PROE钣金展开图K因子设定
- 格式:doc
- 大小:21.50 KB
- 文档页数:2
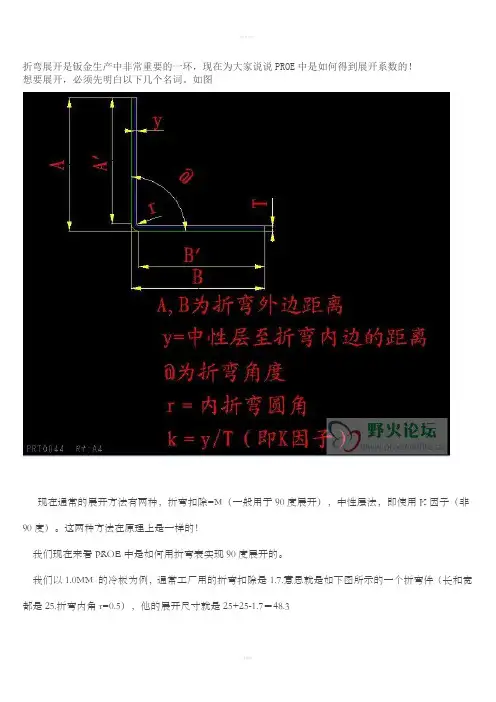
折弯展开是钣金生产中非常重要的一环,现在为大家说说PROE中是如何得到展开系数的!想要展开,必须先明白以下几个名词。
如图现在通常的展开方法有两种,折弯扣除=M(一般用于90度展开),中性层法,即使用K因子(非90度)。
这两种方法在原理上是一样的!我们现在来看PROE中是如何用折弯表实现90度展开的。
我们以1.0MM 的冷板为例,通常工厂用的折弯扣除是1.7.意思就是如下图所示的一个折弯件(长和宽都是25.折弯内角r=0.5),他的展开尺寸就是25+25-1.7=48.3那在PROE中要如何得到这个值呢,新建一个钣金件,做如下图形,完成退出。
得到这样一个零件大家看到这里有个DEV值,这个值就是与钣金展开相关的一个值了,我们现在来看看他的展开尺寸,前面说了,这个钣金件的展开尺寸应该是48.3的,但这里只有48.2,小数点后面还一堆数,看起来就不爽!如何改变他,使他变成我们所需要的呢?这里就要改动那个DEV值了。
我们把DEV值设为1.3看看。
再生后再次测量展开长度,嗯,这里已经是我们所需要的了,那么这个值是怎么来的呢?这里提供个公式,DEV=2(r+T)-M,关于这个公式的意义和来历,等下再说。
我们再来看如何使用折弯表得到这个值编缉-设置-折弯许可-定义,随便输入一个数字作为折弯表名,打开折弯表得到这个表,我们先看内侧半径(R)下面的那一横排,这排是定义折弯内圆角的,也即上图的r,再看厚度(T)下面的一竖排,这里定义的是板料的厚度。
两栏相交的格就是DEV值。
好。
我们在折弯表内填下如图的值。
保存,退出。
现在我们把零件的厚度设为1.5MM。
他的折弯扣除应该是2.5MM。
那么展开长度应该是47.5,再来看看PORE中的展开长度是否如此!嗯,完全稳合!现在我们再来看中性层法,首先,大家先来看这个公式,L=A+B-2*tan(@/2)/(y+r)+2*PI*(y+r)*@/360, L 为展开长度.对照第一个图,大家就应该明白了。
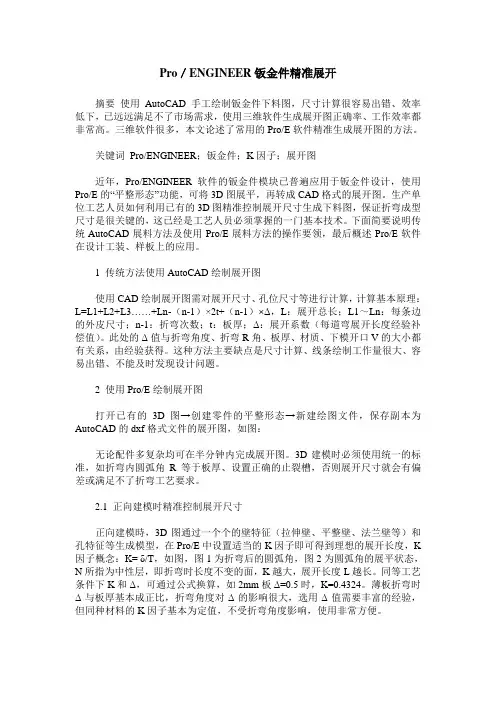
Pro/ENGINEER钣金件精准展开摘要使用AutoCAD手工绘制钣金件下料图,尺寸计算很容易出错、效率低下,已远远满足不了市场需求,使用三维软件生成展开图正确率、工作效率都非常高。
三维软件很多,本文论述了常用的Pro/E软件精准生成展开图的方法。
关键词Pro/ENGINEER;钣金件;K因子;展开图近年,Pro/ENGINEER软件的钣金件模块已普遍应用于钣金件设计,使用Pro/E的“平整形态”功能,可将3D图展平,再转成CAD格式的展开图。
生产单位工艺人员如何利用已有的3D图精准控制展开尺寸生成下料图,保证折弯成型尺寸是很关键的,这已经是工艺人员必须掌握的一门基本技术。
下面简要说明传统AutoCAD展料方法及使用Pro/E展料方法的操作要领,最后概述Pro/E软件在设计工装、样板上的应用。
1 传统方法使用AutoCAD绘制展开图使用CAD绘制展开图需对展开尺寸、孔位尺寸等进行计算,计算基本原理:L=L1+L2+L3……+Ln-(n-1)×2t+(n-1)×Δ,L:展开总长;L1~Ln:每条边的外皮尺寸;n-1:折弯次数;t:板厚;Δ:展开系数(每道弯展开长度经验补偿值)。
此处的Δ值与折弯角度、折弯R角、板厚、材质、下模开口V的大小都有关系,由经验获得。
这种方法主要缺点是尺寸计算、线条绘制工作量很大、容易出错、不能及时发现设计问题。
2 使用Pro/E绘制展开图打开已有的3D图→创建零件的平整形态→新建绘图文件,保存副本为AutoCAD的dxf格式文件的展开图,如图:无论配件多复杂均可在半分钟内完成展开图。
3D建模时必须使用统一的标准,如折弯内圆弧角R等于板厚、设置正确的止裂槽,否则展开尺寸就会有偏差或满足不了折弯工艺要求。
2.1 正向建模时精准控制展开尺寸正向建模時,3D图通过一个个的壁特征(拉伸壁、平整壁、法兰壁等)和孔特征等生成模型,在Pro/E中设置适当的K因子即可得到理想的展开长度,K 因子概念:K= δ/T,如图,图1为折弯后的圆弧角,图2为圆弧角的展平状态,N所指为中性层,即折弯时长度不变的面,K越大,展开长度L越长。
钣金k因子钣金k因子是一个非常重要的概念,在钣金制造领域中发挥着重要的作用。
在本文中,我们将深入探讨这个概念,了解其在金属加工中的应用,并介绍如何计算k因子以优化钣金制造过程。
一、了解k因子在钣金加工过程中,K因子是一个非常重要的概念,它决定了折弯器的折弯角度,同时也会影响钣金成型的形状和尺寸。
在钣金加工中,K因子代表了钣金件在折弯过程中的弹性控制比例。
也就是说,通过控制K因子的大小,可以控制钣金变形的程度,实现精确的加工。
钣金k因子计算公式:K = T / (2R-T)其中,K代表K因子,T代表钣金件的厚度,R代表折弯半径。
二、影响k因子的因素在计算K因子之前,我们需要了解影响K因子的因素。
以下是几个主要因素:1. 钣金成型的材质和硬度材料和硬度越大,折弯过程中的压力就越大,因此K 因子也会增加。
2. 钣金厚度钣金的厚度会直接影响到K因子的大小。
厚钣金件的K因子通常比薄钣金的要小。
3. 折弯角度折弯角度越大,K因子就会越大。
因此,钣金件的设计中要考虑到折弯角度对形状的影响。
4. 折弯工具不同的折弯工具会对K因子产生不同的影响。
正确选择折弯工具可以减小K因子的大小。
三、如何优化钣金k因子了解了如何计算K因子以及影响K因子的因素之后,我们需要了解如何优化K因子。
以下是几个重要的优化方法:1. 选择合适的材料和硬度选择适合的材料和硬度是非常重要的,这样可以减小折弯过程中的压力,从而减小K因子。
2. 合理设计钣金件的厚度在设计钣金件时,需要合理考虑钣金件的厚度。
钣金件的厚度越小,折弯过程中的压力就越小,从而可以减小K 因子。
3. 控制折弯角度在设计钣金件时,需要注意控制折弯角度。
折弯角度越大,K因子就越大,从而会造成变形。
正确选择折弯角度可以减小K因子的大小。
4. 选择合适的折弯工具钣金折弯工具的选用也是非常重要的。
选择合适的折弯工具可以减小K因子,从而减少变形。
总之,K因子在钣金加工中是一个非常重要的概念。
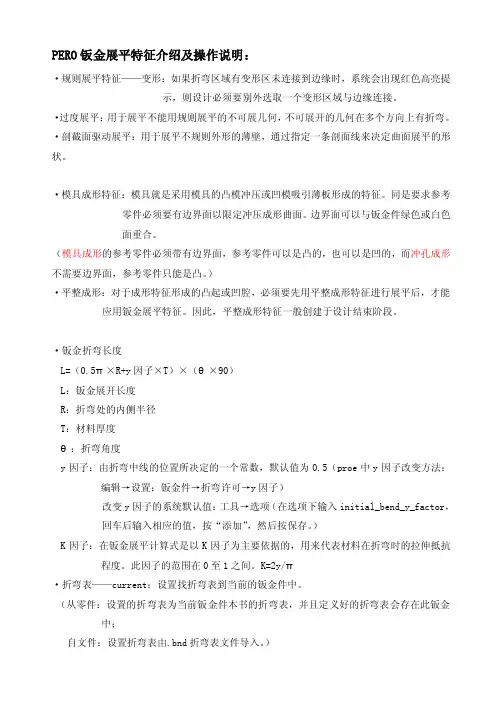
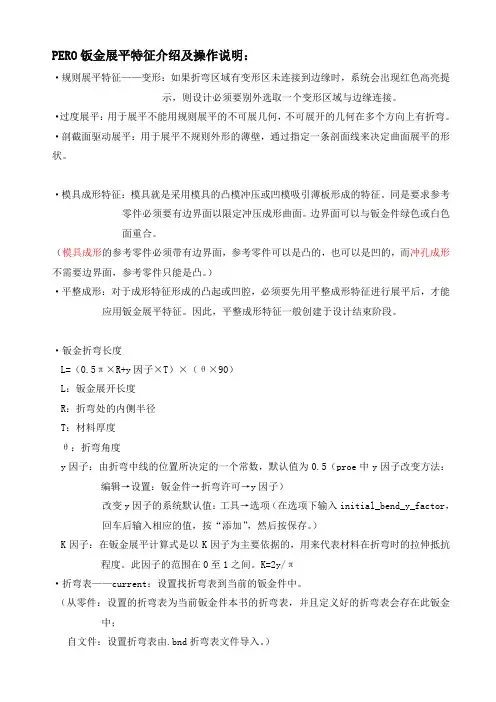
PERO钣金展平特征介绍及操作说明:·规则展平特征——变形:如果折弯区域有变形区未连接到边缘时,系统会出现红色高亮提示,则设计必须要别外选取一个变形区域与边缘连接。
·过度展平:用于展平不能用规则展平的不可展几何,不可展开的几何在多个方向上有折弯。
·剖截面驱动展平:用于展平不规则外形的薄壁,通过指定一条剖面线来决定曲面展平的形状。
·模具成形特征:模具就是采用模具的凸模冲压或凹模吸引薄板形成的特征。
同是要求参考零件必须要有边界面以限定冲压成形曲面。
边界面可以与钣金件绿色或白色面重合。
(模具成形的参考零件必须带有边界面,参考零件可以是凸的,也可以是凹的,而冲孔成形不需要边界面,参考零件只能是凸。
)·平整成形:对于成形特征形成的凸起或凹腔,必须要先用平整成形特征进行展平后,才能应用钣金展平特征。
因此,平整成形特征一般创建于设计结束阶段。
·钣金折弯长度L=(0.5π×R+y因子×T)×(θ×90)L:钣金展开长度R:折弯处的内侧半径T:材料厚度θ:折弯角度y因子:由折弯中线的位置所决定的一个常数,默认值为0.5(proe中y因子改变方法:编辑→设置:钣金件→折弯许可→y因子)改变y因子的系统默认值:工具→选项(在选项下输入initial_bend_y_factor,回车后输入相应的值,按“添加”,然后按保存。
)K因子:在钣金展平计算式是以K因子为主要依据的,用来代表材料在折弯时的拉伸抵抗程度。
此因子的范围在0至1之间。
K=2y/π·折弯表——current:设置找折弯表到当前的钣金件中。
(从零件:设置的折弯表为当前钣金件本书的折弯表,并且定义好的折弯表会存在此钣金中;自文件:设置折弯表由.bnd折弯表文件导入。
)·“自文件”下table1:适用于软黄铜,及铜,y因子=0.5,k因子=0.35table2:适用于硬黄铜,及铜,铝,y因子=0.64,k因子=0.42table3:适用于青铜,硬钢,及弹簧钢,y因子=0.71,k因子=0.45·导入折弯表:工具→选项“输入pro_sheet_met_dir”,值选择折弯表的位置,按“添加/更改”后保存。
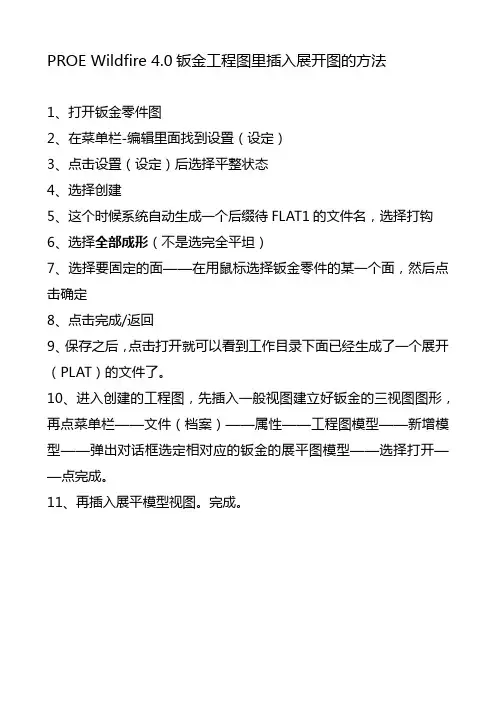
PROE Wildfire 4.0钣金工程图里插入展开图的方法
1、打开钣金零件图
2、在菜单栏-编辑里面找到设置(设定)
3、点击设置(设定)后选择平整状态
4、选择创建
5、这个时候系统自动生成一个后缀待FLAT1的文件名,选择打钩
6、选择全部成形(不是选完全平坦)
7、选择要固定的面——在用鼠标选择钣金零件的某一个面,然后点击确定
8、点击完成/返回
9、保存之后,点击打开就可以看到工作目录下面已经生成了一个展开(PLAT)的文件了。
10、进入创建的工程图,先插入一般视图建立好钣金的三视图图形,再点菜单栏——文件(档案)——属性——工程图模型——新增模型——弹出对话框选定相对应的钣金的展平图模型——选择打开——点完成。
11、再插入展平模型视图。
完成。
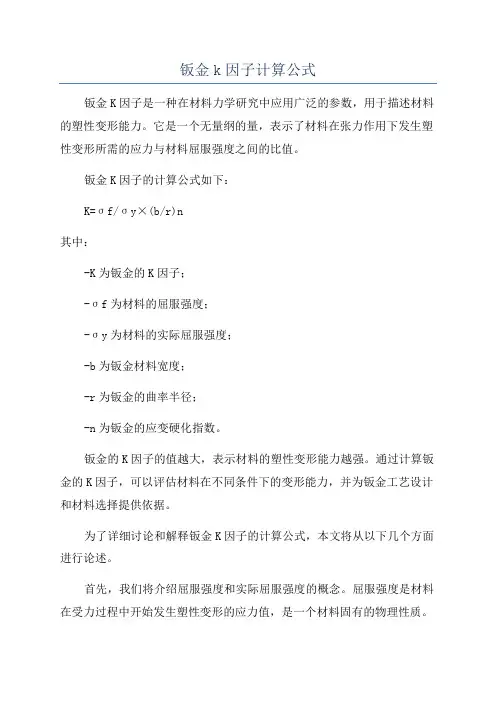
钣金k因子计算公式钣金K因子是一种在材料力学研究中应用广泛的参数,用于描述材料的塑性变形能力。
它是一个无量纲的量,表示了材料在张力作用下发生塑性变形所需的应力与材料屈服强度之间的比值。
钣金K因子的计算公式如下:K=σf/σy×(b/r)n其中:-K为钣金的K因子;-σf为材料的屈服强度;-σy为材料的实际屈服强度;-b为钣金材料宽度;-r为钣金的曲率半径;-n为钣金的应变硬化指数。
钣金的K因子的值越大,表示材料的塑性变形能力越强。
通过计算钣金的K因子,可以评估材料在不同条件下的变形能力,并为钣金工艺设计和材料选择提供依据。
为了详细讨论和解释钣金K因子的计算公式,本文将从以下几个方面进行论述。
首先,我们将介绍屈服强度和实际屈服强度的概念。
屈服强度是材料在受力过程中开始发生塑性变形的应力值,是一个材料固有的物理性质。
而实际屈服强度是根据材料的具体情况和实验测量得到的值,反映了材料在实际应用中的塑性变形能力。
接下来,我们将详细解释公式中的每个参数的物理意义。
材料的宽度b是指钣金的横向尺寸,影响钣金的变形能力。
曲率半径r是指钣金进行冲压等加工过程时所需的曲率半径,较小的曲率半径意味着更大的塑性变形能力。
应变硬化指数n描述了材料的应变硬化特性,反映了材料随着应变的增加而变硬的程度。
最后,我们将介绍如何利用钣金K因子进行钣金工艺设计和材料选择。
通过计算钣金的K因子,可以评估材料在不同工艺条件下的变形能力。
更高的K因子值表示材料在冲压等加工过程中更容易发生塑性变形,适用于复杂形状的钣金制品的加工。
因此,在钣金工艺设计过程中,可以选择具有较大K因子值的材料,以获得更好的加工性能和产品质量。
总结起来,钣金K因子是一种描述材料塑性变形能力的重要参数。
通过计算钣金的K因子,可以评估材料在不同工艺条件下的变形能力,并为钣金工艺设计和材料选择提供依据。
希望本文对您理解钣金K因子的计算公式有所帮助。
PERO钣金展平特征介绍及操作说明:·规则展平特征——变形:如果折弯区域有变形区未连接到边缘时,系统会出现红色高亮提示,则设计必须要别外选取一个变形区域与边缘连接。
·过度展平:用于展平不能用规则展平的不可展几何,不可展开的几何在多个方向上有折弯。
·剖截面驱动展平:用于展平不规则外形的薄壁,通过指定一条剖面线来决定曲面展平的形状。
·模具成形特征:模具就是采用模具的凸模冲压或凹模吸引薄板形成的特征。
同是要求参考零件必须要有边界面以限定冲压成形曲面。
边界面可以与钣金件绿色或白色面重合。
(模具成形的参考零件必须带有边界面,参考零件可以是凸的,也可以是凹的,而冲孔成形不需要边界面,参考零件只能是凸。
)·平整成形:对于成形特征形成的凸起或凹腔,必须要先用平整成形特征进行展平后,才能应用钣金展平特征。
因此,平整成形特征一般创建于设计结束阶段。
·钣金折弯长度L=(0.5π×R+y因子×T)×(θ×90)L:钣金展开长度R:折弯处的内侧半径T:材料厚度θ:折弯角度y因子:由折弯中线的位置所决定的一个常数,默认值为0.5(proe中y因子改变方法:编辑→设置:钣金件→折弯许可→y因子)改变y因子的系统默认值:工具→选项(在选项下输入initial_bend_y_factor,回车后输入相应的值,按“添加”,然后按保存。
)K因子:在钣金展平计算式是以K因子为主要依据的,用来代表材料在折弯时的拉伸抵抗程度。
此因子的范围在0至1之间。
K=2y/π·折弯表——current:设置找折弯表到当前的钣金件中。
(从零件:设置的折弯表为当前钣金件本书的折弯表,并且定义好的折弯表会存在此钣金中;自文件:设置折弯表由.bnd折弯表文件导入。
)·“自文件”下table1:适用于软黄铜,及铜,y因子=0.5,k因子=0.35table2:适用于硬黄铜,及铜,铝,y因子=0.64,k因子=0.42table3:适用于青铜,硬钢,及弹簧钢,y因子=0.71,k因子=0.45·导入折弯表:工具→选项“输入pro_sheet_met_dir”,值选择折弯表的位置,按“添加/更改”后保存。

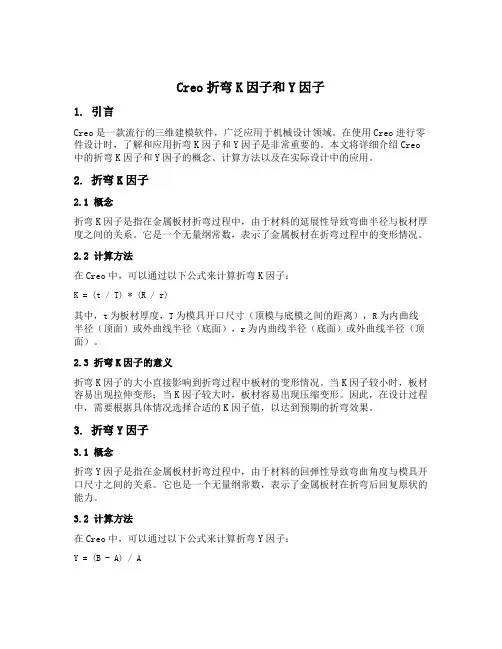
Creo折弯K因子和Y因子1. 引言Creo是一款流行的三维建模软件,广泛应用于机械设计领域。
在使用Creo进行零件设计时,了解和应用折弯K因子和Y因子是非常重要的。
本文将详细介绍Creo 中的折弯K因子和Y因子的概念、计算方法以及在实际设计中的应用。
2. 折弯K因子2.1 概念折弯K因子是指在金属板材折弯过程中,由于材料的延展性导致弯曲半径与板材厚度之间的关系。
它是一个无量纲常数,表示了金属板材在折弯过程中的变形情况。
2.2 计算方法在Creo中,可以通过以下公式来计算折弯K因子:K = (t / T) * (R / r)其中,t为板材厚度,T为模具开口尺寸(顶模与底模之间的距离),R为内曲线半径(顶面)或外曲线半径(底面),r为内曲线半径(底面)或外曲线半径(顶面)。
2.3 折弯K因子的意义折弯K因子的大小直接影响到折弯过程中板材的变形情况。
当K因子较小时,板材容易出现拉伸变形;当K因子较大时,板材容易出现压缩变形。
因此,在设计过程中,需要根据具体情况选择合适的K因子值,以达到预期的折弯效果。
3. 折弯Y因子3.1 概念折弯Y因子是指在金属板材折弯过程中,由于材料的回弹性导致弯曲角度与模具开口尺寸之间的关系。
它也是一个无量纲常数,表示了金属板材在折弯后回复原状的能力。
3.2 计算方法在Creo中,可以通过以下公式来计算折弯Y因子:Y = (B - A) / A其中,A为设计角度(理论上应达到的角度),B为实际角度(经过回弹后实际达到的角度)。
3.3 折弯Y因子的意义折弯Y因子是评估金属板材回弹性能的重要指标。
当Y因子较小时,板材回弹能力较差,需要增加设计角度来弥补;当Y因子较大时,板材回弹能力较好,可以减小设计角度。
因此,在实际设计中,需要根据金属板材的特性和要求选择合适的Y因子值,以获得满足需求的折弯效果。
4. Creo中的折弯K因子和Y因子应用在Creo中,可以通过以下步骤来应用折弯K因子和Y因子:1.在建模环境中创建零件,并绘制需要进行折弯操作的特征。
Pro/E钣金展开应用传统钣金件加工先以近似展开尺寸放样落料,预留后续加工余量后进行折弯,折弯后再修准尺寸,最后加工工艺孔和槽。
这种工艺方法加工效率低、浪费材料,并且加工质量不易保证,但不需要精确的展开图尺寸。
而Pro/E钣金件加工工艺以精确展开加工为特点,先按展开图全部切割出外形及孔和槽,然后折弯成型,其加工流程如图1所示。
这种工艺具有效率高、加工质量好、工艺路线简化等优点,但对钣金展开图的精度要求高。
因此,Pro/E钣金设计模块成为钣金件加工中精确展开图的重要工具。
传统钣金件加工先以近似展开尺寸放样落料,预留后续加工余量后进行折弯,折弯后再修准尺寸,最后加工工艺孔和槽。
这种工艺方法加工效率低、浪费材料,并且加工质量不易保证,但不需要精确的展开图尺寸。
而Pro/E钣金件加工工艺以精确展开加工为特点,先按展开图全部切割出外形及孔和槽,然后折弯成型,其加工流程如图1所示。
这种工艺具有效率高、加工质量好、工艺路线简化等优点,但对钣金展开图的精度要求高。
因此,Pro/E钣金设计模块成为钣金件加工中精确展开图的重要工具。
同传统展开方法进行比较,Pro/E具有明显的优势,主要有以下几点:a.Pro/E加工实现了参数化,提高了展开效率;b.工艺路线简化、加工效率高、加工质量好;c.展开精度高,展开尺寸便于验证;d.能够自动生成折弯顺序表,表示出制造过程中的折弯顺序、折弯半径和折弯角;e.Pro/E展开可以进行圆管件、圆锥管构件以及它们之间任何方向的相贯件等复杂曲面零件的展开;f.从展开的立体模型可以直接生成数控切割设备需要的二维图形格式,与数控折弯机进行数据连接,从而能够实现钣金件的无纸加工。
钣金件Pro/E展开方法钣金件展开方法,能够适应图样的多样化和复杂化,程序是在完全模拟钣金加工过程的基础上进行钣金件展开的。
与传统方法相比,主要是利用Pro/E的钣金展平功能,使钣金恢复为平整状态。
展开的具体方法:在Pro/E的钣金模块中创建钣金件的三维立体模型,应用Pro/E的展平(Unbend)模块,点取零件基面及需展开的面后,软件即可按钣金实际折弯加工过程运算后自动生成展开模型。
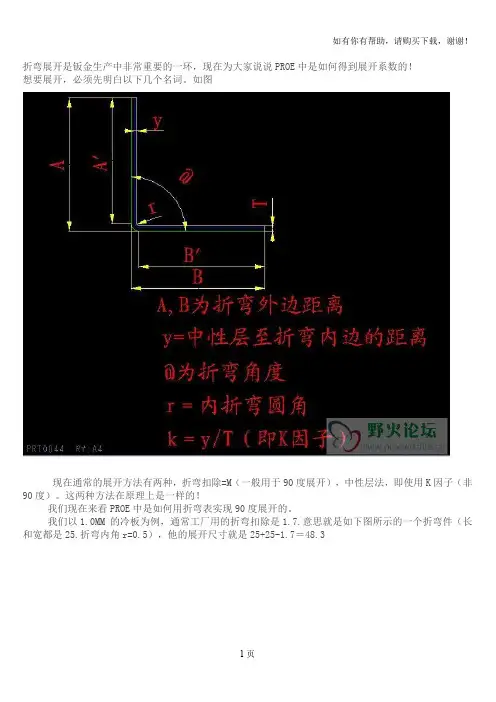
折弯展开是钣金生产中非常重要的一环,现在为大家说说PROE中是如何得到展开系数的!
想要展开,必须先明白以下几个名词。
如图
现在通常的展开方法有两种,折弯扣除=M(一般用于90度展开),中性层法,即使用K因子(非90度)。
这两种方法在原理上是一样的!
我们现在来看PROE中是如何用折弯表实现90度展开的。
我们以1.0MM 的冷板为例,通常工厂用的折弯扣除是1.7.意思就是如下图所示的一个折弯件(长和宽都是25.折弯内角r=0.5),他的展开尺寸就是25+25-1.7=48.3
那在PROE中要如何得到这个值呢,新建一个钣金件,做如下图形,
完成退出。
得到这样一个零件
大家看到这里有个DEV值,这个值就是与钣金展开相关的一个值了,我们现在来看看他的展开尺寸,
前面说了,这个钣金件的展开尺寸应该是48.3的,但这里只有48.2,小数点后面还一堆数,看起来就不爽!如何改变他,使他变成我们所需要的呢?。
折弯展开是钣金生产中非常重要的一环,现在为大家说说PROE中是如何得到展开系数的!想要展开,必须先明白以下几个名词。
如图现在通常的展开方法有两种,折弯扣除=M(一般用于90度展开),中性层法,即使用K因子(非90度)。
这两种方法在原理上是一样的!我们现在来看PROE中是如何用折弯表实现90度展开的。
我们以1.0MM 的冷板为例,通常工厂用的折弯扣除是1.7.意思就是如下图所示的一个折弯件(长和宽都是25.折弯内角r=0.5),他的展开尺寸就是25+25-1.7=48.3那在PROE中要如何得到这个值呢,新建一个钣金件,做如下图形,完成退出。
得到这样一个零件大家看到这里有个DEV值,这个值就是与钣金展开相关的一个值了,我们现在来看看他的展开尺寸,前面说了,这个钣金件的展开尺寸应该是48.3的,但这里只有48.2,小数点后面还一堆数,看起来就不爽!如何改变他,使他变成我们所需要的呢?这里就要改动那个DEV值了。
我们把DEV值设为1.3看看。
再生后再次测量展开长度,嗯,这里已经是我们所需要的了,那么这个值是怎么来的呢?这里提供个公式,DEV=2(r+T)-M,关于这个公式的意义和来历,等下再说。
我们再来看如何使用折弯表得到这个值编缉-设置-折弯许可-定义,随便输入一个数字作为折弯表名,打开折弯表得到这个表,我们先看内侧半径(R)下面的那一横排,这排是定义折弯内圆角的,也即上图的r,再看厚度(T)下面的一竖排,这里定义的是板料的厚度。
两栏相交的格就是DEV值。
好。
我们在折弯表内填下如图的值。
保存,退出。
现在我们把零件的厚度设为1.5MM。
他的折弯扣除应该是2.5MM。
那么展开长度应该是47.5,再来看看PORE中的展开长度是否如此!嗯,完全稳合!现在我们再来看中性层法,首先,大家先来看这个公式,L=A+B-2*tan(@/2)/(y+r)+2*PI*(y+r)*@/360, L为展开长度.对照第一个图,大家就应该明白了。
输入板厚T输入折弯半径R 输入90度折弯
扣除板厚倍数
90度折弯补偿值BA自动计算K因子值
输入任意折弯角度
对应图中(180-A)
10.3 1.70.90.272957795105.00说明:
1、此表格适用于常规折弯工艺条件下的计算,不适用于大圆弧、圆锥面、圆柱面、压段差、刨槽折弯、插深折弯、压死边等特殊工艺的计算。
2、表格中黑色字体的数值是需要手动输入的参数,红色字体的数值是表格自动计算出来的结果。
3、折弯补偿值BA即Solidsorks中的折弯系数的数值,而在PROE或CREO中,折弯补偿值BA对应的是折弯余量值。
折弯补偿值BA (据K因子值计算)
折弯扣除值BD (根据BA值计算)
0.75 1.25计算。
从事钣金工作多年,今天为您详解PROE中折弯表与K因子!
折弯展开是钣金生产中非常重要的一环,现在为大家说说PROE中是如何得到展开系数的!
想要展开,必须先明白以下几个名词。
如图
现在通常的展开方法有两种,折弯扣除=M(一般用于90度展开),中性层法,即使用K因子(非90度)。
这两种方法在原理上是一样的!
我们现在来看PROE中是如何用折弯表实现90度展开的。
我们以1.0MM 的冷板为例,通常工厂用的折弯扣除是1.7.意思就是如下图所示的一个折弯件(长和宽都是25.折弯内角r=0.5),他的展开尺寸就是25+25-1.7=48.3 那在PROE中要如何得到这个值呢,新建一个钣金件,做如下图形,
完成退出。
得到这样一个零件
大家看到这里有个DEV值,这个值就是与钣金展开相关的一个值了,我们现在来看看他的
展开尺寸,
前面说了,这个钣金件的展开尺寸应该是48.3的,但这里只有48.2,小数点后面还一堆数,看起来就不爽!如何改变他,使他变成我们所需要的呢?
这里就要改动那个DEV值了。
我们把DEV值设为1.3看看。
再生后再次测量展开长度,
嗯,这里已经是我们所需要的了,那么这个值是怎么来的呢?这里提供个公式,
DEV=2(r+T)-M,关于这个公式的意义和来历,等下再说。
我们再来看如何使用折弯表得到这个值
编缉-设置-折弯许可-定义,随便输入一个数字作为折弯表名,打开折弯表
得到这个表,我们先看内侧半径(R)下面的那一横排,这排是定义折弯内圆角的,也即上图的r,再看厚度(T)下面的一竖排,这里定义的是板料的厚度。
两栏相交的格就是DEV
值。
好。
我们在折弯表内填下如图的值。
保存,退出。
现在我们把零件的厚度设为1.5MM。
他的折弯扣除应该是2.5MM。
那么展开长度应该是47.5,再来看看PORE中的展开长度是否如此!
嗯,完全稳合!
现在我们再来看中性层法,首先,大家先来看这个公式,
L=A+B-2*tan(@/2)/(y+r)+2*PI*(y+r)*@/360, L为展开长度.对照第一个图,大家就应该明白了。
当@=90时,L=A'+B'+2*PI*(y+r)*@/360的。
联系上面的那个公式DEV=2(y+r)-M(折弯扣除)。
因此,我们在这里就可以得出这个公式,DEV=2*PI*(y+r)*@/360。
嗯。
这下子就得到DEV 实际上就是中性层的弧长。
好,现在来看90度时怎么根据折弯扣除来求K因子,根据这个公式 DEV=2*PI*(y+r)*@/360 DEV=2*(r+T)-M,y=k*T 得出
k= {[4*(r+T)-2M]/PI-r}/T. 现在来验证下结果。
1.2的冷板,折弯扣除M=2.0MM,角度90,r=0.5 求得K=0.3264。
把这个值写到这里。