机械加工工艺基础 第一章 切削加工工艺理论基础
- 格式:ppt
- 大小:2.25 MB
- 文档页数:49
机械加工工艺基础之切削加工简介切削加工是制造业中常见的一种金属加工方法,通过使用切削工具将工件上的材料去除,使其形状和尺寸得到精确控制。
切削加工具有广泛的应用领域,包括航空航天、汽车制造、机械制造等。
本文将介绍切削加工的基本概念、常用切削工具以及切削加工的一些相关工艺。
切削加工的基本概念切削加工主要依靠切削工具对工件进行切削,切削工具与工件相对运动,通过切削削刃与工件接触,切削下来工件上的材料,从而改变工件的形状和尺寸。
切削加工的基本概念包括切削速度、进给速度和切削深度。
•切削速度(Cutting speed):切削速度是指切削工具相对于工件表面移动的速度,通常以每分钟切削轴转数(RPM)表示。
切削速度的选择取决于材料和切削工具的性质。
•进给速度(Feed rate):进给速度是指每刀具转一圈时工件上与切削工具的相对运动速度,通常以每分钟进给量表示。
进给速度的选择取决于切削类型和切削工具的性质。
•切削深度(Depth of cut):切削深度是指工件上切削削刃切入工件的距离,也称切削量。
切削深度的选择会影响加工表面的质量和切削力的大小。
常用切削工具切削工具是切削加工的核心部分,常用的切削工具有刀具、钻头和铣刀等。
刀具刀具是切削加工中最常用的工具,常见的刀具包括车刀、铣刀、钻头等。
刀具通常由高速钢(HSS)或硬质合金制成。
刀具的设计和选择会影响切削过程的效率和加工质量。
钻头钻头是用于钻孔的切削工具,通常由硬质合金制成。
钻头的种类繁多,包括中心钻、旋刃钻、麻花钻等。
钻头的直径和结构会影响钻孔的大小和质量。
铣刀铣刀是通过刀具的旋转来对工件进行切削的工具。
铣刀可以分为面铣刀、立铣刀和滚刀等多种类型,根据不同的加工需求选择合适的铣刀。
切削加工的工艺切削加工的工艺包括切削类型、切削参数和切削润滑剂的选择。
切削类型常见的切削类型包括纵向切削、横向切削和竖向切削。
•纵向切削:也称为平面切削,刀具与工件表面垂直运动,沿工件表面切削材料。
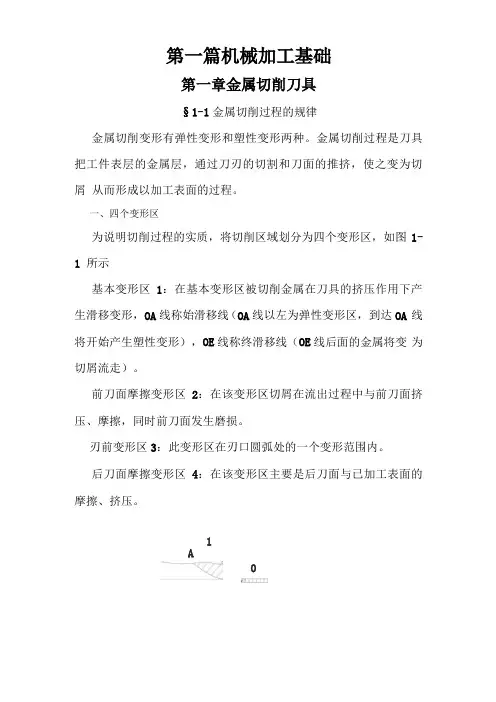
第一篇机械加工基础第一章金属切削刀具§1-1金属切削过程的规律金属切削变形有弹性变形和塑性变形两种。
金属切削过程是刀具把工件表层的金属层,通过刀刃的切割和刀面的推挤,使之变为切屑从而形成以加工表面的过程。
一、四个变形区为说明切削过程的实质,将切削区域划分为四个变形区,如图1-1 所示基本变形区1:在基本变形区被切削金属在刀具的挤压作用下产生滑移变形,OA线称始滑移线(OA线以左为弹性变形区,到达OA 线将开始产生塑性变形),OE线称终滑移线(OE线后面的金属将变为切屑流走)。
前刀面摩擦变形区2:在该变形区切屑在流出过程中与前刀面挤压、摩擦,同时前刀面发生磨损。
刃前变形区3:此变形区在刃口圆弧处的一个变形范围内。
后刀面摩擦变形区4:在该变形区主要是后刀面与已加工表面的摩擦、挤压。
1A二、切屑的收缩现象被切金属经塑性变形后形成的切屑,其长度(L屑)比切削层长度(L)短,其厚度(a屑)比切屑厚度(a)厚,此现象称为切屑的收缩现象,如图1-2所示。
变形系数K:图1-2变形系数K越大,则表示切削过程中的变形也越大,因此可以用来近似地衡量金属在切削过程中的变形程度。
三、影响切屑变形的因素1.工件材料塑性大、强度低的金属材料,其变形系数大,切屑变形也大;脆性材料只形成崩碎屑,变形系数无实际意义。
2.切削用量在切削塑性材料时,加大切削速度,由于切屑来不及充分变形,,就被挤裂下来,使变形系数减小,故切削力和切屑变形减小;加大进给量,则使切削厚度增加,单位切削面积的切削力减小,切屑平均变形量随之减小。
3.冷却润滑条件润滑条件的改善可减小切屑与刀具表面之间的摩擦系数,从而减小变形系数和切屑变形。
4.刀具的几何角度刀具的几何角度对切屑的变形有影响,尤其是刀具的前角和前刀面的光滑程度,直接影响切屑变形。
四、积屑瘤和加工表面的冷硬现象1.积屑瘤切削塑性材料时,切屑由刃口沿前刀面流出,这是切屑底层的滞流层(如图1-3a所示),由于受前刀面摩擦力的作用减低了流动速度。
第⼀章切削加⼯基础知识第⼀章切削加⼯基础知识⼀、本章的教学⽬的与要求本章主要介绍了机械加⼯基础知识。
重点应掌握切削运动及切削⽤量概念;切削⼑具及其材料基本知识;切削过程的物理现象及控制;砂轮及磨削过程基本知识;材料切削加⼯性概念;机械加⼯⼯艺过程基本概念;机械加⼯质量的概念等。
掌握本章内容为后续内容的学习打基础,为初步具备分析、解决⼯艺问题的能⼒打基础,为学⽣了解现代机械制造技术和模式及其发展打基础。
学⽣学习本章要注意理论联系⽣产实践,才能更好体会,加深理解。
可通过课堂讨论、作业练习、实验、校内外参观等及采⽤多媒体、⽹络等现代教学⼿段学习,以取得良好的教学效果。
为学好本章内容,可参阅邓⽂英主编《⾦属⼯艺学》第4版、傅⽔根主编《机械制造⼯艺基础》(⾦属⼯艺学冷加⼯部分)、李爱菊等主编《现代⼯程材料成形与制造⼯艺基础》下册及相关机械制造⽅⾯的教材和期刊。
⼆、授课主要内容1切削运动和切削要素主要学习零件表⾯的形成、切削运动、切削⽤量、切削层参数2切削⼑具和切削过程主要学习切削⼑具材料、车⼑、刨⼑、镗⼑、⿇花钻、铣⼑的结构及⼑具⼏何⾓度,切削的形成及形态、积屑瘤、切削⼒、切削热和切削温度、⼑具磨损和⼑具耐⽤度3磨具和磨料切削主要学习磨具和磨削原理4材料的切削加⼯性主要学习衡量材料切削加⼯性能的指标、常⽤材料的切削加⼯性、改善材料切削加⼯性的⽅法5机械加⼯⼯艺过程基本概念主要学习⼯艺过程的基本概念、⼯件的安装和夹具、基准及其选择原则、⼯件在夹具中的定位6机械加⼯质量的概念主要学习机械加⼯精度、机械加⼯表⾯质量三、重点、难点及对学⽣的要求(掌握、熟悉、了解、⾃学)让学⽣重点掌握切削运动及切削⽤量概念、切削⼑具及其材料基本知识、切削过程、砂轮及磨削过程、材料切削加⼯性、机械加⼯⼯艺过程基本概念;机械加⼯质量等概念。
四、要外语词汇主运动:primary motion进给运动:feed movement车⼑:turning tools⼑具材料:cutting tools materials切削过程:cutting process磨具:abrasive grinding tools表⾯质量:machining quality of machined surfaces五、辅助教学情况(多媒体课件、板书、绘图、标本、⽰数等)主讲(板书)+课堂讨论+作题练习+实验+多媒体课件+实物六、复习思考题1.试说明下列加⼯⽅法的主运动和进给运动:a.车端⾯;b.在钻床上钻孔;c.在铣床上铣平⾯;d.在⽜头刨床上刨平⾯;e.在平⾯磨床上磨平⾯。
第一章机械加工基础一、名词解释:1.工艺过程:生产过程中为改变生产对象的形状、尺寸、相对位置和性质等,使其成为成品或半成品的过程。
(P3)2.机械加工工艺过程:采用机械加工方法来改变生产对象的形状、尺寸、相对位置和性质等,使其成为成品或半成品的过程。
(P3)3.工序:是一个或一组工人,在一个工作地点对同一个或同时对几个工件进行加工,所连续完成的那一部分工艺过程。
(P4)4.安装:工件经一次装夹后所完成的那一部分工序称为安装。
(P4)5.工位:为了完成一定的工序部分,一次装夹工件后,工件与夹具或设备的可动部分一起,相对于刀具或设备的固定部分所占据的每一个位置称为工位。
(P4)6.工步:在加工表面和加工工具不变的情况下,所连续完成的那一部分工序。
(P5)7.复合工步:用几件刀具或者用复合刀具同时加工同一工件上的几个表面,称为复合工步。
(P5)8.进给:在加工过程中,有些工步需要对同一表面进行多次切削,从被加工表面上每切下一层金属即称为一次进给。
(P5)9.生产纲领:企业在计划期内应生产的产品产量和进度计划称为生产纲领。
(P6)10.工艺规程:规定产品或零部件制造工艺过程和操作方法等的工艺文件。
(P8)11.零件的结构工艺性:是指所设计的零件在满足使用要求的前提下制造的可行性和经济性。
(P11)12.基准:用来确定生产对象上几何要素间的几何关系所依据的那些点、线、面。
(P14)13.设计基准:在设计图样上所采用的基准。
(P14)14.工艺基准:在工艺过程中所采用的基准称为工艺基准。
按照用途的不同可分为定位基准、测量基准、装配基准和工序基准。
15.工序基准:在工序图上用来确定本工序被加工表面加工后的尺寸、形状、位置的基准称为工序基准。
(P15)16.定位基准:在加工时,为了保证工件被加工表面相对于机床和刀具之间的正确位置所使用的基准称为定位基准。
(P15)17.测量基准:测量时所采用的基准。
(P15)18.装配基准:装配时用来确定零件或部件在产品中的相对位置所采用的基准称为装配基准。

机械加工工艺基础知识点机械加工工艺是指利用机床及其附件对工件进行切削、成型及其运动控制的过程。
在机械制造中,机械加工工艺是最常用、最基本的制造方法之一,它广泛应用于各行各业,包括汽车、航空航天、电子、机械制造等领域。
以下是机械加工工艺的基础知识点:1.切削原理:机械加工的基本原理是利用刀具对工件进行切削,通过切削削除工件上多余材料,从而得到所需的形状和尺寸。
2.切削力:切削力是指在切削过程中刀具对工件所产生的力。
切削力的大小受到多种因素的影响,包括工件材料的硬度、切削速度、进给量等。
3.切削液:切削液是指在机械加工过程中用于冷却和润滑的液体。
切削液可以起到降低切削温度、减少切削力、清洗切屑等作用,提高切削质量和工具寿命。
4.主要切削工艺:主要的机械加工工艺包括车削、铣削、钻削、磨削、铣削、线切割等。
不同的工艺适用于不同的工件形状和材料。
5.机床:机床是进行机械加工的主要设备,它是将刀具固定在一定位置并控制其运动的装置。
常用的机床有车床、铣床、钻床、磨床等。
6.数控机床:数控机床是一种能够自动控制和执行加工程序的机床。
通过预先编写好的加工程序,数控机床可以自动完成复杂的加工操作,提高加工效率和精度。
7.加工工艺规程:加工工艺规程是对加工过程进行详细描述和规定的文件。
它包括工艺路线、工艺参数、刀具选用、切削速度、进给量、切削液使用等内容,是保证加工质量和效率的重要依据。
8.模具加工:模具加工是一种专门用于制造模具的机械加工工艺。
模具是用于制造复杂零件的工装,它具有高精度和复杂的形状,需要经过多道工序来完成。
9.表面处理:表面处理是对加工件表面进行涂覆、镀层或其他处理,以改善表面的性能和质量。
常见的表面处理方法包括电镀、喷涂、氮化、磷化等。
10.加工误差和精度:由于加工过程中受到各种因素的影响,加工件的尺寸和形状往往难以完全符合设计要求。
加工误差是指加工件与设计要求之间的差距,而精度是指加工件的尺寸和形状与设计要求的接近程度。
答案第一章金属切削的基础理论一、填空题答案1 刀具2 切削运动3 进给运动4 主运动5 工件的旋转运动6 已加工表面7 待加工表面 8 过渡表面 9 切削速度 10 进给量 11 背吃刀量 12 Vc=∏DN/100013 360mm/min 14 切削部分 15 两刃 16 前刀面 17 硬质合金 18 冷却液19 背吃刀量 20 已加工表面 21 切削速度 22 润滑 23 降低 24 YG 25 AL2O326 背吃刀量 27 产品质量 28 改善切削加工性能 29 调质 30 调质 31 机床刚度32 刀具的旋转运动 33 高速钢 34 切离 35 带状 36 磨钝标准 37 刀具耐用度38 乳化液 39 切削油 40 高 41 基面 42 正常磨损 43 前角 44 后角 45 增大46 减小 47 减小 48 增大 49 W18Cr4V 50 低二、判断题答案1 T2 T3 T4 F5 F6 T7 T8 F9 F 10 F11 T 12 F 13 F 14 T 15 T 16 T 17 F 18 F 19 F 20 T21 F 22 T 23 T 24 T 25 F 26 T 27 F 28 F 29 F 30 F31 F 32 T 33 F 34 T 35 T 36 F 37 T 38 T 39 T 40 F41 T 42 T 43 T 44 F 45 F 46 T 47 T 48 T 49 F 50 F51 F 52 T 53 T 54 F 55 T 56 F 57 T 58 T 59 F 60 T61 T 62 F 63 T 64 T 65 F 66 F 67 T 68 T 69 T 70 F三、选择题答案1 C2 A3 A4 B5 D6 B7 A8 A9 C 10 C11 B 12 B 13 A 14 A 15 B 16 C 17 C 18 C 19 C 20 A21 A 22 A 23 B 24 B 25 B 26 B 27 A 28 B 29 B 30 B31 A 32 B 33 B 34 B 35 B 36 B 37 A 38 B 39 B 40 C41 A 42 D 43 C 44 C 45 B 46 C 47 C 48 C 49 B 50 B51 A 52 B 53 B 54 C 55 A 56 B 57 C 58 A 59 A 60 B61 A 62 B 63 B 64 D 65 B 66 A 67 C 68 A 69 C第二章工件的装夹与夹具的设计基础一、填空题答案1 定位 2夹紧 3找正、夹具 4找正 5夹具 6六 7 移动、转动 8 自由度9 六点定位原则 10 完全定位 11不完全定位 12 欠定位 13 过定位 14 定位基准15 定位基面 16 主要 17 导向 18 止动 19 防 20 定位基准、定位元件21 支承钉、支承板 22一 23精 24 粗 25 侧面 26 一 27两 28 侧面 29 切屑30自位 31 一 32 可调 33 辅助 34 60°/90°/120° 35 长度、直径 36定位销37 心轴 38基准位移,基准不重合 39 夹紧 40 通用\专用\组合\可调 41 42单件小、大43 2个、4个 44 3个、5个 45 1个、2个 46 2个、4个、1个 47 2个、4个48 基准不重合误差 49 小 50 基准位移误差 51 夹紧力的大小 52 定位装置53 铣床夹具 54 液压夹具 55 机械夹紧 56 三爪卡盘 57 组合夹具 58 通用可调、组合59 3个、2个、1个 60 定位、夹紧二、判断题答案1 T2 F3 T4 T5 T6 F7 F8 T9 T 10 F11 T 12 T 13 T 14 T 15 F 16 T 17 F 18 T 19 T 20 F21 T 22 T 23 T 24 F 25 T 26 F 27 F 28 F 29 F 30 T31 T 32 F 33 F 34 F 35 T 36 F 37 F 38 F 39 T 40 F41 F 42 T 43 F 44 F 45 F 46 F 47 F 48 T 49 F 50 F51 F 52 F 53 T 54 F 55 T 56 T 57 F 58 T 59 F 60 F61 T 62 T 63 F 64 F 65 T 66 T 67 T 68 T 69 F 70 T71 T 72 F 73 T 74 F 75 T 76 F 77 T 78 F 79 T 80 F81 T 82 F 83 T 84 T 85 T 86 F 87 F 88 F 89 F 90 F三、简答题答案1根据工件被限制的自由度的情况,定位分为哪些情况?完全定位。