亚龙YL-235A光机电一体化的介绍
- 格式:ppt
- 大小:6.74 MB
- 文档页数:52
亚龙YL-235A型光机电一体化实训考核装置一、亚龙YL-235A型光机电一体化实训考核装置简介实训装置由铝合金导轨式实训台、典型的机电一体化设备的机械部件、PLC模块、变频器模块、按钮模块、电源模块、模拟生产设备实训模块、接线端子排和各种传感器等组成。
整体结构采用开放式和拆装式,实训装置用于机械部件组装,可根据现有的机械部件组装生产设备,也可添加机械部件组装其他生产设备,使整个装置能够灵活的按教学或竞赛要求组装具有生产功能的机电一体化设备。
模块采用标准结构和抽屉式模块放置架,互换性强;按具有生产性功能和整合学习功能的原则确定模块内容,使教学或竞赛时可方便的选择需要的模块。
亚龙YL-235A型光机电一体化实训考核装置用于教学,可按工作过程导向,工学结合的模式规划教学活动,完成以下工作任务:1. 气动系统的安装与调试项目:选用该装置配置的单出杆气缸、单出双杆气缸、旋转气缸等气动执行元件和单控电磁换向阀、双控电磁换向阀和磁性开关等气动控制元件,可完成下列气动技术的工作任务:★气动方向控制回路的安装;★气动速度控制回路的安装;★摆动控制回路的安装;★气动顺序控制回路的安装;★气动机械手装置的安装;★气动系统安装与调试;2. 电气控制电路的安装和PLC程序编写项目:选用该装置配置的PLC模块、变频器模块和指令开关、传感器等,可完成下列PLC应用技术工作任务:★电动机正反转控制电路的连接与控制程序编写;★电动机调速控制电路的连接与控制程序编写;★气动方向控制程序编写;★气动顺序动作控制程序编写;★气动机械手控制程序编写;★皮带输送机控制程序编写;★机电一体化设备控制程序编写;★自动生产线控制程序编写。
3. 机电设备安装与调试项目选用该装置配置的机电一体化设备部件、PLC模块、变频器模块和指令开关、传感器等,可完成下列机电设备安装和机电一体化技术的工作任务:★传动装置同轴度的调整;★皮带输送机的安装与调整;★搬运机械手设备安装与调试;★物件分拣设备的安装与调试;★送料设备的安装与调试;★自动生产线设备安装与调试。
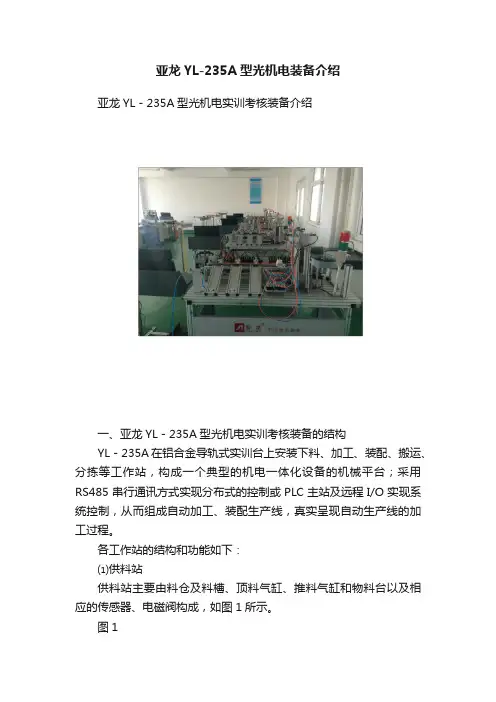
亚龙YL-235A型光机电装备介绍亚龙YL-235A型光机电实训考核装备介绍一、亚龙YL-235A型光机电实训考核装备的结构YL-235A在铝合金导轨式实训台上安装下料、加工、装配、搬运、分拣等工作站,构成一个典型的机电一体化设备的机械平台;采用RS485串行通讯方式实现分布式的控制或PLC主站及远程I/O实现系统控制,从而组成自动加工、装配生产线,真实呈现自动生产线的加工过程。
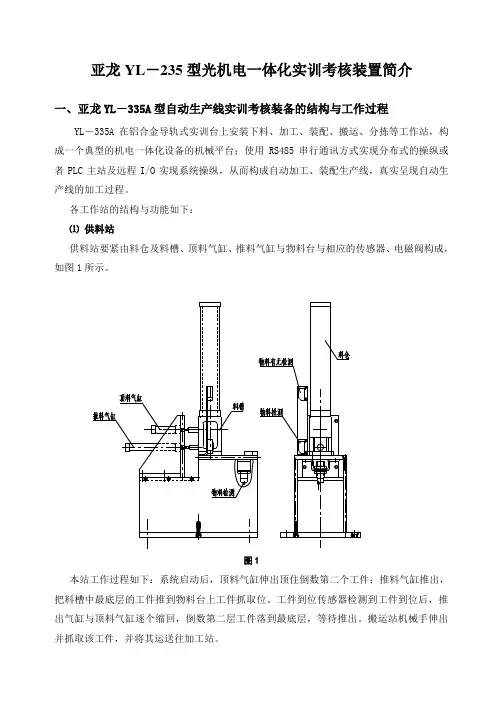
各工作站的结构和功能如下:⑴供料站供料站主要由料仓及料槽、顶料气缸、推料气缸和物料台以及相应的传感器、电磁阀构成,如图1所示。
图1本站工作过程如下:系统启动后,顶料气缸伸出顶住倒数第二个工件;推料气缸推出,把料槽中最底层的工件推到物料台上工件抓取位。
工件到位传感器检测到工件到位后,推出气缸和顶料气缸逐个缩回,倒数第二层工件落到最底层,等待推出。
搬运站机械手伸出并抓取该工件,并将其运送往加工站。
⑵加工站加工站主要由物料台、夹紧机械手、物料台伸出/缩回气缸、加工(冲压)气缸以及相应的传感器、电磁阀构成,如图2所示。
图2本站的功能是完成一个对工件的冲压加工过程,流程如下:搬运站机械手把工件运送到物料台上→物料检测传感器检测到工件→机械手指夹紧工件→物料台回到加工区域冲压气缸的下方→冲压气缸向下伸出冲压工件→完成冲压动作后向上缩回→冲压气缸缩回到位→物料台重新伸出→到位后机械手指松开→搬运站机械手伸出并夹紧工件,将其运送往装配站。
⑶装配站装配站主要有供料单元、旋转送料单元、机械手装配单元、放料台以及相应的传感器、电磁阀构成,如图3所示。
图3本站功能是完成上盖工序,即把黑色或白色两种小圆柱工件嵌入到大工件中的装配过程。
当搬运站的机械手把工件运送到装配站物料台上时,顶料气缸伸出顶住供料单元倒数第二个工件;挡料气缸缩回,使料槽中最底层的小圆柱工件落到旋转供料台上,然后旋转供料单元顺时针旋转180度(右旋),到位后装配机械手按下降气动手爪→抓取小圆柱→手爪提升→手臂伸出→手爪下降→手爪松开的动作顺序,把小园柱工件顺利装入大工件中,机械手装配单元复位的同时,旋转送料单元逆时针旋转180度(左旋)回到原位,搬运站机械手伸出并抓取该工件,并将其运送往物料分解站。
亚龙YL-235型光机电一体化实训考核装置简介一、亚龙YL-335A型自动生产线实训考核装备的结构和工作过程YL-335A在铝合金导轨式实训台上安装下料、加工、装配、搬运、分拣等工作站,构成一个典型的机电一体化设备的机械平台;采用RS485串行通讯方式实现分布式的控制或PLC主站及远程I/O实现系统控制,从而组成自动加工、装配生产线,真实呈现自动生产线的加工过程。
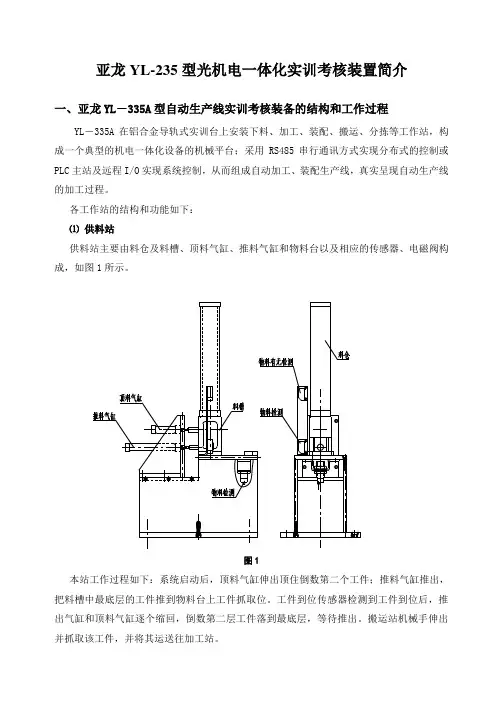
各工作站的结构和功能如下:⑴供料站供料站主要由料仓及料槽、顶料气缸、推料气缸和物料台以及相应的传感器、电磁阀构成,如图1所示。
图1本站工作过程如下:系统启动后,顶料气缸伸出顶住倒数第二个工件;推料气缸推出,把料槽中最底层的工件推到物料台上工件抓取位。
工件到位传感器检测到工件到位后,推出气缸和顶料气缸逐个缩回,倒数第二层工件落到最底层,等待推出。
搬运站机械手伸出并抓取该工件,并将其运送往加工站。
⑵加工站加工站主要由物料台、夹紧机械手、物料台伸出/缩回气缸、加工(冲压)气缸以及相应的传感器、电磁阀构成,如图2所示。
图2本站的功能是完成一个对工件的冲压加工过程,流程如下:搬运站机械手把工件运送到物料台上→物料检测传感器检测到工件→机械手指夹紧工件→物料台回到加工区域冲压气缸的下方→冲压气缸向下伸出冲压工件→完成冲压动作后向上缩回→冲压气缸缩回到位→物料台重新伸出→到位后机械手指松开→搬运站机械手伸出并夹紧工件,将其运送往装配站。
装配站主要有供料单元、旋转送料单元、机械手装配单元、放料台以及相应的传感器、电磁阀构成,如图3所示。
图3本站功能是完成上盖工序,即把黑色或白色两种小圆柱工件嵌入到大工件中的装配过程。
当搬运站的机械手把工件运送到装配站物料台上时,顶料气缸伸出顶住供料单元倒数第二个工件;挡料气缸缩回,使料槽中最底层的小圆柱工件落到旋转供料台上,然后旋转供料单元顺时针旋转180度(右旋),到位后装配机械手按下降气动手爪→抓取小圆柱→手爪提升→手臂伸出→手爪下降→手爪松开的动作顺序,把小园柱工件顺利装入大工件中,机械手装配单元复位的同时,旋转送料单元逆时针旋转180度(左旋)回到原位,搬运站机械手伸出并抓取该工件,并将其运送往物料分解站。
亚龙YL-235A型光机电一体化实训考核装置一、亚龙YL-235A型光机电一体化实训考核装置简介实训装置由铝合金导轨式实训台、典型的机电一体化设备的机械部件、PLC模块、变频器模块、按钮模块、电源模块、模拟生产设备实训模块、接线端子排和各种传感器等组成。
整体结构采用开放式和拆装式,实训装置用于机械部件组装,可根据现有的机械部件组装生产设备,也可添加机械部件组装其他生产设备,使整个装置能够灵活的按教学或竞赛要求组装具有生产功能的机电一体化设备。
模块采用标准结构和抽屉式模块放置架,互换性强;按具有生产性功能和整合学习功能的原则确定模块内容,使教学或竞赛时可方便的选择需要的模块。
亚龙YL-235A型光机电一体化实训考核装置用于教学,可按工作过程导向,工学结合的模式规划教学活动,完成以下工作任务:1. 气动系统的安装与调试项目:选用该装置配置的单出杆气缸、单出双杆气缸、旋转气缸等气动执行元件和单控电磁换向阀、双控电磁换向阀和磁性开关等气动控制元件,可完成下列气动技术的工作任务:★气动方向控制回路的安装;★气动速度控制回路的安装;★摆动控制回路的安装;★气动顺序控制回路的安装;★气动机械手装置的安装;★气动系统安装与调试;2. 电气控制电路的安装和PLC程序编写项目:选用该装置配置的PLC模块、变频器模块和指令开关、传感器等,可完成下列PLC应用技术工作任务:★电动机正反转控制电路的连接与控制程序编写;★电动机调速控制电路的连接与控制程序编写;★气动方向控制程序编写;★气动顺序动作控制程序编写;★气动机械手控制程序编写;★皮带输送机控制程序编写;★机电一体化设备控制程序编写;★自动生产线控制程序编写。
3. 机电设备安装与调试项目选用该装置配置的机电一体化设备部件、PLC模块、变频器模块和指令开关、传感器等,可完成下列机电设备安装和机电一体化技术的工作任务:★传动装置同轴度的调整;★皮带输送机的安装与调整;★搬运机械手设备安装与调试;★物件分拣设备的安装与调试;★送料设备的安装与调试;★自动生产线设备安装与调试。
亚龙YL-235型光机电一体化实训考核装置简介一、亚龙YL-335A型自动生产线实训考核装备的结构与工作过程YL-335A在铝合金导轨式实训台上安装下料、加工、装配、搬运、分拣等工作站,构成一个典型的机电一体化设备的机械平台;使用RS485串行通讯方式实现分布式的操纵或者PLC主站及远程I/O实现系统操纵,从而构成自动加工、装配生产线,真实呈现自动生产线的加工过程。
各工作站的结构与功能如下:⑴供料站供料站要紧由料仓及料槽、顶料气缸、推料气缸与物料台与相应的传感器、电磁阀构成,如图1所示。
图1本站工作过程如下:系统启动后,顶料气缸伸出顶住倒数第二个工件;推料气缸推出,把料槽中最底层的工件推到物料台上工件抓取位。
工件到位传感器检测到工件到位后,推出气缸与顶料气缸逐个缩回,倒数第二层工件落到最底层,等待推出。
搬运站机械手伸出并抓取该工件,并将其运送往加工站。
⑵加工站加工站要紧由物料台、夹紧机械手、物料台伸出/缩回气缸、加工(冲压)气缸与相应的传感器、电磁阀构成,如图2所示。
图2本站的功能是完成一个对工件的冲压加工过程,流程如下:搬运站机械手把工件运送到物料台上→物料检测传感器检测到工件→机械手指夹紧工件→物料台回到加工区域冲压气缸的下方→冲压气缸向下伸出冲压工件→完成冲压动作后向上缩回→冲压气缸缩回到位→物料台重新伸出→到位后机械手指松开→搬运站机械手伸出并夹紧工件,将其运送往装配站。
装配站要紧有供料单元、旋转送料单元、机械手装配单元、放料台与相应的传感器、电磁阀构成,如图3所示。
图3本站功能是完成上盖工序,即把黑色或者白色两种小圆柱工件嵌入到大工件中的装配过程。
当搬运站的机械手把工件运送到装配站物料台上时,顶料气缸伸出顶住供料单元倒数第二个工件;挡料气缸缩回,使料槽中最底层的小圆柱工件落到旋转供料台上,然后旋转供料单元顺时针旋转180度(右旋),到位后装配机械手按下降气动手爪→抓取小圆柱→手爪提升→手臂伸出→手爪下降→手爪松开的动作顺序,把小园柱工件顺利装入大工件中,机械手装配单元复位的同时,旋转送料单元逆时针旋转180度(左旋)回到原位,搬运站机械手伸出并抓取该工件,并将其运送往物料分解站。
亚龙YL235A型光机电一体化实训考核装置一、亚龙YL-235A型光机电一体化实训考核装置简介实训装置由铝合金导轨式实训台、典型的机电一体化设备的机械部件、PLC模块、变频器模块、按钮模块、电源模块、模拟生产设备实训模块、接线端子排和各种传感器等组成。
整体结构采纳开放式和拆装式,实训装置用于机械部件组装,可依照现有的机械部件组装生产设备,也可添加机械部件组装其他生产设备,使整个装置能够灵活的按教学或竞赛要求组装具有生产功能的机电一体化设备。
模块采纳标准结构和抽屉式模块放置架,互换性强;按具有生产性功能和整合学习功能的原则确定模块内容,使教学或竞赛时可方便的选择需要的模块。
亚龙YL-235A型光机电一体化实训考核装置用于教学,可按工作过程导向,工学结合的模式规划教学活动,完成以下工作任务:1. 气动系统的安装与调试项目:选用该装置配置的单出杆气缸、单出双杆气缸、旋转气缸等气动执行元件和单控电磁换向阀、双控电磁换向阀和磁性开关等气动操纵元件,可完成下列气动技术的工作任务:★气动方向操纵回路的安装;★气动速度操纵回路的安装;★摆动操纵回路的安装;★气动顺序操纵回路的安装;★气动机械手装置的安装;★气动系统安装与调试;2. 电气操纵电路的安装和PLC程序编写项目:选用该装置配置的PLC模块、变频器模块和指令开关、传感器等,可完成下列PLC应用技术工作任务:★电动机正反转操纵电路的连接与操纵程序编写;★电动机调速操纵电路的连接与操纵程序编写;★气动方向操纵程序编写;★气动顺序动作操纵程序编写;★气动机械手操纵程序编写;★皮带输送机操纵程序编写;★机电一体化设备操纵程序编写;★自动生产线操纵程序编写。
3. 机电设备安装与调试项目选用该装置配置的机电一体化设备部件、PLC模块、变频器模块和指令开关、传感器等,可完成下列机电设备安装和机电一体化技术的工作任务:★传动装置同轴度的调整;★皮带输送机的安装与调整;★搬运机械手设备安装与调试;★物件分拣设备的安装与调试;★送料设备的安装与调试;★自动生产线设备安装与调试。
亚龙 YL-235A 型光机电一体化实训指导书亚龙 YL-235A 型光机电一体化实训考核装置,由铝合金导轨式实训台、上料机构、上料检测机构、搬运机构、物料传送和分拣机构等组成。
各个机构严密相连,可以自由组装和调试。
掌握系统承受模块组合式,由触摸屏模块、PLC 模块、变频器模块、按钮模块、电源模块、接线端子排和各种传感器等组成。
触摸屏模块、PLC 模块、变频器模块、按钮模块等可按实训需要进展组合、安装、调试。
该系统包含了机电一体化专业学习中所涉及的诸如电机驱动、机械传动、气动、触摸屏掌握、可编程掌握器、传感器,变频调速等多项技术,供给了一个典型的综合实训环境,使对过去学过的诸多单科的专业和根底学问,在这里能得到全面的生疏、综合的训练和实际运用。
一、西门子 PLC 主机、变频器电源模块:三相电源总开关〔带漏电和短路保护〕、熔断器、单相电源插座用于模块电源连接和给外部设备供给电源,模块之间电源连接承受安全导线方式连接。
按钮模块:供给了多种不同功能的按钮和指示灯〔DC24V〕,急停按钮、转换开关、蜂鸣器。
全部接口承受安全插连接。
内置开关电源〔24V/6A 一组,12V/2A 一组〕为外部设备工作供给电源。
PLC模块:主机承受西门子 S7-200 226 继电器输出型+EM222CN〔I/O 扩展模块〕,全部接口承受安全插连接。
变频器模块:变频器承受西门子MM420〔三相输入〕,全部接口承受安全插连接。
警示灯:共有绿色和红色两种颜色。
引出线五根,其中并在一起的两根粗线是电源线〔红线接“+24”,黑红双色线接“GND”〕,其余三根是信号掌握线〔棕色线为掌握信号公共端,假设将掌握信号线中的红色线和棕色线接通,则红灯闪耀,将掌握信号线中的绿色线和棕色线接通,则绿灯闪耀〕。
二、送料机构1-转盘2-调整支架3-直流电机4-物料5-出料口传感器6-物料检测支架放料转盘:转盘中共放三种物料:金属物料、白色非金属物料、黑色非金属物料。
亚龙YL-235A型光机电一体化实训考核装置实训指导书亚龙科技集团前言亚龙YL-235A型光机电一体化实训考核装置由铝合金导轨式实训台、典型的机电一体化设备的机械部件、PLC模块、触摸屏单元、变频器模块、按钮模块、电源模块、模拟生产设备实训模块、接线端子排和各种传感器等组成。
整体结构采用开放式和拆装式,实训装置用于机械部件组装,可根据现有的机械部件组装生产设备,也可添加机械部件组装其他生产设备,使整个装置能够灵活的按教学或竞赛要求组装具有生产功能的机电一体化设备。
模块采用标准结构和抽屉式模块放置架,互换性强;按具有生产性功能和整合学习功能的原则确定模块内容,使教学或竞赛时可方便的选择需要的模块。
各种机械采用电控气阀—气缸驱动,物料采用电动机—传送机构(或传送带)输送。
检测采用磁性开关、光电开关、接近开关、行程开关等工业上常用的传感器发出检测信号。
控制采用可编程序控制器(PLC)和交流变频器以及配套的电气控制线路。
其中包括:动作指令、自动检测、动作控制、显示和报警。
以上内容包含了机电一体化专业所涉及的基础知识和专业知识,包括了基本的机电技能要求,也体现了当前先进技术的应用。
YL-235A型光机电一体化实训考核装置为学生提供了一个典型的、可进行综合训练的工程环境,为学生构建了一个可充分发挥学生潜能和创造力的实践平台。
在此平台上可实现知识的实际应用、技能的综合训练和实践动手能力的客观考核。
本实训指导书主要阐述YL-235A型光机电一体实训考核装置的基本结构、工作原理、工作过程和典型产品(PLC和变频器)的使用说明。
期望读者能对照实物,搞清它们的基本结构、动作流程、控制方式和工作原理,能顺利完成考核要求。
由于我们的经验不足,还殷切希望各院校老师和同行专家提出改进建议。
亚龙科技集团2008年2月20日目录第1章亚龙YL-235A型光机电一体化实训考核装置 (1)1.1外观 (1)1.2概述 (1)1.3实训项目 (2)1.4配置 (2)1.5配置清单 (3)1.5.1PLC及变频器选配表 (4)1.5.2选配模块.............................................. 错误!未定义书签。
YL-235A型光机电一体化实训考核装置一、设备外观图图片仅供参考、以实际配置为准二、设备概述本设备适合机电设备安装与维修、机电技术应用、电气运行与控制、电气技术应用、电子电器应用与维修等专业和非机电类专业的必修课程模块《可编程控制器技术》、《电器及PLC控制技术》或选修课程模块、《PLC及其应用》的教学与实训。
本设备主要包括实训台架、典型的机电一体化设备的机械部件、PLC模块、变频器模块、按钮模块、电源模块、模拟生产设备实训模块、接线端子排和各种传感器等组成。
整体结构采用开放式和拆装式,实训装置用于机械部件组装,可根据现有的机械部件组装生产设备,也可添加机械部件组装其他生产设备,使整个装置能够灵活的按教学或竞赛要求组装具有生产功能的机电一体化设备。
三、技术参数1、交流电源:三相五线 AC 380 V±10% 50Hz;2、温度:-10~50℃;环境湿度:≤90%无水珠凝结;3、外形尺寸:长×宽×高=1200mm×800mm×1500mm;4、整机功耗:≤1.5 kVA;5、安全保护措施:具有接地保护、漏电保护功能,安全性符合相关的国标标准。
采用高绝缘的安全型插座及带绝缘护套的高强度安全型实验导线四、功能特点本设备采用铝合金导轨式实训台,模块采用标准结构和抽屉式模块放置架,互换性强;按具有生产性功能和整合学习功能的原则确定模块内容,使教学或竞赛时可方便的选择需要的模块。
本设备的PLC模块的I/O 端子、变频器的接线端子、各常用模块与PLC的连接端子,均与安全插座连接,使用带安全插头的导线进行电路连接;各指令开关、光电开关、传感器和指示元件的电路,则通过端子排进行连接。
插拔线连接电路与端子排连接电路相结合,既保证学生基本技能的训练、形成和巩固,又保证电路连接的快速、安全和可靠。
(1)PLC、变频器及触摸屏模块:PLC为西门子S7-200 CPU 226 AC/DC/RELAY;变频器采用西门子MM420;模块材料要求:高强度塑料外壳、重量轻,面板是铝塑板,图案、文字符号采用进口油墨丝印。