常用钢材型钢钢产品取样要求
- 格式:docx
- 大小:134.44 KB
- 文档页数:5
钢材取样方法钢材取样方法一、原材料(一)钢筋1、取样规则(1)钢筋应按批进行检查和验收,每批重量不大于60吨。
每批应由同一牌号、同一炉罐号、同一规格、同一交货状态的钢筋组成。
(2)冷拉钢筋应分批进行验收,每批由重量不大于20吨的同级别、同直径的冷拉钢筋组成。
2、取样数量钢筋的试样数量根据其供货形式的不同而不同。
直条钢筋:每批直条钢筋应做2个拉伸试验,2个弯曲试验。
用《碳素结构钢》验收的直条钢筋每批应做1个拉伸试验,1个弯曲试验。
盘条钢筋:每批盘条钢筋应做1个拉伸试验,2个弯曲试验。
冷拉钢筋:每批冷拉钢筋应做2个拉伸试验,2个弯曲试验。
3取样方法拉伸和弯曲试验的试样可在每批材料中任选两根钢筋切取。
(二)型钢1样坯的切取根据中华人民共和国国家标准《钢筋力学及工艺性能试验取样规定》的要求:(1)样坯应在外观尺寸合格的钢材切取。
(2)切取样坯时,应防止因受热、加工硬化及变形而影响其力学及工艺性能。
(3)用烧割法切取样坯时,从样坯切割线至试样边缘必须留有足够的加工余量,一般因不小于钢材的厚度或直径,但最下不得少于20毫米。
堆厚度或直径大于60毫米的钢材,其加工余量可根据双方协议适当减小。
(4)冷拉样坯所留的加工余量可按表选取:厚度或直径(毫米)加工余量(毫米)《4>4-10>10-20>20-35>35 4厚度或直径1015202样坯切取位置及方向(1)对截面尺寸小于或等于60毫米的圆钢、方钢和六角钢,应在中心切取拉力试验样坯;截面尺寸大于60毫米,则在直径或对角线距外端四分之一处切取。
(2)样坯不需要热处理时,截面尺寸小于或等于40毫米的圆钢、方钢和六角钢,应使用全截面进行拉力试验。
当试验条件不能满足要求时,应加工成《金属拉力试验法》中相应的圆形比例试样。
(3)样坯需要热处理时,应按有关产品标准规定的尺寸,从圆钢、方钢和六角钢上切取。
(4)应从圆钢和方钢端部沿轧制方向切取弯曲样坯,截面尺寸小于或等于35毫米时,应以钢材全截面进行试验。
钢材取样标准和检测方法咱今儿就来唠唠钢材取样标准和检测方法这档子事儿。
你说这钢材啊,那可真是建筑界的大功臣呐!就好比咱家里盖房子,要是钢材质量不行,那房子不就跟纸糊的似的,风一吹就倒啦?所以啊,这取样标准和检测方法可得整明白了。
先说这取样吧,就跟挑水果似的,你得会挑。
可不是随便拿一块就成的。
得在钢材的不同部位取,就像吃苹果,你不能光咬一口就说这苹果甜不甜,得这儿咬一口那儿咬一口,综合判断嘛!而且取样的时候还得小心,别把钢材给弄伤了,不然检测出来的数据能准吗?这就好比你量身高,你踮着脚量,那能是你真实身高吗?检测方法呢,那就更有讲究啦。
就像医生给咱看病,得各种检查都来一遍。
什么拉伸试验啦,看看钢材能拉多长;硬度试验啦,瞧瞧钢材硬不硬;还有化学成分分析呢,这就好比看看钢材身体里都有啥营养成分。
你说要是这些都不检测,咱能放心用这钢材吗?那不是给自己找麻烦嘛!咱举个例子哈,你想想,要是建大桥用的钢材不合格,那大桥建一半塌了咋办?那可不是闹着玩的呀!这得关乎多少人的性命呐!所以说,这钢材取样标准和检测方法可不能马虎,这是大事儿!再比如说造汽车,那钢材质量不好,车开着开着散架了咋办?这多吓人呐!咱可不能拿自己的生命开玩笑不是?所以啊,从钢材的源头就得把好关,取样要严格,检测要仔细,一个环节都不能出错。
这钢材取样和检测啊,就像是给钢材做体检。
只有体检合格了,才能让它上岗工作呀!咱可不能让那些病恹恹的钢材来捣乱不是?这就要求咱负责取样和检测的人得认真负责,不能敷衍了事。
你想想,要是因为你的不认真,导致用了不合格的钢材,那后果得多严重啊!总之呢,钢材取样标准和检测方法是非常重要的,这可关系到咱们生活中的方方面面。
从高楼大厦到小桥流水,从汽车轮船到日常用品,哪儿都离不开钢材。
咱可得把好这道关,让钢材发挥出它最大的作用,为咱们的生活添砖加瓦呀!这可不是闹着玩的,这是实实在在的事儿,咱得重视起来呀!你说是不是这个理儿?。
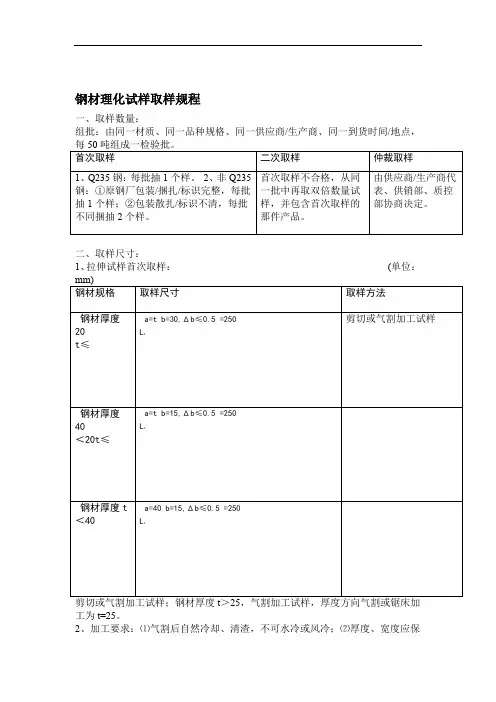
钢材理化试样取样规程一、取样数量:组批:由同一材质、同一品种规格、同一供应商/生产商、同一到货时间/地点,二、取样尺寸:1、拉伸试样首次取样:(单位:工为t=25。
2、加工要求:⑴气割后自然冷却、清渣,不可水冷或风冷;⑵厚度、宽度应保证左端到右端一致,误差小于0.5mm;⑶弯曲试样应至少保留一个原表面,不得划伤;⑷试样剪切后呈弧形,上液压机压平,批锋应小于0.5mm;⑸钢管试样取母材呈弧形,上液压机压平;取中间焊缝样,不压平。
3、试样应用白色油性笔写明材质(Q235/Q345/20#)、规格(长度/厚度/直径);若相同规格 1两个供方供货,应写明供方。
三、取样位置:一、型钢/钢板/钢管拉伸、弯曲试样加工要求:单位:mm1、钢材厚度t≤25,剪切或气割加工试样;钢材厚度t>25,气割加工试样,厚度方向气割或锯床加工为t=25。
2、加工要求:⑴气割后自然冷却、清渣,不可水冷或风冷;⑵厚度、宽度应保证左端到右端一致,误差小于0.5mm;⑶弯曲试样应至少保留一个原表面,不得划伤;⑷试样剪切后呈弧形,上液压机压平,批锋应小于0.5mm;⑸钢管试样取母材呈弧形,上液压机压平;取中间焊缝样,不压平。
3、试样应用白色油性笔写明材质(Q235/Q345/20#)、规格(长度/厚度/直径);若相同规格两个供方供货,应写明供方。
二、圆钢拉伸试样加工要求:d=25mm 单位:50≤D8080 40外,d=25,除车床加工小径>;圆钢直径,车床加工小径≤、圆钢直径1D50d=25D50 还应加工大径。
D=50 2、加工要求:⑴气割取样后自然冷却、清渣,不可水冷或风冷;⑵加工大径表面宜粗2(Q235/Q345/ 糙,便于夹具夹持;⑶试样应用白色油性笔写明材质直径);若相同规格两个供方供货,应写明供方。
20#/40Cr)、规格(力学试验重取样规定为了不影响生产进度,力学试验第一次抽样检验不合格,对第二次加倍抽样检查取样规定如下:理化室通知仓库重取样坯钢材,仓库应在不同的捆扎重取样坯,并做好标识,重取样坯及试样尺寸和数量如下:1. 角钢×角钢100mm的,用气割取两条样坯角钢(长度300mm(1)对角钢边宽度大于等于,报验给理化2个试样如图D边宽度b)图A; 其中一条角钢用气割或剪切制成×角钢边宽度b)交给理化室。
钢筋取样标准钢筋取样是建筑工程中非常重要的一环,它直接关系到建筑物的结构安全和质量。
为了保证钢筋取样的准确性和可靠性,制定了一系列严格的标准和规定。
下面将从钢筋取样的标准、方法和注意事项三个方面进行详细介绍。
一、钢筋取样的标准。
1. GB/T 228.1-2010《金属材料拉伸试验第1部分,室温试验方法》。
2. GB/T 228.2-2010《金属材料拉伸试验第2部分,高温试验方法》。
3. GB/T 228.3-2010《金属材料拉伸试验第3部分,低温试验方法》。
4. GB/T 228.4-2010《金属材料拉伸试验第4部分,高速试验方法》。
5. GB/T 228.5-2010《金属材料拉伸试验第5部分,环境试验方法》。
以上标准是钢筋取样时必须要遵守的,它们规定了取样的方法、试验条件、设备要求等内容,确保了取样的准确性和可靠性。
二、钢筋取样的方法。
1. 取样地点,应当在符合设计要求的位置进行取样,取样点应尽量避开氧化锈蚀、变形等情况。
2. 取样工具,取样工具应符合相关标准,避免对钢筋造成二次损伤。
3. 取样数量,根据工程需要和相关标准规定,确定取样数量,保证取样的代表性。
4. 取样过程,取样过程中应注意避免外力振动和碰撞,保证取样的完整性和准确性。
5. 取样记录,对每次取样的时间、地点、数量等信息进行详细记录,以备查证。
以上是钢筋取样的一般方法,具体操作时还需根据实际情况和相关标准进行具体操作。
三、钢筋取样的注意事项。
1. 取样前应对取样工具进行检查,确保其完好无损。
2. 取样时应注意安全,避免发生意外事故。
3. 取样后应及时将样品送至实验室进行检测,避免样品的质量受到影响。
4. 取样后应对取样点进行修复,保证建筑结构的完整性和安全性。
总结,钢筋取样是建筑工程中非常重要的一环,它关系到建筑物的结构安全和质量。
在进行钢筋取样时,必须严格按照相关标准和规定进行操作,确保取样的准确性和可靠性。
同时,也要注意取样的方法和注意事项,保证取样的完整性和安全性。
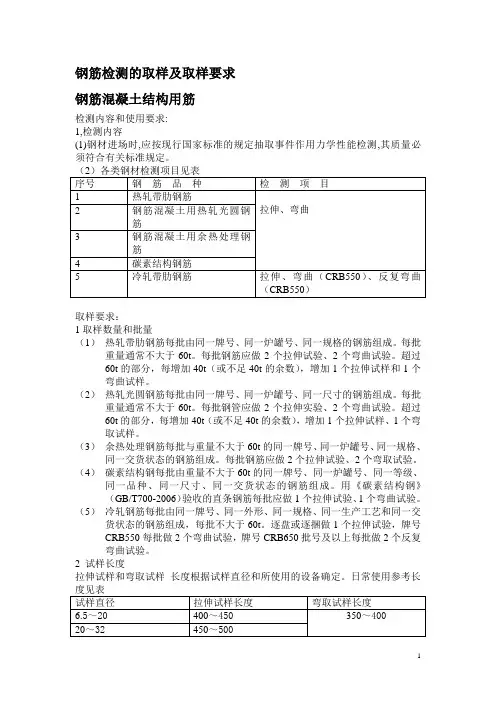
钢筋检测的取样及取样要求钢筋混凝土结构用筋检测内容和使用要求:1,检测内容(1)钢材进场时,应按现行国家标准的规定抽取事件作用力学性能检测,其质量必须符合有关标准规定。
取样要求:1取样数量和批量(1)热轧带肋钢筋每批由同一牌号、同一炉罐号、同一规格的钢筋组成。
每批重量通常不大于60t。
每批钢筋应做2个拉伸试验、2个弯曲试验。
超过60t的部分,每增加40t(或不足40t的余数),增加1个拉伸试样和1个弯曲试样。
(2)热轧光圆钢筋每批由同一牌号、同一炉罐号、同一尺寸的钢筋组成。
每批重量通常不大于60t。
每批钢管应做2个拉伸实验、2个弯曲试验。
超过60t的部分,每增加40t(或不足40t的余数),增加1个拉伸试样、1个弯取试样。
(3)余热处理钢筋每批与重量不大于60t的同一牌号、同一炉罐号、同一规格、同一交货状态的钢筋组成。
每批钢筋应做2个拉伸试验、2个弯取试验。
(4)碳素结构钢每批由重量不大于60t的同一牌号、同一炉罐号、同一等级、同一品种、同一尺寸、同一交货状态的钢筋组成。
用《碳素结构钢》(GB/T700-2006)验收的直条钢筋每批应做1个拉伸试验、1个弯曲试验。
(5)冷轧钢筋每批由同一牌号、同一外形、同一规格、同一生产工艺和同一交货状态的钢筋组成,每批不大于60t。
逐盘或逐捆做1个拉伸试验,牌号CRB550每批做2个弯曲试验,牌号CRB650批号及以上每批做2个反复弯曲试验。
2 试样长度拉伸试样和弯取试样长度根据试样直径和所使用的设备确定。
日常使用参考长3 取样方法(1)拉伸和弯曲试验的试样可在每批材料中任选两根钢筋切取,钢筋试样不需做任何加工。
(2)上海市规定凡是表面轧上牌号标志的带肋钢筋,见证取样时截取的热轧带肋钢筋样品应当带有表面标志。
钢筋焊接接头件检测内容和使用要求1检测内容(1)在施工现场,应按国家规定标准,抽取焊接接头作力学性能检验,其质量应符合有关规程的规定,(2)闪光对接焊头每批应进行拉结和弯曲检测。
钢材取样方法钢材取样方法一、原材料(一)钢筋1、取样规则(1)钢筋应按批进行检查和验收,每批重量不大于60吨。
每批应由同一牌号、同一炉罐号、同一规格、同一交货状态的钢筋组成。
(2)冷拉钢筋应分批进行验收,每批由重量不大于20吨的同级别、同直径的冷拉钢筋组成。
2、取样数量钢筋的试样数量根据其供货形式的不同而不同。
直条钢筋:每批直条钢筋应做2个拉伸试验,2个弯曲试验。
用《碳素结构钢》验收的直条钢筋每批应做1个拉伸试验,1个弯曲试验。
盘条钢筋:每批盘条钢筋应做1个拉伸试验,2个弯曲试验。
冷拉钢筋:每批冷拉钢筋应做2个拉伸试验,2个弯曲试验。
3取样方法拉伸和弯曲试验的试样可在每批材料中任选两根钢筋切取。
(二)型钢1样坯的切取根据中华人民共和国国家标准《钢筋力学及工艺性能试验取样规定》的要求:(1)样坯应在外观尺寸合格的钢材切取。
(2)切取样坯时,应防止因受热、加工硬化及变形而影响其力学及工艺性能。
(3)用烧割法切取样坯时,从样坯切割线至试样边缘必须留有足够的加工余量,一般因不小于钢材的厚度或直径,但最下不得少于20毫米。
堆厚度或直径大于60毫米的钢材,其加工余量可根据双方协议适当减小。
(4)冷拉样坯所留的加工余量可按表选取:厚度或直径(毫米)加工余量(毫米)《4>4-10>10-20>20-35>35 4厚度或直径1015202样坯切取位置及方向(1)对截面尺寸小于或等于60毫米的圆钢、方钢和六角钢,应在中心切取拉力试验样坯;截面尺寸大于60毫米,则在直径或对角线距外端四分之一处切取。
(2)样坯不需要热处理时,截面尺寸小于或等于40毫米的圆钢、方钢和六角钢,应使用全截面进行拉力试验。
当试验条件不能满足要求时,应加工成《金属拉力试验法》中相应的圆形比例试样。
(3)样坯需要热处理时,应按有关产品标准规定的尺寸,从圆钢、方钢和六角钢上切取。
(4)应从圆钢和方钢端部沿轧制方向切取弯曲样坯,截面尺寸小于或等于35毫米时,应以钢材全截面进行试验。
钢材取样方法
嘿,你问钢材取样方法?这事儿咱可得好好唠唠。
先说这钢材取样啊,可不能随便乱来。
得有讲究呢。
首先呢,得选好要取样的钢材部位。
不能瞎选,得找有代表性的地方。
比如说,要是一捆钢材,不能光挑边上的,得从中间啥的地方也取点样,这样才准嘛。
然后呢,工具也得选对。
不能拿个不称手的家伙事儿。
像什么电锯啊、切割机啊,得好使。
把钢材切得整整齐齐的,取样才标准。
取样的时候呢,还得注意大小。
不能太大也不能太小。
太大了不好检测,太小了又不具代表性。
就跟切菜似的,得切得刚刚好。
还有啊,取完样了得标记好。
写上是啥钢材,从哪儿取的样,啥时候取的。
不然到时候弄混了可就麻烦了。
取样的环境也很重要哦。
不能在乱七八糟的地方取。
得找个干净、整洁的地方,不然灰尘啥的沾到钢材上,会影响检测结果的。
我给你讲个事儿吧。
我有个朋友在钢厂上班。
有一次,他们要检测一批钢材的质量。
结果取样的时候不认真,随便找了个地方就切了一块。
后来检测的时候,发现结果不太对劲。
又重新取了样,这次严格按照要求来,找了有代表性的部位,用合适的工具,取了合适大小的样品,还标记得清清楚楚。
最后检测结果就很准确了。
所以啊,钢材取样可不能马虎。
得认真对待,按照正确的方法来。
这样才能保证检测结果准确,让我们知道钢材的质量到底咋样。
不然要是弄错了,那可就亏大啦。
建筑施工钢结构常用材料取样送检详细介绍工地送检样品整理入库一、钢结构原材1、碳素结构钢GB/T700(1)检测参数:化学成分、拉伸试验、弯曲试验、冲击试验。
(2)批量:钢材应成批验收,每批必须由同一材质、同一炉次编号、同一质量等级、同一厚度的钢材组成。
每批质量应不大于60t。
(3)抽样:拉伸试验每批1个;弯曲试验每批1个;冲击试验每批1组(3个)。
2、低合金钢GB/T1591(1)检测参数:化学成分、拉伸试验、弯曲试验、冲击试验、Z向钢厚度方向断面收缩率。
(2)批量:钢材应成批验收,每批应由同一材质、同一质量等级、同一炉次编号、同一厚度的钢材组成,每批质量应不大于60t。
钢带的组批重量按相应产品标准规定。
对于Z向钢的组批,应符合GB/T5313的规定。
Z25、Z35级钢板应逐轧制张进行钢板厚度方向性能检验。
Z15级钢板按批进行钢板厚度方向性能检验,每批钢板由同一牌号、同一炉号、同一厚度、同一交货状态的钢板组成,每批重量不大于50t。
需方有要求时,也可逐轧制张检验。
(3)抽样:拉伸试验每批1个;弯曲试验每批1个;冲击试验每批1组(3个);Z向钢厚度方向断面收缩率每批3个。
3、耐候结构钢GB/T4171(1)检测参数:化学成分、拉伸试验、弯曲试验、冲击试验。
(2)钢材应成批验收。
每批由同一材质、同一炉(罐)号、同一加工方法、同一尺寸、同一交货状态或同一热处理制度(炉次)的钢材组成;冷轧产品每批质量不应大于30t。
(3)拉伸试验每批1个,弯曲试验每批1个,冲击试验每批1组(3个)。
优质碳素结构钢GB/T699(1)检测参数:化学成分、拉伸试验、硬度、冲击试验、低倍组织。
(2)批量:钢材应按批检查和验收。
每批由同一炉(罐)号、同一加工方法、同一尺寸、同一交货状态或同一热处理制度(炉次)和同一表面状态的钢材组成。
(3)抽样:拉伸试验取样不同根钢材每批2件,硬度取样不同钢材每批3件,冲击试验取样不同钢材每批2组,低倍组织取样每批2个。
钢筋取样标准(一)热轧钢筋1、组批规则以同一牌号、同一炉罐号、同一规格、同一交货状态,不超过60吨为一批。
2、取样方法拉伸检验:任选两根钢筋切取。
两个试样,试样长500mm。
冷弯检验:任选两根钢筋切取两个试样,试长度按下式计算:L=1.55*(a+d)+140mm式中:L—试样长度a—钢筋公称直径d—弯曲试验的弯心直径;按下表取用钢筋牌号(强度等级) HPB235(Ⅰ级) HRB335 HRB400HRB500公称直径(mm) 8~20 6~25 28~50 6~25 28~50 6~25 28~50弯心直径d 1a 3a 4a 4a 5a6a 7a在切取试样时,应将钢筋端头的500mm去掉后再切取。
(二)低碳钢热轧圆盘条1、组批规则以同一牌号、同一炉罐号、同一品种、同一尺寸、同一交货状态,不超过60吨为一批。
2、取样方法:拉伸检验:任选一盘,从该盘的任一端切取一个试样,试样长500mm。
弯曲检验:任选两盘,从每盘的任一端各切取一个试样,试样长200mm。
在切取试样时,应将端头的500mm去掉后再切取。
(三)冷拔低碳钢丝1、组批规则甲级钢丝逐盘检验。
乙级钢丝以同直径5吨为一批任选三盘检验。
2、取样方法从每盘上任一端截去不少于500mm后,再取两个试样一个拉伸,一个反复弯曲,拉伸试样长500mm,反复弯曲试样长200mm。
(四)冷轧带肋钢筋1、冷轧带肋钢筋的力学性能和工艺性能应逐盘检验,从每盘任一端截去500mm以后,取两个试样,拉伸试样长500mm,冷弯试样长200mm。
2、对成捆供应的550级冷轧带肋钢筋应逐捆检验。
从每捆中同一根钢筋上截取二个试样,其中,拉伸试样长500mm,冷弯试样长250mm。
如果,检验结果有一项达不到标准规定。
应从该捆钢筋中取双倍试样进行复验。
(五)钢筋焊接接头的取样A、取样规定[根据《钢筋焊接及验收规程》(JGJ18-2003)]1、钢筋闪光对焊接头取样规定a 在同一台班内,由同一焊工完成的300个同牌号、同直径钢筋焊接接头应作为一批。
钢筋取样标准
钢筋是混凝土结构中的重要材料,其质量直接影响着混凝土结构的安全性和稳
定性。
因此,对钢筋的取样工作必须严格按照标准进行,以确保取样的准确性和可靠性。
首先,钢筋取样的地点应选择在生产厂家或者仓库,确保取样的钢筋是符合相
关标准的。
在取样过程中,应当注意避免受到外界环境的污染,避免影响取样的准确性。
同时,取样地点的选择也应当考虑到方便取样的操作,以确保取样的顺利进行。
其次,取样时应当注意使用合适的工具,例如取样钳、取样锤等,以确保取样
的准确性和安全性。
在取样过程中,应当避免对钢筋造成损坏或者变形,以确保取样的代表性和可靠性。
在进行钢筋取样时,应当注意取样的数量和位置。
通常情况下,取样的数量应
当符合相关标准的要求,以确保取样的代表性。
同时,取样的位置也应当按照相关标准进行选择,以确保取样的准确性和可靠性。
在取样完成后,应当对取样的钢筋进行标识和记录。
标识应当包括取样的时间、地点、数量等信息,以便后续的检测和分析。
同时,取样的记录也应当详细完整,以确保后续工作的顺利进行。
除此之外,取样后的钢筋应当进行包装和运输。
包装应当符合相关标准的要求,以确保取样的安全性和完整性。
在运输过程中,应当避免对取样的钢筋造成损坏或者变形,以确保取样的可靠性和代表性。
总之,钢筋取样是混凝土结构工程中的重要环节,其质量直接关系到混凝土结
构的安全性和稳定性。
因此,在进行钢筋取样工作时,必须严格按照相关标准进行,以确保取样的准确性和可靠性。
常用钢材型钢钢产品取样要求公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]常用钢材、钢产品取样要求1钢管进场检测程序隧道工程中所用的管棚、超前小导管等钢管类原材必须进行进场检验,其质量应符合国家有关标准规定及设计要求。
所有进场型钢必须进行检验,合格方可投入使用。
按以下方法取样加工成试件后,送试验室进行试验检测相应国家标准《结构用无缝钢管》,GB/T 8162-2008《输送流体用无缝钢管》,GB/T 8163-2008《低压流体输送用焊接钢管》GB3901-2008《直缝电焊钢管》GBT 13793-2008取样方法、检验数量、检验频率以同牌号、同炉罐号、同规格、同交货状态,外径不大于76mm,并且壁厚不大于3mm的钢管400根为一批;外径大于351mm钢管,50根为一批;其他尺寸的钢管200根为一批;剩余钢管的根数,如不少于上述规定的50%,则单独列为一批;如少于上述规定的50%时,可并入同牌号、同炉罐号、同规格的相邻一批中。
表1 钢管检验项目序号检验项目取样数量试件长度备注1拉伸试验每批在两根钢管上各取一个试样不小于450mm抗拉强度、屈服点、断后伸长率2弯曲试验每批在两根钢管上各取一个试样不小于450mm 对于外径不大于22mm的钢管可做弯曲试验3压扁试验每批在两根钢管上各取一个试样不小于450mm 对于外径大于22~400mm并且壁厚与外径比值不大于10%的钢管应进行压扁试验4扩口试验每批在两根钢管上各取一个试样不小于450mm对壁厚不大于8mm的钢管可做扩口试验图中符合2型钢进场检测程序所有进场型钢必须进行检验,合格方可投入使用。
按以下方法取样加工成试件后,送试验室进行试验检测。
抽样批量、抽样抽取数量和抽取方法2.1.1每批交货的型钢必须附有证明该批型钢符合标准要求和订货合同的质量证明书。
按批进行检查和验收。
2.1.2每批由同一牌号、同一炉罐号、同一等级、同一品种、同一尺寸、同一交货状态、同一进厂时间的钢材组成。
钢筋如何取样检验钢筋的取样是:同种规格型号、批次(号)每60t取样一次,不足60t仍取样一次。
超过60t,每增加40t(或不足40t的余数),增加一个拉伸试验试样和一个弯曲试验试样。
钢筋机械性能试验试件的选取,不能图简单从钢筋端头截取,一般要截去0.5米左右后再取样,是因为要消除钢筋生产热轧时对端头的影响,要注意现场取样复检的宗旨是随机取样,使每组试件能真正有普遍性,代表性。
如果钢材供应渠道有可靠的保证,并且是长期合作信誉度很高,也可以在1根钢筋上把该规格的钢筋试件一次取完,钢筋验收检验取样方法及试验结果评定材料试验是保证工程质量的前提,是IS09002质量保证体系的重要内容,其资料是工程质量追溯的依据,它必须真实准确。
创优质工程,特别是拿长城杯夺鲁班奖,必须加强试验工作。
1.钢筋1.1.钢筋进场必须按批量检查验收,钢筋进场必须持有出厂证明,应有钢种、牌号、数量、化学成分、力学性能、厂家、出厂日期等。
按批进行检查验收。
每批由同牌号、同炉罐号、同规格、同交货状态的钢筋组成。
对小于30T的冶炼炉和连续坯轧的钢筋,允许由同牌号、同冶炼方法、同浇注方法、不同炉号组成混合批,但每批不多于6个炉号,每炉号含碳量之差不得大于0.02%,含锰量之差不大于0.15%;检查包括外观检查和试验等。
1.2.钢筋试验钢筋进场使用前,必须按规定代表数量和取样方法取样,进行力学性能复验。
热轧钢筋在加工过程中发现脆断,焊接性能不良或机械性能不正常现象应进行化学成分分析或其他专项试验,检验是否符合设计及规范要求,然后决定是否使用。
复验报告和出厂证明要和并装订保存。
1.2.1.热轧带肋钢筋、热轧光圆钢筋、低碳钢热轧盘圆条、预热处理钢筋批量取样:每批≤60T,每批取一组试样。
超过60t,每增加40t(或不足40t的余数),增加一个拉伸试验试样和一个弯曲试验试样。
热轧带肋钢筋,热轧光圆钢筋、预热处理钢筋,取样时在该批中任选两根钢筋,在每根上截取两段,一个拉件、一个弯件,即二个拉件、二个弯件为一组(国标),用铁丝捆好,并附上写明该钢筋规格的标牌。
常用钢材、钢产品取样要求
1钢管进场检测程序
隧道工程中所用的管棚、超前小导管等钢管类原材必须进行进场检验,其质量应符合国家有关标准规定及设计要求。
所有进场型钢必须进行检验,合格方可投入使用。
按以下方法取样加工成试件后,送试验室进行试验检测
1.1相应国家标准
《结构用无缝钢管》,GB/T 8162-2008 《输送流体用无缝钢管》,GB/T 8163-2008 《低压流体输送用焊接钢管》GB3901-2008 《直缝电焊钢管》GBT 13793-2008 1.2取样方法、检验数量、检验频率
以同牌号、同炉罐号、同规格、同交货状态,外径不大于76mm ,并且壁厚不大于3mm 的钢管400根为一批;外径大于351mm 钢管,50根为一批;其他尺寸的钢管200根为一批;剩余钢管的根数,如不少于上述规定的50%,则单独列为一批;如少于上述规定的50%时,可并入同牌号、同炉罐号、同规格的相邻一批中。
表1 钢管检验项目 序号 检验项目 取样数量
试件长度
备 注
1 拉伸试验 每批在两根钢管上各取一个试样 不小于450mm 抗拉强度、屈服点、断后伸长率
2 弯曲试验 每批在两根钢管上各取一个试样 不小于450mm
对于外径不大于22mm 的钢管可做弯曲试
验 3 压扁试验 每批在两根钢管上各取一个试样 不小于450mm
对于外径大于22~400mm 并且壁厚与外
径比值不大于10%的钢管应进行压扁试验 4
扩口试验
每批在两根钢管上各取一个试样 不小于450mm 对壁厚不大于8mm 的钢管可做扩口试验
取样位置配图如下: 图中符合
2型钢进场检测程序
所有进场型钢必须进行检验,合格方可投入使用。
按以下方法取样加工成试件后,送试验室进行试验检测。
2.1抽样批量、抽样抽取数量和抽取方法
2.1.1每批交货的型钢必须附有证明该批型钢符合标准要求和订货合同的质量证明书。
按批进行检查和验收。
2.1.2每批由同一牌号、同一炉罐号、同一等级、同一品种、同一尺寸、同一交货状态、同一进厂时间的钢材组成。
每批数量不得大于60t。
2.1.3每批取试件2个,其中一个拉伸试件,一个冷弯试件。
2.1.4试件应在外观及尺寸合格的钢材上切取。
切取时应防止受热、加工硬化及变形而影响其力学及工艺性能。
2.1.5 工字钢和槽钢:应从腰高四分之一处沿扎制方向(纵向)切取拉伸、冷弯试件。
2.1.6 角钢和乙字钢:应从腿长的三分之一处切取。
2.1.7 T型钢:应从腰高三分之一处切取。
取样位置配图如下:
2.2试样的形状
2.2.1试样进行机加工,原始横截面为矩形。
试样应通过机加工去除由于剪切或火焰切割等影响了材料性能的部分。
试样表面不得有划痕和损伤。
样呸加工余量说明如B1:
2.2.2矩形横截面冷弯试样的棱边应倒圆,倒圆半径不超过试样厚度的1/10。
棱边应倒圆时不应形成影响试验结果的横向毛刺、伤痕或刻痕。
B1样呸加工余量说明
2.3试样的尺寸
2.3.1弯曲试样厚度取原产品厚度。
当产品宽度不大于20mm时,试样宽度为原产品宽度;当产品宽度大于20mm,厚度小于3mm时,试样宽度为20mm±5mm;厚度不小于3mm时,试样宽度在20~50mm 之间。
试样长度按式L=0.5π(d+a)+140mm确定,π为圆周率。
2.3.2拉伸试样尺寸要求见表4。
表2 矩形横截面比例拉伸试样(mm)
试样宽度b 试样厚度
a
原始标距
L O
平行长度
L C
试样长度
L t
试样编号
GB/T228-2002
12.5
产品厚度 5.65L
O+2L C+2夹持长度
(一般情况取
450-500mm之间)
P7
15 P8
20 P9
25 P10
30 P11
2.3.3试样的制备
机加工拉伸试样的横向尺寸公差应符合表2的规定要求。
下面给出应用这些公差的例子:
a)尺寸公差
表2中规定的值,例如标称宽度20㎜的试样,尺寸公差为±0.5㎜,表示试样的宽度不应超出下面两个值之间的尺寸范围:
20㎜+0.5㎜=20.5㎜20㎜-0.5㎜=19.5㎜
b)形状公差
表5中规定的值表示,例如对于满足上述机加工条件的20㎜宽度的试样,沿其平行长度的最大直径与最小直径之差不应超过0.2㎜。
因此,如试样的最小宽度为19.9㎜,它的最大宽度不应超过:19.9㎜+0.2㎜= 20.1㎜
表3 拉伸试样横向尺寸公差(mm)
说明:
a、以上规定仅适用于厚度大于等于4mm且小于等于25mm的型钢,其他钢材试验取样应严格按标准规范执行。
b、表1中拉伸试样尺寸根据加工情况任选其一即可。
c、执行标准:
《碳素结构钢》(GB/T700—2006)
《热轧型钢》(GB/T706—2008)
《热轧H型钢和部分L型钢》(GB/T11263—2010)
《钢及钢产品力学性能试验取样位置及试样制备》(GB/T2975—1998)
《钢及钢产品交货一般技术要求》(GB/T7505—2008)
《金属材料室温拉伸试验方法》(GB/T228—2010)
《金属材料弯曲试验方法》(GB/T232—2010)
《矿山巷道支护用热轧U型钢》(GB4697—91)
《型钢验收、包装、标志及质量证明书的一般规定》(GB2101—89)
附:《钢及钢产品力学性能试验取样位置及试样制备》(GB/T2975—1998)。