影响管线钢X60屈强比的基础参数研究
- 格式:pdf
- 大小:340.98 KB
- 文档页数:5
2003年6月Journal of Materials and Metallurgy J une2003酒泉钢铁公司X60管线钢的研制王春怀1,2,刘春明1,左 良1(11东北大学 材料与冶金学院辽宁沈阳110004;21酒泉钢铁公司 钢铁研究院,甘肃嘉峪关市735100)摘 要:介绍了酒泉钢铁公司X60级别管线钢的研制背景、生产工艺流程,以及所研制产品的组织与性能.试验结果表明,该管线钢的性能不仅达到了国家标准和美国API25L标准的要求,而且完全满足我国西部管线技术条件的要求.采用L F2VD炉处理的钢材中气体和夹杂物含量明显降低,结合低轧制温度、大压下量和轧后快速冷却,使钢的性能达到了X70级别管线钢的标准.关键词:管线钢;精炼;轧制;显微组织;力学性能中图分类号:TG14211 文献标识码:A 文章编号:167126620(2003)022*******Development of X60pipeline steel in Jiusteel CompanyWAN G Chun2huai1,2,L IU Chun2ming1,ZUO Liang1(11School of Materials and Metallurgy,Northeastern University,Shenyang110004,China;21Research Institute for Iron and Steels,Jiuquan Iron and Steel Company,Jiayuguan735100,China)Abstract:The development background,production procedures as well as microstructure and mechanicalproperties of X60grade pipeline steel in Jiusteel com pany were introduced in this paper.The results showthat the properties of X60grade pipeline steel developed by Jiusteel company not only reached the nationaland API25L standard,but also can com pletely satisfied the request for western pipeline construction.Thesteels treated by L F+VD furnaces contained lower contents of gases and inclusions and their propertiesreached the standard of X70grade pipeline steel by combining lower rolling temperature,larger reductionwith accelerated cooling after rolling.K ey w ords:pipeline steel;refining;rolling;microstructure;mechanical property 目前,我国能生产一定数量的螺旋焊用卷板管线钢.但是,海底管道,在低温地区和高落差地段以及人口密集地区则多用直缝焊管.随着输送压力的提高,钢管壁厚增加,当壁厚在20mm以上时,螺旋焊管机组的能力难以满足成形要求,必需使用直缝焊管.国外的油气长输送管线,特别是高压大口径输送管线多采用直缝焊管,约占75%~80%[1,2].我国西气东输管线采用直缝焊管占总量22%.从管道发展来看,直缝焊管正逐步取代螺旋焊管[3,4].20世纪90年代,酒泉钢铁公司(以下简称酒钢)建成了镁粒铁水脱硫、复吹转炉、L F、板坯连铸机;2000年又增添了VD精炼炉.轧钢则配有能实现控温控冷和快速冷却的中厚板轧机.在生产直缝焊管线钢方面具有比其他厂家优越的条件.另一方面,酒钢地处西北管道建设中段,毗邻兰新铁路和312国道,交通便利,运输费用低,是较理想的管线钢供应地.因此,酒钢将开发直缝焊管用管线钢列为发展规划之一.1 钢的性能要求及成分设计依据API25L标准[5],根据西气东输管线工程要求,X60级管线钢的化学成分和性能要求分别如表1、表2所示.第2卷第2期材 料 与 冶 金 学 报Vol12No12 收稿日期:2003205212. 基金项目:教育部跨世纪优秀人才基金资助项目. 作者简介:王春怀(1961—),男,黑龙江讷河人,高级工程师,博士研究生;刘春明(1961—),男,陕西渭南人,东北大学教授,博士生导师;左良(1963—),男,安徽安庆人,东北大学教授,博士生导师1 根据管线钢的性能要求,即钢应具有足够高的强度,低的韧脆转变温度,高的冲击平台能以及良好的焊接性与耐蚀性,采用了降碳、增锰及Nb 、V 、Ti 微合金化的合金成分设计方案[6].钢的设计成分如表3所示.表1 X60级别管线钢化学成分要求Table 1 Reque st for chemical compo sition of X60grade pipeline steel标准质量分数/%C SiMnP SG B14164293≤0120≤01400175-1135≤01030≤01030API 25L≤0126-≤1135≤01030≤01030西部管线技术条件≤0120≤01400180-1140≤01030≤01025表2 X60级别管线钢性能要求Table 2 Reque st for propertie s of X60grade pipeline steel标准σ015MPaσbMPaδ%A k /J0℃-20℃G B14164293≥415≥515-≥31-API 25L≥413≥517---西部管线技术条件415~515≥515≥22-单样≥90平均≥140表3 酒钢X60级别管线钢的设计成分(质量分数)Table 3 De signed compo sition of X60grade pipeline steel in Jiusteel Com pany (mass fraction )%CSiMn PSNb V Ti ≤011≤014113≤0103≤010250102~01040105~01100102~01052 生产工艺路线工业试生产工艺流程如图1所示.采用L F 、喂Si 2Ca 2Ba 线和VD 炉对钢液进行精炼,以确保钢质的洁净度;采用较低的开轧和终轧温度、大的压下率以及轧后快速冷却,以使钢的显微组织得到细化.图1 生产工艺流程Fig 11 Production flow chart of X60grade pipeline steel69材料与冶金学报 第2卷3 试验结果与分析311 气体含量及夹杂物评级钢中N和O的质量分数及夹杂物评级的检验结果见表4.与普通吹氩精炼钢相比,钢中夹杂物以及气体含量明显降低,已达到宝山钢铁集团(公司)同类产品的水平[7].这表明,L F处理+喂Si2Ca2Ba线+VD炉处理对于减少夹杂以及降低气体含量是相当有效的.312 拉伸性能拉伸试验的取样位置参照国标G B/T29752 1998,拉伸试样尺寸及拉伸试验按照国标G B/ T228288进行,拉伸性能的测试结果如表5所示.可以看出,试生产的管线钢板的强度与塑性不仅超过管线钢国标G B T14164293、美国API25L标准以及西部管线技术条件规定的X60级别管线钢的要求,而且已达到了API25L标准规定的X70级别管线钢的强度与塑性.表4 X60管线钢气体检验结果及夹杂物评级Table4 Re sults of gas examination and inclusion evaluation in X60grade pipeline steel炉号硫化物夹杂粗系 细系氧化铝夹杂粗系 细系硅酸盐夹杂粗系 细系球状氧化物夹杂粗系 细系[N] [O]10-6011001700150110001500154217 011001800150015011000155216 011001901100115011000153815 011002000150110001500155617平均4716表5 X60钢板的拉伸性能Table5 Tensile propertie s of X60gradepipeline steel plate s炉号σ015/MPaσb/MPaδ/% 0110017585~595685~71030~42 0110018585~595700~71529~37 0110019610~625725~71028~38 0110020610~615725~74032~42平均598~608709~72635~40313 低温冲击韧性低温冲击韧性试验按照国标G B/T22921994进行,测试结果如表6所示.可以看出,试生产的X60级别管线钢板在-20℃下的冲击韧性显著高于西部管线技术条件的规定,即使在-60℃下,所研制的管线钢也具有足够的冲击韧性,可以满足寒冷地区管线的技术要求.拉伸性能试验和低温冲击韧性试验的结果表明,酒钢研制的X60级别管线钢完全可以应用于西部管线建设,同时也表明所采用的冶炼工艺和轧制工艺是恰当的.表6 X60管线钢低温冲击韧性Table6 Impact value of X60grade pipeline steel at low temperature s炉号方向-20℃A k v/J 平均值/J-60℃ A k v/J 平均值/J0110017 0110018 0110019 0110020横215,246,23823310纵302,289,29129410横187,208,18519313纵284,267,26427117横186,182,198********,127,18614517纵240,258,25625113212,220,20021017横190,208,22420713138,174,14515213纵300,271,30029013191,238,19620813314 显微组织观察试生产的X60级别管线钢的典型显微组织如图2所示.显微组织为细小的铁素体加少量珠光体,无任何异常组织存在,这是钢具有良好力79第2期 王春怀等:酒泉钢铁公司X60管线钢的研制图2 X60级别管线钢的典型显微组织Fig12 Typical micro structure s of X60grade pipeline steels学性能的保证.显然,铁素体晶粒的细化是由于采用了低的轧制温度、大的压下量和轧后快速冷却的工艺路线的必然结果.4 结 论(1)所研制的X60级别管线钢的性能不仅完全达到国标G B T14164293、美国API25L标准以及西部管线技术条件规定的X60级别管线钢的要求,可以应用于西部管线建设,而且达到了X70级别管线钢的水平.(2)L F—VD炉精炼处理显著降低了钢中气体和夹杂物含量,低温大压下量轧制和轧后快速冷却显著细化了钢的组织,从而保证了钢具有高的强度和良好的塑性及低温韧性.参考文献:[1]王仪康.石油天然气工业中高压输送管线用钢问题[J].石油专用管,1994,(1):1-8.[2]黄志潜.发展长输管道用埋弧直缝焊管适应国内外油气工业发展的需要[J].焊管,1998,21(4):1-8.[3]陈宝林.我国建设直缝埋弧焊管机组的前景[J].钢管,2000,29(2):5-9.[4]黄志潜.国外输气管道技术的发展现状和几点建议[J].焊管,2000,23(3):15-20.[5]API SPEC5L管线钢管[S],1995.4.1,第41版,美国石油学会标准.[6]陈钰珊.管线钢合金成分冶金设计的探讨[J].钢铁钒钛,1991,12(1):62-71.[7]朱立新,蒋晓放,许春雷.宝钢纯净钢生产技术进展[J].钢铁,2000,35(11):15-18.89材料与冶金学报 第2卷。
高强韧性X60管线钢板ASP工艺优化及其强化机理的研究的开题报告一、选题的背景和意义管线钢板是油气管道建设、输送和维护的基础材料之一,其性能和质量直接影响着油气运输的安全和效率。
随着油气开发的深入和管道建设的快速发展,对管线钢板的要求也越来越高。
高强韧性X60管线钢板具有优异的力学性能、良好的焊接性能和低温韧性,在油气管道建设中发挥着重要作用。
然而,目前国内市场上生产的X60管线钢板还存在一些问题,如焊接接头组织不均匀、板材内应力较大等,限制了产品的性能发挥和使用寿命。
因此,需要对X60管线钢板的生产工艺和强化机理进行深入研究,以提高其力学性能和质量,促进行业的发展。
二、研究内容和方法本研究将以国内某钢铁企业生产的X60管线钢板为研究对象,通过ASP工艺(accelerated cooling, controlled rolling, low carbon equivalent)的优化,探究其强化机理及性能提升。
具体研究内容包括:1.设计合理的ASP工艺,制备高强韧性X60管线钢板样品。
2.通过金相、扫描电镜等表征手段,对ASP工艺对管线钢板微观组织的影响进行研究。
3.通过拉伸试验等力学性能测试,在比较原始钢板和经过ASP工艺处理后的钢板性能差异的基础上,分析ASP工艺对管线钢板力学性能的影响。
4.通过低温冲击试验、脆性断口分析等手段,探究ASP工艺对管线钢板低温韧性的影响及其强化机理。
三、预期结果和意义本研究预计通过ASP工艺的优化,能够改善X60管线钢板的组织结构、减小板材内应力,提高其强韧性和低温韧性,进一步提高产品的质量和性能。
具体预期结果包括:1.成功设计出合理的ASP工艺,制备出高强韧性X60管线钢板样品。
2.研究ASP工艺对管线钢板的微观组织和力学性能的影响。
3.探究ASP工艺对管线钢板低温韧性的强化机理和影响。
4.为国内X60管线钢板的生产和应用提供技术支持和理论参考,促进我国油气管道建设的发展。
屈强比影响因素在工程领域,屈强比是一个重要的性能指标,它反映了材料在受到外力作用时的强度和韧性。
屈强比(σs/σb)是指材料屈服强度与抗拉强度之比,其中σs表示屈服强度,σb表示抗拉强度。
屈强比越小,表明材料在受到外力作用时具有更好的韧性和安全性。
因此,研究影响屈强比的因素,对提高工程结构的安全性和可靠性具有重要意义。
一、屈强比的概念与意义屈强比是衡量材料韧性的一个重要指标,它不仅影响材料的加工性能,还关系到结构的安全和使用寿命。
在工程设计中,屈强比是一个必须考虑的因素。
根据国家标准,屈强比有一定的限制要求,以确保工程结构的安全可靠。
二、影响屈强比的因素1.材料性质:材料的屈强比与其成分、显微组织密切相关。
一般来说,碳含量越高,屈强比越小;合金元素的作用也是提高屈强比的关键。
此外,晶粒尺寸、相变等因素也会影响屈强比。
2.加载方式:加载方式对屈强比有显著影响。
例如,单调加载时,材料的屈强比较小;而循环加载时,由于疲劳损伤的累积,屈强比会增大。
3.试样尺寸:试样尺寸对屈强比也有很大影响。
当试样尺寸增大时,材料内部的缺陷更容易暴露,导致屈强比降低。
4.温度:温度对屈强比的影响不容忽视。
在高温条件下,材料的屈服强度和抗拉强度都会降低,从而导致屈强比的增大。
三、提高屈强比的策略1.材料选择:选用屈强比较低的材料,如高强度低合金钢、石墨烯等,以提高工程结构的安全性能。
2.优化设计:合理设计工程结构的形状和尺寸,降低应力集中效应,提高结构的抗疲劳性能。
3.热处理工艺:采用合适的热处理工艺,如调质处理、表面硬化处理等,以改善材料的显微组织,降低屈强比。
4.表面处理:通过表面处理技术,如喷涂、激光处理等,提高材料表面的硬度、粗糙度等性能,从而降低屈强比。
总之,研究影响屈强比的因素,对于提高工程结构的安全性、可靠性和使用寿命具有重要意义。
通过对材料、加载方式、试样尺寸和温度等因素的控制,可以有效降低屈强比,确保工程结构的安全运行。
热处理工艺对调质型管线钢屈强比的影响宋雷明【摘要】为满足石油管道建设对低屈强比管线钢的需求,按照性能要求对改钢种进行开发研究.采用"低碳微合金"的成分设计思路,通过实验室模拟现场的生产方法,研究调质工艺参数对钢的组织与性能的影响规律,根据实验数据进行工业化生产试验,并投入量化生产,对后续的使用性能进行跟踪评价.经过实验室检测及实际使用数据反馈表明,按照890℃淬火,630℃回火处理,X60Q的工艺性能能够满足各项力学性能及屈强比低于0.85的要求.【期刊名称】《天津冶金》【年(卷),期】2017(000)002【总页数】4页(P26-29)【关键词】热处理;管线钢;调质;屈强比【作者】宋雷明【作者单位】山东大学材料科学与工程学院,济南250101;济南钢铁集团有限公司,济南250101【正文语种】中文随着国内外石油天然气管道开发项目的逐步增加,对正火型、调质型管线产品的需求也越来越迫切,技术条件上趋向于高强度、高韧性、低屈强比和低硬度。
国内外众多管道建设项目,如沙特、阿尔及利亚、印度、俄罗斯等国家的管道建设项目纷纷提出了调质型管线钢的生产需求,因此,研究开发一种调质型低屈强比、高强度、高韧性的管线产品对适应目前的国内外市场需求具有重要意义。
试验材料选用某厂生产的17.5 mm的X60Q作为基板,其化学成分见表1。
考虑到钢的低温韧性、断裂抗力、成型性以及焊接性,采用低碳设计。
Mn采用1.25%~1.5%的成分设计用以补偿低碳导致的低屈服强度,同时能够提高钢的韧性,降低韧脆转变温度。
Mo的加入能够使组织在较宽的冷却速度区间形成贝氏体。
微合金元素Nb、V、Ti等原子容易在位错或变形带处偏聚,并且溶质原子沿位错管道方向的扩散速率比其它方向快,因而析出物会优先在这些部位形核长大,它的作用之一是阻止奥氏体晶粒的长大。
在控轧再热过程中,未溶微合金碳、氮化物将通过质点钉扎晶界的机制而明显阻止奥氏体晶粒的粗化过程[1]。
屈强比影响因素
(原创版)
目录
1.引言:介绍屈强比的概念及其重要性
2.屈强比的定义及其计算方法
3.影响屈强比的因素
4.结论:总结影响屈强比的因素及其在实际应用中的意义
正文
一、引言
屈强比,又称屈服强度与抗拉强度之比,是衡量材料在拉伸过程中的塑性变形和破坏性能的重要参数。
在工程应用中,屈强比对于保证结构的稳定性和安全性具有重要意义。
本文将探讨影响屈强比的因素,并分析其在实际应用中的意义。
二、屈强比的定义及其计算方法
屈强比是指材料的屈服强度与抗拉强度之比,用符号σs/σb 表示。
其中,σs 表示材料的屈服强度,σb 表示材料的抗拉强度。
屈强比可以反映材料在拉伸过程中的塑性变形能力,对于不同类型的材料,其屈强比要求各不相同。
三、影响屈强比的因素
1.材料成分:材料中的化学成分及其含量对屈强比有重要影响。
例如,在钢铁材料中,碳、硅、锰等元素的含量对屈强比有显著影响。
2.工艺条件:材料制备过程中的热处理、冷加工等工艺条件也会影响屈强比。
例如,热处理温度、保温时间等参数对钢铁材料的屈强比有显著影响。
3.组织结构:材料的组织结构对其屈强比也有重要影响。
例如,在钢铁材料中,晶粒尺寸、相组成等组织因素会影响屈强比。
4.应力状态:材料在不同的应力状态下,其屈强比也会有所不同。
例如,在高温高压应力状态下,材料的屈强比可能会发生变化。
四、结论
综上所述,影响屈强比的因素包括材料成分、工艺条件、组织结构和应力状态等。
在实际应用中,合理控制这些因素,可以有效调节材料的屈强比,从而提高结构的稳定性和安全性。

屈强比影响因素摘要:一、引言二、屈强比的概念1.定义2.重要性三、影响屈强比的因素1.材料性质2.应力状态3.应变状态四、提高屈强比的措施1.材料选择2.设计优化3.加工工艺五、结论正文:一、引言在工程领域,屈强比是一个至关重要的参数,它直接影响到结构的稳定性和安全性。
本文将详细探讨屈强比的影响因素,以期为相关领域的研究和应用提供参考。
二、屈强比的概念1.定义屈强比(σ_eq/σ_0)是指材料在受力过程中,达到屈服强度时应力与初始应力的比值。
其中,σ_eq为等效应力,σ_0为初始应力。
2.重要性屈强比的大小反映了材料在受力过程中的安全性能。
一般情况下,屈强比越小,材料的安全性能越好。
因此,研究屈强比的影响因素对于提高材料的安全性能具有重要意义。
三、影响屈强比的因素1.材料性质材料的屈强比受到其力学性能、微观结构等因素的影响。
例如,材料的硬度、韧性、塑性等性能指标对屈强比有显著影响。
此外,材料的热处理状态也会影响屈强比。
2.应力状态应力状态对屈强比的影响不容忽视。
在复杂应力状态下,材料的屈强比可能会发生明显变化。
例如,在双向应力状态下,材料的屈强比通常会增大。
3.应变状态材料的应变状态也会影响屈强比。
当材料发生塑性变形时,屈强比会随着应变程度的增加而减小。
此外,材料的应变速率也会对屈强比产生影响。
四、提高屈强比的措施1.材料选择在设计过程中,选择具有良好屈强比的材料是提高结构安全性能的关键。
可以选用高强度、低屈强比的材料,以提高结构的承载能力。
2.设计优化通过优化设计方案,可以有效降低结构的应力集中现象,从而提高屈强比。
例如,采用合理的截面形状、增加过渡圆角等方法可以降低应力集中系数。
3.加工工艺加工工艺对屈强比也有很大影响。
合理的加工工艺可以降低材料的残余应力,从而提高屈强比。
例如,采用热处理、喷丸处理等方法可以降低残余应力。
五、结论本文对屈强比的影响因素进行了详细分析,包括材料性质、应力状态、应变状态等。
屈强比影响因素(原创实用版)目录1.引言:介绍屈强比的概念和重要性2.影响屈强比的因素:内在因素和外在因素3.内在因素:材料本身的性质、内部组织结构4.外在因素:加工方式、热处理状态、环境因素5.结论:总结屈强比的影响因素及其在实际应用中的意义正文一、引言屈强比,是指材料的屈服强度与抗拉强度之比,是一个反映材料在受到外力作用下,从塑性变形到断裂过程中性能变化的重要参数。
在工程应用中,屈强比对于保证结构的稳定性和安全性具有至关重要的作用。
因此,了解屈强比的影响因素,对于优化材料性能和提高工程质量具有重要的实际意义。
二、影响屈强比的因素影响屈强比的因素可以分为内在因素和外在因素两个方面。
1.内在因素:(1)材料本身的性质:不同的材料在屈强比上存在较大差异,例如,钢铁的屈强比通常在 0.8 左右,而铝合金的屈强比则在 0.6 左右。
(2)内部组织结构:材料的内部组织结构对其屈强比具有显著影响。
例如,经过调质处理的钢铁,其内部组织结构更加细小,可以提高屈强比。
2.外在因素:(1)加工方式:不同的加工方式会对材料的屈强比产生不同的影响。
例如,热轧和冷轧钢铁的屈强比存在明显差异,冷轧钢铁的屈强比通常更高。
(2)热处理状态:材料的热处理状态对屈强比也有很大影响。
例如,经过淬火处理的钢铁,其屈强比会显著提高。
(3)环境因素:材料所处的环境条件,如温度、湿度、腐蚀等,也会影响其屈强比。
例如,高温环境下,材料的屈强比可能会降低。
三、结论综上所述,屈强比的影响因素众多,既有材料本身的性质和内部组织结构等内在因素,也有加工方式、热处理状态和环境条件等外在因素。
技术讨论高强度管线钢屈强比参数的一些探讨 3李晓红辛希贤樊玉光(西安石油大学机械工程学院摘要对 X80、 X65、 X60及 X46几种管线钢进行了静载圆棒拉伸试验及理论分析 , 研究了屈强比提高 , 管线钢真实应力、静力韧度和均匀变形容量等的变化特性。
分析和比较了 X80等 4种材料屈强比σs/σb 和真实应力屈强比 S s /Sb 。
X80钢屈强比虽比 X60、 X65高 , 但其静力韧度及均匀变形容量相当 , 表明高强度管线钢屈强比σs/σb 的升高并不意味着其塑性下降。
同时还指出 , X80、 X65、 X60这 3种管线钢的均匀变形容量占静力韧度的百分率也相近 , 3种管线钢的塑性变形更多发生在塑性失稳开始之后。
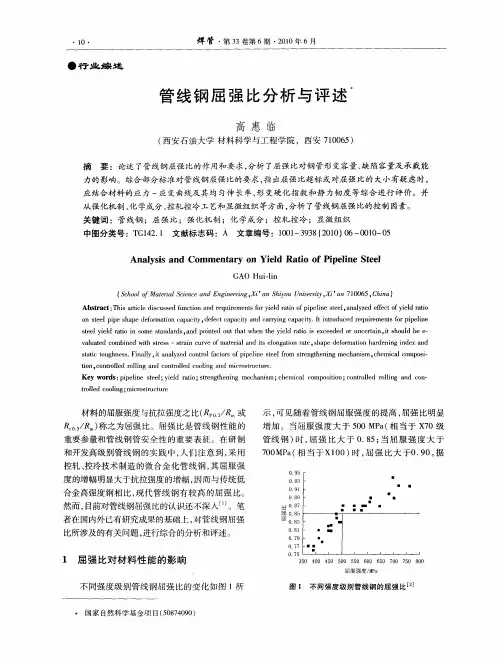
关键词高强度管线钢屈强比静力韧度引随着钢级提高, σs和抗拉强度σb 均有不同程度提高 , 而σs增长较快 ,屈强比σs/σb 值呈明显升高趋势。
目前 , 国内外各管道规范对这一指标的要求是 :低于X65级板卷σs/σb ≤ 0185, 部分 X65、 X70级及更高级板卷 ,由于σs 增幅较大, σs/σb 放宽到 0190甚至0193[1]。
EPRG (Eur opean Pi peline Research Gr oup 的研究认为 [2]:在钢管承受内压变形至破裂前 , 环向变形存在一个极限值 , 该值随钢管屈强比的增大而减小 ; 还发现 , 临界裂纹长度与屈强比也有关系 , 屈强比越高 , 临界裂纹长度越小。
Gaessler 等人认为保证管线安全的屈强比可以达到 0193。
朱维斗 [3]等人研究了均匀变性容量与变形硬化指数及屈强比之间的理论关系 , 认为屈强比对材料均匀变性容量的影响并非像习惯上认为的那样严重。
可以看出 , 管线钢高屈强比问题仍是学术界和工程界研究的重点和难点问题之一 [1]。
笔者拟在此对 X80管线钢等 4种具有不同屈强比材料 , 通过静载圆棒拉伸试验及理论分析 , 研究屈强比提高 , 管线钢真实应力、静力韧度和均匀变形容量等的变化特性。
屈强比升高对管线钢使用安全性的影响
姚婷珍;许天旱;王党会
【期刊名称】《机械工程材料》
【年(卷),期】2012(036)008
【摘要】为了研究屈强比升高对管线钢使用安全性的影响,测试了5种常用钢材的工程应力及真应力一真应变曲线,计算了名义屈强比、真实屈强比和静力韧度。
结果表明:随着钢强度级别的升高,名义屈强比会不断升高,材料的塑性指标有下降的趋势;真实屈强比在表征材料塑性变形余量方面比名义屈强比更客观,名义屈强比放大了屈强比升高的安全隐患;X80管线钢的屈强比虽然较高,但其抵抗变形的能力并未降低;对高强度管线钢规定过低的屈强比,会造成不必要的浪费。
【总页数】4页(P62-64,68)
【作者】姚婷珍;许天旱;王党会
【作者单位】西安石油大学材料科学与工程学院,西安710065;西安石油大学材料科学与工程学院,西安710065;西安石油大学材料科学与工程学院,西安710065【正文语种】中文
【中图分类】TG115.5
【相关文献】
1.拉伸试样宽度对X65管线钢屈强比测试结果的影响 [J], 李军伟
2.X80管线钢真实应力屈强比的测定及对管线安全性的影响 [J], 李晓红;樊玉光;辛希贤
3.热处理工艺对调质型管线钢屈强比的影响 [J], 宋雷明
4.超快冷对X80管线钢屈强比的影响 [J], 周晓光;卢敏;刘振宇;王国栋
5.冷却工艺对铌钛微合金化管线钢屈强比及韧性的影响 [J], 刘怡私
因版权原因,仅展示原文概要,查看原文内容请购买。