热轧温度对冷轧带钢板形的影响及控制措施
- 格式:pdf
- 大小:215.08 KB
- 文档页数:3
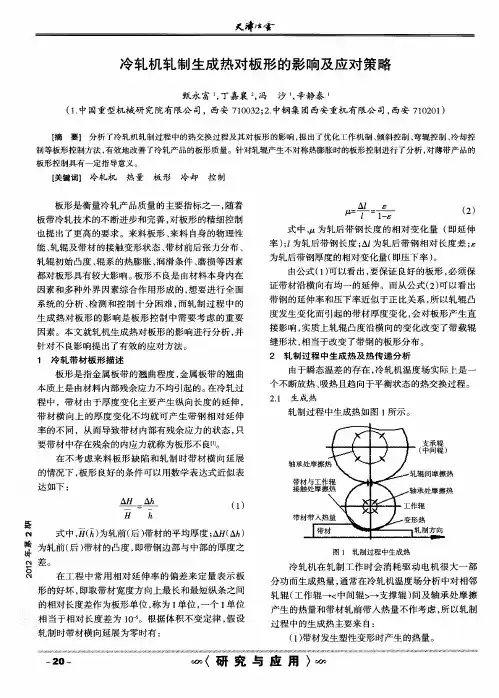
目 录一、冷轧卷缺陷辊印 (4)粘结 (5)压痕 (6)锯齿边 (7)树纹 (8)划伤 (9)凹坑 (10)锈-1 (11)锈-2 (12)锈-3 (13)氧化皮 (14)氧化色 (15)污板 (16)振纹 (17)碳化边 (18)边部折皱 (19)脱脂不良 (20)油斑 (21)卷印 (22)擦伤 (23)撞伤 (24)浪形 (25)刀印 (26)中间折皱 (27)燕窝 (28)二、热轧卷缺陷边部开裂 (29)分层 (30)条伸 (31)夹杂 (32)孔洞 (33)缺陷名:辊印(ROLL-MARK)不良代码:12发生形态:1)沿轧制方向有周期性的,板面有点状、块状、条状突起或凹陷进去的有间隔的不良。
2)平整辊印与轧钢辊印的区分:平整辊印伤疤处无粗糙度且发亮;轧钢辊印伤疤处发暗,有一定的粗糙度。
发生原因:1)轧钢辊表面受损2)TM辊表面粘有异物3)ANN不良产生氧化皮后,脱落粘附在TM辊上,TM时产生4)作业各Line其它辊面受损对产品的影响:1)外观不良,加工(冲压)时易发生破裂2)影响镀层效果防止对策:1)需要防止由各种杂质飞入钢带影响辊面质量2)对轧钢及TM工程中工作辊的硬度确认(爆辊)3)ANN保护气体的纯净度保证,防止氧化皮的产生缺陷名:压痕(DENT)不良代码:10发生形态:1)有一定周期性的压痕:异物粘附于发生原因:1)作业line各辊上粘有凸起的异物引起2)钢卷摆放位置有异物,导致产生3)小车压痕4)行车吊钩撞击后产生对产品的影响:对产品的影响:缺陷名:锈-1(RUST)不良代码:01发生形态:1)贯穿与钢带表面不规则或局部存在,多发生原因:ECL机组在生产宽料时,热风燥机烘干不良,加上卷取速度快,钢卷边部残留水迹,ANN后,边部成灰白色锈迹,后工程涂油后成黑色或黑褐色。
缺陷名:锈-2(RUST)不良代码:01发生形态:1)贯穿与钢带表面不规则或局部存在,多发生原因:1)渗透状锈主要是ANN前库和后库,由于下雨漏水和行车漏油造成2)ANN钢卷出炉时,炉罩漏水造成对产品的影响:缺陷名:锈-3(RUST) 不良代码:01 发生原因:1)主要是作业周期太长,(ECL→ANN→TM缺陷名:边部折皱(EDGE-BREAK) 不良代码:15发生形态:发生原因:1)TM在拉矫过程中,当超过屈服点时发生不均匀的塑性变形,开卷时沿开卷方向发生局部屈服。
冷轧不锈钢板带表面缺陷分析与控制摘要:通过分析原料性能特点、出口产品不同规格及不同的质量要求,重点讨论辊轧机比较容易产生的几类典型缺陷的原因,及生产过程中的质量检查和控制预防措施,以期有效降低轧机产品的缺陷率,提高质量控制水平。
关键词:冷轧不锈钢板;带表面缺陷;分析与控制?引言轧制的不锈钢板带应达到用户合同要求的目标厚度,并保证带钢实际厚度在允许的厚度偏差之内,同时为保证成品板形质量,在轧制过程中对原料板形进行改善,并达到后部工序生产的要求。
1.冷轧不锈钢概述不锈钢冷轧轧制是在一定的条件下旋转轧辊给予不锈钢带压力,使钢带产生塑性变形的的加工方式,相对于普通的钢板轧制,不锈钢冷轧的工艺特点主要有三点:(1)不锈钢强度高、加工硬化快;(2)不锈钢冷轧对轧后钢板表面质量要求较高,尤其是光亮退火后的钢板表面,不但要求板形好、精度高,而且要求表面光泽;(3)不锈钢的导热性能差,但不锈钢冷轧轧制过程中会产生大的变形热,需及时将冷轧过程产生的热量转移。
2.冷轧工序主要缺陷及控制不锈钢冷轧板带产品的生产是钢铁产品中的精加工品,表面质量要求高,生产工艺复杂,加工工序多,辊子多,产生缺陷的机会和因素较多、较复杂。
表面缺陷的产生有两个方面:一个是原料缺陷,例如原料夹杂、锈蚀印等,在冷轧生产过程中显现明显;另一个是各工序生产过程中产生的缺陷,需要在生产过程中及时进行解决和处理。
2.1原料缺陷不锈钢中含有较高的合金元素,有较发达的柱状晶和在高温下存在第二相组织,造成热塑性较低。
如果热加工出现表面裂纹,即使修磨消除也往往由于残留缺陷而保留在成品表面上。
不锈钢铸坯表面缺陷如清理不彻底也会对成品表面造成影响。
热轧时由于轧辊硬度、冷却强度不良,易造成热轧辊印等缺陷。
这些缺陷在冷轧工序无法去除,由于辊印缺陷均呈周期性分布,对成品质量造成很大影响,所以针对热轧钢带在冷轧前一般需要进行表面修磨。
2.2 冷轧产生的缺陷冷轧比较容易产生的几类缺陷及预防措施:(1)冷轧擦划伤:该类缺陷一般产生在钢卷的头、尾,生产过程过程中穿带、甩尾以及上道工序和下道工序张力不匹配造成层间擦伤,尤其是4.0mm以上厚度原料钢卷,发生率较高。
130管理及其他M anagement and other冷轧带钢产品板形质量缺陷的分析与控制刘 涛(邯钢品质部用户服务中心,河北 邯郸 056000)摘 要:在冷轧产品中,板形质量缺陷是比较显著,也是客户反映比较多的质量问题。
冷轧带钢常见的板形缺陷有褶皱、浪行、瓢曲等,其缺陷问题的产生与加工原料、轧制过程等都有密切的关系。
通过对缺陷产生原因的分析和对生产工艺的调整可以有效消除上述质量缺陷问题,提高客户对产品质量的满意度。
关键词:冷轧带钢;板形质量;缺陷问题;控制中图分类号:TG334.9 文献标识码:A 文章编号:11-5004(2021)12-0130-2收稿日期:2021-06作者简介:刘涛,男,生于1980年,宁夏中宁人,本科,研究方向:于冷轧产品的研发及售后。
随着我国加工制造业的快速发展,市场上对于各种规格高品质带钢产品的需求量越来越大。
冷轧板带及汽车板、家电板等深加工产品已成为钢铁企业当前主要的利润增长点,各钢铁企业围绕提高冷轧产品质量开展了一系列的技术研发和质量改进,以满足市场客户不断提高的要求。
冷轧带钢产品生产工序较多、工艺控制复杂、质量影响因素较多,任何一个环节出现问题都有可能导致产品的质量缺陷。
在冷轧产品中,板形质量缺陷是比较显著,也是客户反映比较多的质量问题。
冷轧带钢常见的板形缺陷有褶皱、浪行、瓢曲等,其缺陷问题的产生与加工原料、轧制过程等都有密切的关系。
通过对缺陷产生原因的分析和对生产工艺的调整可以有效消除上述质量缺陷问题,提高客户对产品质量的满意度。
本文对此进行了探讨。
1 冷轧带钢的板形控制冷轧是常温条件下,利用冷轧机按照一定的规格尺寸对钢板、热轧带钢等进行的轧制加工。
因此,作为一种物理式的加工方式,带钢的板形质量缺陷主要来自于轧件的机械性能,以及轧制加工的各项参数。
冷轧生产中由于各种原因造成的板带横断面形状和平直度不良问题,均可归结为带钢的板形缺陷。
板带横断面形状是指宽度方向上板带厚度的分布规律,由于冷轧时压扁变形远小于轧辊弯曲挠度,因此对于带钢横断面形状通常以凸度作为其描述特征和控制对象;平直度主要是指带钢翘曲,包括板带各种浪形,在轧制时应尽量排除。
热轧钢板与冷轧钢板的优缺点热轧和冷轧都是型钢或钢板成型的工序,它们对钢材的组织和性能有很大的影响,钢的轧制主要以热轧为主,冷轧只用于生产小号型钢和薄板。
1.热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。
以钢板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,最终厚度为1~20mm。
同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出现板形问题,以控制凸度为主。
对于组织有要求的,一般通过控轧控冷来实现,即控制精轧的开轧温度、终轧温度和卷曲温度来控制带钢的微观组织和机械性能。
2.冷轧,一般在开轧前是没有加热工序的。
但是,由于带钢厚度小,很容易出现板形问题。
而且,冷轧后为成品,因此,为了控制带钢的尺寸精度和表面质量,采用了很多很繁琐的工艺。
冷轧的生产线长,设备多,工艺复杂。
随着用户对带钢尺寸精度、板形和表面质量要求的提高,冷轧机组的控制模型、l1和l2系统、板形控制手段相对热轧要多。
而且,轧辊和带钢的温度也是其中一项比较重要的控制指标。
从定义上来说,钢锭或钢坯在常温下很难变形,不易加工,一般加热到1100~1250℃进行轧制,这种轧制工艺叫热轧。
大部分钢材都用热轧方法轧制。
但是因为在高温下钢的表面容易生成氧化铁皮,使热轧钢材表面粗糙,尺寸波动较大,所以要求表面光洁、尺寸精确、力学性能好的钢材,以热轧半成品或成品为原料再用冷轧方法生产。
在常温下轧制,一般理解为冷轧,从金属学的观点看,冷轧与热轧的界限应以再结晶温度来区分。
即低于再结晶温度的轧制为冷轧,高于再结晶温度的轧制为热轧。
钢的再结晶温度为450~600℃。
简单点说热轧钢板与冷轧钢板的做工工艺区别1.热轧用连铸板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机控制轧制,终轧后即经过层流冷却(计算机控制冷却速率)和卷取机卷取、成为直发卷。
直发卷的头、尾往往呈舌状及鱼尾状,厚度、宽度精度较差,边部常存在浪形、折边、塔形等缺陷。
轧制厚度及板型控制导读:就爱阅读网友为您分享以下“轧制厚度及板型控制”资讯,希望对您有所帮助,感谢您对的支持! 厚度自动控制和板形控制项目1 板带材轧制中的厚度控制项目2 横向厚差与板形控制技术项目1板带材轧制中的厚度控制一、厚度自动控制的工艺基础 1.p-h图的建立(1)轧制时的弹性曲线轧出的带材厚度等于理论空载辊缝加弹跳值。
轧出厚度:h=S0 +P/K―――轧机的弹跳方程S0 ――空载辊缝P――轧制压力K――轧机的刚度系数根据弹跳方程绘制成的曲线(近似一条直线)――轧机弹性变形曲线,用A 表示。
A(2)轧件的塑性曲线根据轧制压力与压下量的关系绘制出的曲线――轧件塑性变形曲线,用B表示。
B(3)弹塑性曲线的建立将轧机弹性变形曲线与轧件塑性变形曲线绘制在一个坐标系中,称为弹塑性曲线,简称P-h图。
注意A线与B线交点的纵坐标为轧制力A线与B线交点的横坐标为板带实际轧出厚度2. p-h图的运用由p-h图看出:无论A线、B线发生变化,实际厚度都要发生变化。
保证实际厚度不变就要进行调整。
例如:B线发生变化(变为B‘),为保持厚度不变,A线移值A',是交点的坐标不变。
C线――等厚轧制线作用:板带厚度控制的工艺基础板带厚度控制的实质:不管轧制条件如何变化,总要使A 线和B 线交到C线上。
p-h图二、板带厚度变化的原因和特点影响板带厚度变化的因素:1、轧件温度、成分和组织性能不均匀的影响温度↑→变形抗力↓→轧制压力↓→轧机弹跳↓→板厚度变薄↓变形抗力对轧出厚度的影响2、来料厚度不均匀的影响来料厚度↓→压下量↓→轧制压力↓→轧机弹跳↓→板厚度变薄↓来料厚度对轧出厚度的影响3、张力变化的影响张力↑→变形抗力↓→轧制压力↓→轧机弹跳↓→板厚度变薄↓张力对轧出厚度的影响4、轧制速度变化的影响通过影响摩擦系数和变形抗力来改变轧制压力。
摩擦系数↓→变形抗力↓→轧制压力↓→轧机弹跳↓→板厚度变薄↓摩擦系数对轧出厚度的影响5、原始辊缝的影响原始辊缝减小,板厚度变薄。
带钢板型控制工艺和目标板型的经济影响分析发布时间:2022-08-21T08:29:23.161Z 来源:《科学与技术》2022年第30卷4月第7期作者:李军王艳平[导读] 带钢板型控制工艺具体包括成对交叉,连续可变凸变辊,特殊从动支撑辊和弯辊装置等等。
李军王艳平陕西龙门钢铁有限责任公司轧钢厂陕西韩城 715405摘要:带钢板型控制工艺具体包括成对交叉,连续可变凸变辊,特殊从动支撑辊和弯辊装置等等。
带钢板型控制工艺主要目的是为了增强钢材成型的效率,并且对钢材的厚度进行控制。
除了钢材厚度有着影响外,对目标版型的经济影响也显得十分重要。
因此本文主要对带钢板型的控制工艺以及目标板型的经济影响进行着重分析。
关键词:带钢板型控制工艺;目标版型经济影响;分析研究前言:带钢板型主要是由平均板形、边缘降、楔形等几个部分所组成。
从中心线到带钢边缘附近的变化统称为平均板形。
边缘降主要涉及到钢板边缘上的一些变化,主要是对钢板边缘的厚度产生变化。
而热轧中的边缘降主要受钢板压力的影响。
楔形厚度主要是用来测量钢板的宽度方向。
一、带钢板型控制工艺以某工厂生产线控制工艺为例,通常采用立辊轧边、粗轧机前凸度以及楔度监测等等。
为了增强带钢板型表面的坚硬程度,需要对带钢板型的偏差保证值进行重新设定。
首先在钢板的凸起度上,如果带钢的厚度低于四毫米,那么目标凸度大概在10-40左右。
如果带钢的厚度高于四毫米,那么目标凸度大概在10-80左右。
其次在平直度上,通常将带钢的平直度设定为0I,主要是为了保持带钢的强度,同时将平直度控制在一定范围内。
最后在楔度的设定上,通常将楔度的保证值不能高于0.04,而带钢表面的最大楔度不能超过0.05毫米。
(一)板坯楔形控制技术为了保证带钢板的凸起度,对板坯楔形控制技术有着明显的技术要求。
在开始生产之前,需要将板坯的厚度控制0.01毫米。
但是通常在实际生产的过程中,大部分带钢板凸起度相对有限,并且超出带钢板精轧后的目标凸起,从而无法解决板坯的厚度。
鞍山师范学院学报J ou rna l of A nshan N or m a l U n iversity2005204,7(2):41-43冷轧板带机运行中的板形控制史 华(鞍钢职工大学机械系,辽宁鞍山114002)摘 要:分析了热轧过程、冷轧、轧机压下量均匀程度、轧辊变形、压扁量与金属恒流动等影响板材板型的主要因素;介绍了采用液压AGC系统控制板厚及板形、通过轧辊有载辊缝的控制进行板形控制、采用板形控制新技术和采用新型轧机等板形控制的途径和方法.关键词:板形控制;冷轧板带机;轧制中图分类号:TG333.7+2 文献标识码:A 文章篇号:100822441(2005)022*******The Shape Con trol of Runn i n g Cold2rolli n g Str i p M illSH I Hua(D epart m ent of M echanical,A ngang College forW orkers and S taff,A nshan L iaoning114002,China)Abstract:Analyze the main fact ors that affect shape of stri p by hardness homogeneity of r ollbody,r oller out of shape,flattering a mount,metal’s fl owing side ways during the hot r olling p r ocessand cold r olling p r ocess;I ntr oduce t o app ly hydraulic p ressure syste m AGC t o contr ol shape ofstri p and thickness of stri p,contr olling shape thr ough contr olling r oller sea m;app ly ne w technol ogyof shape contr ol and app ly ways and methods of ne w2type r olling m ill’s shape contr ol.Key words:Shape contr ol;Cold2r olling stri p m ill;Rolling 板材轧制过程就是轧机的弹性变形和轧件的塑性变形以取得预期的合格型材的过程.板形是板带的重要指标,包括板带的平直度、横截面凸度(板凸度)、边部减薄三项内容.随着仪表、电器、装备制造业、汽车及轻工业的发展,对板带的板形要求日趋严格.自上世纪60年代开始研究板形以来,为提高产品的精度和成材率,在技术上,研制了各种新型轧机,开发了新工艺、新的检测手段和控制系统;在基础理论上,对板形控制的数学模型进行了深入细致的研究,用计算机模拟轧钢过程,对轧后板形和横向厚差进行精确的设定、预测和控制.本文讨论冷轧带钢机轧制过程中的板形控制问题.1 轧机运行中对板形的影响因素1.1 热轧过程在热轧过程中,金属的晶粒被破碎,同时发生再结晶,再结晶晶粒大小取决于轧制温度、时间和变形程度.通常带钢边沿比中部冷却快,这一区域易生成一种高硬度的不完全再结晶铁素体组织而形成硬度沟,冷轧时延伸困难.两个区域延伸反差很大,导致了带钢内应力的上升,一旦内应力超过带钢的屈服极限,硬沟处便呈现封闭形状的小边浪.1.2 冷轧由于轧制力的作用,轧钢机轧制时工作机座产生一定的弹性变形.机座变形与轧制力有关,在轧制过程中的轧制力有波动,则在一定原始辊缝下,机座的弹性变形也有一定波动.使得轧件沿长度方向的收稿日期:2004-05-21作者简介:史华(1971-),女,辽宁鞍山人,鞍钢职工大学讲师.24鞍山师范学院学报第7卷厚度发生变化,产生了纵向厚度偏差;如果波动沿宽度方向不均匀变化,将使轧件产生横向偏差,并导致板形的变化.1.3 轧机压下量均匀程度如果热轧板带坯料板形良好,在冷轧过程中产生的板带波浪形或瓢曲形,主要决定于板带轧制时纵向延伸的不均匀程度.当板带两边压下量大于中部时,板带两边的延伸量较大,就产生了边浪,如果中部压下量大于边部,使中部的延伸量较大时,则产生中部浪形.1.4 轧辊变形在轧件塑性变形的同时,轧辊也发生弹性变形.轧件的变形热和磨擦热,导致轧辊也发生热变形.此外,由于轧制过程中产生轧辊磨损、轧辊辊缝形状不匀,造成带钢沿宽度方向上延伸分布不匀.轧辊本身有可能质量不高,形成辊面软点、辊面压痕,都会对板形产生影响,尤其是在板面凸度上的影响[1].1.5 压扁量与金属横流动对板形的影响有些板带横断面在接近板边部厚度突然减小,这一现象称为边部减薄,边部减薄量直接影响板边部切损的大小,与成才率有密切关系.发生边部减薄现象主要原因有:(1)轧件与轧辊的压扁量在轧件边部明量减小;(2)轧件边部金属的横向流动要比内部金属容易得多,这也进一步降低了轧件边部的轧制力及其与轧辊的压扁量,使轧件边部减薄量增加.2 控制板形的基本途径以往对冷轧板形的研究,只注重冷轧的过程,主要集中在轧制过程中轧辊系统的弹性变形、轧辊的磨损、热凸度以及变形区中金属塑性变形等.事实上,冷轧带钢的生产要经过冶炼—连铸—热轧—酸洗—冷轧—退火—平整—涂层—剪切包装等诸多工序.其中热轧、酸洗、冷轧、退火及平整等工序对带钢的板形有直接影响.热轧过程中带钢的板形及带钢性能在宽度方向上和轧制方向上的控制、酸洗的拉矫过程、冷轧过程的板形控制、连续退火时温度和张力的控制、平整机的板形控制及涂层前的拉矫等构成了一个全过程的复杂的冷轧板形控制系统.在这个系统中,前一个工序的出口板形影响后一个工序的板形.所以,带钢的最终板形不可能单独由系统中的某一个工序或某一设备所决定,而由整个系统决定.(1)热轧过程中,根据钢种不同,设定热轧目标终轧温度.必要时还要提高钢坯的出炉温度,确保热轧带钢的边部终轧温度控制晶粒均匀成长,尽量消除硬度沟的影响,为冷轧提供较为合适的板形.尤其是热轧后部设立平整机,通过在热状态下,平整机的拉伸矫平,消化板形缺陷.(2)在选择机型方面从根本上改善冷轧板形.如目前国际上HC系列冷轧机,CVC轧机、PC轧机和VC轧机等,均为采用了板形控制新技术的装备.(3)当轧机的机型及设置已经确定,控制策略和控制系统的结构将对板形好坏起着决定性的作用.现代化的冷连轧机,大多由4~6个机架组成.在末机架设置板形测量辊,实现在线闭环控制,关键是有效控制前道机架的出口板形,确保进入末机架带钢板形缺陷不超出末机架的控制能力.(4)冷轧机下游工序设备的板形控制.通过卷取机张力辊的拉力作用改善带钢的不平直度,平整机在平整过程中改善原先冷轧过程中发生延伸不均匀的纤维条.3 冷轧过程对板形控制的主要方法3.1 采用液压AGC系统控制板厚及板形为了实现轧件的自动测厚控制(简称AGC),使得纵向板形得以实现平直度,在现代板带轧机上,一般装有液压压下装置.采用液压压下的自动厚度控制系统,通常称为液压AGC.AGC系统包括:(1)测厚部分,检测轧件的实际厚度;(2)厚度比较和调节部分,将检测得到的轧件实际厚度与轧件的给定厚度比较,得出厚度差;(3)是辊缝调节部分,根据辊缝调节量讯号,通过压下装置对辊缝进行相应的调整,以减少或消除轧件的厚差,保持板形的恒定.3.2 通过轧辊有载辊缝的控制,进行板形控制如果轧制时各影响因素稳定,则通过合理的轧辊原始辊型设计,可获得良好的板形.但在轧制过程中,各因素在不断变化,需要随时补偿这些变化因素对轧辊有载辊缝形状的影响.因此,按照轧制过程中实际情况,必须随时改变辊缝凸度,这就产生了辊温控制法和液压弯辊控制法.温控制法是人为地沿轧辊辊身长度方向进行冷却或加热,使辊温发生变化改变轧辊凸度,来适应板形控制需要.液压弯滚辊法是将液压缸压力作用在轧辊辊颈处,使轧辊产生附加弯曲,以补偿由于轧制力和轧辊温度等同步变化而产生的轧辊有载辊缝的变化,以获得良好的板形.液压弯辊法能迅速改变辊缝形状,具有较强的板形控制能力,是板形控制的最有效方法.3.3 采用板形控制新技术板形控制新技术的基本原理有:(1)增加有载辊缝的刚度.轧制过程中,轧制力发生波动而仍然能保持有载辊缝形状的稳定性,有利于减小轧后板带板形波动.有载辊缝在轧制时的稳定性可用辊缝刚度系数来表示:Ks =Δq /ΔCR 式中Δq 为单位板宽轧制力的波动量,ΔCR 为辊缝凸度CR 对应于q 的波动量采用提高辊缝系数Ks 来增加板形控制能力的辊缝,视为刚性辊缝型,如:采用工作辊或中间辊(六辊轧机)游动来调节轧制力分布,从而提高了辊缝刚度.(2)加大轧辊辊缝(或有载辊缝)的调节范围.一般四辊轧机,工作辊原始辊型确定后是一定的,显然不能适应各种轧制情况.为了使其(或有载辊型)能适应轧制情况的变化而作相应的变化,应采用加大轧辊原始辊缝调节范围来控制板型,这就是柔性辊缝型.当前,从工艺技术方面改善板形控制已臻于成熟.现有的轧制设备和轧制工艺上的不断改进,使冷轧板带板形控制得到了一定程度上的解决.但板型控制新技术和从控制板型的新型轧机上取得预期的板形控制结果,已成为一种发展趋势.3.4 采用新型轧机,从根本上改善轧机运行中的板形控制(1)目前国际上流行CVC 轧机、PC 轧机和VC 轧机,它们的共同特点是:通过轧辊轴向抽动或摆角位置来改变原始辊缝状态,以实现无极辊缝调整,从而实现板形控制,为柔性辊缝型[2].我国自行研制开发的XGK 型轧机,对传统轧机提出了挑战.它采用了辊系准刚性、消差性、可宽性、不需弯辊和抽辊等新技术,在控制上不需AGC 、APC 等大小闭环等复杂的控制系统,能够生产出横厚差小于±1μm ,纵向厚差小于±2μm 的高精度产品[3].4 结 语轧钢设备运行中的板形控制是一个极其复杂的系统工程.冷轧带钢板形受各工序的影响,必须从整个系统进行全面控制,单一采用何种新型轧机不能代替.在已有的传统轧机运行中,以液压AGC 、弯辊装置等工艺方法改善板形控制是必要的,在一定时期内仍将做为板形控制的主要方法.但在冷轧机组新建或更新技术改造中,采用新机型,从设备改进上入手,使轧制过程中的板形控制登上一个新的台阶,亦是冶金行业发展的趋势.参考文献:[1]陈贻宏.350冷轧机钢度测量研究[J ].武汉钢铁学院学报,1996,(增刊):40-47.[2]傅作宝.冷轧薄钢板生产[M ].鞍山:冶金工业出版社,1996.[3]张凤泉.HC W 轧机辊系变形的有限元计算[J ].钢铁,1992,27(11):28-32.(责任编辑:陈 欣)34第2期史 华:冷轧板带机运行中的板形控制。
影响热轧粗轧板形的因素与控制措施摘要:粗轧常见板形缺陷有板坯在轧制过程中表面产生一次或二次氧化铁皮且经除鳞后在板坯的表面残留不均匀分布。
此外还有镰刀弯,“S”弯,尖头、燕尾等缺陷制约着生产的顺利进行,分析原因有效制定控制措施改善粗轧板形。
关键词:粗轧板形;镰刀弯;措施研究引言邯钢2250mm热轧是通过两架四辊可逆粗轧机(R1,R2),将220-250mm厚度板坯轧制成32-60mm厚度的中间坯,然后通过精轧机(F1-F7)轧制出客户所需要的宽度、厚度的带钢。
邯钢热轧对产品的要求是“尺寸精确板形好,表面光洁性能高”。
粗轧板形的控制对精轧成品板形有很强的遗传性,因此控制好粗轧板形是为生产出更高质量的产品奠定基础。
1影响粗轧板形的因素1.1加热工艺的影响板坯加热时间越长,氧化铁皮越厚。
以出炉温度目标值1250℃为例:预热段1230℃,加热一段1270℃,加热二段1300℃,均热段1270℃,再加上待温板坯以及精轧非正常换辊等影响,高温段的长时间停留使板坯表面氧化铁皮增加。
同时遍布晶界的Fe:SiO处于熔融状态,和表层的氧化铁皮相互粘连,在随后的渐冷过程中与氧化铁皮层交织在一起,加剧了氧化铁皮的剥离难度。
1.2合金元素的影响钢质成分的提高往往要增加合金元素,合金元素对于板坯表面氧化铁皮生成速度有一定影响,其中碳、硅、镍、铜、硫促进氧化铁皮生成,也直接影响着高温板坯表面氧化铁皮的剥离性,红色氧化铁皮的产生与钢在高温时的铁皮剥离性有直接关系,特别是含硅量高的钢氧化铁皮剥离性差,氧化铁皮容易残留。
含硅量较高的钢在加热过程中在氧化铁皮与基体界面产生层状的Fe:si0,除鳞时界面温度使Fe:SiO成液相还是固相对氧化铁皮的剥离性有很大影响。
1.3轧制工艺的影响热轧带钢粗轧生产时轧件的变形温度在l100℃左右,在这样高的温度下,表面肯定要产生氧化铁皮,且氧化铁皮的生成速度很快,由于轧件表面与轧辊的相对滑动,这些氧化铁皮发生小范围内的堆积,使得轧件表面粗糙度降低,氧化铁皮在轧件表面最终呈不均匀分布。