继电器装配技术
- 格式:doc
- 大小:26.00 KB
- 文档页数:3

霍桑试验霍桑试验是指1924-1932年在美国芝加哥西方电器公司霍桑工厂所进行的管理实验,这个试验经历了以下三个阶段。
1、照明和电话继电器装配试验这一阶段试验开始的出发点是研究工作条件,包括岗位设计环境如通风、温度、照明及工资报酬、工作时间、福利待遇等与工作效率之间的关系,分别进行了照明试验和电话继电器装配试验。
所谓照明试验,就是抽调12名女工,分成两个小组,分别在两个房间工作。
一个组叫作“控制组…,其照明条件始终不变,另一个组叫作“试验组”,其照明条件不断改变,甚至有时把照明降到近似月光的程度。
但试验的结果两个组的产量都是上升的,并没有多少差别。
所谓电话继电器装配试验,是试验改变工资报酬、工间休息、工作时间等的变化对工作效率的影响。
这一试验同样分成”控制组“和”试验组“。
经过从1924年11月到1927年近三年的试验,不论是上述工作条件不断变化的试验组还是工作条件从不改变的控制组,其装配数量也都是上升的,同样没有多少差别。
本来,按照古典管理理论的认识,劳动条件的变化对劳动生产率应该是有影响的,但这两个试验都没有得出预想的结果,因此试验者便对此迷惑不解。
1927年,美籍澳大利亚人、哈佛大学心理学专家乔治·埃尔顿·梅奥(George Elton Mayo)在一次偶然的机会得知此事,就与另一位行为学家罗特利斯伯格(Fritz G·Roethlisberger)等人到霍桑工厂继续进行试验。
2、访谈试验由于梅奥等人是侧重研究人的行为和心理学的专家。
他们在分析第一阶段试验结果时,认为之所以没有得出预想的结果,可能是由于工人专门抽出来搞试验,社会环境发生了变化,因而人们在精神和心理方面也发生了变化。
这样一来,其他工作条件的影响就处于次要地位。
在这一思想的指导下,他们开始第二阶段的霍桑试验,即工人访谈试验。
梅奥等人从1928年9月开始到1930年5月,先后共对21000多名工人进行了访问和交谈。
霍桑实验霍桑试验(Hawthorne Studies,1924—1932)是1924—1927年美国国家科学院的全国科学委员会在西方电气公司设在伊利诺州的霍桑工厂所进行的一个实验。
目的是为了弄清照明的质量对生产效率的影响,但未取得实质性进展。
1927年哈佛大学的心理学教授梅奥和哈佛大学的同事应邀参加霍桑试验和研究。
霍桑试验由四个具体的实验组成。
1.照明实验霍桑工厂是一个制造电话交换机的工厂,具有较完善的娱乐设施、医疗制度和养老金制度,但工人们仍愤愤不平,生产成绩很不理想。
为找出原因,美国国家研究委员会组织研究小组开展了照明实验研究,时间从1924年11月至1927年4月。
当时关于生产效率的理论占统治地位的是劳动医学的观点,认为也许影响工人生产效率的是疲劳和单调感等,于是当时的实验假设便是“提高照明度有助于减少疲劳,使生产效率提高”。
工人被分成两组:一组为控制组,所有工人都在与以往环境不变的情况下持续工作;一组为实验组,实验本身是为了观察工作环境经过各种改变时工人的反应情形,并比较两组之生产力。
霍桑实验的工作环境改变是通过改变照明亮度来观察,可是经过两年多的实验发现,照明度的改变对生产效率并无影响,更奇异的是,控制组的照明其实一点都没改变,但生产力仍会上升。
具体结果是:当实验组照明度增大时,实验组和控制组都增产;当实验组照明度减弱时,两组依然都增产,甚至实验组的照明度减至0.06烛光时,其产量亦无明显下降;直至照明减至如月光一般、实在看不清时,产量才急剧降下来,许多工人还都比实验前更满意自己的工作。
这说明照明度与生产效率之间并不存在线性的因果关系,研究人员面对此结果感到茫然。
1927年,梅奥应邀去解释这些不合常理的实验结果,以梅奥教授为首的一批哈佛大学心理学工作者在将实验工作接管下来后,继续进行了后续实验。
2.福利实验:继电器装配实验福利实验是研究人员在继电器装配测试室所进行的一项研究,时间是从1927年4月至1929年6月。
组织行为学案例(5个)案例1沃尔沃的工作再设计汽车制造业是瑞典工业中一个重要领域,而沃尔沃(Volvo)汽车公司又是其中的佼佼者。
按全世界标准,它算不上大公司。
从60年代中期起,它的汽车出口翻了一番,占它全部销售额的70%,虽仅占世界汽车市场的2.5%,却已占瑞典全年出口总额的8%以上,可称举足轻重了。
该公司的管理本来也是一直沿用传统方法,重技术、重效率、重监控。
直到1969年,工人的劳动态度问题已变得十分尖锐,使该公司不得不考虑改革管理方法了。
沃尔沃公司领导分析了传统汽车制造工作设计,认为它最大的问题是将人变成机器的附庸。
所谓装配线不过是一条传送带穿过一座充满零部件和材料的大仓库罢了。
这套生产系统的着眼点是那些零部件,而不是人。
人分别站在各自的装配点上,被动地跟在工作件后面,疲于奔命地去照样画葫芦而已。
这套制度的另一个问题,是形成了一种反社交接触的气氛。
工人们被分别隔置在分离的岗位上,每个岗位的作业周期又那样短(一般为30至60秒),哪容他们偷闲片刻去交往谈话?沃尔沃先是设法用自动机器来取代较繁重艰苦的工作,不能自动化的岗位则使那里的工作丰富化一些,又下些本钱,将厂房环境装饰得整洁美观。
目的是想向工人表明,公司是尊重人的。
但随即发现这些办法治标未治本。
公司觉得在工作方面要治本,必须进行彻底的再设计。
他们在当时正在兴建的卡尔玛新轿车厂,进行了一次著名的试验。
卡尔玛轿车厂总的设计原则,希望体现以人而不是以物为主的精神,因而取消了传统的装配传送带。
以人为中心来布置工作,就是要使人能在行动中互相合作、讨论,自己确定如何来组织。
管理要从激励着眼,而不是从限制入手。
只有对孩子才需要限制,对成熟而自主的成人则宜用勉励而不是监控。
所以,该厂工人都自愿组成15至25人的作业组,每组分管一定的工作,如车门安装、电器接线、车内装潢等。
组内可以彼此换工,也允许自行跳组。
小组可自行决定工作节奏,只要跟上总的生产进程,何时暂歇、何时加快可以自定。
通讯152继电器装配流程三明职业技术学院毕业作业作业形式:毕业设计作业题目:通讯152继电器装配流程设计姓名:徐伟文学号: 100204118 所在系:机械电子系专业:机械制造与自动化(1)年(班)级: 2010级学制:三年制指导教师:邱晔明完成日期: 2013 年5月6日摘要继电器主要用于控制与保护电路中做信号转换使用。
它具有输入电路和输出电路,当感应元件中的输入量变化到一定值时继电器动作,执行元件便接通和断开控制回来。
继电器的种类很多,常用的有电流继电器、中间继电器、固态继电器、时间继电器、热继电器、通讯继电器等。
关键词:继电器、装配流程、设计。
目录前言·····························································4页第1章继电器工作原理及零部件介绍·······························6页1.1继电器的工作原理·············································6页1.2继电器零部件的介绍···········································6页第2章继电器装配技术···········································8页2.1继电器的装配方法············································8页2.2生产规范····················································10页第3章通讯继电器常见问题及使用说明····························12页3.1通讯继电器常见问题·········································12页3.2通讯继电器使用说明··········································13页第4章通讯继电器触点失效分析··································15页4.1、关于触点的基本注意事项·····································15页4.2、关于触点保护···············································15页结束语··························································18页参考文献························································19页致谢语··························································20页前言继电器是一种电子控制器件,它具有控制系统(又称输入回路)和被控制系统(又称输出回路),通常应用于自动控制电路中,它实际上是用较小的电流去控制较大电流的一种“自动开关”。
组织行为学案例(5个)案例1沃尔沃的工作再设计汽车制造业是瑞典工业中一个重要领域,而沃尔沃(Volvo)汽车公司又是其中的佼佼者。
按全世界标准,它算不上大公司。
从60年代中期起,它的汽车出口翻了一番,占它全部销售额的70%,虽仅占世界汽车市场的2.5%,却已占瑞典全年出口总额的8%以上,可称举足轻重了。
该公司的管理本来也是一直沿用传统方法,重技术、重效率、重监控。
直到1969年,工人的劳动态度问题已变得十分尖锐,使该公司不得不考虑改革管理方法了。
沃尔沃公司领导分析了传统汽车制造工作设计,认为它最大的问题是将人变成机器的附庸。
所谓装配线不过是一条传送带穿过一座充满零部件和材料的大仓库罢了。
这套生产系统的着眼点是那些零部件,而不是人。
人分别站在各自的装配点上,被动地跟在工作件后面,疲于奔命地去照样画葫芦而已。
这套制度的另一个问题,是形成了一种反社交接触的气氛。
工人们被分别隔置在分离的岗位上,每个岗位的作业周期又那样短(一般为30至60秒),哪容他们偷闲片刻去交往谈话?沃尔沃先是设法用自动机器来取代较繁重艰苦的工作,不能自动化的岗位则使那里的工作丰富化一些,又下些本钱,将厂房环境装饰得整洁美观。
目的是想向工人表明,公司是尊重人的。
但随即发现这些办法治标未治本。
公司觉得在工作方面要治本,必须进行彻底的再设计。
他们在当时正在兴建的卡尔玛新轿车厂,进行了一次著名的试验。
卡尔玛轿车厂总的设计原则,希望体现以人而不是以物为主的精神,因而取消了传统的装配传送带。
以人为中心来布置工作,就是要使人能在行动中互相合作、讨论,自己确定如何来组织。
管理要从激励着眼,而不是从限制入手。
只有对孩子才需要限制,对成熟而自主的成人则宜用勉励而不是监控。
所以,该厂工人都自愿组成15至25人的作业组,每组分管一定的工作,如车门安装、电器接线、车内装潢等。
组内可以彼此换工,也允许自行跳组。
小组可自行决定工作节奏,只要跟上总的生产进程,何时暂歇、何时加快可以自定。
继电器自动化装配机构测试控制系统设计继电器自动化装配机构测试控制系统设计摘要:继电器是一种常用具有开关特性的电力电子控制器件。
提高企业继电器生产制造水平的过程中须采用先进的自动化装配工艺和控制技术。
文章针对电器自动化生产线总线的规划方案,设计了装配机构和测试电器控制系统。
首先本文阐述了产品制造过程中装配工艺的重要性,也分析了自动化装配工艺在国内外的现状。
其次描述了继电器的各个零件及在结构上的作用,根据继电器的装配工艺,确立了装配机构的设计原则与思想,并提出机械设计方案。
本文对继电器的装配机构采用了“标准”与“非标准”机构设计方法,综合可靠设计经验,进行机构设计,评估机构设计方法。
关键词:自动化装配;继电器;机构设计;控制系统1概述目前自动化装配技术已普遍应用,在国外某些发达国家都非常重视自动化装配的研究,也建立了一套属于自己的自动化装配理论。
因国内从事装配研究人员不多,在新老产品设计优化过程中,较少的考虑自动化装置,所以技术水平与其相比还有一定差距,特别是可编程自动化装配机,即装配机器人的结构工艺。
2继电器X继电器(Relay),一种自动开关,也是电力电子控制器件。
它的主要作用是利用小电流控制大电流,通用于功率器件通断场合,在中间自动调节,安全保护电力转换,也称电驿。
根据不同的标准和工作原理都有不同的分类,包括:电压继电器、电流继电器、时间继电器、温度继电器、速度和压力继电器等。
2.1继电器X结构继电器X的外壳包裹着继电器X内所有的工作零件,对整个继电器机构有着保护作用。
在继电器X中基座对所有工作零件起到了支撑作用。
挂钩的作用就是将衔铁固定在基座上。
2.2继电器的工作原理继电器X为单饶组双开关型继电器,其工作原理是当低压控制端AB通电时,由铁芯和线圈组成的电磁铁工作把衔铁吸下来。
衔铁与开关接触片通过特殊形状的卡扣而连接。
当衔铁被吸下来时,由于卡扣的联动作用,开关接触铜片的触点C脱离常闭接触铜片上触点D与常开接触铜片上的触点E相导通,则C-E之间导通而C-D之间断开。
梅奥的继电器装配式实验梅奥的继电器装配式实验是一种经典的实验,用于教学和研究目的。
它旨在帮助学生理解继电器的工作原理和应用,并提供一个实际操作的机会来装配和测试继电器电路。
以下是关于梅奥的继电器装配式实验的详细介绍。
1. 实验目的梅奥的继电器装配式实验旨在培养学生对继电器工作原理和应用的理解,并提供一个实践操作的机会,以加深对电路原理和组件连接方式的认识。
2. 实验材料- 继电器:一般情况下,使用12V直流继电器。
- 适配器:用于提供所需的直流电源。
- 开关:用于控制继电器开关状态。
- 电阻:用于改变输入信号大小。
- 万用表:用于测量电压、电流等参数。
3. 实验步骤3.1 准备工作确保所有所需材料都齐全,并按照实验要求进行连接。
将适配器插入插座,并将其输出端连接到万用表上以测量输出电压。
同时,将适配器与继电器连接,以提供所需的直流电源。
3.2 继电器的连接将继电器连接到适配器,并根据继电器的引脚布局将其正确连接。
通常,继电器具有4个引脚,分别为控制端和开关端。
根据实验要求,将控制端连接到开关,并将开关端连接到外部电路。
3.3 测试继电器使用万用表测量继电器的工作状态。
通过改变输入信号的大小(例如通过改变接入的电阻值),观察继电器是否能够正常工作。
记录不同输入信号下的输出状态,并分析其特点和规律。
4. 实验结果与讨论根据实验步骤进行操作后,可以得到一系列实验结果。
根据不同输入信号下的输出状态,可以观察到继电器在不同条件下的工作情况。
通过对实验数据进行分析和比较,可以得出以下结论:- 继电器在控制端施加足够大的输入信号时,能够可靠地切换开关状态。
- 继电器在控制端施加较小或较大于额定值的输入信号时可能无法正常工作。
- 继电器具有一定的响应时间,在切换状态时会有一定延迟。
- 继电器的工作稳定性和可靠性受输入信号和外部环境因素的影响。
5. 实验应用继电器是一种常用的电气元件,广泛应用于各种电路中。
通过梅奥的继电器装配式实验,学生可以更好地理解继电器的工作原理和应用,并掌握正确连接和测试继电器的方法。
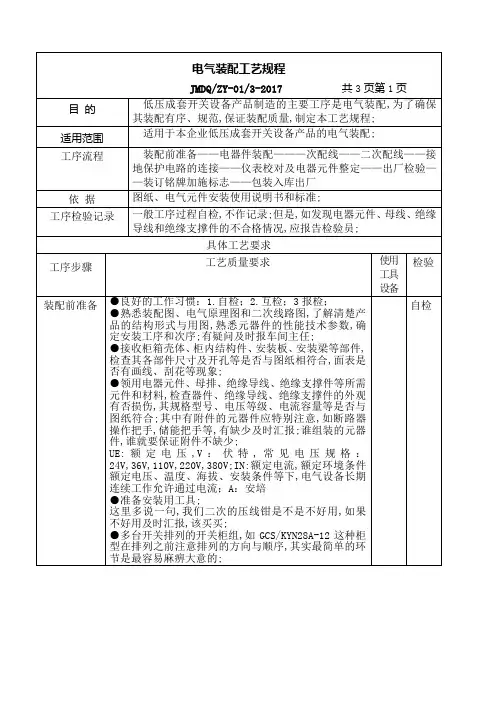
继电器装配技术
一.继电器的工作原理
电磁继电器是常用的继电器之一,广泛应用于自动控制、通讯领域及家用电器中,其工作原理如下:(结构见图或实样)
当继电器线圈通电后,在轭铁、铁心、衔铁及工作气隙所组成的磁路内就产生磁通,由此而产生电磁吸力,吸引衔铁向铁心极靴面靠近。
当线圈中的电流达到一定值时,线圈所产生的电磁吸力足以克服复原弹簧或动簧片产生的反力时,衔铁被吸引到与极靴面贴紧的位置。
装在衔铁上的绝缘推动块推动动簧片运动,使动簧片上的触点和静簧片上的触点互相接触,随之被控电路接通。
线圈断电后,电磁吸力消失,衔铁在动簧片的复原弹力作用下返回到初始位置,两触点也就断开,恢复原来的状态。
完成一次继电器的工作过程。
常见的电磁继电器的控制电压有两种:一种是直流电压,另一种是交流电压。
其继电器一般也就称为直流电磁继电器和交流电磁继电器。
二.继电器零部件的介绍
1.导磁类零件
A.名称:铁心、轭铁、衔铁是继电器中的导磁零件,几乎每个继电器者有这三种零件,是构成继电器磁路部分最基本的零件。
B.形状:见图(或实样)
C.功能:三种零件的功能基本一样,都是将线圈产生的磁力经过这三种零件导向后集聚到衔铁和铁心极靴面之间,形成有用的电磁吸力。
2.导电类零件
A.名称:触点、簧片、焊片、连接线等,是构成继电器被控回路的零件。
B.形状:见图(或实样)
C.动能:这几种零件是形成继电器被控制回路的零件,是继电器的功能体现的零件。
3.结构零件
A.名称:底座、推动块、螺丝钉、隔弧片、垫片、铆钉、盖片、框架等零件是继电器的结构零件。
B.形状:见图(或实样)
C.功能:这些零件主要是起到将继电器的触点接触部分和电磁部分及衔铁部分连接在一起组成一个继电器部件。
4.防护零件
A.名称:主要是外壳。
B.形状:见图(或实样)
C.功能:主要是保护继电器部分在运输和用户使用中其功能能够可靠稳定的实现。
5.线圈部件
A.各称:线圈由线圈架、引出端子和漆包线组成。
B.形状:见图(或实样)
C.由线圈中的漆包线通以电流而产生电磁场,是继电器的发动机,将电能转化为磁能。
三.继电器的装配方法
1.综述
继电器是由若干个零件和部件所组成的,继电器装配是根据产品的技术条件的要求将若干个零件组合成部件,再装若干个零、部件组合成成品的过程。
前者为部件装配,后者为总装配。
零件是组成继电器的基本单元,它是由某一种规定的材料,按技术条件的要求制成一定的形状。
如触点、簧片、铁心等。
部件是由若干个零件组成,也可由零件和材料组装而成。
实现零件和零件和部件和部件或零件的组装过程和方法叫做继电器的装配工艺。
2.继电器常用的装配方法
A.铆装
铆装工艺是继电器装配过程中普遍使用的一种工艺方法,铆装应保证零件相互间的位置精度和零件的结合强度,铆接部分应符合技术要求,表面应美观、光滑、无裂纹、无压伤及缺块等。
一般常用的铆装方法有以下四种:
①压铆法:用机床的轴向压力或冲击力使零件被铆接部位变形,铆牢被铆装的
零件。
其压铆零件见图或样件。
②旋铆法:用旋铆机的旋转挤压力使零件接触旋铆头部分变形,铆牢被铆接的
零件。
其旋铆零件见图或样件。
③扩铆法:用机床压力使铆钉扩涨成形而铆紧组合零件,多用于空心、半空心
铆钉与支架的铆接。
其扩铆零件见图或样件。
④花铆法:利用模头上的刃口,在机床压力下将铆接零件端部切裂并扩涨铆紧
被组合零件。
切口有十字形、一字形,花形等。
是继电器最常用的铆装方法
之一,多用于导磁零件铁心、轭铁的铆接。
B.校正
零部件装配成继电器部分后在套壳前必须进行继电器的机械参数和电气参数校正,校正的目的是为了使每个产品的参数都能达到产品标准的要求。
下面对继电器部分参数作以介绍。
①机械参数
触点间隙:动、静触点之间的距离即触点间隙。
静合触点压力:继电器在未激励时,动静触点之间接触的压力即静合触点压
力。
动合触点压力:继电器在激励后,动触点与静触点接触,两触点之间的压力
即动合触点压力。
(部分继电器由于测量动合触点压力不方
便,用衔铁超行程来衡量动合触点压力。
衔铁超行程即动触点
接触静触点后,衔铁尚未接触铁心极靴,极靴与衔铁之间的距
离即衔铁超行程。
)
②电气参数
动作电压:在继电器线圈两引出端施压电压,随着电压升高,线圈磁场产生的
吸力距大于继电器返力距时,继电器衔铁被吸向铁心极靴面。
此
时的电压即继电器的动作电压。
释放电压:当继电器继圈施压电压动作后,随着电压降低,线圈磁场产生的吸
力距小于继电器返力距时,继电器衔铁脱离铁心极靴面。
此时的
电压即继电器的释放电压。
接触电阻:继电器两触点相接触时,由于触点表面有机膜和收缩所产生的电阻
叫接触电阻。
介质耐压:继电器各互不相连的引出端之间,在施加规定电压,其漏电流不大
于1mA情况下介质的性能。
绝缘电阻:继电器各互不相连的引出端之间,在施加规定电压下,各引出脚之
间的电阻。
3.塑封
继电器一般在整机设备中使用都要焊接到线路板上,为了适用于线路板波峰焊接和整体清洗,必须对继电器进行塑封。
其作用是将继电器与外部环境隔离开来,
保证继电器性能可靠。
一般塑封继电器用胶为环氧胶,其特点是粘接强度高,固化后收缩率小,尺寸稳定。
其配方组成有环氧树脂、固化剂和填料等。
常用的胶有单组份胶和双组份胶,单组份胶在常温下不会固化,须加热后才能固化。
双组份胶须按规定配比后才能进
行塑封,配制后进行充分搅拌,在常温下可以固化,为了缩短胶的固化时间,一般
也在高温下固化。
塑封工要接触化学品,如:香蕉水、酒精等,必须了解其性能和使用范围,塑封后产品须按规定温度和时间时行焙烘,按操作卡要求进行操作。
4.绕线
电磁继电器都少不了线圈,它的主要性能是将电能转化为磁能。
线圈主要由线圈架和引出脚和线圈绕组三部分组成,线圈参数有线圈电阻、绕阻匝数、线径等,
在绕制前须针对具体参数和线圈架调整绕线节距、排线距离、漆包线张力。
要求绕
制后的线圈应平整,无马鞍、腰鼓形、漆包线不应跑出架外,电阻值和匝数符合图
纸要求。
有的继电器线圈还须进行包扎,增强绝缘性能和固定末端引出线。
5.其它工艺方法
继电器的装配中还经常用到点焊、印字等其它工艺方法。
四.生产规范
继电器生产是大批量生产,每一个工序出现疏漏,都会造成批量返工或报废,要求新从事工序的人员,一定要先熟悉操作卡的内容,掌握本工序的要领,对于不理解的地方及时报告班长或工艺员,绝对不能自作主张。