.1-0.13mm3号绿0.1-0.13mm8号灰0.05-0.1mm4号浅兰0.15-0.18mm9号灰0.05-0.1mm5号深兰0.3-0.4mm10号红0.6-1mm10号特粗线:1)立面地坪线2)索引剖切符号3)图标上线4)索引图标中表示索引图在本图的短线四、剖切索引符号1. m:ø12mm(在A0、A1、A2、图纸)2. m:ø10mm(在A3、A4图纸)3. 特粗线到索引线为剖视方向4. A:字高5mm(在A0、A1、A2、图纸) 字高4mm(在A3、A4图纸)5. B-01:字高3mm(在A0、A1、A2、图纸) 字高2.5mm(在A3、A4图纸)6. A为索引图号,B-01为索引图纸号,B-01为“ ”表示索引在本图五、平、立面索引符号1. m:ø12mm(在A0、A1、A2、图纸)2. m:ø10mm(在A3、A4图纸)3. A1-A4:字高4mm(在A0、A1、A2图纸) 字高3mm(在A3、A4图纸)4. B-01--B-04:字高2.5mm(在A0、A1、A2图纸) 字高2mm(在A3、A4图纸)六、大样图索引大样引出框1. m:ø12mm(在A0、A1、A2图纸)2. m:ø12mm(在A3、A4图纸)3. A:字高4mm(在A0、A1、A2图纸) 字高3mm(在A3、A4图纸)4. B-01:字高2.5mm(在A0、A1、A2图纸) 字高2mm(在A3、A4图纸)七、图标1. 图名:字高7mm(在A0、A1、A2图纸) 字高5mm(在A3、A4图纸)2. 比例及英文图名:字高4mm(在A0、A1、A2图纸) 字高3mm(在A3、A4图纸)八、文字注释1. 引出线为箭头或点,引出线为统一体,由标注命令引线制作。
公司工装管理制度规定第一条:总则为规范公司员工的着装行为,提升公司形象和员工职业素养,根据公司的管理要求和员工的需求,制定本管理制度。
第二条:适用范围本管理制度适用于公司所有员工,包括全职员工、兼职员工、临时员工等。
第三条:工装要求1. 公司工装统一采购,公司将统一制定工装的款式、颜色和品牌;2. 公司将定期为员工提供新的工装,员工应按要求更换,并严格按照公司规定的款式、颜色和品牌着装;3. 公司工装应保持整洁、无破洞、无变色、无起球等现象。
第四条:着装规范1. 员工在上班期间应着公司统一的工装,不得擅自更换或增加其他服饰;2. 员工应注意搭配,严禁穿着不雅、不整洁或不符合公司形象要求的服装;3. 员工应保持个人仪容整洁,如头发整齐、指甲修剪干净、皮肤清洁等;4. 员工应配戴规范的工牌,并保持工牌清晰可见。
第五条:着装礼仪1. 员工在公共场合应注重着装礼仪,注意言行举止;2. 员工应保持友善、热情的态度,积极与同事、客户交流;3. 员工应尊重同事和上级,遵循公司规章制度,维护公司形象。
第六条:违规处理1. 员工如有违反公司工装管理规定的行为,将受到纪律处分,包括口头警告、书面警告、罚款等;2. 对于严重违规的员工,公司有权解除其劳动合同。
第七条:监督管理1. 公司将定期对员工的着装情况进行检查和考核,对符合标准的员工进行奖励,对违规员工进行处理;2. 员工有义务向公司举报违反工装管理制度的行为,公司将对举报人进行保密并给予奖励。
第八条:附则1. 本管理制度的解释权归公司所有,公司有权根据实际情况对本制度进行修订;2. 员工有义务遵守本管理制度,并接受相应的处罚和奖励。
第九条:生效日期本管理制度自发布之日起生效。
DKBA H技术有限公司内部技术规范DKBA 2980-2012.3终端工装类夹具设计规范2013年1月10日发布 2013年1月10日实施H技术有限公司H Technologies Co., Ltd.版权所有侵权必究All rights reser√ed修订声明Re√ision declaration本规范拟制与解释部门:产品工程工艺部本规范的相关系列规范或文件:相关国际规范或文件一致性:其它规范或文件:相关规范或文件的相互关系:目录Table of Contents终端工装类夹具设计规范 (1)1工装类夹具通用设计原则 (10)1.1工装夹具设计要素: (10)1.2工装夹具设计制作的精度 (10)1.3夹具可加工性 (11)1.4夹具的强度要求 (11)1.5夹具防静电要求和环保要求 (11)1.6组装防呆设计要求 (11)1.7夹具的可操作性、安全性 (11)1.8零件夹紧要求 (12)1.9工件易放置、易拆卸 (12)1.10防刮伤要求 (12)2工装夹具设计规范 (13)2.1常用夹具材料 (13)2.2材料加工精度 (13)2.3夹具表面处理 (14)2.4夹具定位设计 (14)2.5紧固件设计 (15)2.6电气部分设计 (15)2.7夹具Logo (15)3终端手机产品常用夹具设计标准 (17)3.1锁螺钉夹具 (17)3.2TP压合夹具 (19)3.3天线压合夹具: (23)3.4TP泡棉贴合夹具 (24)3.5热熔夹具 (27)3.6TP点胶定位夹具 (31)3.7TP点胶预压夹具 (32)3.8TP点胶保压夹具 (34)3.9支撑定位夹具 (36)3.10RCV/摄像头组装定位夹具 (37)3.11电池组装定位夹具 (38)3.12摄像头FPC预折弯夹具 (38)3.13TP拆卸夹具 (40)3.14吸笔&同轴线装配工具 (42)4终端MBB与接入融合产品常用夹具设计标准 (44)4.1锁螺钉治具 (44)4.2热熔夹具 (44)4.3贴装夹具 (44)4.4TP压合夹具 (45)4.5TP居中装配夹具 (45)4.6TP居中装配夹具 (45)5工装夹具验收及维护规范 (48)5.1工装夹具验收规范 (48)5.2夹具维护规范 (50)5.3夹具使用寿命 (51)6图纸优先级说明 (51)表目录表格1常用夹具材料性质 (13)表格2常用夹具材料及加工精度 (13)表格3常用夹具材料表面处理 (14)表格4锁螺钉夹具设计要求表 (18)表格5TP压合夹具零组件设计要求表 (20)表格6压合机选用 (21)表格7终端标准气压机规格参数 (23)表格8天线压合夹具零组件要求 (24)表格94边定位方式TP泡棉贴合夹具零组件设计要求表 (27)表格10销钉+真空吸定位方式TP泡棉贴合夹具零组件设计要求表 (27)表格11热熔夹具零组件设计要求 (30)表格12TP点胶夹具零组件设计要求 (32)表格13TP点胶预压夹具零组件设计要求 (34)表格14TP点胶保压夹具零组件设计要求 (36)表格15摄像头预折弯夹具零组件设计要求 (39)表格16TP拆卸夹具零组件设计要求 (42)表格17TP居中装配夹具零组件设计要求 (47)表格18工装夹具验收C HECKLIST (50)表格14夹具点检、保养周期 (51)图目录图表1夹具外轮廓定位方式 (14)图表2锁螺钉夹具装配图 (17)图表3锁螺钉夹具爆炸图 (17)图表4TP压合夹具装配图 (19)图表5TP压合夹具爆炸图 (20)图表6终端32型标准气压机 (22)图表7终端63型标准气压机 (22)图表8天线压合夹具组装图 (23)图表9天线压合夹具爆炸图 (24)图表10TP贴合夹具装配图 (25)图表11TP贴合夹具爆炸图 (26)图表12热熔夹具装配图 (28)图表13热熔夹具爆炸图 (28)图表12顶部热熔夹具装配图 (29)图表13侧面热熔夹具装配图 (29)图表16TP点胶定位夹具装配图 (31)图表17TP点胶夹具爆炸图 (31)图表18TP点胶预压夹具 (32)图表19TP点胶预压夹具爆炸图 (33)图表20TP点胶保压夹具装配图 (34)图表21TP点胶保压夹具爆炸图 (35)图表22支撑定位夹具装配图 (36)图表23RCV组装定位夹具装配图 (37)图表24TP组装定位夹具装配图 (38)图表25摄像头预折弯夹具装配图 (39)图表26TP拆卸夹具装配图 (40)图表27TP拆卸夹具爆炸图 (41)图表28吸笔装配图 (42)图表29同轴线装配工具 (43)图表30数据卡锁螺钉夹具 (44)图表31 DOME手动贴合夹具 (45)图表32大尺寸的DOME贴合夹具 (45)图表33TP居中装配夹具装配图 (46)图表34TP居中装配夹具爆炸图 (46)终端工装类夹具设计规范范围Scope:本标准主要适合于H公司终端公司产品工装夹具的设计制作。
1. 概述本文描述了各种工装治具设计过程中,设计标准及注意事项。
2. 目的规范治具设计要求,确保工装治具统一化、规范化、防呆化、最优化、环保化,能够与使用设备匹配符合,生产方便快捷,满足品质要求。
3. 术语4. 内容4.1通常治具的主要制作材料是钢材、铝材、青铜、电木、压克力板、环氧树脂板等。
治具按照其动力驱动方式可以分为手动、半自动、全自动。
夹治具设计需要遵循的设计原则:4.1.1要了解整个生产、加工和制造的方法与过程;治具制作完成后,由生技部ME工程师验证OK后,填写《工装治具验证管理清单》,移交至生产部。
4.1.2根据产品结构不同,合理设计定位方式,要统一前后工程标准,不可相互矛盾。
4.1.3定位支撑必须配合加工对象,且要保持充分的可操作性。
4.1.4要尽量简单而单纯,要站在使用者的立场设计,要考虑到作业者浪费动作。
4.1.5治具的设计要体现安全性、防呆性。
4.1.6工装治具零配件标准化设计,尽量避免使用非标零配件造成使用成本浪费。
4.1.7要考虑到精度、安装容易与耐用。
4.1.8为了防止错混料出现,所有的工装夹治具都必须要做到专物专用,在所有的治具上优先考虑治具防呆定位,明确标示区分。
4.1.9治具制作依据公司有害物质管控的要求和标准,所有工装治具在设计用材以及加工制作过程中必须符合有害物质管理的各项要求,工装治具制作供应商在治具交接到我部ME工程师验收时,供应商需要提供有害物质检测报告,对不符合有害物质管理标准要求的治具进行报废并退回供应商,对合格治具的验收由ME工程师与品质工程师共同确认,并填写《工装治具验证管理清单》后,在治具上贴“HSF”标签方可在生产部产线使用。
4.2注塑整形、冲切水口治具:4.2.1治具底座的四角避空位置一定要避开产品TP边。
4.2.2 治具底座要做一个防呆的定位柱,防止产品出现放反。
4.2.3 底壳水口治具,所有骨位、螺丝柱等必须做到避空处理。
4.2.4 结构相似的产品,必须在定位位置做好不同防呆,以及在治具上做好区分标示。
工装设计规范目录1.目的 (3)2.适用范围 (3)3.引用/参考标准或资料 (3)4.术语及其定义 (3)5.规范要求 (3)6.附录................................................................................................ 错误!未定义书签。
1.目的为了规范工装设计的流程,满足机械装配加工要求。
2.适用范围本规范适用于公司中试部工装设计部门。
3.引用/参考标准或资料无4.术语及其定义工装,即工艺装备:指制造过程中所用的各种工具的总称。
包括刀具/夹具/模具/量具/检具/辅具/钳工工具/工位器具等。
工装为其通用简称。
工装分为专用工装/通用工装/标准工装(类似于标准件)。
5.规范要求5.1 工装制作需求在组装开发样机阶段,整机工艺开发组的项目成员根据机器装配的需要提出制作工装的需求,并给出设计工装方案,经过工艺开发组审核通过后,在OA上发布工装需求流程,提供零件实物给装备开发组作为工装设计的参照物,在没有实物的情况下,装备开发组用零件承认书作为参照物设计工装。
5.2 工装制作5.2.1装备开发组在收到工装制作的需求后,根据设计方案和零件实物或零件承认书画出工装3D图纸,交给工艺开发组确认;5.2.2工艺开发组确认图纸是否符合设计方案的要求,如符合,则装备开发组就将工装设计图纸和相关要求发给供应商。
5.2.3供应商根据工装设计图纸和其他相关要求报价到采购。
5.2.4采购下订单到供应商。
5.2.5供应商收到订单后,按要求制作工装。
5.3工装验收供应商做好工装后,交付到装备开发组。
装备开发组将工装交给工艺开发组进行工装验收。
工装验收合格后,则可以收货,并做好相关工装铭牌标签,如下图1;如验证不合格,则返回给供应商进行修改,直到验收合格后才可以收货。
工装设计制作流程图,见图2。
图2 工装设计制作流程图。
工装设计规范
目录
1.目的 (3)
2.适用范围 (3)
3.引用/参考标准或资料 (3)
4.术语及其定义 (3)
5.规范要求 (3)
6.附录................................................................................................ 错误!未定义书签。
1.目的
为了规范工装设计的流程,满足机械装配加工要求。
2.适用范围
本规范适用于公司中试部工装设计部门。
3.引用/参考标准或资料
无
4.术语及其定义
工装,即工艺装备:指制造过程中所用的各种工具的总称。
包括刀具/夹具/模具/量具/检具/辅具/钳工工具/工位器具等。
工装为其通用简称。
工装分为专用工装/通用工装/标准工装(类似于标准件)。
5.规范要求
5.1 工装制作需求
在组装开发样机阶段,整机工艺开发组的项目成员根据机器装配的需要提出制作工装的需求,并给出设计工装方案,经过工艺开发组审核通过后,在OA上发布工装需求流程,提供零件实物给装备开发组作为工装设计的参照物,在没有实物的情况下,装备开发组用零件承认书作为参照物设计工装。
5.2 工装制作
5.2.1装备开发组在收到工装制作的需求后,根据设计方案和零件实物或零件承认书画出工装3D图纸,交给工艺开发组确认;
5.2.2工艺开发组确认图纸是否符合设计方案的要求,如符合,则装备开发组就将工装设计图纸和相关要求发给供应商。
5.2.3供应商根据工装设计图纸和其他相关要求报价到采购。
5.2.4采购下订单到供应商。
5.2.5供应商收到订单后,按要求制作工装。
5.3工装验收
供应商做好工装后,交付到装备开发组。
装备开发组将工装交给工艺开发组进行工装验收。
工装验收合格后,则可以收货,并做好相关工装铭牌标签,如下图1;如验证不合格,则返回给供应商进行修改,直到验收合格后才可以收货。
工装设计制作流程图,见图2。
图2 工装设计制作流程图。