锅炉烟气处理系统讲稿
- 格式:doc
- 大小:3.67 MB
- 文档页数:30
燃气锅炉的烟气处理及其方法燃气锅炉是一种高效节能的供暖设备,被广泛应用于家庭、工业和商业领域。
然而,在燃烧过程中,燃烧产生的烟气中含有大量的二氧化硫、氮氧化物和颗粒物等有害物质,对环境和人体健康造成较大影响。
因此,燃气锅炉的烟气处理显得尤为重要。
一、烟气处理的基本原理燃气锅炉烟气处理的目的主要是通过减少或消除烟气中的有害物质,降低对环境和人体的危害程度。
烟气处理的基本原理是利用物理、化学和生物方法降解或转化烟气中的有害物质。
烟气处理方法主要包括过滤、吸收、催化、生物处理等。
过滤法是指通过物理过滤器将烟气中的固体颗粒物过滤出来,达到净化的效果。
过滤器的材料包括纤维、陶瓷、石英、活性炭等。
不同材质的过滤器适用于不同的烟气处理要求。
吸收法是指将烟气中有害物质与溶液接触并吸收,在过程中利用化学反应将有害物质转化成无害物质。
吸收剂的种类和浓度对净化效果有很大影响,常用的吸收剂包括活性炭、氢氧化钠、氨水等。
催化法是指通过催化剂将烟气中的有害物质转化成无害物质。
常用催化剂包括铂、钯、铜等金属元素或其化合物。
生物处理法是指通过生物活性菌群将烟气中的有害物质转化成无害物质。
这种方法主要用于处理有机物质较多的废气,如甲烷、丙烷、苯等。
二、烟气处理方法的应用烟气处理方法的应用依据烟气成分、物理条件、处理对象和经济效益等因素进行选择。
燃气锅炉的烟气处理一般采用吸收法和过滤法。
吸收法是燃气锅炉烟气处理中最常用的一种方法,主要针对烟气中的二氧化硫和氮氧化物等有害物质。
吸收剂的种类和浓度对烟气中的吸收剂和吸收效率有很大影响。
常用的吸收剂包括氨水、氢氧化钠等。
过滤法适用于处理烟气中颗粒物含量较高的情况。
过滤器的选择也要根据烟气中颗粒物的大小和密度来确定。
利用静电力、惯性力和重力等原理,过滤器可以将烟气中的颗粒物过滤掉,达到净化的效果。
三、烟气处理设备的选择和维护正确选择和维护烟气处理设备对于保证燃气锅炉运行的安全和环保效益具有重要意义。
大气循环流化床锅炉烟气处理课程设计大气循环流化床锅炉烟气处理是一门涉及环境保护和能源利用的重要课程。
本文将从流化床锅炉的原理、烟气组成、烟气处理技术和烟气处理装置等方面进行介绍和讨论。
一、流化床锅炉的原理流化床锅炉是一种利用颗粒物料在气体中流化的原理进行燃烧的锅炉。
其燃烧过程具有高效、清洁、环保的特点。
在流化床锅炉中,燃料和燃烧剂一起进入锅炉炉膛,通过风机将燃烧剂送入炉膛底部,形成一层流化床。
燃料在流化床中燃烧,产生高温烟气,通过锅炉换热面传递给工作介质。
二、烟气组成烟气是流化床锅炉燃烧产生的废气,主要由燃料燃烧产生的水蒸气、二氧化碳、氧气和氮气等组成。
此外,还含有一定量的氧化物、硫化物和氮氧化物等污染物。
三、烟气处理技术为了减少烟气中的污染物排放,需要进行烟气处理。
常见的烟气处理技术包括除尘、脱硫和脱氮等。
除尘技术主要是通过电除尘器、布袋除尘器等设备,将烟气中的颗粒物去除。
脱硫技术主要是通过喷射吸收剂、湿法脱硫等方法,将烟气中的二氧化硫去除。
脱氮技术主要是通过选择性催化还原、选择性非催化还原等方法,将烟气中的氮氧化物去除。
四、烟气处理装置烟气处理装置是进行烟气处理的设备,主要包括除尘器、脱硫装置和脱氮装置等。
除尘器是用来去除烟气中的颗粒物,常见的除尘器有电除尘器和布袋除尘器。
脱硫装置是用来去除烟气中的二氧化硫,常见的脱硫装置有湿法脱硫和干法脱硫。
脱氮装置是用来去除烟气中的氮氧化物,常见的脱氮装置有选择性催化还原和选择性非催化还原。
烟气处理装置的选择和设计需要考虑烟气特性、处理效果和经济性等因素。
不同的烟气处理技术和装置有着各自的优缺点,需要根据具体情况选择合适的处理方法。
总结:大气循环流化床锅炉烟气处理课程设计主要涉及流化床锅炉的原理、烟气组成、烟气处理技术和烟气处理装置等内容。
通过对烟气中的污染物进行除尘、脱硫和脱氮等处理,可以减少燃烧排放对环境的影响,实现清洁高效的能源利用。
烟气处理技术和装置的选择和设计需要综合考虑烟气特性、处理效果和经济性等因素,以达到最佳的处理效果和经济效益。
锅炉的烟气处理与除尘1.锅炉作为工业生产和日常生活中重要的热能设备,广泛应用于各个领域。
然而,锅炉在燃烧过程中产生的烟气 contning various pollutants, such as particulate matter, sulfur dioxide, nitrogen oxides, and mercury, poses significant challenges to environmental protection. Therefore, the efficient treatment of boiler flue gas and dust removal are critical issues that need to be addressed.This focuses on the analysis of flue gas treatment and dust removal technologies for boilers, ming to provide a comprehensive understanding of the relevant principles, methods, and challenges.2. Flue Gas Treatment Technologies for Boilers2.1. Dust RemovalDust removal is a primary measure to control r pollution from boiler operations. There are several commonly used dust removal devices, including electrostatic precipitators, fabric filters, and wet scrubbers.2.1.1. Electrostatic PrecipitatorsElectrostatic precipitators (ESPs) work by attracting charged dust particles to oppositely charged plates or wires through an electric field. The collected dust is then removed from the plates or wires and disposed of properly. ESPs are highly efficient in removing fine particles and are widely used in boiler applications.2.1.2. Fabric FiltersFabric filters, also known as bag filters, are another effective method for dust removal. These filters use a porous fabric to capture dust particles as the gas passes through. Fabric filters can achieve high collection efficiency and are suitable for various types of boilers.2.1.3. Wet ScrubbersWet scrubbers utilize water or a solvent to remove pollutants from the flue gas. The gas passes through a water bath or a mist of solvent, where the pollutants are absorbed and then separated from the gas stream. Wet scrubbers are effective in removing acid gas components and particulate matter.2.2. Sulfur Dioxide ControlSulfur dioxide (SO2) is a major pollutant emitted from boiler operations, mnly originating from the combustion of high-sulfur fuels. To reduce SO2 emissions, flue gas desulfurization (FGD) technologies are employed.2.2.1. Wet FGDWet FGD involves the use of aqueous solutions, such as limestone slurries, to react with SO2 in the flue gas, resulting in the formation of solid sulfur compounds that are then removed from the gas stream. This method is effective in achieving low SO2 emissions.2.2.2. Dry FGDDry FGD technologies use powdered sorbents, such as lime or activated carbon, to capture SO2 from the flue gas. The captured sorbents can bedisposed of or recycled, depending on the specific system design. Dry FGD methods have lower water consumption and are suitable for certn boiler configurations.2.3. Nitrogen Oxides ControlNitrogen oxides (NOx) are another group of pollutants emitted from boiler operations, mnly formed during the high-temperature combustion process. To reduce NOx emissions, various oxidation and reduction methods can be employed.2.3.1. Selective Catalytic Reduction (SCR)Selective catalytic reduction (SCR) is a widely used technology for NOx control. In this process, ammonia or urea is injected into the flue gas, which then reacts with NOx over a catalyst to form harmless nitrogen and water vapor. SCR methods offer high NOx reduction efficiency and are suitable for boilers with medium to high temperatures.2.3.2. Selective Non-Catalytic Reduction (SNCR)Selective non-catalytic reduction (SNCR) involves the direct injection of reducing agents, such as ammonia or urea, into the boiler furnace to reduce NOx formation. SNCR methods are simpler and less expensive than SCR but generally have lower NOx reduction efficiency.3. Challenges and Future DevelopmentsThe implementation of flue gas treatment and dust removal technologies for boilers faces several challenges, including high initial investment costs, operational mntenance, and the potential for by-products.In conclusion, the efficient treatment of boiler flue gas and dust removal are critical measures to minimize environmental pollution. By employing appropriate technologies, such as electrostatic precipitators, fabric filters, wet scrubbers, FGD, SCR,3. Integration and Optimization of TechnologiesIntegration and optimization of various flue gas treatment technologies are essential for achieving comprehensive pollution control in boiler operations. By combining different methods, such as using an electrostatic precipitator followed by a wet scrubber, the overall efficiency of pollutant removal can be significantly improved.3.1. System Design and IntegrationEffective system design and integration play a crucial role in the performance and efficiency of flue gas treatment systems. The design should consider factors such as the boiler type, fuel type, flue gas flow rate, and the specific pollutants to be controlled. Additionally, the integration of dust removal and gas treatment devices should be carefully planned to ensure optimal operation and minimal gas resistance.3.2. Energy EfficiencyEnergy efficiency is another important aspect to consider in the integration of flue gas treatment technologies. Some methods, such as the use of waste heat recovery systems, can help boiler operations achieve higher energy efficiency. By utilizing the waste heat from the flue gas, the overall energy consumption of the boiler can be reduced, resulting in cost savings and environmental benefits.4. Environmental and Economic ImpactsThe implementation of flue gas treatment and dust removal technologies for boilers has significant environmental and economic impacts.4.1. Environmental ImpactsThe primary environmental benefit of these technologies is the significant reduction in r pollution emissions from boiler operations. By controlling pollutants such as particulate matter, sulfur dioxide, nitrogen oxides, and mercury, the technologies help to minimize the adverse effects of these substances on human health and the environment. Reduced emissions contribute to improved r quality, reduced smog, and a healthier ecosystem.4.2. Economic ImpactsFrom an economic perspective, the initial investment cost of installing flue gas treatment systems can be substantial. However, in the long run, these systems can lead to cost savings by reducing fuel consumption, minimizing mntenance costs associated with equipment damage due to untreated emissions, and potentially generating revenue from by-products such as fly ash and gypsum.5. By-Product Management and UtilizationOne of the challenges associated with flue gas treatment and dust removal is the generation of by-products, such as fly ash, bottom ash, and gypsum. Proper management and utilization of these by-products are crucial for minimizing environmental impact and maximizing resource efficiency.5.1. Fly Ash and Bottom Ash ManagementFly ash and bottom ash are commonly used as fillers in concrete and asphalt manufacturing. The fine particles captured in the electrostatic precipitator or fabric filter can replace traditional cement in concrete production, reducing CO2 emissions and providing a sustnable construction material. Additionally, bottom ash, which is collected from the bottom of the boiler, can be used as a landfill cover or in the production of concrete and bricks.5.2. Gypsum UtilizationGypsum is a by-product obtned from the flue gas desulfurization process. It can be recycled and used in the production of wallboard, cement, and other construction materials. Gypsum utilization not only reduces environmental waste but also provides economic benefits.6. ConclusionIn conclusion, the effective treatment of boiler flue gas and dust removal are essential for achieving cleaner and more sustnable boiler operations. By integrating and optimizing appropriate technologies, such as electrostatic precipitators, fabric filters, wet scrubbers, FGD, SCR, and SNCR, boiler operators can significantly reduce pollutant emissions and contribute to improved r quality. Although these technologies involve initial investment costs and operational challenges, their long-term benefits, including environmental and economic advantages, make them a worthwhile investment. Proper management and utilization of by-products also play a significant role in minimizing environmental impact and maximizing resource efficiency.7. Future Trends and InnovationsThe field of boiler flue gas treatment and dust removal is continuously evolving, with ongoing research and development med at improving existing technologies and introducing new, more efficient methods.7.1. Advanced Materials and CatalystsResearch into advanced materials and catalysts for existing technologies, such as SCR and FGD, is ongoing. The development of newer, more robust materials and catalysts can enhance the efficiency and durability of these systems, leading to longer service life and reduced mntenance requirements.7.2. Integrated Systems and AutomationIntegrated systems and automation are becoming increasingly important in boiler flue gas treatment. Advanced control systems and sensors can monitor and optimize the operation of dust removal and gas treatment devices in real-time, leading to improved performance and energy efficiency.7.3. Renewable Energy IntegrationAs the world moves towards renewable energy sources, the integration of boiler systems with renewable energy technologies is gning attention. For example, waste heat from boiler operations can be used to generate additional electricity through solar thermal or geothermal systems, further enhancing the overall sustnability of boiler operations.8. Regulations and ComplianceStringent regulations and compliance requirements are driving the adoption of flue gas treatment and dust removal technologies in boiler operations.8.1. Environmental StandardsEnvironmental standards and regulations, such as the Clean r Act in the United States and the Industrial Emissions Directive in Europe, set limits on the allowable emissions from boiler operations. To comply with these regulations, boiler operators are increasingly relying on advanced flue gas treatment technologies.8.2. Economic IncentivesIn some cases, economic incentives, such as tax credits or subsidies, are avlable to boiler operators who adopt flue gas treatment and dust removal technologies. These incentives can help offset the initial investment costs and encourage the adoption of cleaner boiler technologies.9. ConclusionIn conclusion, the effective treatment of boiler flue gas and dust removal are critical for minimizing environmental pollution and achieving sustnable boiler operations. By integrating and optimizing appropriate technologies, such as electrostatic precipitators, fabric filters, wet scrubbers, FGD, SCR, and SNCR, boiler operators can significantly reduce pollutant emissions and contribute to improved r quality. Although these technologies involve initial investment costs and operational challenges, their long-term benefits, including environmental and economic advantages, make them a worthwhileinvestment. Proper management and utilization of by-products also play a significant role in minimizing environmental impact and maximizing resource efficiency.With ongoing research and development, advancements in materials and catalysts, integrated systems and automation, and the integration of renewable energy sources, the field of boiler flue gas treatment and dust removal is expected to continue evolving, leading to even more efficient and sustnable boiler operations in the future.Stringent regulations and compliance requirements, along with economic incentives, are driving the adoption of these technologies, ensuring that boiler operators can meet environmental standards and contribute to a cleaner, more sustnable future.。
燃气锅炉烟气处理系统设计与实践燃气锅炉是当前普遍采用的取暖方式之一,可直接利用民用煤气、天然气等清洁燃料,采用热交换技术将热能传递给供暖设备。
但是其燃烧产生的烟气中含有多种有害物质,为环境和人体健康带来威胁。
因此,设计一套高效可靠的燃气锅炉烟气处理系统至关重要。
一、处理系统的基本原理燃气锅炉烟气处理系统主要包括净化器、脱硫、脱硝和除尘等装置。
其中净化器是最关键的一环,其作用是去除烟气中的颗粒物和有害气体。
常用的净化器有静电净化器、布袋除尘器、湿式净化器等。
脱硫与脱硝可有效减少燃煤对环境的污染,常用的方法包括湿法脱硫、SCR脱硝和SNCR等。
而除尘系统则可将若干个设备的粉尘集中处理,方便后续的处理。
二、处理系统的工艺流程处理系统的工艺流程是根据具体情况设计的,在不同燃气锅炉的使用过程中均有所不同。
但一般而言,其处理流程包括了烟气流量与温度的补偿、粉尘处理、脱硫、脱硝、尾气排放等关键环节。
通过科学的工艺流程设计,可使排放的废气达到国家标准,同时提高能源的利用效率。
三、设计实践案例以某大型商场取暖系统为例,其采用了一套由静电净化器、脱硫、脱硝和除尘系统组成的处理系统。
整个处理系统的运行级联自动控制,提高了设备的可靠性和稳定性。
其中静电净化器通过高电压电场对烟气进行活性氧化,使烟尘带电,在电场作用下紊流移动,最后集中在电极上,形成烟灰的凝结团,随后再利用旋风分离器等装置将其除去。
四、结论燃气锅炉烟气处理系统的设计是环境保护和公共安全的重要组成部分。
在现代社会,大部分的城市均采用了燃气锅炉进行供暖,考虑到煤气锅炉排放的有害物质严重危害着环境和人体健康,燃气锅炉烟气处理系统的设计与实践变得至关重要。
通过完善科学的处理流程与技术,可以有效提高燃气锅炉的利用效率,同时能够减少有害物质对环境和人体的危害,实现了环境保护与经济效益的双赢。
锅炉烟气处理系统锅炉烟气处理系统包括尾部高效布袋除尘系统、湿法脱硫系统、湿法静电除尘系统、脱硝系统等组成。
一、尾部高效布袋除尘系统尾部除尘系统主要采用布袋除尘系统和湿法静电除尘系统。
1.YDMC袋式收尘器技术说明YDMC型袋式收尘器是吸收了国内外众多袋式除尘器的先进技术,开发的一种高效、节能、运行稳定靠的收尘设备。
本除尘器采用下进风或上进风工作运行,采用脉冲反吹清灰方式,电气控制采用PLC可编程控制器定时或定压控制,温度检测显示等。
2.构造YDMC型袋式收尘器由上、中、下箱体,排灰系统及喷吹系统五部分组成,上箱体包括可掀起的盖板和风口,中箱体内有多孔板,滤袋框架,滤袋,下箱体由灰斗、进风口及检查门组成,喷吹系统包括脉冲控制仪、脉冲阀、喷吹管和气包。
3.产品特点本除尘器采用外滤下进风运行,采用脉冲反吹清灰。
本体结构采用框架式钢结构。
4.产品原理、工艺流程正常工作时,在通风机的作用下,含尘气体吸入进气总管,通过各进气支管均匀地分配到各进气室,然后涌入滤袋,大量粉尘被截留在滤袋上,而气流则透过滤袋达到净化。
净化后的气流通过袋室沿排烟道通入烟囱而排入大气。
除尘器随着滤袋织物表面附着粉尘的增厚,收尘器的阻力不断上升,这就需要定期进行清灰,使阻力下降到所规定的下限以下,收尘器才能正常运行。
整个清灰过程主要通过高压储气包、电磁阀、喷吹管及清灰控制机构的动作来完成的。
首先控制系统自动顺序打电磁阀,高压空气通过喷吹管反吹,使粘附在滤袋上的粉尘受冲抖而脱落下来进入灰斗。
然后电磁阀关闭,对该系统清灰操作结束,滤袋恢复过滤状态。
控制系统再打开其它电磁阀,对别的滤袋实施清灰,所有滤袋经过清灰循环后,从而达到了清灰的目的,除尘器全面恢复过滤状态,灰斗中的灰则由底部气动排灰阀排至输送机。
5.主要技术性能和选用说明1)过滤风速的选定:过滤风速指通过滤袋滤料的风速(m/min)。
有的称为气布比,指单位时间内,单位面积滤料上通过的空气量m'/min/mZ亦即m/min。
锅炉烟气处理系统讲稿垃圾焚烧烟气处理一、垃圾焚烧污染概述:1.我国大气污染的状况:由于过度追求发展经济,我国SO2的排放一直成处于失控状态,排放量逐年上升趋势,1995超过欧洲美国,争取到全世界第一的位置,目前的排放总量大大超过环境的自净能力;酸雨面积逐年扩大,造成1/3的国土面积遭受酸雨的严重影响。
据统计,大气污染造成的经济损失占GTP的3~7%。
我国的大气污染属于煤严型污染,我国的SO2、CO2排放量的85%,烟尘的70%来自燃煤,当然其他的污染就来自石油及天然气、以石油和天然气为原料的加工品及汽车尾气排放等等,其中也包括新兴产业—--垃圾发电,垃圾焚烧所带来的污染。
当然,垃圾发电作为我国新的成员,它为大气污染做出的贡献应当还算比较小的,但是它的污染也是举世属目,世界人民所关心。
2.垃圾焚烧污染物:垃圾焚烧烟气中含有大量的污染物包括颗粒物(粉尘)、酸性气体(HCl、HF、SOx、NOx)、重金属(Hg、Pb、Cr)和有机剧毒物(二噁英等)以及CO气体等。
其粉尘主要以Na盐、K盐、SO4盐、SiO4盐、重金属为多。
二噁英的毒性极大,是氰化钾的1000倍,只要1炴司(28.5克)可致100万人于死地。
3.污染物的来源及产生原因二、工艺及流程1.工艺的选择:国外发达国家的研究和实践证明,“低温控制”和“高效颗粒物捕集”是烟气净化系统运行的关键因素。
即在垃圾烟气净化过程中,必须将烟气温度控制得尽量低(露点以上),同时采用高效除尘器。
烟气净化工艺形式较多,按系统中是否有废水排出,可分为湿法、半干法、和干法三种。
湿法净化率最高,它可以满足严格的排放要标准,故国外经济发达国家应用较多,其缺点也是较明显的:流程复杂,配套设备较多,一次性投资和运行费用较高,并有后续的废水处理。
半干式净化有明显的优势,它具有净化效率高、费用低、无二次处理等优点,是一种极有前途的工艺,目前生活垃圾发电厂烟气净化系统中的应用越来越多。
锅炉烟气净化系统的技术研究与应用随着工业化进程的不断加快和人们环境意识的增强,对于大气环境的保护已经成为一个全球性的热点议题。
锅炉烟气净化系统作为治理大气污染的关键技术之一,逐渐得到了广泛的应用与研究。
本文将从锅炉烟气净化系统的技术原理和应用现状两个方面进行论述。
一、锅炉烟气净化系统的技术原理锅炉烟气净化系统是依靠多种技术手段对烟气进行处理,以消除其中的污染物,从而达到净化排放的目的。
主要的技术原理包括以下几个方面。
1. 脱硫技术:脱硫是锅炉烟气净化的关键环节之一。
传统的脱硫技术主要采用石灰石石膏法、石灰石浆液法、氧化吸收法等。
而近年来,湿法烟气脱硫技术发展迅速,主要包括湿法烟气脱硫石膏法、湿法磷化法、湿法脱硝石膏法等。
这些技术通过喷射脱硫剂与烟气接触,将脱硫剂中的反应物质与烟气中的SO2反应生成硫酸盐,然后通过沉淀或洗涤等手段将其去除。
2. 脱硝技术:锅炉烟气中的氮氧化物是大气污染物的重要组成部分,对环境和人体健康都具有一定的危害。
因此,脱硝技术的研究也显得尤为重要。
常用的脱硝技术包括选择性催化还原技术(SCR)、非选择性催化还原技术(SNCR)等。
SCR技术通过在一定温度下,将氨和烟气中的氮氧化物在催化剂的作用下发生反应生成氮气和水,从而达到脱硝的目的。
3. 除尘技术:烟气中的颗粒物是大气污染物的重要组成部分,直接排放会对空气质量和人体健康造成重大危害。
因此,采用高效的除尘技术对烟气进行处理十分必要。
常用的除尘技术包括电除尘、布袋除尘和湿式除尘等。
电除尘是利用电场的作用原理,将带电颗粒物沉积在导电板上;布袋除尘利用滤料捕集颗粒物;湿式除尘则利用喷淋水雾将颗粒物吸附捕集。
二、锅炉烟气净化系统的应用现状随着我国对大气污染防治要求的不断提高和政策的逐渐落实,锅炉烟气净化系统在我国的应用现状也得到了很大的改善。
1. 影响因素:锅炉烟气净化系统的应用受到多方面的影响,主要包括污染物种类和浓度、锅炉烟气的功率和温度、污染物的处理效果等因素。
燃气锅炉烟气处理系统设计与优化在工业生产和生活供暖中,燃气锅炉广泛应用,但同时也伴随着烟气排放的问题。
为了降低对环境的影响,提高能源利用效率,燃气锅炉烟气处理系统的设计与优化显得尤为重要。
一、烟气处理系统概述燃气锅炉产生的烟气中含有大量的有害气体,如二氧化硫、氮氧化物和颗粒物等,直接排放会对环境造成污染。
因此,烟气处理系统的设计旨在将这些有害物质去除或转化为无害物质,净化排放气体。
二、烟气处理系统组成1. 烟囱:烟囱是烟气排放的通道,必须合理设计高度和截面积,以确保排放的烟气能够有效扩散,减少对周围环境的影响。
2. 脱硫设备:常见的脱硫设备包括石膏湿法脱硫和烟气干法脱硫,通过吸收或化学反应去除烟气中的二氧化硫。
3. 脱硝设备:脱硝技术主要包括选择性催化还原(SCR)和选择性非催化还原(SNCR),用于降低烟气中氮氧化物的含量。
4. 颗粒物捕集器:静电除尘器、布袋除尘器等设备用于捕集和去除烟气中的颗粒物,提高排放气体的净化效果。
5. 其他辅助设备:如烟气冷却器、换热器等,用于提高能源利用效率和减少能源消耗。
三、烟气处理系统优化1. 技术选型优化:根据燃料特性、排放标准和运行条件,选择合适的脱硫、脱硝和除尘设备,以及其组合方式,实现烟气处理系统的最佳性能。
2. 运行参数调优:通过调节燃烧参数、吸收剂投加量等运行参数,优化设备的运行效率,降低能耗,减少运行成本。
3. 系统集成优化:将各个处理单元进行有效集成,提高系统整体效率,减少能源和材料的消耗。
4. 运维管理优化:建立科学的运维管理体系,加强设备维护和监测,及时发现和解决问题,确保系统稳定运行。
结语燃气锅炉烟气处理系统的设计与优化是保障环境保护和节能减排的重要措施。
通过合理的系统设计和运行管理,可以实现烟气排放的有效净化,降低对环境的影响,实现可持续发展的目标。
某燃煤锅炉房烟气净化系统设计燃煤锅炉房烟气净化系统设计是为了减少燃煤锅炉烟尘和污染物的排放,保护环境和维护人们的健康。
以下是一个关于燃煤锅炉房烟气净化系统设计的文章:燃煤锅炉是一种常见的能源转化设备,广泛应用于工业和生活领域。
然而,燃煤锅炉的烟气中含有大量的烟尘和污染物,对环境造成了严重的污染。
因此,设计一个有效的烟气净化系统至关重要。
首先需要对烟气成分进行分析,包括烟尘、二氧化硫、氮氧化物等。
根据燃煤锅炉的特点,采用了以下几种主要的净化技术:1.机械净化:采用除尘器对烟气进行机械过滤,排除大颗粒的烟尘。
常见的除尘器有电除尘器和布袋除尘器。
电除尘器通过电场作用使烟气中的尘粒带电,并通过电极和收集板进行收集。
布袋除尘器通过布袋捕集烟气中的尘粒。
2.湿式净化:采用湿式除尘器和湿式脱硫技术。
湿式除尘器通过水膜的洗涤作用,将烟气中的颗粒捕集并溶解至水中。
湿式脱硫技术则是将烟气通过喷雾进行处理,喷洒的吸收剂可以与烟气中的二氧化硫反应生成硫酸盐,从而实现脱硫效果。
3.烟气回收利用:尝试将部分废热利用起来。
可以采用余热锅炉把烟气中的废热转化为热能,提高锅炉的总效率。
4.烟气排放监测:设计一个完善的烟气监测系统,实时监测锅炉的烟气排放情况,并报警提示操作人员。
此外,还可以加入一些辅助设施来增强整个烟气净化系统的效果。
例如,在锅炉房设置空气预热器,可以降低燃煤锅炉的烟气温度,提高净化效果;在烟道中加装烟气再循环装置,可以减少燃煤锅炉的烟气排放。
综上所述,燃煤锅炉房烟气净化系统设计主要包括机械净化、湿式净化、烟气回收利用和烟气排放监测等。
通过合理的设计和配置,可以有效减少燃煤锅炉的烟尘和污染物排放,保护环境和健康。
此外,可以根据实际情况加入辅助设施来增强系统的效果。
蒸汽锅炉的烟气处理及其方法蒸汽锅炉在工业生产中起着至关重要的作用。
但是在使用过程中,锅炉烟气排放所带来的环境污染也是不容忽视的问题。
为了减少工业生产对环境的负面影响,越来越多的企业开始进行烟气净化工作。
本文将详细介绍蒸汽锅炉的烟气处理及其方法。
一、烟气成分及对环境的影响燃烧产生的烟气主要包括二氧化碳、二氧化硫、氮氧化物、烟尘等物质。
其中,烟尘是最为明显的污染物,它会对环境和人体健康造成极大的影响。
大量的烟尘会使空气中的氧气被减少,使人体感到窒息、气促、胸闷等症状。
同时,烟尘还会影响植物的生长,使火灾易发生,对建筑物、车辆等设施造成损害。
二、蒸汽锅炉烟气处理方法为了减少烟气排放对环境的影响,企业可以采取以下烟气处理方法:1.脱硫二氧化硫是一种易溶于水的气体,它会在空气中形成硫酸雾。
蒸汽锅炉通过燃烧产生的二氧化硫会造成酸雨,严重影响环境质量。
因此,在烟气处理中,脱硫是必不可少的一步。
目前常用的脱硫方法主要有干法脱硫和湿法脱硫。
干法脱硫是指将脱硫剂直接喷洒在烟气通道中,使二氧化硫与脱硫剂反应生成硫化物。
而湿法脱硫则是将烟气通过喷淋器喷洒一定浓度的脱硫液,使二氧化硫溶解于水中,进而反应生成硫酸。
两种方法各有优缺点,具体使用需要考虑到工艺特点和经济成本。
2.除尘除尘是指从烟气中去除固体颗粒、烟尘、灰渣等物质,从而减少它们的对环境和人的危害。
常用的除尘方法有机械除尘、静电除尘和湿式除尘。
机械除尘是指采用物理原理,使烟气中的颗粒在机械作用下与气流分离,达到除尘目的。
静电除尘则是通过使烟气经过电场,使颗粒带电并被引向适当位置,最终达到除尘目的。
而湿式除尘则是将经过喷淋器喷洒水的烟气带到废气处理装置中,使颗粒团聚,并在水池中沉降下来。
3.脱硝烟气中的氮氧化物会对环境产生负面影响。
蒸汽锅炉排放的烟气中氮氧化物含量较高,因此需要在废气处理中进行脱硝处理。
常用的脱硝方法有选择性催化还原法、非选择性催化还原法等。
其中,选择性催化还原法使用广泛,其原理是将氨水或尿素溶液喷入烟气中,在选择性催化剂的作用下,使氮氧化物和氨气反应,生成氮和水。
燃煤锅炉烟气深度处理技术介绍王建中冯肇霖苏州热工研究院华南理工大学摘要:《火电厂大气污染物排放标准》(GB13223-2011) ,对烟尘、二氧化硫、氮氧化物排放限值都做了严格的规定,这对燃煤锅炉烟气的处理提出了更深度的要求。
如何高效,合理的应对新标准,本文列举了热电行业对新标准执行的应对对策以及燃煤锅炉烟气深度处理中遇到的问题及系统简介。
关键词:除尘净化脱硫脱硝除雾前言:为有效遏制污染物排放,提高大气质量,于2004年1月1日起执行的《火电厂大气污染物排放标准》(GB13223-2003) ,对烟尘、二氧化硫、氮氧化物排放限值都做了严格的规定,至2010年最高允许排放浓度按区域和时段,要求燃煤锅炉烟尘≤50mg/Nm3,二氧化硫≤400mg/Nm3,氮氧化物≤450mg/Nm3,且要求预留烟气脱除氮氧化物装置空间。
自2012年1月1日起实施GB13223-2011,对燃煤锅炉的烟尘排放限制为30mg/m3,对国土开发密度较高,环境承载能力开始减弱,或大气环境容量较小、生态环境脆弱,容易发生严重大气环境污染问题而需要严格控制大气污染物排放的地区燃煤锅炉烟尘的排放限值为20mg/m3,比GB13223-2003所执行的排放指标提高了近一倍!珠江三角、长三角、京津唐地区作为重点地区,所面临的环境保护压力也会比一般地区大。
一、《火电厂大气污染物排放标准》GB13223-2003升级为GB13223-2011的政策说明GB13223-2011 ,对燃煤锅炉的二氧化硫排放限值控制在100mg/m3,除了2003年12 月31日前建成投产的锅炉、W型火焰炉膛锅炉、现有循环流化床锅炉采取200 mg/m3 的排放限值外,对重点地区的火力发电锅炉二氧化硫排放限值控制在50mg/m3。
GB13223-2011 ,对燃煤锅炉的氮氧化物排放限值控制在100mg/m3,除了2003年12 月31日前建成投产的锅炉、W型火焰炉膛锅炉、现有循环流化床锅炉采取200 mg/m3 的排放限值外,对重点地区的火力发电锅炉氮氧化物排放限值控制在100mg/m3,这项标准达到甚至优于发达国家的排放标准。
垃圾焚烧烟气处理一、垃圾焚烧污染概述:1.我国大气污染的状况:由于过度追求发展经济,我国SO2的排放一直成处于失控状态,排放量逐年上升趋势,1995超过欧洲美国,争取到全世界第一的位置,目前的排放总量大大超过环境的自净能力;酸雨面积逐年扩大,造成1/3的国土面积遭受酸雨的严重影响。
据统计,大气污染造成的经济损失占GTP的3~7%。
我国的大气污染属于煤严型污染,我国的SO2、CO2排放量的85%,烟尘的70%来自燃煤,当然其他的污染就来自石油及天然气、以石油和天然气为原料的加工品及汽车尾气排放等等,其中也包括新兴产业—--垃圾发电,垃圾焚烧所带来的污染。
当然,垃圾发电作为我国新的成员,它为大气污染做出的贡献应当还算比较小的,但是它的污染也是举世属目,世界人民所关心。
2.垃圾焚烧污染物:垃圾焚烧烟气中含有大量的污染物包括颗粒物(粉尘)、酸性气体 (HCl、HF、SOx、NOx)、重金属(Hg、Pb、Cr)和有机剧毒物(二噁英等)以及CO气体等。
其粉尘主要以Na盐、K盐、SO4盐、SiO4盐、重金属为多。
二噁英的毒性极大,是氰化钾的1000倍,只要1炴司(28.5克)可致100万人于死地。
3.污染物的来源及产生原因二、工艺及流程1.工艺的选择:国外发达国家的研究和实践证明,“低温控制”和“高效颗粒物捕集”是烟气净化系统运行的关键因素。
即在垃圾烟气净化过程中,必须将烟气温度控制得尽量低(露点以上),同时采用高效除尘器。
烟气净化工艺形式较多,按系统中是否有废水排出,可分为湿法、半干法、和干法三种。
湿法净化率最高,它可以满足严格的排放要标准,故国外经济发达国家应用较多,其缺点也是较明显的:流程复杂,配套设备较多,一次性投资和运行费用较高,并有后续的废水处理。
半干式净化有明显的优势,它具有净化效率高、费用低、无二次处理等优点,是一种极有前途的工艺,目前生活垃圾发电厂烟气净化系统中的应用越来越多。
该工艺被美国国家环保局定为生活垃圾焚烧烟气净化最佳工艺。
其缺点是对操作水平(如烟气在喷雾干燥吸收塔中的停留时间、吸收浆液中的吸收剂的粒度及浓度等)及喷嘴的要求高。
中国的垃圾发电厂基本上选择半干式石灰净化酸性气体,直接引进国外成熟技术。
同兴垃圾发电厂采用的是半干法,喷雾干燥吸收塔+布袋除尘器,与此配套的包括喷石灰浆、喷活性炭、输灰等,为了好阐述,把它分为4块:喷雾塔、除尘器、喷石灰浆及喷活性炭系统、输灰系统。
比利时西格斯公司设计的烟气处理系统为半干式吸收塔+活性炭喷人系统+袋式除尘器的组合工艺, 其工艺系统如下图所示。
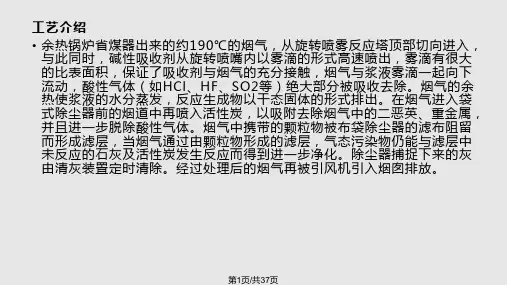
2.同兴垃圾发电厂烟气净化流程:图1:烟气处理系统流程图从焚烧炉过来的烟气在喷雾塔之前喷入活性碳,通过强烈的湍流作用,活性碳与烟气混合均匀,吸附重金属、二噁英等。
由于活性炭具有极大的比表面积,因此,即使少量活性炭,只要与烟气混合均匀且接触时间足够长,就可以达到高的吸附效果,有足够长的时间就必须以后续的布袋除尘器为保障。
也就是说,活性炭吸附应与布袋除尘器配套,这样,活性炭在管道中和喷雾塔中与烟气强烈混合,吸附一定量的污染物,但未达到饱和,随后在与烟气一起进入后续的布袋除尘器中,停留在布袋上,与缓慢地通过布袋的烟气充分接触,最终达到对烟气中重金属、二噁英等污染物的吸附净化。
烟气进入半干式喷雾塔顶部的扩散器内,与配置好的下降石灰浆溶剂相遇。
烟气在通过扩散器沿着圆柱-锥形室的轴线在半干式喷雾塔内向下流动。
石灰浆由一个涡轮喷雾器喷射出,石灰浆在重力作用下下落同时撞击在一个以较高的速度旋转的圆盘上,在离开圆盘时, 受到很大的离心力和涡轮作用,浆液破碎,形成雾滴,烟气和石灰浆在这种情况下进行良好的混合、进行化学反应,几乎中和掉大量的SO3和HCl。
烟气离开半干式喷雾塔后, 进入下一级除尘设备——脉冲清灰布袋除尘器,未反应完的石灰附在布袋上面继续吸收酸性气体。
通过布袋的过滤作用,干净气体穿过经引风机烟囱排入大气,烟气中悬浮颗粒 (中和反应产物, 剩余反应物和飞灰)留下来。
经过中和反应、吸附、过滤出来的重金属和飞灰分别在半干式喷雾塔和布袋除尘器的下部通过埋刮板输灰机进行收集输送到大灰仓,经过打包填埋。
垃圾焚烧会产生如下酸性气体:●Hydrochloric acid (HCl) 盐酸●Hydrogen fluoride (HF) 氟化氢●Sulphur dioxide (SO2) 二氧化硫●Sulphur trioxide (SO3) 三氧化硫为了减少这些气体带来的危害性 (主要是酸雨),要求对烟气进行处理.通过添加反应物(试剂)来对酸性气体(HCl 和HF)、硫的氧化物 (SO2 和 SO3) 进行处理.作为半干式方法,基本反应物是悬浮状态的:石灰浆。
中和反应是气/固态之间的不同状态物质的反应。
组成试剂的粒子必须尽可能有较高的表面率(s/v,表面/体积比)。
盐酸和氟化氢与氢氧化钙反应分别生成氯化钙和氟化钙:●2HCl(g) + Ca(OH)2(s)→CaCl2(s) + 2 H2O(g)●2HF(g) + Ca(OH)2(s)→CaF2(s) + 2 H2O(g)●SO2(g) + Ca(OH)2(s)→CaSO3(s) + H2O(g)●CaSO3(s) + 1/2 O2(g)→CaSO4(s)●SO3(g) + Ca(OH)2(s)→CaSO4(s) + H2O(g)酸性气体与氢氧化钙的中和产物(CaCl2, CaSO3, CaSO4) 是固体.3.喷石灰浆液流程、活性炭流程:见附图4.输灰系统:三、工艺设备:1.喷雾塔1)工作原理图:2)喷雾塔的设计:喷雾塔全称为喷雾干燥吸收塔。
烟气从喷雾塔的上部进入,经导流板导向,呈螺旋向下,石灰浆由喷雾塔顶部的雾化机高转速雾化与螺旋型的烟气相遇,发生中和反应,其石灰浆的水分在高温烟气的汽化作用得到干燥,在喷雾塔里从上到下这一过程完成了喷雾干燥和吸收的使命。
半干式净化,该工艺对操作水平要求较高,需要较长时间的实践的积累才能达到良好的净化效果。
同兴垃圾发电厂的喷雾塔设计是直接应用德国马丁的成熟的技术,这也是德国马丁多年摸索的经验。
停留时间是半干式净化器最重要的参数。
因为:停留时间要充分考虑以下几个方面:1.反应充分;2.较高去除率;3.水分干化;4.影响气流速度,它的最小停留时间为18s……。
为了让有限的容器得到无限的停留时间,故采用导流板进行导向……它不仅是一个中和反应塔,还是一个干燥塔,还是一个重力惯性除尘器,故它集中和、干燥、除尘三种功能于一体。
其除尘效率可达30%左右。
3)同兴垃圾发电厂喷雾塔:塔高26m,直径11.3m设计技术参数:●进烟量:127436Nm3/h(额定值)138900Nm3/h(最大值)●进烟温度:210℃●出烟温度:150℃●漏风率:小于2%●允许最大运行正压:7000pa●允许最大运行负压:-7000pa●工作方式:每天24小时连续运行●年累计工作时间:不小于8000小时●烟气滞留喷雾塔时间:27S2.雾化机:1)工作原理:石灰浆在重力作用下下落同时撞击在一个以较高的速度旋转的圆盘上,在离开圆盘时, 石灰浆的速度 (与圆盘的转动速度和直径成比例) 大约是 160m/s. 此时石灰浆形成大量有序的直径在10µm 左右的小滴. 这个组合(扩散体-涡轮)是这个过程的关键.2)雾化机主要参数:雾化颗粒径:小于100um工作解质:5~15%石灰浆溶液雾化直径:11m石灰浆溶液流量:1~4 m3/h雾化盘额定转速:5040rpm工作温度: 250°C工作压力:小于0.5MPa配套电机:2900rpm,22Kw,380V3)雾化机结构下面是照片:4)雾化盘材质:为钛合金,比重4.5,轻便耐磨、耐腐蚀喷嘴材质:陶瓷SiC,特点坚硬耐磨,BC可以更胜一筹。
3.布袋除尘器1)袋式除尘器的工作简图:2)布袋除尘器结构及配件布袋除尘器由烟气室、净气室、滤袋、清灰装置组成。
如下图:3)同兴垃圾发电厂布袋除尘器 FDM5189布袋除尘器的几大作用:1.除尘效率高,可达到99.9%,2.活性炭附在布袋上面,从而增加停留时间,达到最终去除烟气中的重金属和二噁英等污染物,3.与喷雾干燥吸收塔配套使用,使其未反应完的石灰附在布袋上面继续吸收酸性气体。
A.结构示意图:B.C.型式:分室、锥形灰斗、带旁路、带预热系统、在线脉冲反吹清灰、PLC可编程控制。
D.设计参数●烟气处理量:)146808Nm3/h●额定工作烟气温度:150~230℃●最高进烟温度:250℃●正常运行进出口静压差:1200Pa~1500Pa●最大进出口静压差:2000Pa●过滤风速:0.83~0.92m/min●漏风率:小于2%●过滤总面积(单台):4391 m2●除尘室数(单台):8个●滤料材质:P84+PTFE●滤袋规格尺寸及数量:φ130×6000×1792只●笼骨材质:316L 笼骨规格尺寸及数量:φ125×6000×1792只●清灰方式:分室在线脉冲清灰●排放粉尘浓度:≤30mg/Nm3E. 除尘器控制参数联锁:●除尘器进出口阀门、旁路进出口阀门与温度的联所●清灰与压差的联所●预热器、灰斗加热器与温度的联所4)滤料——除尘器的主要配件A.滤料材质的分类:天然纤维:棉、麻滤料等羊毛滤料等合成纤维:聚酯(涤纶)聚丙烯(丙纶)聚丙烯腈(腈纶)聚乙烯醇(维尼纶)聚氯乙烯(氯纶)聚四氟乙烯(氟纶PTFE)聚酰亚胺(P84)聚苯硫醚 (PPS)无机纤维:玻璃纤维金属纤维碳素纤维陶瓷纤维B.常见的滤布材料:●聚酯纤维(涤纶)。
目前滤料最主要的用料,常温、价低、性能优良。
●玻璃纤维。
连续温度250℃,最高温度280℃,耐高温、抗拉强度高、耐酸、碱,不耐折、磨、水解。
●P84:聚酰亚胺纤维。
连续温度230℃,最高温度280℃,是一种抗高温的合成纤维,耐高温、抗拉强度高、耐折、耐磨,耐酸碱一般,但耐水解差。
●PTFE:聚四氟乙烯纤维。
连续温度250℃,最高温度300℃,是一种抗高温的合成纤维,耐高温、抗拉强度高、耐折、耐磨一般,耐酸碱、耐水解更好。
PPS(聚苯硫醚 ):是一种耐高温合成纤维。
它能经受190℃的高温,并能抵抗许多酸、碱和氧化剂的腐蚀。
滤料是布袋除尘器的关键组成部分,其性能直接影响到除尘器的效率和使用寿命。
因此,在设计和使用布袋除尘器时必须正确选用滤料。
示例一:我是博格的滤料的用户,该公司用于广东东莞垃圾发电厂的滤料在调试期间就有一个室的滤袋(110条,规格为130*6000的PPS渗透式覆膜滤袋)在180℃以下的情况下全部烧掉毁,发生的原因至今没有答案。
事故发生后,博格相关人员到场检查,说是运行的问题,至今双方各执一词。