各规格注塑机技术参数
- 格式:docx
- 大小:36.89 KB
- 文档页数:2


各规格注塑机技术参数注塑机是一种常用于制造塑料制品的设备,具有不同的规格和技术参数。
下面将介绍一些常见注塑机的技术参数。
首先是注塑机的射出量和射出压力。
射出量是指每秒钟射出的塑料量,单位通常是克/秒或克/小时。
射出压力是指在注塑过程中应用于塑料的压力,单位通常是千牛顿。
注塑机的闭模力也是一个重要的技术参数。
闭模力是指机器在封闭模具时所施加的力,通常以吨为单位。
闭模力的大小决定了机器的稳定性和生产效率。
另一个重要参数是模具开口间距。
模具开口间距是指模具在关闭时的最大间距,也就是模具最大尺寸。
这个参数决定了可以使用的模具大小和制造的产品尺寸。
注塑机的射胶机构也有一些关键的技术参数。
其中一个是螺杆直径。
螺杆直径是指注塑机中用于推送和混合塑料颗粒的螺杆的直径。
螺杆直径的大小会影响到注塑机的射胶能力和生产效率。
螺杆的长径比也是一个重要参数。
长径比是指螺母的长度与直径之比。
长径比的选取与塑料的类型和工艺有关,不同的塑料需要不同的长径比来保证良好的注塑效果。
注塑机的加热功率也是一个关键技术参数。
加热功率是指用于加热注塑机螺筒和模具的功率需求。
加热功率的大小决定着注塑机可以处理哪种类型的塑料以及生产的效率。
此外,还有一些其他的技术参数需要考虑。
例如,注塑机的最大开模距离、最大注塑压力、最大模具尺寸、射出速度等等。
这些参数会根据不同的注塑机型号和制造商而有所差异。
总结起来,注塑机的技术参数包括射出量、射出压力、闭模力、模具开口间距、螺杆直径、螺杆长径比、加热功率等。
这些参数的大小决定了注塑机的生产能力、稳定性和适用范围,根据具体的生产需求选择合适的注塑机是非常重要的。
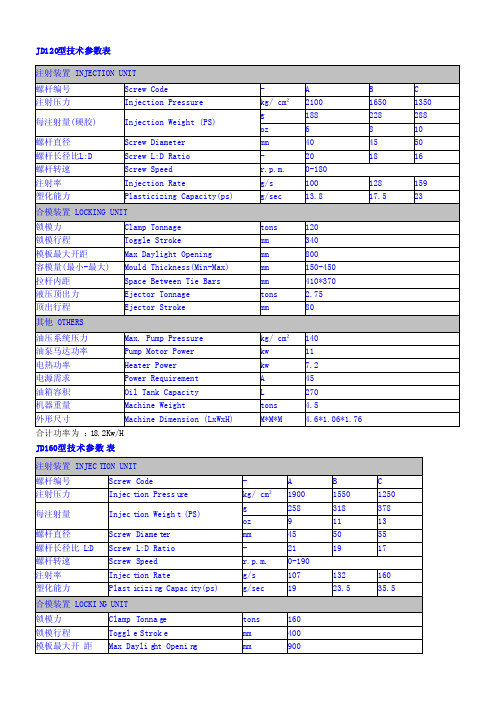
JD120型技术参数表
合计功率为:18.2Kw/H JD160型技术参数表
JD90型技术参数表
HDX 78 T技术参数S P ECIF ICATI ON
海天牌注塑机技术参数:
海天HTF86/TJ注塑机总功率为:13.7 Kw/H(86吨)
海天HTF160J/TJ注塑机总功率为:24.75 Kw/H(160吨)
海天HTF200J/TJ注塑机总功率为:32.75 Kw/H(200吨)
注塑机生产电耗:油压机,机器前二个小时内为全负荷运作,二个小时后耗电量为额定功率的65%左右,电动机则为50%左右。
如果采用伺服电机会更省电,一般注塑机都是步进电机。
通过以上机器参数可以得出,80吨新注塑机一天的253度电(以最大功率机器计算),120吨新注塑机一天的约338度电(以最大功率机器计算),160吨新注塑机一天的约424度电(以最大功率机器计算)。
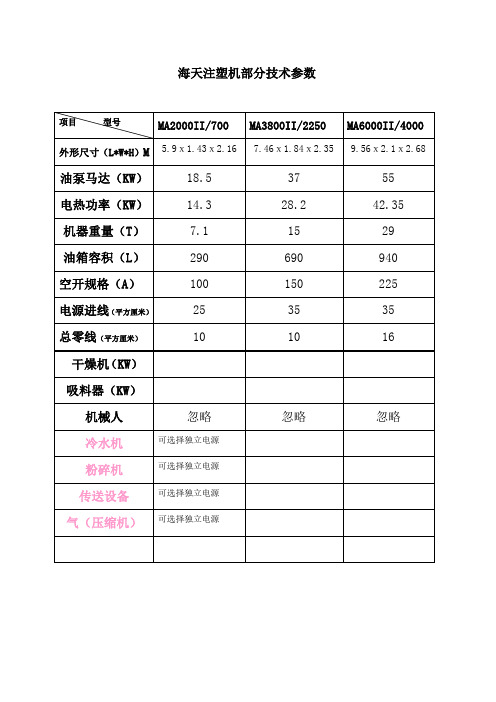
海天注塑机部分技术参数项目型号MA2000II/700 MA3800II/2250 MA6000II/4000 外形尺寸(L*W*H)M 5.9x1.43x2.16 7.46x1.84x2.359.56x2.1x2.68油泵马达(KW)18.5 37 55电热功率(KW)14.3 28.2 42.35机器重量(T)7.1 15 29油箱容积(L)290 690 940空开规格(A)100 150 225电源进线(平方厘米)25 35 35总零线(平方厘米)10 10 16 干燥机(KW)吸料器(KW)机械人忽略忽略忽略冷水机可选择独立电源粉碎机可选择独立电源传送设备可选择独立电源气(压缩机)可选择独立电源项目型号MA9000II/6800 MA10000II/8400 MA12000II/8400 外形尺寸(L*W*H)M11.2x2.42x2.75 12x2.49x2.7512.2x2.7x2.9油泵马达(KW)22+55 37+55 55+37电热功率(KW)63.75 71.55 71.55机器重量(T)45 51 60油箱容积(L)1280 1480 1480空开规格(A)250 300 300电源进线(平方厘米)50 95 95总零线(平方厘米)16 16 16 干燥机(KW)吸料器(KW)机械人忽略忽略忽略冷水机可选择独立电源粉碎机可选择独立电源传送设备可选择独立电源气(压缩机)可选择独立电源项目型号MA16000II/14600 MA21000II/19300 MA24000II/37000 外形尺寸(L*W*H)M14.5x3.3x5.1 15.9x3.6x5.318.5x3.8x5.5油泵马达(KW)110+37 110+55 110+55电热功率(KW)101.35 117.75 194机器重量(T)107 55 165油箱容积(L)1940 2240 2240空开规格(A)电源进线(平方厘米)总零线(平方厘米)干燥机(KW)吸料器(KW)机械人忽略忽略忽略冷水机可选择独立电源粉碎机可选择独立电源传送设备可选择独立电源气(压缩机)可选择独立电源项目型号MA28000II/50000 外形尺寸(L*W*H)M19.5x3.9x5.5 油泵马达(KW)110+55+55电热功率(KW)194机器重量(T)197油箱容积(L)3330空开规格(A)电源进线(平方厘米)总零线(平方厘米)干燥机(KW)吸料器(KW)机械人忽略冷水机可选择独立电源粉碎机可选择独立电源传送设备可选择独立电源气(压缩机)可选择独立电源。
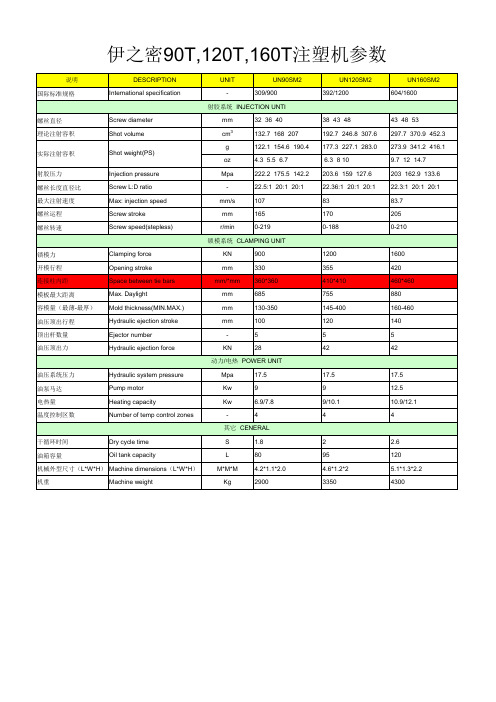
各注塑机型技术参数对照注塑机是一种将熔融塑料压入模具中以制造制品的设备。
不同的注塑机型号有不同的技术参数,下面是各注塑机型技术参数的对照。
1.注射容积和射出压力:注射容积是指注塑机每次射料的最大容积,一般以克为单位。
不同型号的注塑机注射容积不同,通常在50克至5000克之间。
射出压力是指注塑机将熔融塑料推进模具的压力,一般以千牛为单位。
不同型号的注塑机射出压力不同,一般在50千牛至5000千牛之间。
2.螺杆直径和螺杆长径比:螺杆直径是指注塑机螺杆的最大直径,一般以毫米为单位。
不同型号的注塑机螺杆直径不同,通常在20毫米至200毫米之间。
螺杆长径比是指螺杆长度与螺杆直径的比值,一般没有单位。
不同型号的注塑机螺杆长径比不同,一般在15:1至25:1之间。
3.锁模力和开模行程:锁模力是指注塑机在射料时锁紧模具所需的最大力量,一般以吨为单位。
不同型号的注塑机锁模力不同,通常在30吨至5000吨之间。
开模行程是指模板在射料后打开模具所需的最大行程,一般以毫米为单位。
不同型号的注塑机开模行程不同,一般在100毫米至2000毫米之间。
4.螺杆转速和冷却时间:螺杆转速是指注塑机螺杆的最大转速,一般以转/分钟为单位。
不同型号的注塑机螺杆转速不同,通常在50转/分钟至2000转/分钟之间。
冷却时间是指模具在射料后冷却的最短时间,一般以秒为单位。
不同型号的注塑机冷却时间不同,一般在10秒至120秒之间。
5.注塑速度和射出时间:注塑速度是指注塑机将熔融塑料射入模具的速度,一般以毫米/秒为单位。
不同型号的注塑机注塑速度不同,通常在100毫米/秒至1000毫米/秒之间。
射出时间是指注射器将熔融塑料射入模具所需的最短时间,一般以秒为单位。
不同型号的注塑机射出时间不同,一般在0.5秒至5秒之间。
6.加热功率和机器重量:加热功率是指注塑机加热器的总功率,一般以千瓦为单位。
不同型号的注塑机加热功率不同,通常在5千瓦至100千瓦之间。
注塑机参数与注塑工艺参数注塑成形技术系统培训教材SANSEI精密注塑成形蔡军注塑机装置的技术参数1.螺杆直径mm2.螺杆长径比L/D3.螺杆压缩比4.螺杆行程cm5.理论注射容积cm36.最大注射重量(以PS计算)g7.螺杆最大转速r/min8.最大塑化能力kg/h9.注射压力MPa10.注射速率g/s11.注射时间s12.注射座推力与喷嘴推力kN13.喷嘴行程cm14.喷嘴伸出量(即伸出模具安装平面的长度)cm 进一步的技术参数:15.注射速度mm/s16.螺杆最大扭矩N/m17.螺杆驱动功率kW18.喷嘴球半径mm19.螺杆驱动方式(如油压马达、电动马达等)20.回复率。
合模装置的技术参数1.合模力kN2.开模力kN3.开模行程cm4.拉杆有效间距mm5.最大、最小模厚mm6.模板间的最大间距mm7.顶出力kN8.顶出行程mm9.模板定位孔直径mm10.移模速度m/s11.模板尺寸(H*V)mm12.模具安装尺寸可进一步提供的参数:13.拉杆直径mm14.调模驱动功率kN15.调模方式:如手动、电动、液压、马达等。
16.合模方式:如机械式、液压式、机械-液压式等。
17.顶出方式:机械、液压、气动等。
18.顶针数量19.顶出次数20.顶针速度其它整机性能参数1.油泵马达功率kN2.电热量kW3.油箱容量L4.料斗容量kg5.外形尺寸(长*宽*高)m6.机器重量kg7.空循环时间s8.单耗Kw/kg9.最大油泵压力MPa10.总用电量kW与成形工艺有关的参数1.最大的注射量(通常要求制品与浇注系统所需塑料量为注射重量75%-80%)2.合模力(足够的合模力才能保证成形模具的锁紧,精密制品需要的合模力为模具所需合模力的1.5倍)与模具有关的参数1.嘴头部球面半径2.模板上的定位孔3.拉杆间的有效间距4.模具的厚度5.模板上模具安装螺孔(或T形槽)的尺寸与取出制品有关的参数1.合模距离必须小于注塑机的最大开模距离,确认最大开模距离2.顶出装置与顶出行程距离的确认和顶杆位置与顶杆数量的确认与机器安装有关的参数1.总用电量的确认2.贮油箱容量的确认3.注塑机外形尺寸的确认4.整机重量的确认5.冷却介质的确认螺杆结构形式的选用渐变形螺杆是一种有较长压缩段的螺杆,塑化时能量转换较为缓和,主要用于非结晶型材料,如:PVC、PS、HIPS等。
注塑机相关技术参数注塑机技术参数 7注塑机维修及保养常识注塑机安装及使用时注意事项:①仔细阅读说明书,熟悉机器结构,了解操纵面板、仪表面板上各电器开关、仪表及电器元件的作用。
②按电器部分说明的要求接上总电源,用户使用的电压必须与本机电源设备的额定电压相符合,并按电气安全规程要求,将机器的外壳妥然接地。
③开动机器前,检查一下各控制按钮、主令开关、电器元件、触点等接线是否松动,并将各开关置于'断开'位置。
④将工作方式选择开关QC置于手动或调整位{TodayHot}置时,才能启动电机。
启动电机时,应观察它的旋转方向是否正确,如不正确,应调整电源的程序,电脑在手动时起动电机。
⑤机器不运行时,就将总电源断开,操纵板各按纽和主令一必须处于'断'的位置。
⑥在正常使用过程中应定期对电器元件予以保养、检查各电器元件接点有无松动、行程开关是否可靠、配电箱内应保持清洁干燥,从而使电器元件能正常工作,延长使用寿命。
2、机器的维护和保养:①机械部分a、保持机器各部位的清洁和环境整齐是生产优质产品的前提。
b、每天对润滑部件加油1-2次,注意润滑管道畅通。
c、经常检查各部件的螺钉、螺母有否松动,予以拧紧。
d、料斗必须加盖,防止杂物落入,加入的回用塑料原料要特别注意铁屑、螺钉等不得混入,以免损坏机器的螺杆料筒。
②液压部分a、经常注意冷却水的畅通,观察油温不得超过55℃。
{HotTag}b、每三个月清洗油液过滤网一次,每年更换液压油一次,并清洗油箱,冷却水不得渗入油箱。
c、经常检查各管道的卡套螺母有无松动,予以拧紧,检查高压软管有无'肿瘤'等弊病并及时更换。
d、根据机器工作情况,每半年到一年更换一次油缸及活塞杆的密封元件。
③电器部分a、经常保持电气、控制箱的清洁和干燥,油、水不得流入电器箱、控制箱内。
b、经常检查电器箱内接头各接点有无松动,并予以拧紧。
c、电器元件损坏,必须根据原有型号更换,不得任意替代。
各规格注塑机技术参数
注塑机是一种用于制造塑料制品的机械设备,主要通过将熔融塑料注
入模具中,然后冷却硬化成型,最后取出成品。
不同型号和规格的注塑机
具有不同的技术参数,下面将介绍一些常见的注塑机技术参数。
第一个重要的参数是注射容量(注射量),它表示每次注射到模具中
的塑料量,单位通常是克(g)或立方厘米(cm³)。
注射容量是根据注射
缸和螺杆的直径和行程来计算的,决定了每个周期注塑的质量。
然后是射出压力,它表示材料被注入模具时所需的压力。
通常用千帕(KPa)或兆帕(MPa)来表示。
射出压力取决于注射容量和注射速度,因
此注射容量和射出压力之间有一定的关联。
接下来是射出速度,它表示注射材料进入模具的速度。
射出速度是由
液压系统控制的,通常用毫米/秒(mm/s)来表示。
射出速度是根据注射
时间和注塑机的射出行程来计算的。
注塑机的闭模力也是一个重要的技术参数。
闭模力表示模具在注射材
料时需要施加的力量,单位通常是吨(T)。
闭模力的大小取决于模具大
小和复杂性,以及注射材料的特性。
另一个重要的参数是射出时间,它表示注射材料进入模具所需的时间。
射出时间是根据射出速度和注射容量来计算的,通常用秒(s)来表示。
接下来是保压时间,它表示注塑材料在模具中保持压力的时间。
保压
时间取决于材料的特性和模具的要求,通常用秒(s)来表示。
注塑机的开模力也是一个重要的技术参数。
开模力表示打开模具时所
需的力量,单位通常是吨(T)。
开模力的大小取决于模具大小和复杂性。
最后一个重要的参数是机器尺寸,包括注塑机的长度、宽度、高度和重量。
机器尺寸是根据每个型号的注塑机的设计和要求来确定的。
总之,注塑机的技术参数包括注射容量、射出压力、射出速度、闭模力、射出时间、保压时间、开模力和机器尺寸等。
不同的注塑机具有不同的技术参数,根据实际生产需求选择适合的注塑机是非常重要的。