丰田喷气织机电气培训共20页文档
- 格式:ppt
- 大小:2.25 MB
- 文档页数:20
丰田喷气织机操作盘说明一、操作盘概述丰田喷气织机的操作盘位于机器的控制面板上,是控制织机运行的重要部件。
通过操作盘上的各种功能按钮和控制器,操作人员可以进行各种设置和调整,确保织机的正常运行。
本文将详细介绍丰田喷气织机操作盘上的各个部分及其功能和使用方法。
二、操作盘部件介绍1. 电源开关:位于操作盘的左侧,用于开启或关闭织机的电源。
在操作织机之前,请确保电源开关处于关闭状态,并在使用后立即关闭电源。
2. 主电动机控制器:位于操作盘正中央,用于调节织机的主电动机的转速。
通过旋转控制器,可以改变织机运行时主电机的转速。
3. 弹力控制器:位于主电动机控制器的下方,用于调节织机的弹力大小。
通过旋转控制器,可以改变织机运行时的弹力大小,以适应不同的织物材料和要求。
4. 运行模式按钮:位于操作盘的右侧,包括自动模式和手动模式两个按钮。
自动模式下,织机将按照设定好的参数自动运行;手动模式下,可以通过其他按钮进行单独控制。
5. 速度调节按钮:位于运行模式按钮下方,用于调节织机的运行速度。
通过点击加号或减号按钮,可以增加或减少织机的运行速度。
6. 喷气控制按钮:位于操作盘的右下方,用于控制织机进行喷气操作。
通过点击喷气控制按钮,可以使织机实现喷气功能。
7. 故障报警灯:位于操作盘的右上方,当织机出现故障时,该灯将亮起。
操作人员在正常运行过程中,应时刻关注该指示灯的状态,确保织机的正常运行。
三、操作盘功能和使用方法1. 开机与关机开机前,请确保电源开关处于关闭状态。
然后按下电源开关,织机将启动,并准备进入待机模式。
在织机使用完毕后,务必关闭电源开关,以确保织机的安全和稳定运行。
2. 主电动机转速调节通过旋转主电动机控制器,可以实现织机运行时主电机转速的调节。
根据织物材料和生产需求,通过适当调整转速,可以获得最佳的织造效果。
3. 弹力调节通过旋转弹力控制器,可以改变织机行进时的弹力大小。
不同的织物材料对弹力的要求不同,通过调节弹力大小,可以确保织机的运行平稳,织成的织物质量更好。
喷气织机修机工培训讲义为了提高我公司修机人员的理论知识和调机能力,达到改善织机效率和布面质量的目的,本讲义从织造原理和调机理念等几方面,并结合本人的工作实践和我公司的设备特性,详细讲述了调机思想,希望能对修机人员的调机起到抛砖引玉的作用。
一、织机原理织机运转前的准备工作:(1)、织机打纬轴与找纬装置的同步在机械构造上,织机的轴编码器直接和开口机构相连,而开口机构通过主马达轴与打纬机构相连。
一般情况下织机不需要进行同步,但是当进行如下操作后必须重新进行同步:1、不正常关车(或断电后),进行手动盘车2、改动了轴编码器、开口机构或控制线路板后3、行程开关更换对于必佳乐织机,进行此同步在P420页有一个程序,根据程序提示正确完成20步操作即可完成同步:步骤一,按下找纬按钮(PFF/PFR),使织机回到织造位置步骤二,按点动按钮(PF),寻找参考区域的起始位置,此过程警告灯闪亮步骤三,点动寻找参考区域末端位置说明:参考区域的两个值是固定的,相当于两个参照点步骤四,寻找330°的找纬位置步骤五,找纬位置找到,需要时调节轴编码器说明:在同步开始前,轴编码器要是综平位置步骤六,按找纬按钮使综平位置设在0°(实际输入综平位置可能不是0°)步骤七,在0°综平状态,点动找到起始参照位置步骤八,点动寻找参考位置中点(打纬点)步骤九,如果筘座不在前死心,手动转动机器,保证钢筘在前死心位置(打纬位置)步骤十,调整开口机构使在综平点步骤十一,调整轴编码器,使综平在0°步骤十二,找纬功能使综平角度回到预设定的位置步骤十三,寻找找纬位置步骤十四,按找纬按钮使综平角度回到预设位置步骤十五,检查参考区域步骤十六,检查找纬位置步骤十七,检查参考区域起始位置步骤十八,检查参考区域结束位置步骤二十,织机转至找纬位置(2)、开口机构同步(3)、轴编码器同步经过以上同步后,综平位置是0°,但是有时为了适应操作习惯或者统一,可以在P540中设定综平位置。
0.2 按钮和信号灯0.2按钮和信号灯.....................................................................0.2-20.2.1主电源开关1......................................................................0.2-20.2.2紧急停车按钮.....................................................................0.2-20.2.3操作盘3L、3R..................................................................0.2-30.2.4控制盘4.............................................................................0.2-70.2.5表示灯5(信号灯)...........................................................0.2-80.2.6两侧控制按钮6L和6R(选购).........................................0.2-16 2006年1月作成 Ver. 1.010.2 - 10. 运转操作0.2 - 20.2按钮和信号灯0.2.1主电源开关1(1)主电源开关1在主电控箱C 的后部,将开关搬至ON 的位置时,马达电路和控制电路接通。
(2)数秒后,信号灯5的白亮灯。
(白灯闪以及其它灯亮或闪时,表示发生电气故障。
)(3)切勿在关闭主电源开关1之后立即要打开之。
在再次打开此开关之前应至少等待30秒钟;否则,系统不能正确起动。
0.2.2紧急停车按钮(1)紧急停车按钮共有3个。
(在电控箱C 的后部以及左右按键盘SL 、SR 上。
培训对象:无梭喷织技工及修疵工内容概述:织机基本工艺参数、各种疵点及停台的修复具体内容:第一部分:织机基本工艺参数(单位mm)一、工艺参数1停纬销与主鼓筒间隙细支纱0.5粗支纱0.8mm2 辅喷嘴的安装角度为3刻2度,第一个辅喷嘴距钢筘刻印30mm,辅喷嘴间距65mm/80mm,曲柄180°时气管不弯、不漏、不绞、不碰胸梁。
3最后一个辅喷嘴与H1距离30-50mm4纬纱头端距H2为15-20mm5辅助主喷与主喷270°时一条直线6 左剪刀距钢筘1mm,0°时左边剪固定刃与钢筘后面2-4mm,35°时剪刀刃闭合,右边剪最大打开量为8mm7布边与H1为3mm,废边纱与H1为5mm,钢筘与H距离为0.5mm8 H1与H2间距100mm以上,弹力150mm以上9 钢筘有效使用范围为52mm10钢筘与边撑罩间隙为2mm11探纬线卡最大间距150mm12在V型皮带和定时皮带拉紧的状态下调整制动器与转子间隙0.4mm13编码器齿轮与传动齿轮间隙0.3mm14导杆与边撑座间隙2-3mm15启动方式:60°起动、标准起动、空打纬起动、60°单梭引纬并用起动16后梁最高及最低限值为40-130mm17送经量的调整范围0-13mm18制动弹簧(卷取拉簧)拉伸量35mm19压布辊与卷布轴间隙3mm20绞边器与边经纱距离为15-20mm,定时为290°、0°21绞边器与传动齿0.1-0.2mm22各皮带松紧力度:V型皮带30N力皮带下弯10mm,同步皮带50N3mm,卷曲皮带20N4mm23紧固力矩为钢筘6N.M,经轴压块12N.M,主喷嘴8N.M,辅喷嘴2N.M24辅助主喷座到车体落差部210-220上下位置为no1为25、no2为30mm. 辅助喷嘴管口到主喷嘴导纱器距离为90-120mm。
25毛边长度3-5mm26综框蹿动量0.5-1mm,综框与导板前后间隙为2mm27常喷JP、剪喷CP、主喷MP、辅喷SP28引纬时纬纱头端到达织口时,上下层经纱离导气道5MM以上,纬纱头端到达经纱右侧时,上下层经纱离导气道3MM,最后一组辅喷嘴气眼距下层经纱1-2mm29经轴侧停经架椭圆管与经纱距离3-5mm,卷取侧8-12mm30上经纱和下经纱都应同样离开钢筘的导气部5mm以上,这时便是最早的引纬飞行的开始。
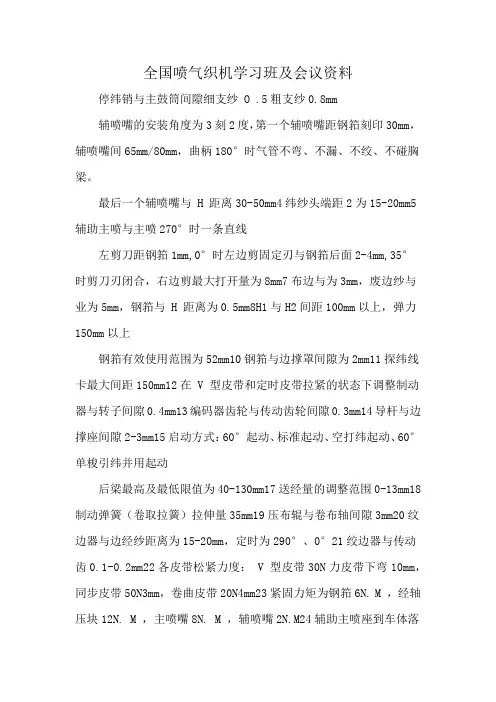
全国喷气织机学习班及会议资料停纬销与主鼓筒间隙细支纱 O .5粗支纱0.8mm辅喷嘴的安装角度为3刻2度,第一个辅喷嘴距钢筘刻印30mm,辅喷嘴间65mm/80mm,曲柄180°时气管不弯、不漏、不绞、不碰胸梁。
最后一个辅喷嘴与 H 距离30-50mm4纬纱头端距2为15-20mm5辅助主喷与主喷270°时一条直线左剪刀距钢筘1mm,0°时左边剪固定刃与钢筘后面2-4mm,35°时剪刀刃闭合,右边剪最大打开量为8mm7布边与为3mm,废边纱与业为5mm,钢筘与 H 距离为0.5mm8H1与H2间距100mm以上,弹力150mm以上钢筘有效使用范围为52mm10钢筘与边撑罩间隙为2mm11探纬线卡最大间距150mm12在 V 型皮带和定时皮带拉紧的状态下调整制动器与转子间隙0.4mm13编码器齿轮与传动齿轮间隙0.3mm14导杆与边撑座间隙2-3mm15启动方式:60°起动、标准起动、空打纬起动、60°单梭引纬并用起动后梁最高及最低限值为40-130mm17送经量的调整范围0-13mm18制动弹簧(卷取拉簧)拉伸量35mm19压布辊与卷布轴间隙3mm20纹边器与边经纱距离为15-20mm,定时为290°、0°21绞边器与传动齿0.1-0.2mm22各皮带松紧力度: V 型皮带30N力皮带下弯10mm,同步皮带50N3mm,卷曲皮带20N4mm23紧固力矩为钢筘6N. M ,经轴压块12N. M ,主喷嘴8N. M ,辅喷嘴2N.M24辅助主喷座到车体落差部210-220上下位置为 nol 为25、no2为30mm.辅助喷嘴管ロ到主喷嘴导纱器距离为90120mm。
毛边长度3-5mm26综框蹿动量0.5-Imm,综框与导板前后间隙为2mm常喷 JP 、剪喷 CP 、主喷 P 、辅喷 SP 28引纬时纬纱头端到达织口时,上下层经纱离导气道5MM以上,纬纱头端到达经纱右侧时,上下层经纱离导气道3MN,最后一组辅喷嘴气眼距下层经纱1-2mm29经轴侧停经架椭圆管与经纱距离3-5mm,卷取侧8-12mm30上经纱和下经纱都应同样离开钢筘的导气部 Smm。
喷气织机修机工培训讲义为了提高我公司修机人员的理论知识和调机能力,达到改善织机效率和布面质量的目的,本讲义从织造原理和调机理念等几方面,并结合本人的工作实践和我公司的设备特性,详细讲述了调机思想,希望能对修机人员的调机起到抛砖引玉的作用。
一、织机原理织机运转前的准备工作:(1)、织机打纬轴与找纬装置的同步在机械构造上,织机的轴编码器直接和开口机构相连,而开口机构通过主马达轴与打纬机构相连。
一般情况下织机不需要进行同步,但是当进行如下操作后必须重新进行同步:1、不正常关车(或断电后),进行手动盘车2、改动了轴编码器、开口机构或控制线路板后3、行程开关更换对于必佳乐织机,进行此同步在P420页有一个程序,根据程序提示正确完成20步操作即可完成同步:步骤一,按下找纬按钮(PFF/PFR),使织机回到织造位置步骤二,按点动按钮(PF),寻找参考区域的起始位置,此过程警告灯闪亮步骤三,点动寻找参考区域末端位置说明:参考区域的两个值是固定的,相当于两个参照点步骤四,寻找330°的找纬位置步骤五,找纬位置找到,需要时调节轴编码器说明:在同步开始前,轴编码器要是综平位置步骤六,按找纬按钮使综平位置设在0°(实际输入综平位置可能不是0°)步骤七,在0°综平状态,点动找到起始参照位置步骤八,点动寻找参考位置中点(打纬点)步骤九,如果筘座不在前死心,手动转动机器,保证钢筘在前死心位置(打纬位置)步骤十,调整开口机构使在综平点步骤十一,调整轴编码器,使综平在0°步骤十二,找纬功能使综平角度回到预设定的位置步骤十三,寻找找纬位置步骤十四,按找纬按钮使综平角度回到预设位置步骤十五,检查参考区域步骤十六,检查找纬位置步骤十七,检查参考区域起始位置步骤十八,检查参考区域结束位置步骤二十,织机转至找纬位置(2)、开口机构同步(3)、轴编码器同步经过以上同步后,综平位置是0°,但是有时为了适应操作习惯或者统一,可以在P540中设定综平位置。