发那科功能指令
- 格式:ppt
- 大小:766.00 KB
- 文档页数:28

张俊基笔记(功能指令说明)FANUC oi系统——PMC-功能指令编号缩写注释SUB1END1第一级顺序程序结束SUB2END2第二级顺序程序结束SUB3TMR可变定时器,其设定的时间在屏幕的定时器画面中显示和设定ACT=启动信号SUB4DEC译码,当从译码地址读取的BCD码与译码指令中的给定值对比,一致输出“1”,不同输出“0”。
主要用于M或T功能的译码SUB5CTR计数器,可作预置型,环型,加/减计数器,并可选择1或0作为初始值CN0=初始值选择UPDOWN=加/减计数选择RST=复位SUB6ROT旋转控制,用于回转控制,如刀架,旋转工作台等RN0=转台的起始号1或0BYT=位置数据的位数DIR=是否执行旋转方向短路径选择POS=选择操作条件INC=选择位置数或步数SUB7COD代码转换,将BCD代码转换为两位或四位BCD数字SUB8MOVE逻辑乘数数据传送,将逻辑乘数与输入数据进行进行逻辑乘,结果输出到指定地址。
也可从输入地址中,八位信号中,排除不要的位数SUB9COM公共线控制,控制直到公共结束指令(COME)范围内的线圈工作SUB10JMP跳转,用梯形图程序的转移。
当执行时,跳至跳转结束指令(JMPE)而不执行与JMP指令之间的梯形图SUB11PARI奇偶校验,对数据进行奇偶校验,检测到异常时输出报警O.E=0时,偶数校验;O.E=1时,奇数校验SUB14DCNV数据转换,将二进制码转换为BCD码或将BCD码转换为二进制码CNV=0时,二进制码转换为BCD码;NCV=1时,BCD码转换为二进制码SUB15COMP数值大小判别,将输入值与比较值进行比较来判别大小。
输入值小于等于比较值,则输出为1BYT=0时,处理数据为两位BCD;BYT=1时,四位BCDSUB16COIN一致性检测,检测输入值与比较值是否一致。
此指令只适用于BCD数据SUB17DSCH数据检索,在数据表(D)中搜索指定的数据,如未找到指定数据,则输出为1 SUB18XMOV变址数据传送,读取或改写数据表(D)中的内容RW=0时,读出;RW=1时,写入SUB19ADD加法运算,BCD码两位或四位数据相加;运算结果超过加数指定格式,输出置1SUB20SUB减法运算,BCD码两位或四位数据相减;运算结果为负,输出置1SUB21MUL乘法运算,BCD码两位或四位数据相乘;运算结果超过加数指定的格式,输出置1SUB22DIV除法运算,BCD码两位或四位数据相除除数为0,输出置1SUB23NUME定义常数,用于指定常数SUB24TMRB固定定时器,设定时间在编程时确定,不能通过定时器画面修改SUB25DECB二进制译码,可对1,2或4个字节的二进制代码数据译码。
第三章MSFT 指令3.1 M指令(或辅助功能)定义:辅助功能是用地址字M 及二位数字表示的它主要用于机床加工操作时的工艺性指令其特点是靠继电器的通、断来实现其控制过程。
M00 程序暂停执行M00后,机床所有动作均被切断,重新按程序启动按键后,再继续执行后面的程序段。
M03 主轴正转启动M04 主轴反转启动M05 主轴停止转动M07 切削液打开M08 切削液打开M09 切削液停止M30程序结束并返回程原点M02 程序结束M32- 润滑开M33-润滑关M41、M42、M43、M44 主轴自动换档至1~4档M98 调用子程序M99 子程序结束3.2 F 指令(1)F指令(进给指令)F 指令是表示进给速度,用于控制切削进给量,在程序中有两种使用方法。
a、每分钟进给( G98)编程格式G98 F~F后面的数字表示主轴每分钟进给量单位为mm/min。
例:G98 F100 表示进给量为100mm/minb、每转进给( G97)后面的数字表示主轴每转进给量单位为mm/r。
例:G97 F0.2 表示进给量为0.2mm/r。
※注:每分钟进给量=每转进给量X主轴转速3.3 S 指令(主轴功能)主轴功能主要是表示主轴旋转速度。
编程格式S~S后面的数字表示主轴主轴,单位为r/min。
在具有恒线速功能的机床上,S功能指令还有如下作用。
a、最高转速限制编程格式G50 S~S后面的数字表示的是最高转速:r/min。
例:G50 S3000 表示最高转速限制为3000r/min。
b、恒线速控制编程格式G96 S~S后面的数字表示的是恒定的线速度:m/min。
例:G96 S150 表示切削点线速度控制在150 m/min。
c、恒线速取消编程格式G97 S~S后面的数字表示恒线速度控制取消后的主轴转速,如S未指定,将保留G96的最终值。
例:G97 S3000 表示恒线速控制取消后主轴转速3000 r/min。
3.4 T指令(刀具功能)数控车床进行零件加工时,通常需要多个工序、使用多把刀具,编写加工程序时各刀具的外形尺寸、安装位置通常是不确定的,在加工过程中有时需要重新安装刀具,刀具使用一段时间后也会因为磨损使刀尖的实际位置发生变化,如果随时根据每一把刀具与零件的相对位置来编写、修改加工程序,加工程序的编写和修改工作将会非常繁琐。
FANUC工业机器人常用指令简介FANUC工业机器人是一种广泛应用于工业生产中的自动化设备,其具有高精度、高效率、高可靠性和高稳定性的特点。
为了控制和操作这些机器人,我们需要了解一些常用的指令。
本文档将介绍一些FANUC工业机器人常用指令,包括运动控制指令、传感器与外部设备的指令和系统控制指令。
运动控制指令PTPPTP(Point to Point)是一种常用的运动控制指令,用于控制机器人从一个点(起始点)到另一个点(目标点)的运动。
指令格式:PTP X, Y, Z, A, B, C, VEL, ACC•X, Y, Z:目标点的坐标值。
•A, B, C:目标点的姿态(角度值)。
•VEL:速度值。
•ACC:加速度值。
LINLIN(Linear)指令用于控制机器人沿直线路径运动,从一个点(起始点)到另一个点(目标点),可以控制线性路径上的速度和加速度。
指令格式:LIN X, Y, Z, A, B, C, VEL, ACC•X, Y, Z:目标点的坐标值。
•A, B, C:目标点的姿态(角度值)。
•VEL:速度值。
•ACC:加速度值。
CIRCCIRC(Circular)指令用于控制机器人沿圆弧路径运动。
圆弧由起始点、目标点和中心点定义。
指令格式:CIRC X1, Y1, Z1, A1, B1, C1, X2, Y2, Z2, A2, B 2, C2, VEL, ACC•X1, Y1, Z1:起始点的坐标值。
•A1, B1, C1:起始点的姿态(角度值)。
•X2, Y2, Z2:目标点的坐标值。
•A2, B2, C2:目标点的姿态(角度值)。
•VEL:速度值。
•ACC:加速度值。
传感器与外部设备的指令READREAD指令用于读取外部设备的输入信号值。
指令格式:READ IN[1], IN[2], IN[3], ...•IN[1], IN[2], IN[3]:外部设备的输入信号编号。
WRITEWRITE指令用于写入外部设备的输出信号值。
FANUC 系统功能的介绍点击数:79 发布时间:来源:中华工具网1、控制轨迹数(Controlled Path)CNC控制的进给伺服轴(进给)的组数。
加工时每组形成一条刀具轨迹,各组可单独运动,也可同时协调运动。
2、控制轴数(Controlled Axes)CNC控制的进给伺服轴总数/每一轨迹。
3、联动控制轴数(Simultaneously Controlled Axes)每一轨迹同时插补的进给伺服轴数。
4、PMC控制轴(Axis control by PMC)由PMC(可编程机床控制器)控制的进给伺服轴。
控制指令编在PMC的程序(梯形图)中,因此修改不便,故这种方法通常只用于移动量固定的进给轴控制。
5、Cf轴控制(Cf Axis Control)(T系列)车床系统中,主轴的回转位置(转角)控制和其它进给轴一样由进给伺服电动机实现。
该轴与其它进给轴联动进行插补,加工任意曲线。
6、Cs轮廓控制(Cs contouring control)(T系列)车床系统中,主轴的回转位置(转角)控制不是用进给伺服电动机而由FANUC主轴电动机实现。
主轴的位置(角度)由装于主轴(不是主轴电动机)上的高分辨率编码器检测,此时主轴是作为进给伺服轴工作,运动速度为:度/分,并可与其它进给轴一起插补,加工出轮廓曲线。
7、回转轴控制(Rotary axis control)将进给轴设定为回转轴作角度位置控制。
回转一周的角度,可用参数设为任意值。
FANUC 系统通常只是基本轴以外的进给轴才能设为回转轴。
8、控制轴脱开(Controlled Axis Detach)指定某一进给伺服轴脱离CNC的控制而无系统报警。
通常用于转台控制,机床不用转台时执行该功能将转台电动机的插头拔下,卸掉转台。
9、伺服关断(Servo Off)用PMC信号将进给伺服轴的电源关断,使其脱离CNC的控制用手可以自由移动,但是CNC仍然实时地监视该轴的实际位置。
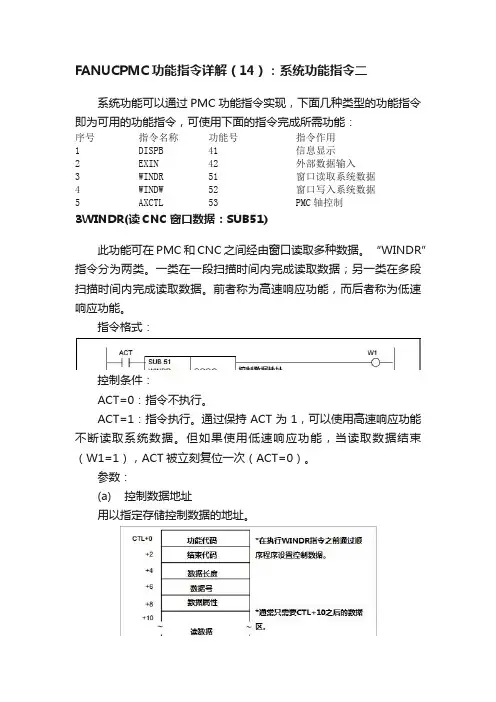
FANUCPMC功能指令详解(14):系统功能指令二系统功能可以通过PMC功能指令实现,下面几种类型的功能指令即为可用的功能指令,可使用下面的指令完成所需功能:序号指令名称功能号指令作用1 DISPB 41 信息显示2 EXIN 42 外部数据输入3 WINDR 51 窗口读取系统数据4 WINDW 52 窗口写入系统数据5 AXCTL 53 PMC轴控制3WINDR(读CNC窗口数据:SUB51)此功能可在PMC和CNC之间经由窗口读取多种数据。
“WINDR”指令分为两类。
一类在一段扫描时间内完成读取数据;另一类在多段扫描时间内完成读取数据。
前者称为高速响应功能,而后者称为低速响应功能。
指令格式:控制条件:ACT=0:指令不执行。
ACT=1:指令执行。
通过保持ACT为1,可以使用高速响应功能不断读取系统数据。
但如果使用低速响应功能,当读取数据结束(W1=1),ACT被立刻复位一次(ACT=0)。
参数:(a) 控制数据地址用以指定存储控制数据的地址。
读操作结束(W1):W1=0:W1复位。
W1=0表明WINDR未被执行或WINDR正被执行。
W1=1:通过读指令(ACT=1)读取数据结束时W1置为1。
如果使用低速响应功能,当读取数据结束时(W1=1),ACT被复位一次(ACT=0)。
运算结果寄存器:如果在WINDR指令执行期间发生错误,运算结果寄存器的第0位被置1。
同时,读操作结束信号W1被置1,错误的详细情况可输出至控制数据区的结束代码中。
4WINDW(写CNC窗口数据:SUB52)此功能经由窗口在PMC与CNC之间写多种数据项。
指令格式:控制条件:ACT=0:不执行WINDW指令。
ACT=1:执行WINDW指令。
在写数据完成后,ACT被复位一次(ACT=0)。
参数:(a) 控制数据地址用以指定存储控制数据的地址。
写操作结束(W1):W1=0:W1复位。
W1=0表明WINDW未被执行或正被执行。
发那科sub4功能指令摘要:一、发那科sub4 功能指令简介1.发那科公司背景2.sub4 功能指令的概念与作用二、sub4 功能指令的详细说明1.功能指令的分类a.基本功能指令b.扩展功能指令2.功能指令的操作方式a.手动输入b.程序调用c.外部设备输入3.功能指令的应用领域a.工业自动化b.机器人控制c.机床操作三、sub4 功能指令的优势与局限1.优势a.提高生产效率b.简化操作流程c.兼容性强2.局限a.学习成本较高b.特定行业适用c.与其他品牌设备兼容性问题四、发那科sub4 功能指令在我国的应用与发展1.我国市场概况2.行业应用案例3.发展趋势与前景正文:发那科sub4 功能指令是发那科公司推出的一款用于工业自动化、机器人控制和机床操作等方面的功能指令。
它能够实现设备的自动化控制,提高生产效率,简化操作流程。
在我国,sub4 功能指令在相关行业得到了广泛应用,具有较高的市场认可度。
首先,我们来了解一下发那科sub4 功能指令的概念与作用。
发那科公司作为全球知名的工业自动化设备制造商,其产品广泛应用于各种行业。
sub4 功能指令是发那科公司推出的一种功能指令,具有强大的控制功能,可以实现设备的自动化操作。
在工业自动化、机器人控制和机床操作等领域,sub4 功能指令发挥着重要作用。
接下来,我们将详细介绍sub4 功能指令的分类、操作方式和应用领域。
功能指令分为基本功能指令和扩展功能指令。
基本功能指令主要包括:取刀、放刀、定位、直线运动、圆弧运动等。
扩展功能指令则涵盖了更复杂的控制功能,如:子程序调用、条件判断、数据传送等。
操作方式包括手动输入、程序调用和外部设备输入。
在应用领域方面,sub4 功能指令广泛应用于工业自动化、机器人控制和机床操作,有效提高了生产效率,简化了操作流程。
在讨论sub4 功能指令的优势与局限时,我们发现它具有提高生产效率、简化操作流程和兼容性强等优势。
但同时,也存在学习成本较高、特定行业适用和与其他品牌设备兼容性问题等局限。
发那科sub4功能指令(原创版)目录1.发那科 sub4 功能指令概述2.发那科 sub4 功能指令的具体功能3.发那科 sub4 功能指令的应用领域4.发那科 sub4 功能指令的优势和特点5.发那科 sub4 功能指令的未来发展趋势正文一、发那科 sub4 功能指令概述发那科 sub4 功能指令,作为一款先进的机器人编程指令,旨在为机器人工程师和开发者提供一种更高效、便捷的编程方式。
通过使用发那科sub4 功能指令,可以大大提高机器人的性能和操作效率,使机器人在各种复杂环境中都能表现出色。
二、发那科 sub4 功能指令的具体功能发那科 sub4 功能指令主要包括以下几个方面的功能:1.插补控制:通过插补控制,发那科 sub4 功能指令可以实现对机器人运动轨迹的精确控制,从而使机器人在执行复杂路径时更加平滑、准确。
2.姿态控制:发那科 sub4 功能指令可以精确控制机器人的姿态,包括旋转、倾斜等,使机器人在执行某些特定任务时能够更好地适应环境。
3.速度控制:发那科 sub4 功能指令可以实现对机器人运动速度的精确控制,使机器人在执行任务时能够根据实际需要进行加速、减速。
4.信号处理:发那科 sub4 功能指令可以对各种传感器信号进行处理,使机器人能够根据环境变化做出相应的调整。
三、发那科 sub4 功能指令的应用领域发那科 sub4 功能指令广泛应用于各种机器人领域,如工业机器人、服务机器人等。
在工业生产中,发那科 sub4 功能指令可以帮助提高生产效率,降低生产成本;在服务领域,发那科 sub4 功能指令可以使机器人更好地为人们提供各种服务,如餐饮、医疗等。
四、发那科 sub4 功能指令的优势和特点发那科 sub4 功能指令具有以下几个优势和特点:1.编程简单:发那科 sub4 功能指令采用直观、简洁的编程方式,使开发者能够快速掌握并进行编程。
2.兼容性强:发那科 sub4 功能指令可以兼容各种主流的机器人控制系统,方便开发者进行集成。
发那科sub4功能指令发那科Sub4是一款功能强大的机器人,具备多种指令让用户能够根据自己的需求进行操作。
下面将介绍几个重要的功能指令。
首先是“前进”指令,通过这个指令,用户可以让Sub4向前移动一定距离。
用户只需输入指令“前进”,并设置移动的距离,Sub4就能按照用户的要求前进。
这个指令在很多场景中都非常有用,比如在仓库中搬运货物时,可以通过这个指令将货物快速移动到指定位置。
接下来是“旋转”指令,通过这个指令,用户可以让Sub4在原地旋转一定角度。
用户只需输入指令“旋转”,并设置旋转的角度,Sub4就能按照用户的要求旋转。
这个指令在需要进行定位或调整方向的场景中非常有用,比如在仓库中需要将Sub4转向某个货物堆放区域时,可以使用这个指令。
除了移动和旋转的指令,Sub4还具备抓取和放置物体的功能。
用户可以使用“抓取”指令让Sub4抓取指定位置的物体,也可以使用“放置”指令将Sub4手中的物体放置到指定位置。
这个功能在需要进行搬运或组装工作时非常有用,比如在生产线上需要将物体从一个位置转移到另一个位置时,可以通过这个指令实现。
Sub4还支持语音控制功能。
用户可以使用“语音控制”指令将Sub4设置为语音控制模式,然后通过语音指令控制Sub4的各项操作。
这个功能非常方便,可以让用户更加轻松地控制Sub4的行动,提高工作效率。
总结一下,发那科Sub4是一款功能强大的机器人,具备多种指令让用户能够根据自己的需求进行操作。
通过“前进”指令可以让Sub4向前移动一定距离,“旋转”指令可以让Sub4在原地旋转一定角度,抓取和放置物体的功能可以让Sub4进行搬运和组装工作,语音控制功能可以让用户更加方便地控制Sub4的操作。
这些功能使得Sub4在各种场景中都能够发挥出它的优势,提高工作效率。
无论是仓库搬运、生产线组装还是其他需要机器人协助的工作,发那科Sub4都是一个值得信赖的选择。
Fanuc数控系统各键使用及G和M代码解析1.Fanuc数控系统各键使用:ALTER 修改程序及代码INSRT 插入程序DELET 删除程序EOB 完成一句 (END OF BLOCK)CAN 取消(EDIT 或 MDI MODE 情况下使用)INPUT 输入程序及代码OUTPUT START 输出程序及指令OFFSET 储存刀具长度、半径补当值AUX GRAPH 显示图形PRGRM 显示程序内容ALARM 显示发生警报内容或代码POS 显示坐标DGONS PARAM 显示自我诊断及参数功能RESET 返回停止CURSOR 光标上下移动PAGE 上下翻页O 程序号码由 O0001~O9999N 顺序号码由N0001~N9999G 准备功能代码X 坐标轴运动方向指令Y 坐标轴运动方向指令Z 坐标轴运动方向指令H 长度补偿功能代码F 进给(FEED)指令R 圆弧半径指令M 辅助功能指令S 主轴指速指令T 刀具号码D 半径补偿功能代码I . J .K 圆弧起点至圆弧中心距离(分别在X,Y,Z轴上) P 子程序调用代码PROGRAM PROTECT 程序记忆保护开关MEMORY 自动执行程序EDIT 编辑MDI 手动编辑SINGL BLOCK 单句执行BLOCK DELET 指定不执行单句程序 (与 / 键共享) OPT STOP 选择性停止 (与M01码共享)DRY RUN 空运行PRG TEST 不执行M.S.T.码指令CYCLE START 循环动(执行程序)CYCLE STOP 循环停止(暂停程序)PRG STOP 程序停止(与M00共享)HOME 返回X.Y.Z.各轴机械原JOG 手动进给(行位或切削)MPG 手动驱动器HIGH 手动快速进给SPDL DEC 主轴(RPM)速SPDL 100% 执行程序中S指令速SPDL CW 主轴顺时钟转动SPDL STOP 主轴停止SPDL CCW 主轴逆时钟转动SPDL INC 主轴(RPM)增速Z+,Y+,X+ 机床X.Y.Z.轴往正方向移动Z-,Y-,X- 机床X.Y.Z.轴往负方向移动4-,4+ 机床第四轴TRVRS 执行机床各轴移动指令CLNT ON 供应切削液CLNT OFF 停止供应切削液CLNT AUTO 自动执行供应切削液OVERRIDE 切削速度随控 0--150%EMERGENCY STOP 紧急停止THERMAL ALARM 主轴负荷过热报警LUB ALARM 润滑油不足报警X_MIRROR IMAGE X轴镜像加工功能Y_MIRROR IMAGE Y轴镜像加工功能RAPID OVERRIDE 快速行程?控DNC 直接数控:由于外部接口设备输入程序至数控机床,而又因子控机床本身记忆容量有限,需要执行边读边做(即同时执行收取程序和执行程序指令动作),称为DNC操作。
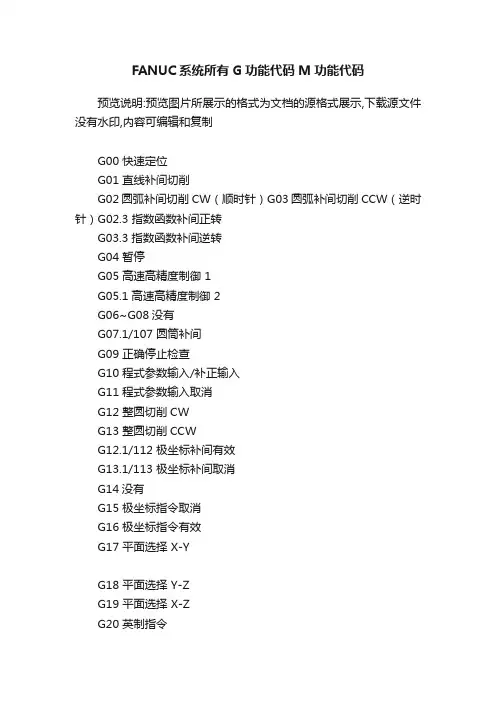
FANUC系统所有G功能代码M功能代码预览说明:预览图片所展示的格式为文档的源格式展示,下载源文件没有水印,内容可编辑和复制G00 快速定位G01 直线补间切削G02 圆弧补间切削CW(顺时针)G03 圆弧补间切削CCW(逆时针)G02.3 指数函数补间正转G03.3 指数函数补间逆转G04 暂停G05 高速高精度制御 1G05.1 高速高精度制御 2G06~G08没有G07.1/107 圆筒补间G09 正确停止检查G10 程式参数输入/补正输入G11 程式参数输入取消G12 整圆切削CWG13 整圆切削CCWG12.1/112 极坐标补间有效G13.1/113 极坐标补间取消G14没有G15 极坐标指令取消G16 极坐标指令有效G17 平面选择 X-YG18 平面选择 Y-ZG19 平面选择 X-ZG20 英制指令G21 公制指令G22-G26没有G27 参考原点检查G28 参考原点复归G29 开始点复归G30 第2~4参考点复归G30.1 复归刀具位置1G30.2 复归刀具位置2G30.3 复归刀具位置3G30.4 复归刀具位置4G30.5 复归刀具位置5G30.6 复归刀具位置6G31 跳跃机能G31.1 跳跃机能1G31.2 跳跃机能2G31.3 跳跃机能3G32没有G33 螺纹切削G34 特别固定循环(圆周孔循环)G35 特别固定循环(角度直线孔循环)G36 特别固定循环(圆弧)G37 自动刀具长测定G37.1 特别固定循环(棋盘孔循环)G38 刀具径补正向量指定G39 刀具径补正转角圆弧补正G40 刀具径补正取消G41 刀具径补正左G42 刀具径补正右G40.1 法线制御取消G41.1 法线制御左有效G42.1 法线制御右有效G43 刀具长设定(+)G44 刀具长设定(—)G43.1 第1主轴制御有效G44.1 第2主轴制御有效G45 刀具位置设定(扩张)G46 刀具位置设定(缩小)G47 刀具位置设定(二倍)G48 刀具位置设定(减半)G47.1 2主轴同时制御有效G49 刀具长设定取消G50 比例缩放取消G51 比例缩放有效G50.1 G指令镜象取消G51.1 G指令镜象有效G52 局部坐标系设定G53 机械坐标系选择G54 工件坐标系选择1G55 工件坐标系选择2G56 工件坐标系选择3G57 工件坐标系选择4G58 工件坐标系选择5G59 工件坐标系选择6G54.1 工件坐标系选择扩张48组G60 单方向定位G61 正确停止检查模式G61.1 高精度制御G62 自动转角进给率调整G63 攻牙模式G63.1 同期攻牙模式(正攻牙)G63.2 同期攻牙模式(逆攻牙)G64 切削模式G65 使用者巨集单一呼叫G66 使用者巨集状态呼叫AG66.1 使用者巨集状态呼叫BG67 使用者巨集状态呼叫取消G68 坐标回转有效G69 坐标回转取消G70 使用者固定循环G71 使用者固定循环G72 使用者固定循环G73 固定循环(步进循环)G74 固定循环(反向攻牙)G75 使用者固定循环G76 固定循环(精搪孔)G77 使用者固定循环G78 使用者固定循环G79 使用者固定循环G80 固定循环取消G81 固定循环(钻孔/铅孔)G82 固定循环(钻孔/计数式搪孔)G83 固定循环(深钻孔)G84 固定循环(攻牙)G85 固定循环(搪孔)G86 固定循环(搪孔)G87 固定循环(反搪孔)G88 固定循环(搪孔)G89 固定循环(搪孔)G90 绝对值指令G91 增量值指令G92 机械坐标系设定G93 逆时间进给G94 非同期进给(每分进给)G95 同期进给(每回转进给)G96 周速一定制御有效G97周速一定至于取消G98 固定循环起始点复归G99 固定循环 R点复归G114.1 主轴同期制御G100~225 使用者巨集(G码呼叫)最大10个M00 程式停止(暂停)M01 程式选择性停止/选择性套用M02 程序结束M03 主轴正转M04 主轴反转M05 主轴停止M06 自动刀具交换M07 吹气启动M08 切削液启动M09 切削液关闭M10 吹气关闭→M09也能关吹气 M11《斗笠式》主轴夹刀M12 主轴松刀M13 主轴正转+切削液启动M14 主轴反转+切削液启动M15 主轴停止+切削液关闭M16— M18没有M19 主轴定位M20 ——没有M21 X轴镜象启动M22 Y轴镜象启动M23 镜象取消M24 第四轴镜象启动M25 第四轴夹紧M26 第四轴松开M27 分度盘功能M28 没有M29 刚性攻牙M30 程式结束/自动断电 M31 —— M47 没有M48 深钻孔启动M49 —— M51 没有M52 刀库右移M53 刀库左移M54 —— M69 没有M70 自动刀具建立M71 刀套向下M72 换刀臂60°M73 主轴松刀M74 换刀臂180°M75 主轴夹刀M76 换刀臂0°M77 刀臂向上M78 —— M80 没有M81 工作台交换确认M82 工作台上M83 工作台下M84 工作台伸出M85 工作台缩回M86 工作台门开M87 工作台门关M88 —— M97 没有 M98 调用子程序M99 子程序结束。
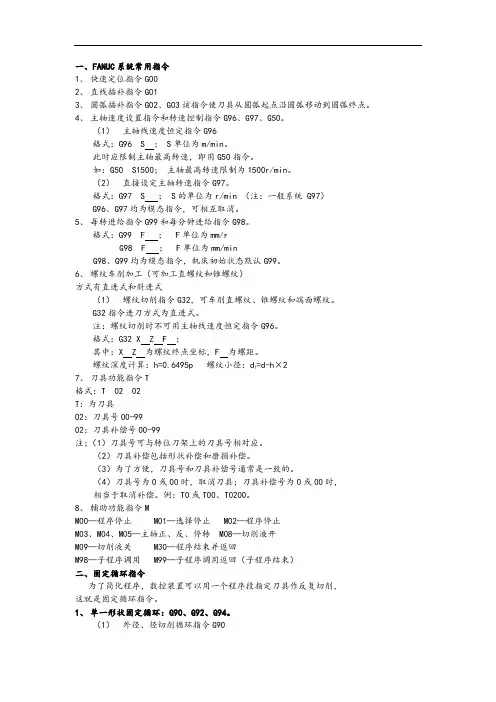
一、FANUC系统常用指令1、快速定位指令G002、直线插补指令G013、圆弧插补指令G02、G03该指令使刀具从圆弧起点沿圆弧移动到圆弧终点。
4、主轴速度设置指令和转速控制指令G96、G97、G50。
(1)主轴线速度恒定指令G96格式:G96 S ; S单位为m/min。
此时应限制主轴最高转速,即用G50指令。
如:G50 S1500;主轴最高转速限制为1500r/min。
(2)直接设定主轴转速指令G97。
格式:G97 S ; S的单位为r/min (注:一般系统 G97)G96、G97均为模态指令,可相互取消。
5、每转进给指令G99和每分钟进给指令G98。
格式:G99 F ; F单位为mm/rG98 F ; F单位为mm/minG98、G99均为模态指令,机床初始状态默认G99。
6、螺纹车削加工(可加工直螺纹和锥螺纹)方式有直进式和斜进式(1)螺纹切削指令G32,可车削直螺纹、锥螺纹和端面螺纹。
G32指令进刀方式为直进式。
注:螺纹切削时不可用主轴线速度恒定指令G96。
格式:G32 X Z F ;其中:X Z 为螺纹终点坐标,F 为螺距。
螺纹深度计算:h=0.6495p 螺纹小径:d1=d-h×27、刀具功能指令T格式:T 02 02T:为刀具02:刀具号00-9902:刀具补偿号00-99注;(1)刀具号可与转位刀架上的刀具号相对应。
(2)刀具补偿包括形状补偿和磨损补偿。
(3)为了方便,刀具号和刀具补偿号通常是一致的。
(4)刀具号为0或00时,取消刀具;刀具补偿号为0或00时,相当于取消补偿。
例:T0或T00、T0200。
8、辅助功能指令MM00—程序停止 M01—选择停止 M02—程序停止M03、M04、M05—主轴正、反、停转 M08—切削液开M09—切削液关 M30—程序结束并返回M98—子程序调用 M99—子程序调用返回(子程序结束)二、固定循环指令为了简化程序,数控装置可以用一个程序段指定刀具作反复切削,这就是固定循环指令。
发那科sub4功能指令介绍发那科sub4是一款功能强大的机器人控制系统,可以实现多种操作指令和功能。
本文将详细介绍发那科sub4的功能指令,包括其用途、操作方法和注意事项。
功能指令一:移动指令1.1 前进指令•指令格式:MOVE FORWARD•功能描述:使机器人向前移动一定距离•注意事项:确保机器人前方没有障碍物1.2 后退指令•指令格式:MOVE BACKWARD•功能描述:使机器人向后移动一定距离•注意事项:确保机器人后方没有障碍物1.3 左转指令•指令格式:TURN LEFT•功能描述:使机器人向左转动一定角度•注意事项:确保机器人四周空间足够1.4 右转指令•指令格式:TURN RIGHT•功能描述:使机器人向右转动一定角度•注意事项:确保机器人四周空间足够功能指令二:抓取指令2.1 打开抓取器指令•指令格式:OPEN GRIPPER•功能描述:打开机器人的抓取器,准备抓取物体•注意事项:确保机器人抓取器处于合适的位置2.2 关闭抓取器指令•指令格式:CLOSE GRIPPER•功能描述:关闭机器人的抓取器,抓取物体•注意事项:确保机器人抓取器已经抓住物体2.3 抬起物体指令•指令格式:LIFT OBJECT•功能描述:使机器人抬起已抓住的物体•注意事项:确保机器人承载能力足够2.4 放下物体指令•指令格式:DROP OBJECT•功能描述:使机器人放下抬起的物体•注意事项:确保机器人没有碰到其他物体功能指令三:扫描指令3.1 打开摄像头指令•指令格式:OPEN CAMERA•功能描述:打开机器人的摄像头进行扫描•注意事项:确保机器人摄像头能够正常工作3.2 拍照指令•指令格式:TAKE PHOTO•功能描述:使用机器人的摄像头拍照•注意事项:确保机器人摄像头对准目标3.3 分析图像指令•指令格式:ANALYZE IMAGE•功能描述:对机器人拍摄的图像进行分析处理•注意事项:确保图像处理算法正确3.4 显示结果指令•指令格式:DISPLAY RESULT•功能描述:将图像处理结果显示在机器人控制界面上•注意事项:确保显示界面的分辨率足够清晰总结发那科sub4的功能指令包括移动指令、抓取指令和扫描指令,可以实现机器人的在空间中的移动、抓取物体和进行图像识别等功能。
法兰克系统机床的指令及应用G代码是数控程序中的指令。
一般都称为G指令。
代码名称-功能简述G00------快速定位G01------直线插补G02------顺时针方向圆弧插补G03------逆时针方向圆弧插补G04------定时暂停G05------通过中间点圆弧插补G07------Z 样条曲线插补G08------进给加速G09------进给减速G20------子程序调用G22------半径尺寸编程方式G220-----系统操作界面上使用G23------直径尺寸编程方式G230-----系统操作界面上使用G24------子程序结束G25------跳转加工G26------循环加工G30------倍率注销G31------倍率定义G32------等螺距螺纹切削,英制G33------等螺距螺纹切削,公制G53,G500-设定工件坐标系注销G54------设定工件坐标系一G55------设定工件坐标系二G56------设定工件坐标系三G57------设定工件坐标系四G58------设定工件坐标系五G59------设定工件坐标系六G60------准确路径方式G64------连续路径方式G70------英制尺寸寸G71------公制尺寸毫米G74------回参考点(机床零点)G75------返回编程坐标零点G76------返回编程坐标起始点G81------外圆固定循环G331-----螺纹固定循环G90------绝对尺寸G91------相对尺寸G92------预制坐标G94------进给率,每分钟进给G95------进给率,每转进给G00—快速定位格式:G00 X(U)__Z(W)__说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。
移动过程中不得对工件进行加工。
(2)所有编程轴同时以参数所定义的速度移动,当某轴走完编程值便停止,而其他轴继续运动,(3)不运动的坐标无须编程。
BF-MSH-PMC功能指令154功能命令编号 功能名命令号处理内容SA 1SA5SB5SB6SB71END1SUB 1第1级程序结束○○2 END2 SUB 2 第2级程序结束 ○○3END3SUB 48第3级程序结束××4 TMR SUB 3 定时器处理 ○○5TMRB SUB 24固定定时器处理○○6TMRC SUB 54 追加定时器处理 ○○7DEC SUB 4BCD译码处理○○8DECB SUB 25 二进制译码处理 ○ ○9CTR SUB 5计数器处理○○10 CTRC SUB 55 追加计数器处理 ○○11ROT SUB 6BCD回转控制○○12 ROTB SUB 26 二进制回转控制 ○○13COD SUB 7BCD码变换○○14 CODB SUB 27 二进制码变换 ○○15MOVE SUB 8逻辑乘后数据转送○○16 MOVOR SUB 28 逻辑加后数据转送 ○○17MOVB SUB 431字节数据转送×○18 MOVW SUB 44 2字节数据转送 × ○19MOVN SUB 45任意字节数据转送×○20 COM SUB 9 公用线控制开始 ○○21COME SUB 29公用线控制结束○○22 JMP SUB 10 跳转 ○○23JMPE SUB 30跳转结束○○24 JMPB SUB 68 标号跳转1 ×○25JMPC SUB 73标号跳转2×○26 LBL SUB 69 标号 ×○27PARI SUB 11奇偶校验○○28 DCNV SUB 14 数据变换 ○○29DCNVB SUB 31扩展数据变换○○30 COMP SUB 15 BCD大小比较 ○○31COMPB SUB 32二进制大小比较○○32 COIN SUB 16 BCD一致判断 ○○33SFTSUB 33移位寄存器○○PMC功能155 编号 功能名命令号处理内容SA 1SA5SB5SB6SB734 DSCH SUB 17 BCD数据检索 ○○35DSCHB SUB 34二进制数据检索○○36XMOV SUB 18BCD变址修改数据转送 ○○37XMOVBSUB 35二进制变址修改数据转送○○38 ADD SUB 19 BCD加法运算 ○○39ADDB SUB 36二进制加法运算○○40 SUB SUB 20 BCD减法运算 ○○41SUBB SUB 37二进制减法运算○○42 MUL SUB 21 BCD乘法运算 ○○43MULB SUB 38二进制乘法运算○○44 DIV SUB 22 BCD除法运算 ○○45DIVB SUB 39二进制除法运算○○46 NUME SUB 23 BCD常数赋值 ○○47NUMEB SUB 40二进制常数赋值○○48 DISPB SUB 41 信息显示 ○○49EXIN SUB 42外部数据输入○○50 WINDR SUB 51 CNC数据读取 ○○51WINDW SUB 52CNC数据写入○○52 DIFU SUB 57 前沿检测 ×○53DIFD SUB 58后沿检测×○54 EOR SUB 59 异或 ×○55AND SUB 60逻辑乘×○56 OR SUB 61 逻辑和 ×○57NOT SUB 62逻辑非×○58 END SUB 64 程序结束 ×○59CALL SUB 65有条件子程序调出×○60 CALLU SUB 66 子程序调出 ×○61SPSUB 71子程序开始×○62 SPE SUB 72 子程序结束 ×○此外,还有DISP, FNC90, MMCWR, MMCWW, MMC3R, MMC3W, PSGN,PSGN2, AXCTL命令。
FANUCPMC常⽤功能指令在编制顺序程序(梯形图)时,有些功能,如控制时间、控制捷径换⼑时的旋转,很难⽤只执⾏位运算的基本指令来实现。
功能指令应运⽽⽣,它是为了⽅便⽤户编制复杂功能⽽使⽤的PMC程序指令。
功能指令都是⼀些⼦程序(subprogram),应⽤功能指令就是调⽤相应的⼦程序。
功能指令不能⽤纯继电器符号表⽰,基本格式由控制条件、指令、参数、输出组成。
▲功能指令基本格式FANUC PMC常⽤功能指令END1第1级顺序程序结束 [SUB1]该功能指令与PMC程序结构相关。
▲ PMC程序结构END2第2级顺序程序结束 [SUB2]该功能指令与END1⼀样,与PMC程序结构相关。
TMR定时器 [SUB3]TMR表⽰timer,定时器。
▲定时器⼯作原理【使⽤例2】闪烁信号CTR计数器 [SUB5]是进⾏加减计数的环形计数器(counter)。
▲计数器⼯作原理【使⽤例】DECB⼆进制译码 [SUB25]DECB表⽰binary decoding,⼆进制译码,B表⽰⼆进制。
【使⽤例】MOVE逻辑乘后数据传送 [SUB8]CODB⼆进制代码转换 [SUB27]CODB表⽰binary coding,⼆进制代码转换,B表⽰⼆进制。
【使⽤例】DCNV数据变换 [SUB14]DCNV表⽰data conversion,数据变换。
【使⽤例】ROT回转控制 [SUB6]ROT表⽰rotation,回转。
【使⽤例】COMP⼤⼩⽐较 [SUB15]COMP表⽰comparison,⽐较。
COIN⼀致性判断 [SUB16]COIN表⽰coincidence,⼀致性判断。
NUMEB⼆进制常数定义 [SUB40]NUMEB表⽰binary number,B表⽰⼆进制。
DISPB信息显⽰ [SUB41]DISPB表⽰binary display,B表⽰⼆进制。
要显⽰由梯形图触发的报警信息需做三件事:1. 编写功能指令DISPB(SUB41);2. 置位A信号,如A0.0=1时,将显⽰1000号报警;3. 编辑报警⽂本,如1000号报警的内容是急停,需要在FLADDER列表的message中输⼊“1000 EMERGENCY STOP”。
发那科数控系统常用代码
以下是一些常用的发那科数控系统代码:
1. G00:快速定位,以最大速度移动到指定点。
2. G01:直线插补,以给定的进给速度沿直线路径移动到指定点。
3. G02:顺时针圆弧插补,以给定的进给速度沿指定半径的圆
弧路径移动。
4. G03:逆时针圆弧插补,以给定的进给速度沿指定半径的圆
弧路径移动。
5. G04:延时,暂停程序一段时间。
6. G20:英制单位,设置数控系统使用英制单位。
7. G21:公制单位,设置数控系统使用公制单位。
8. G28:参考点归位,将机械坐标系的参考点复位到原始位置。
9. G40:取消刀具半径补偿。
10. G41:左刀具半径补偿,用于切削内圆。
11. G42:右刀具半径补偿,用于切削外圆。
12. G43:刀具长度补偿,
13. G49:取消刀具长度补偿。
14. G54-G59:工件坐标系选择,将坐标系切换到指定位置。
15. G80:取消模态指令,清除模态指令的影响。
16. G90:绝对坐标,以机床坐标系为参考点进行定位。
17. G91:增量坐标,以当前位置为参考点进行定位。
18. M02:程序结束,停止数控系统。
以上只是发那科数控系统常用代码的一小部分,还有很多其他的代码可以用于不同的加工需求。