圆度误差测量实验
- 格式:ppt
- 大小:7.18 MB
- 文档页数:13
实验二几何误差测量(1)(圆度、圆柱度、平面度误差测量)一、实验目的明确圆度、圆柱度、平面度公差带形状及含义;掌握圆度、圆柱度、平面度误差的测量方法。
二、实验内容圆度、圆柱度、平面度误差测量。
三、实验设备百分表架、百分表、平台、小千斤顶、平板等。
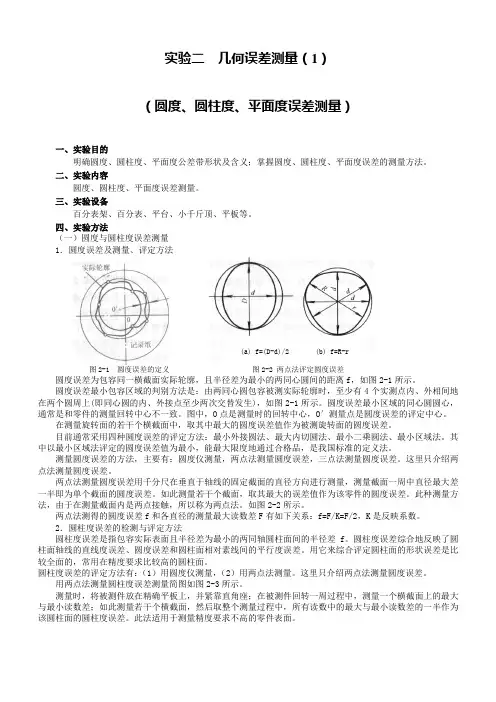
四、实验方法(一)圆度与圆柱度误差测量1.圆度误差及测量、评定方法图2-1 圆度误差的定义圆度误差为包容同一横截面实际轮廓,且半径差为最小的两同心圆间的距离f,如图2-1所示。
圆度误差最小包容区域的判别方法是:由两同心圆包容被测实际轮廓时,至少有4个实测点内、外相间地在两个圆周上(即同心圆的内、外接点至少两次交替发生),如图2-1所示。
圆度误差最小区域的同心圆圆心,通常是和零件的测量回转中心不一致。
图中,O点是测量时的回转中心,O′测量点是圆度误差的评定中心。
在测量旋转面的若干个横截面中,取其中最大的圆度误差值作为被测旋转面的圆度误差。
目前通常采用四种圆度误差的评定方法:最小外接圆法、最大内切圆法、最小二乘圆法、最小区域法。
其中以最小区域法评定的圆度误差值为最小,能最大限度地通过合格品,是我国标准的定义法。
测量圆度误差的方法,主要有:圆度仪测量,两点法测量圆度误差,三点法测量圆度误差。
这里只介绍两点法测量圆度误差。
两点法测量圆度误差用千分尺在垂直于轴线的固定截面的直径方向进行测量,测量截面一周中直径最大差一半即为单个截面的圆度误差。
如此测量若干个截面,取其最大的误差值作为该零件的圆度误差。
此种测量方法,由于在测量截面内是两点接触,所以称为两点法。
如图2-2所示。
两点法测得的圆度误差f和各直径的测量最大读数差F有如下关系:f=F/K=F/2,K是反映系数。
2.圆柱度误差的检测与评定方法圆柱度误差是指包容实际表面且半径差为最小的两同轴圆柱面间的半径差f。
圆柱度误差综合地反映了圆柱面轴线的直线度误差、圆度误差和圆柱面相对素线间的平行度误差。
用它来综合评定圆柱面的形状误差是比较全面的,常用在精度要求比较高的圆柱面。
圆度误差评定一、引言圆度误差评定是机械制造和测量技术中的一个重要概念,它涉及到对圆柱体或旋转体的圆周形状精确度的评价。
在实际生产过程中,由于受到多种因素的影响,零件的圆周形状往往存在一定的误差。
为了确保零件的准确性和可靠性,对其进行圆度误差评定是必不可少的。
本篇文章将围绕圆度误差评定的方法、标准及其实际应用进行详细探讨。
二、圆度误差评定方法圆度误差评定主要采用间接测量和直接测量两种方法。
间接测量是通过测量圆周上不同位置的高度差来评定圆度误差,这种方法适用于大型旋转体的测量。
直接测量则是通过测量圆周上若干点的半径值,利用数学模型计算出圆度误差,这种方法在小型零件的测量中较为常见。
1.间接测量方法:利用大直径测量装置,如大直径千分尺、大直径卡尺等,对大型旋转体的不同高度进行测量,根据测量数据计算出圆度误差。
这种方法对设备的要求较高,但测量精度相对较高。
2.直接测量方法:通过精密测径仪、光电显微镜、轮廓仪等高精度测量设备,直接测量小型零件在不同角度下的半径值。
然后利用最小二乘法、三点圆法等数学模型计算出圆度误差。
这种方法对设备的要求相对较低,但在测量大型旋转体时受到限制。
三、圆度误差评定标准为了统一评价零件的圆度误差,国际上制定了一系列的标准和规范。
其中,最为广泛采用的是ISO 5755《圆度和圆柱度误差检测》标准。
该标准规定了圆度和圆柱度误差的定义、评定方法、允许误差等基本要求。
此外,根据不同行业和具体应用需求,还制定了相应的国家和行业标准。
在ISO 5755标准中,圆度和圆柱度误差的评定主要采用最小二乘法、三点圆法等数学模型进行计算。
最小二乘法是以所有测点的半径值拟合出一个最小偏差圆的圆心位置和半径值,以此作为零件的圆度误差。
三点圆法则是选取三个不同的角度下的测点,计算其半径值后构成一个理想圆,该圆的圆心位置和半径值即为零件的圆度误差。
为了确保评定结果的准确性,进行圆度误差评定时需要遵循一定的原则:1.多次测量:对同一零件进行多次测量,以提高结果的可靠性和精度。
圆度误差检测实验报告心得体会
当今社会是信息化的时代,知识的更新速度越来越快。
人们获取知识和运用知识的能力不断增强,而自身素质却在下降。
这种现象已经成为影响经济发展和社会进步的瓶颈问题。
因此我觉得有必要对大家进行一次思想上、业务上的再培训,以提高全体职工综合素质。
而圆度误差检测实验正好给了我们一个锻炼的机会,让我们从中学到了很多东西!通过此次实验使我们深刻理解了圆度误差与其他几何尺寸精度之间关系,也充分认识到圆度误差在工件制造和产品设计方面所起的重要作用;熟悉了圆度仪的操作规程及注意事项,并能够根据不同零件需求应用圆度仪对它进行粗糙度参数的标定;通过对该批零件圆度误差情况进行统计,总结出合格率与不合格率曲线,分析找出存在的主要问题,为后续零件的制造或设计奠定基础。
通过此次试验虽然有些累,但回头看看自己辛苦的劳动成果还是挺值的。
同时这次实验也提醒着我要努力学习各种专业技术知识,尽快适应岗位的需求。
相信凭借自己坚持不懈的努力,我会做得更好!
我们要加强学习,积极向上,迎难而上,要坚持“以改革创新谋发展”,才能把企业做大做强。
- 1 -。
三点法测圆度误差的步骤
哎呀呀,这“三点法测圆度误差”可真是个有趣又有点复杂的东西呢!
首先,咱们得准备好工具,就像战士上战场要拿好武器一样。
那得有测量仪器,比如千分尺、游标卡尺之类的。
你想想,如果战士没了武器,那还怎么打仗呀?这测量没工具可也不行!
然后,把要测量的那个圆的东西放好。
这时候就得小心翼翼的,就像捧着宝贝似的,可不能随便一放。
接着,在圆上选三个点,这三个点可不能随便乱选哟!得选得有讲究,就好比你吃水果,得选熟透了又甜的,选点也得选能代表这个圆的特点的地方。
选好点之后,就用测量工具去测量这三个点到圆心的距离。
这可需要耐心和细心呢,要是一不小心量错了,那不就麻烦啦?就好像你写作业写错了答案,老师可是会批评的哟!
测量完这三个点的距离,接下来就得计算啦!把这三个距离的数据拿来对比对比。
这就像是比赛,看看哪个数据最特别,哪个数据跟其他两个不一样。
你说,这测圆度误差是不是就像一场小小的探险?每一步都得认真,都得小心。
如果有一步出错了,那得到的结果不就不准确了吗?
反正我觉得,三点法测圆度误差虽然有点难,但只要咱们认真仔细,按照步骤来,就一定能测出准确的结果!这就像爬山,虽然过程辛苦,但爬到山顶看到美丽风景的那一刻,一切都值得啦!。
moldflow圆度测量方法-概述说明以及解释1.引言1.1 概述本文旨在介绍moldflow圆度测量方法,该方法用于评估注塑成型过程中圆形零件的精度和质量。
圆度测量是指对圆形零件的直径、圆心位置和圆度误差进行测量和分析,以评估零件的几何形状是否符合设计要求。
在注塑成型过程中,圆度是一个重要的质量指标,因为许多零件需要具有高精度的圆形形状,如轴承、密封圈等。
圆度误差可能导致零件的不完全贴合、泄漏或摩擦增加,进而影响零件的正常使用。
因此,准确地测量和控制圆度误差对于保证产品的性能和质量是至关重要的。
本文将重点介绍三种常用的moldflow圆度测量方法。
第一种方法是基于投影仪的圆度测量方法,通过对圆形零件的投影图像进行分析,可以获得直径和圆度误差的信息。
第二种方法是使用三坐标测量机进行圆度测量,该方法可以对零件的三维形状进行全面测量,提供更详细的几何参数。
第三种方法是利用激光扫描仪进行圆度测量,该方法非接触式测量,具有高速度和高精度的特点。
本文将详细介绍上述三种测量方法的原理、优缺点以及适用范围,并根据实际应用场景进行比较分析。
此外,我们还将对现有方法的局限性和改进方向进行讨论,以期为圆度测量方法的进一步研究和应用提供一定的指导。
通过本文的阅读,读者将能够了解不同的moldflow圆度测量方法,并根据实际需求选择适合的方法来评估和改进圆形零件的精度和质量。
1.2 文章结构文章结构部分的内容可以按照以下方式编写:文章结构本文将按照以下结构进行探讨和分析Moldflow圆度测量方法。
首先,在引言部分,我们将对文章进行简要概述,并明确文章的目的。
接下来,正文部分将介绍三种常用的Moldflow圆度测量方法,并详细介绍每种方法的原理、步骤和适用范围。
其中,第一种方法是基于XX原理的圆度测量方法,第二种方法是基于XX原理的圆度测量方法,第三种方法是基于XX原理的圆度测量方法。
在结论部分,我们将对整篇文章进行总结,并分析每种方法的优缺点及实际应用价值。
基于视觉检测的圆度误差测量技术圆度误差是一项比较科学、先进的评定零件表面质量的指标,它能客观直接的反映圆柱面的旋转精度。
由于圆度误差是实际轮廓相对于理想圆而确定的,所以被测量轴径截面的实际轮廓的精确测量,是求圆度误差的重要组成部分。
本文测量的对象是直径为120mm、长90mm的超精密回转主轴。
在深入研究零件圆度误差的测量理论和测量方法的基础上,采用V形块立式测量法,并利用精密干涉仪结合CMOS图像传感器,进行了图像采集、处理与分析,成功读取了图像信息,并将之转换成有效的实验数据,完成了对回转主轴圆度误差的测量。
首先,从理论上说明了圆度误差常用的测量方法及测量中心的评定方法,阐述了最小二乘圆评定方法在V形块测量中的数学实现,并说明了实验数据的处理方法——误差联系法的运用。
其次,完成了超精密主轴圆度误差测量系统的设计,对图像采集系统进行了调试。
根据本文采集的干涉条纹图像的特性,运用图像灰度值列求和的方法,求出了干涉仪测头的实际位移。
提出了适合本课题的图像质量评价方法——运用曲线拟合残差来评价去噪后图像质量,并与传统的评价方法进行了对比。
根据不同的图像质量评价方法选择了适合的图像处理方案,使图像采集系统分辨率达到每像素点2.9nm。
最后用Matlab编程实现了图像分析,求出了超精密回转主轴的圆度误差。
设计实验,证明了测量结果的正确性。
分析了测量系统的误差来源和具体影响因素,求出了测量系统的误差。
同主题文章[1].袁懿先,靳春芬. 小孔的图像处理与圆度误差的评定' [J]. 农业机械学报. 1997.(03)[2].傅师伟. 圆度误差测量的一种新方法' [J]. 计量与测试技术. 2004.(09)[3].王峰,詹小四,陈蕴. 图像处理中光学因素的影响' [J]. 洁净煤技术. 2005.(01)[4].樊琳. 圆度误差的评定和计算机处理' [J]. 苏州大学学报(工科版). 1988.(02)[5].刘杰锋,王建华,刘桂珍. 圆度误差的计算机检测系统' [J]. 佳木斯大学学报(自然科学版). 1999.(02)[6].高国胜. 用最小二乘法计算圆度误差' [J]. 压缩机技术. 1987.(02)[7].丁和. 一种图解圆度误差的方法' [J]. 计量技术. 1997.(03)[8].闵莉,吴玉厚,富大伟. 圆度误差检测的现状与展望' [J]. 沈阳建筑工程学院学报. 1999.(03)[9].田社平. 对“最小条件下圆度误差的精确评定”一文的商榷' [J]. 计量技术. 2005.(12)[10].商悦. 圆度误差的计算机辅助数据处理' [J]. 山东工程学院学报. 1998.(01)【关键词相关文档搜索】:机械制造及其自动化; 圆度误差; 干涉仪; 图像处理; 拟合残差【作者相关信息搜索】:哈尔滨工业大学;机械制造及其自动化;张景和;王记桓;。

一、研究背景随着科学技术的不断发展,微米级甚至亚微米级的精密加工需求越来越迫切。
在机械加工领域中,径向圆跳动、圆度误差和同轴度误差是影响零件加工精度的重要因素。
在实际加工中,如何准确地研究径向圆跳动与圆度误差在同轴度误差中的作用关系,对于提高加工质量和精度具有重要意义。
二、径向圆跳动、圆度误差和同轴度误差的概念及影响1. 径向圆跳动径向圆跳动是指轴向出现的圆心的偏移现象,也称为径向测量误差。
在机械加工中,径向圆跳动会导致零件表面的不平整和精度的降低。
2. 圆度误差圆度误差是指零件在旋转时,轮廓线上任意一点到该点在理想圆形轮廓上的距离,也称为圆形度误差。
圆度误差会直接影响零件的装配精度和工作性能。
3. 同轴度误差同轴度误差是指在两个或多个轴在规定的条件下的偏离程度。
同轴度误差会导致加工中心的偏移,使得工件的加工精度受到影响。
三、径向圆跳动与圆度误差对同轴度误差的影响机理1.径向圆跳动对同轴度误差的影响在实际加工中,径向圆跳动容易导致同轴度误差的变化,造成工件的同轴度误差难以保证。
2.圆度误差对同轴度误差的影响圆度误差会直接影响工件的内在质量,对同轴度误差的影响则更加直接,从而影响整体的加工精度。
四、径向圆跳动、圆度误差与同轴度误差的测试方法1.测试仪器为了研究径向圆跳动与圆度误差在同轴度误差中的作用关系,需要依靠专业的测试仪器来进行精密测量,如三坐标测量仪和数字显微镜等。
2. 测试方法通过在不同条件下对零件的径向圆跳动、圆度误差和同轴度误差进行测量,并对比分析数据,可以初步探究径向圆跳动与圆度误差在同轴度误差中的具体作用关系。
五、径向圆跳动与圆度误差对同轴度误差的影响规律通过大量实验数据的对比分析,可以得出径向圆跳动、圆度误差与同轴度误差之间的数学关系和规律,从而为进一步提高加工精度提供了实验依据。
六、结论与展望通过对径向圆跳动与圆度误差在同轴度误差中的作用关系进行研究,可以进一步提高零件的加工精度,为工业制造提供更加精准的加工技术保障。
第34卷第3期 光电工程V ol.34, No.3 2007年3月 Opto-Electronic Engineering March, 2007文章编号:1003-501X(2007)03-0140-05基于单缝衍射原理的圆度误差测量方法花世群,骆英,赵国旗( 江苏大学理学院,江苏镇江 212013 )摘要:提出了一种全新的圆度误差光学自动测量方法。
新方法基于单缝衍射原理,利用工件的圆度误差来改变衍射单缝的宽度,进而改变衍射条纹的间距。
在测量单缝衍射中央明纹的宽度时,提出了用最小二乘法对测量到的衍射图像的光强分布进行二次曲线拟合,并由拟合得到的数学表达式,确定衍射暗条纹的精确位置。
由导出的工件圆度误差与单缝衍射中央明纹宽度之间的关系,用最小二乘法对工件的圆度误差进行了评定。
测量结果表明,新的圆度误差测量方法是可行的,圆度误差的相对不确定度小于1.4%,并且测量系统具有操作方便、精度高的优点,新方法也可应用于锥角、直线度误差等其它几何量的精密测量中。
关键词:光学测量;圆度误差测量;单缝衍射;最小二乘法;曲线拟合中图分类号:TB96 文献标识码:AMethod of measuring roundness error based on slit diffractionHUA Shi-qun,LUO Ying,ZHAO Guo-qi( Faculty of Science, Jiangsu University, Zhenjiang 212013, China )Abstract:A new optical method for automatic measurement of roundness error was presented based on the diffraction principle of a slit. In measurement system, the slit width was changed with the workpiece roundness error, so the distances of diffraction fringes were altered. In order to compute the width of the center bright stripe according to the accurate position of diffraction dark fringes, the least square method was used to fit quadratic curves of the intensity distribution.With the least square method, the roundness error could be evaluated by the relationship between workpiece roundness error and the width of the center bright stripe. The measuring result proves the feasibility of the new method. The relative uncertainty of the workpiece roundness error is less than 1.4%. The measuring system is easy to operate and has high measuring accuracy. This method can be applied to measure the cone angle error and the alignment error, etc.Key words:Optical measurement; Roundness error measurement; Single-slit diffraction; Least square method; Curve fitting引 言圆度误差是指待测的实际圆轮廓对理想圆的变动量,它是高精度回转体零件的一项重要精度指标,圆度误差的测量已有许多较成熟的理论和方法[1~5],目前国外大多采用多测头方法,并借助光学传感器测量工件的圆度误差,而国内大多用圆度仪对其进行测量。
利用气动测量仪进行圆度误差检测及应用摘要:随着工业4.0的提出以及智能制造的持续推进,制造业与互联网的产业融合更加紧密,越来越多零部件的加工检测趋于智能化、数字化;但在传统生产管理中,在质量监管方面仍存在明显不足:其一,大部分企业仍采用人工测量且采用抽检方式,费时费力的同时难以保证测量精度,也就容易引起质量问题;其二,缺乏数据存储管理的持久性,没有对质量数据进行分析和监控,难以及时发现生产问题,容易给企业带来大量财产损失。
关键词:利用气动测量仪;圆度误差检测;应用引言在精密测量中,圆度误差的测量是一项重要且复杂的工作。
目前,接触测量是圆度误差测量的主要手段。
接触测量包括专用圆度测量仪器和使用传感器采集数据的微机圆度测量系统两大类。
就国内而言,圆度测量仪是圆度误差测量最有效的手段,圆度测量仪是指用于测量圆度误差并具有精密回转主轴的仪器。
从结构上分为两种:转轴式测量仪和转台式测量仪。
前者的典型代表是TalyRond73型及DQR-1型,后者的典型代表是TalyRond200型及Y901型。
转轴式测量仪在测量时保持被测工件固定不变,测头与零件接触并旋转,适合测量大的零件。
转台式是将被测零件装在旋转的回转台上,测头固定不动,适合测量小的零件。
使用传感器采集数据的微机圆度测量系统是在测量时,将传感器的测头与零件的表面接触,被测圆轮廓的半径变化量通过测头反应给传感器,再转化为电信号输送到放大设备、滤波器、运算器、微机系统中,实现数据的自动处理。
1本系统总体结构设计1)测量依据:JJG 356-2004《气动测量仪》检定规程。
2)环境条件:温度:(20±5)℃,室内温度变化不超过1 ℃/h。
3)计量标准:气动量仪检定仪、1 mm定位量块。
4)被测对象:测量范围为100 μm,分度值为1 μm的电子柱式气动量测量仪。
5)测量方法:将传感器固定在气动量仪检定仪支架上,调整喷嘴和量块的间隙使气动测量仪显示为零,然后按检定规程依次逐点检定。
测量圆度误差的各种方法讲解一、圆度圆度是表示零件上圆的要素实际形状,与其中心保持等距的情况。
即通常所说的圆整程度。
圆度是限制实际圆对理想圆变动量的一项指标,其公差带是以公差值t为半径差的两同心圆之间的区域。
二、圆度误差的评定原则圆度误差评定有4种主要方法。
①最小区域法:以包容被测圆轮廓的半径差为最小的两同心圆的半径差作为圆度误差。
②最小二乘圆法:以被测圆轮廓上相应各点至圆周距离的平方和为最小的圆的圆心为圆心,所作包容被测圆轮廓的两同心圆的半径差即为圆度误差。
③最小外接圆法:只适用于外圆。
以包容被测圆轮廓且半径为最小的外接圆圆心为圆心,所作包容被测圆轮廓的两同心圆半径差即为圆度误差。
④最大内接圆法:只适用于内圆。
以内接于被测圆轮廓且半径为最大的内接圆圆心为圆心,所作包容被测圆轮廓两同心圆的半径差即为圆度误差.三、圆度测量方法圆度测量方法主要有回转轴法、三点法、两点法、投影法和坐标法、直接利用太友科技数据采集仪连接百分表测量法等。
四、测量方法简介1、回转轴法利用精密轴系中的轴回转一周所形成的圆轨迹(理想圆)与被测圆比较,两圆半径上的差值由电学式长度传感器转换为电信号,经电路处理和电子计算机计算后由显示仪表指示出圆度误差,或由记录器记录出被测圆轮廓图形。
回转轴法有传感器回转和工作台回转两种形式。
前者适用于高精度圆度测量,后者常用于测量小型工件。
按回转轴法设计的圆度测量工具称为圆度仪。
2、三点法常将被测工件置于V形块中进行测量。
测量时,使被测工件在V形块中回转一周,从测微仪(见比较仪)读出最大示值和最小示值,两示值差之半即为被测工件外圆的圆度误差。
此法适用于测量具有奇数棱边形状误差的外圆或内圆,常用2α角为90°、120°或72°、108°的两块V形块分别测量。
3、两点法常用千分尺、比较仪等测量,以被测圆某一截面上各直径间最大差值之半作为此截面的圆度误差。
此法适于测量具有偶数棱边形状误差的外圆或内圆。
实验2圆度、圆柱度误差的测量⼀、实验⽬的1.掌握圆度、圆柱度误差的测量⽅法。
2.加深对圆度、圆柱度误差和公差概念的理解。
⼆、实验内容⽤两点法和三点法组合测量轴的圆度和圆柱度误差。
三、计量器具外径千分尺(测量范围0-25mm、分度值0.01mm)。
百分表(⽰值范围:0-3mm;分度值0.01mm)。
平板、磁⼒表座。
四、测量原理两点法:常⽤千分尺、⽐较仪等测量,以被测圆柱某⼀截⾯上各直径间最⼤差值之半作为此截⾯的圆度误差。
测量若⼲截⾯,取⼏个截⾯中最⼤的圆度误差值作为零件的圆度误差。
取所有读数中最⼤值与最⼩值的差值之半作为零件的圆柱度误差。
适宜测量轮廓圆具有偶数棱的圆度和圆柱度误差。
三点法:将被测⼯件放在V形块上,使其轴线垂直于测量截⾯,同时固定轴向位置,百分表接触轮廓圆的上⾯,将被测⼯件回转⼀周,取百分表读数的最⼤差值之半,作为该截⾯的圆度误差。
测量若⼲截⾯,取其中最⼤的圆度误差作为该零件的圆度误差。
取所有读数中最⼤与最⼩值的差值的⼀半作为零件的圆柱度误差。
适宜找出具有奇数棱圆的圆度和圆柱度误差。
测量前,往往不知道被测零件是偶数棱还是奇数棱,不便确定采⽤两点法还是三点法,可靠的办法是⽤两点法和三点法各测⼀次,取三次所得误差中的最⼤值作为零件的圆度、圆柱度误差。
五、测量步骤1、两点法1)将被测零件放在平板上,⽤外径千分尺测量被测轴的同⼀截⾯内的轮廓圆⼀周上的六个位置(见图2-1(a))的直径并作好记录。
取最⼤直径与最⼩直径之差的⼀半作为该截⾯的圆度误差。
同样⽅法,测量五个不同截⾯的圆度误差。
2)取五个截⾯的圆度误差中最⼤值作为该被测轴的圆度误差。
取所有读数中最⼤值与最⼩值的差值的⼀半作为圆柱度误差。
2、三点法1)将被测轴放置在90°的V形块上,平稳移动百分表座,使表的测头接触被测轴,并垂直于被测轴的轴线(如图2-1(b)),使表上指针处于刻度盘的⽰值范围内。
转动被测轴⼀周,记下百分表读数的最⼤值与最⼩值,最⼤值与最⼩值之差的⼀半作为该截⾯的圆度误差。