金属的强化方法及机理
- 格式:ppt
- 大小:2.90 MB
- 文档页数:18
第十章材料的强韧化节材料强化基本原理结合键和原子排列方式的不同,是金属材料、陶瓷材料、高分子材料力学性能不同的根本原因。
通过改变材料的内制材料性能的目的。
不同种类的材料,提高其强度的机理、方法也不同。
一、金属材料的强化原理纯金属经过适当的合金化后强度、硬度提高的现象,称为固溶原因可归结于溶质原子和位错的交互作用,这些作用起源于溶质引发的局变。
固溶体可分为无序固溶体和有序固溶体,其强化机理也不相同。
(1)无序固溶强化固溶强化的实质是溶质原子的长程位错的交互作用导致致错运动受阻。
溶质相位错的交互作用是二者应力场用。
作用的大小要看溶质本身及溶质与基体之间的交互作用,这种作用使成弯曲形状。
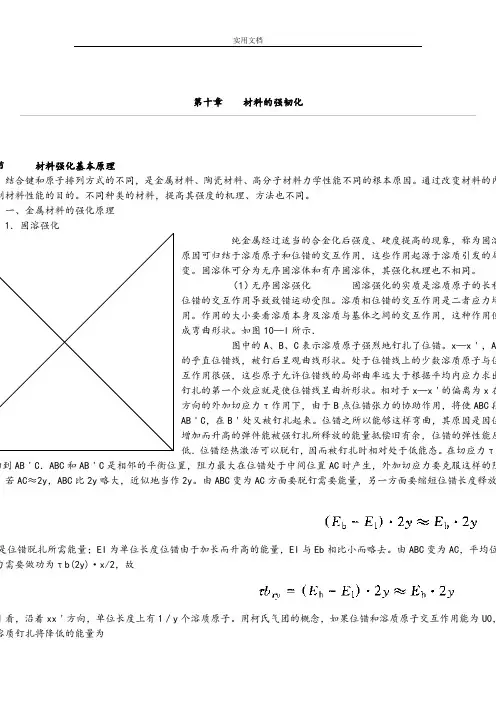
如图10—l所示.图中的A、B、C表示溶质原子强烈地钉扎了位错。
x—x',A的乎直位错线,被钉后呈观曲线形状。
处于位错线上的少数溶质原子与位互作用很强,这些原子允许位错线的局部曲率远大于根据平均内应力求出钉扎的第一个效应就是使位错线呈曲折形状。
相对于x—x'的偏离为x在方向的外加切应力τ作用下,由于B点位错张力的协助作用,将使ABC段AB'C,在B'处又被钉扎起来。
位错之所以能够这样弯曲,其原因是因位增加而升高的弹件能被强钉扎所释放的能量抵偿旧有余,位错的弹性能反低.位错经热激活可以脱钉,因而被钉扎时相对处于低能态。
在切应力τ动到AB'C.ABC和AB'C是相邻的平衡位置,阻力最大在位错处于中间位置AC时产生,外加切应力要克服这样的阻。
若AC≈2y,ABC比2y略大,近似地当作2y。
由ABC变为AC方面要脱钉需要能量,另一方面要缩短位错长度释放是位错脱扎所需能量;EI为单位长度位错由于加长而升高的能量,EI与Eb相比小而略去。
由ABC变为AC,平均位力需要做功为τb(2y)·x/2,故1看,沿着xx'方向,单位长度上有1/y个溶质原子。
用柯氏气团的概念,如果位错和溶质原子交互作用能为U0,溶质钉扎将降低的能量为所以设C为溶质原子百分数,在滑移面单位面积上有1/62个原子,其中有C/62个为溶质原子。
轧制强化机理
轧制强化是一种金属材料加工方法,通过对金属材料进行连续挤压和扭曲来改善其力学性能。
轧制强化机制主要包括以下几个方面:
1. 晶粒细化:在轧制过程中,金属材料会受到连续的塑性变形和压缩,这会导致原来较大的晶粒逐渐细化。
晶粒细化可以提高材料的强度和硬度,同时还可以改善其韧性和延展性。
2. 织构形成:轧制过程中,金属材料的晶粒会发生定向排列,形成一定的织构。
织构可以使材料在特定方向上具有优异的力学性能,例如增加其屈服强度和延展性。
3. 残余应力增加:轧制过程中,金属材料受到连续的塑性变形和压缩,会导致材料内部形成残余应力。
这些残余应力可以增加材料的屈服强度和抗变形能力,从而提高材料的强度。
4. 位错密度增加:轧制过程中,位错会在材料中产生和积累,形成高位错密度区域。
位错密度的增加可以增加材料的硬度和强度,并提高其抵抗变形和疲劳的能力。
总的来说,轧制强化通过连续的塑性变形和压缩作用,可改变金属材料的微观结构和性能,提高其力学性能和抗变形能力。
铝合金的变形工艺及强化机理一、引言铝合金是一种广泛应用于航空、汽车、电子、建筑等多个领域的材料。
作为一种轻质高强材料,铝合金对于减轻汽车和飞机质量,提高运输效率以及降低油耗有着巨大的潜力。
为了进一步提高铝合金材料的强度、硬度、延展性和韧性,人们通过变形加工和二次热处理等方法对铝合金的力学性能进行改善。
本文将围绕铝合金的变形工艺及强化机理展开探讨。
二、铝合金的变形加工方法变形加工是利用塑性变形来改变金属材料的形状、尺寸和组织结构的加工方法。
对于铝合金来说,变形加工方法主要包括拉伸、压缩、滚动、锻造、挤压和深拉等。
这些加工方法可以通过改变铝合金晶粒的结构和方向,达到改善材料的力学性能的目的。
1. 拉伸加工拉伸加工是利用拉伸力将铝合金材料向一个方向拉伸的加工方法。
在拉伸加工中,铝合金会发生塑性变形,从而使得材料的长轴方向产生细长的变形晶粒。
这种晶粒的取向具有显著的各向异性,并且通常沿材料的轴向朝一个特定方向排列。
因此,拉伸加工可以使铝合金材料在某些方向上具有很强的强度和硬度,但在其他方向上其力学性能可能较差。
2. 压缩加工压缩加工是将铝合金材料向一个方向施加压缩力的加工方法。
与拉伸加工不同的是,压缩加工会使铝合金晶粒在横截面处变形,从而产生大量的位错和晶间剪切带。
这些位错和晶间剪切带可以增加材料的强度和硬度,并且使材料更加均匀。
3. 滚动加工滚动加工是通过使铝合金材料在滚筒轧压下产生纵向和横向的压缩变形来改善材料的性能。
由于滚压过程中铝合金晶粒发生了强烈的位错和晶界移动,因此形成了一种扭曲的组织结构。
这种扭曲的结构可以增加材料的强度和硬度,提高其耐疲劳性能和韧性。
4. 锻造加工锻造加工是通过让铝合金材料在热态或冷态下受到重复的变形加载来改善材料的性能。
粗晶的铝合金材料可以在经过高温高压的锻造加工后,得到细晶体的组织结构,从而具有更好的机械性能。
在锻造过程中,铝合金材料的晶粒也会沿着加载方向得到排列,形成一种各向同性的组织结构。
金属材料的强化和韧化一、金属材料的强化1.1材料强化简介材料强度:强度是指材料抵抗变形和断裂的能力。
通过合金化、塑性变形和热处理等手段提高金属材料的强度,称为金属的强化。
随试验条件不同,强度有不同的表示方法,如室温准静态拉伸试验所测定的屈服强度、流变强度、抗拉强度、断裂强度等;压缩试验中的抗压强度;弯曲试验中的抗弯强度;疲劳试验中的疲劳强度;高温条件静态拉伸所测的持久强度。
强化机理主要有:固溶强化、形变强化、细晶强化和第二相弥散强化等四种,以下将分别予以介绍。
1.2 固溶强化即利用金属材料内部点缺陷(间隙原子置换原子)对金属基体(溶剂金属)进行强化。
合金元素的固溶强化效果一般可以表示为:△σs= K i C i n式中,K i为系数;C i n为固溶度。
对于C、N等间隙原子,n=0.33~2.0;对于Mo、Si、Mn等置换原子,n=0.5~1.0。
固溶强化的机理:原子固溶与钢的基体中,一般都会使晶格发生畸变,从而在基体中产生了弹性应力场,弹性应力场与位错的交互作用将增加位错运动的阻力,宏观上即表现为提高了材料的强度。
1.3 形变强化金属在塑性变形过程中位错密度不断增加,使弹性应力场不断增大,位错间的交互作用不断增强,因而位错的运动越来越困难—位错强化。
作用是为了提高材料的强度,使变形更均匀,防止材料偶然过载引起破坏。
金属晶体中的位错是由相变和塑性变形引入的,位错密度愈高,位错运动愈困难,金属抵抗塑性变形的能力就愈大,表现在力学性能上,金属强度提高,即当造成金属晶体内部位错大量增殖时,金属表现出强化效果。
理论研究同时也说明:制成无缺陷,几乎不存在“位错”的完整晶体,使金属晶体强度接近理论强度,则会使金属强化效果表现得更为突出。
因此,金属有两种强化途径:一是对有晶体缺陷的实际金属,即存在位错金属,可以通过位错增殖而强化,二是制成无晶体缺陷的理想金属,使晶体中几乎不存在位错,则金属强化效果会更大。
形变强化遵循以下规律:第一,随着变形量增加,强度提高而塑性和韧性逐渐降低,逐渐接近于零。
论述四种强化的强化机理强化规律及强化方法 The Standardization Office was revised on the afternoon of December 13, 20201、形变强化形变强化:随变形程度的增加,材料的强度、硬度升高,塑性、韧性下降的现象叫形变强化或加工硬化。
机理:随塑性变形的进行,位错密度不断增加,因此位错在运动时的相互交割加剧,结果即产生固定的割阶、位错缠结等障碍,使位错运动的阻力增大,引起变形抗力增加,给继续塑性变形造成困难,从而提高金属的强度。
规律:变形程度增加,材料的强度、硬度升高,塑性、韧性下降,位错密度不断增加,根据公式Δσ=αbGρ1/2,可知强度与位错密度(ρ)的二分之一次方成正比,位错的柏氏矢量(b)越大强化效果越显著。
方法:冷变形(挤压、滚压、喷丸等)。
形变强化的实际意义(利与弊):形变强化是强化金属的有效方法,对一些不能用热处理强化的材料可以用形变强化的方法提高材料的强度,可使强度成倍的增加;是某些工件或半成品加工成形的重要因素,使金属均匀变形,使工件或半成品的成形成为可能,如冷拔钢丝、零件的冲压成形等;形变强化还可提高零件或构件在使用过程中的安全性,零件的某些部位出现应力集中或过载现象时,使该处产生塑性变形,因加工硬化使过载部位的变形停止从而提高了安全性。
另一方面形变强化也给材料生产和使用带来麻烦,变形使强度升高、塑性降低,给继续变形带来困难,中间需要进行再结晶退火,增加生产成本。
2、固溶强化随溶质原子含量的增加,固溶体的强度硬度升高,塑性韧性下降的现象称为固溶强化。
强化机理:一是溶质原子的溶入,使固溶体的晶格发生畸变,对滑移面上运动的位错有阻碍作用;二是位错线上偏聚的溶质原子形成的柯氏气团对位错起钉扎作用,增加了位错运动的阻力;三是溶质原子在层错区的偏聚阻碍扩展位错的运动。
所有阻止位错运动,增加位错移动阻力的因素都可使强度提高。
固溶强化规律:①在固溶体溶解度范围内,合金元素的质量分数越大,则强化作用越大;②溶质原子与溶剂原子的尺寸差越大,强化效果越显著;③形成间隙固溶体的溶质元素的强化作用大于形成置换固溶体的元素;④溶质原子与溶剂原子的价电子数差越大,则强化作用越大。
金属强化的四种机理金属强化是指通过一系列的工艺和技术手段,使金属材料的力学性能得到提高的过程。
金属强化的机理可以分为四种:晶粒细化、位错增多、析出硬化和变形诱导强化。
一、晶粒细化晶粒细化是指通过控制金属材料的晶粒尺寸,使其变得更小,从而提高材料的强度和硬度。
晶粒细化的机理主要是通过加工变形来实现的。
在加工变形过程中,金属材料的晶粒会被拉伸和压缩,从而发生变形和细化。
此外,还可以通过热处理来实现晶粒细化,例如退火和等温退火等。
二、位错增多位错是指金属材料中的晶格缺陷,它们可以通过加工变形来增多。
位错增多的机理是通过加工变形使晶体中的位错密度增加,从而提高材料的强度和硬度。
位错增多还可以通过热处理来实现,例如冷变形和等温退火等。
三、析出硬化析出硬化是指通过在金属材料中形成固溶体和析出相,从而提高材料的强度和硬度。
析出硬化的机理是通过在金属材料中形成固溶体和析出相,从而限制晶体的滑移和扩散,从而提高材料的强度和硬度。
析出硬化还可以通过热处理来实现,例如固溶处理和时效处理等。
四、变形诱导强化变形诱导强化是指通过加工变形来引起金属材料中的位错和晶界移动,从而提高材料的强度和硬度。
变形诱导强化的机理是通过加工变形来引起金属材料中的位错和晶界移动,从而限制晶体的滑移和扩散,从而提高材料的强度和硬度。
变形诱导强化还可以通过热处理来实现,例如等温退火和时效处理等。
综上所述,金属强化的机理可以分为晶粒细化、位错增多、析出硬化和变形诱导强化四种。
这些机理可以通过加工变形和热处理等工艺手段来实现,从而提高金属材料的力学性能。
冷挤压强化增寿机理引言冷挤压强化是一种常见的金属加工方法,可以通过改变材料的晶体结构和形态来提高材料的强度和硬度,延长材料的寿命。
本文将就冷挤压强化的机理进行详细阐述。
1. 冷挤压的基本原理冷挤压是一种通过外力使金属材料在室温下变形的方法。
在冷挤压过程中,金属材料受到外力的作用,发生塑性变形,从而改变材料的形状和结构。
与热挤压相比,冷挤压不需要加热材料,因此可以避免材料在高温下形成晶粒长大和晶粒边界扩散,从而保持材料的细小晶粒结构。
2. 冷挤压强化的机制冷挤压强化主要通过以下三种机制来提高材料的强度和硬度:2.1 晶体结构改变在冷挤压过程中,金属材料的晶体结构发生改变。
原本不规则的晶粒被压缩成为规则的形状,晶粒的形状和尺寸发生改变。
这种晶体结构的改变可以增加晶粒的位错密度,从而提高材料的强度。
2.2 晶界强化效应冷挤压过程中,晶粒与晶粒之间的晶界发生移动和滑动,形成了一些新的位错。
这些位错会阻碍晶界的移动,增加晶界的强度,从而提高材料的强度和硬度。
2.3 冷变形强化效应冷挤压过程中,金属材料受到外力的作用,发生塑性变形。
这种塑性变形会导致材料内部的晶粒形成位错,位错的存在会阻碍晶体的滑移和位错的移动,从而提高材料的强度。
3. 冷挤压强化的应用冷挤压强化广泛应用于各种金属材料的加工和制造过程中。
例如,冷挤压可以用于生产汽车零部件、航空航天部件、电子元器件等。
通过冷挤压强化,这些材料可以提高强度和硬度,从而提高产品的使用寿命和可靠性。
4. 冷挤压强化的优势和局限性冷挤压强化具有以下几个优势:- 可以在室温下进行,不需要加热材料,节约能源和时间;- 可以制造出细小晶粒结构,提高材料的强度和硬度;- 可以实现复杂形状的制造,提高产品的精度和性能。
然而,冷挤压强化也存在一些局限性:- 冷挤压对材料的可塑性要求较高,某些材料不适合进行冷挤压;- 冷挤压过程中会产生应力集中和变形不均匀的问题,需要合理设计工艺和控制参数;- 冷挤压强化的效果有限,无法进一步提高材料的强度和硬度。
金属材料的喷丸强化原理及其强化机理综述喷丸强化是一种常用的金属表面处理技术,通过将高速喷射的金属颗粒或研磨料冲击在金属表面上,可以改善金属的表面质量、增强金属的抗疲劳性能和耐蚀性能。
喷丸强化的原理及其强化机理主要有以下几个方面:1.表面清理:喷丸强化过程中,高速喷射的金属颗粒或研磨料冲击在金属表面上,可以将表面的氧化物、油污、锈蚀物等清除干净,从而提高金属表面的清洁度和质量。
2.表面硬化:喷丸强化会在金属表面形成一定深度的冷作硬化层,这是因为金属颗粒或研磨料的冲击会引起金属表面的塑性变形和冷变形,从而产生强化效果。
这种硬化层可以增加金属材料的硬度和耐磨性,提高抗疲劳性能。
3.残余压应力:喷丸强化会在金属表面产生一定的残余压应力,即冲击力的作用下,金属表面产生压缩变形,而内部则产生拉伸变形。
这些残余压应力的存在可以有效地阻止裂纹和缺陷的扩展,提高金属材料的抗拉强度和延伸率。
4.容积效应:喷丸强化可以在金属表面形成很多微小的挤压区,这些微小的挤压区可以有效地增加金属的表面积,增强金属与周围环境的接触,从而提高金属的氧化和腐蚀性能。
5.变形和急冷回火效应:喷丸强化过程中,金属颗粒或研磨料的冲击会引起金属表面的塑性变形和变形加热,而喷射介质的冷却能力很强,会在喷丸后对金属表面进行急冷回火。
这种急冷回火效应可以改善金属的晶粒结构和组织性能,提高金属的韧性和抗疲劳性能。
总之,喷丸强化通过冲击、压缩、冷变形和急冷回火等机制,对金属材料的表面和组织进行改善和增强,从而达到提高金属的性能和延长使用寿命的目的。
这种技术在航空、航天、能源、汽车等领域有着广泛的应用前景。
金属材料的喷丸强化原理及其强化机理综述1 喷丸强化原理喷丸强化(Peening)是一种表面处理技术,该技术可以使金属或非金属材料表面几乎承受和耐受机械强度的变化和维护的方法。
它通过喷丸装置形成的动态压痕来改善材料的性能,以降低环境和表面潜在的威胁,从而提高整体结构的强度和寿命。
喷丸强化是在表面处理中使用力学加工的过程,可以应用于铝合金、碳钢、不锈钢和双向淬火钢等金属材料,它可以有效地提高材料的表面硬度和强度。
喷丸强化的原理是,使用压痕和动能来改变和完善表面,从而改善该表面的性能和机械性能,可以解决多种结构和断裂的问题,并可以提高外形精度和耐磨持久性。
2 喷丸强化机理喷丸强化机理涉及多种因素,如极化物质,弹性能,光反射表面,颗粒聚集度,弹性和摩擦力等。
其中,极化物质是喷丸强化的重要机理,极化物质可以将形成的压痕向四周传播以改善表面外观,并增强表面的硬度。
通过电荷分布模式的形成,还可以改变结构的几何维度,使表面形成不同形状的压痕,从而改善材料的表面硬度和耐久性。
弹性能的改善是另一个重要的强化机理,喷丸可以形成压痕磨损表面,从而改善不同表面的弹性能,降低撞击速度对材料的损失,使材料的表面更加平滑,增强材料的机械强度和耐久性。
光反射表面的改善是另一个喷丸强化机理,由于喷丸刻蚀表面形成了凹凸不平表面,使反射光线传播和反射更多,以提高表面的亮度和抗反射能力。
最后,喷丸强化还可以改变表面的密度,材料的密度是影响机械强度的重要因素。
而喷丸处理可以改变表面结构和形状,从而提高表面的密度,并使其结构更加均匀,从而提高材料的机械强度和耐久性。
3 总结喷丸强化是一种常用的表面处理技术,可以有效地提高金属材料表面的硬度和强度,对材料表面的耐磨性有良好的改善作用。
它主要依靠极化物质、弹性能、光反射表面和密度等机制来改善材料表面的性能,从而提高材料的用途和加工性。
合金强化机理
合金强化是通过在晶体结构的缺陷、位错、固溶体、析出物等方面加强晶体结构,从而提高合金材料的机械性能、物理性能和化学性能。
常见合金强化机理有:
1. 固溶体强化: 将一种金属元素溶解到另一种金属中,使晶粒
尺寸小于1μm,形成均匀的实溶体结构。
这种溶解的过程可
以提高合金的硬度和强度。
2. 相变强化: 合金中添加的元素会在一定条件下形成新的相,
如固溶体、碳化物、氮化物等,这些相可以形成局部的高硬度区域,增加合金的硬度和强度。
同时,这些相也可以在不同温度下发生相变,形成储存和释放弹性能量的结构,提高合金的韧性。
3. 弥散硬化: 在合金中掺入微小的球形或棒状的颗粒,可以在
晶体结构中形成弥散的嵌入物,阻碍位错的移动,从而提高合金的强度和硬度。
4. 冷加工硬化: 将合金材料在低温下进行变形加工,会导致晶
体结构的变形和位错的增加,从而提高合金的硬度和强度。
5. 内应力强化: 通过热处理、表面处理、形状记忆合金等方式,将材料中的位错和应力锁定在一定位置,从而增加材料的硬度和强度。
总之,合金强化机理旨在改善材料的晶体结构,增强材料的性能,以满足不同领域的需求。
金属的五种强化机制及实例1 固溶强化(1)纯金属加入合金组元变为固溶体,其强度、硬度将升高而塑性将降低, 这个现象称为固溶强化。
(2)固溶强化的机制是: 金属材料的变形主要是依靠位错滑移完成的, 故凡是可以增大位错滑移阻力的因素都将使变形抗力增大, 从而使材料强化。
合金组元溶入基体金属的晶格形成固溶体后, 不仅使晶格发生畸变, 同时使位错密度增加。
畸变产生的应力场与位错周围的弹性应力场交互作用, 使合金组元的原子聚集在位错线周围形成“气团”。
位错滑移时必须克服气团的钉扎作用, 带着气团一起滑移或从气团里挣脱出来, 使位错滑移所需的切应力增大。
(3)实例:表1 列出了几种普通黄铜的强度值, 它们的显微组织都是单相固溶体, 但含锌量不同, 强度有很大差异。
在以固溶强化作为主要强化方法时, 应选择在基体金属中溶解度较大的组元作为合金元素, 例如在铝合金中加入铜、镁; 在镁合金中加入铝、锌; 在铜合金中加入锌、铝、锡、镍; 在钛合金中加入铝、钒等。
表1 几种普通黄铜的强度(退火状态)对同一种固溶体, 强度随浓度增加呈曲线关系升高, 见图1。
在浓度较低时, 强度升高较快, 以后渐趋平缓,大约在原子分数为50 %时达到极大值。
以普通黄铜为例: H96 的含锌量为4 % , σb 为240MPa , 与纯铜相比其强度增加911 %;H90 的含锌量为10 % , σb 为260MPa , 与H96 相比强度仅提高813 %。
2 细晶强化(1) 晶界上原子排列紊乱, 杂质富集,晶体缺陷的密度较大, 且晶界两侧晶粒的位向也不同, 所有这些因素都对位错滑移产生很大的阻碍作用, 从而使强度升高。
晶粒越细小, 晶界总面积就越大, 强度越高, 这一现象称为细晶强化。
(2) 细晶强化机制:通常金属是由许多晶粒组成的多晶体,晶粒的大小可以用单位体积内晶粒的数目来表示,数目越多,晶粒越细。
实验表明,在常温下的细晶粒金属比粗晶粒金属有更高的强度、硬度、塑性和韧性。
材料结构与性能读书报告--金属材料的强化机理综合论述金属材料强化原理,基本途径,文章从宏观性能—微观组织结构—材料强化三者的相互依存关系,叙述了材料强化的本质、原理与基本途径作了论述。
金属的强化可以改善零件的使用性能,提高产品的质量,充分发挥材料的性能潜力,延长工件的使用寿命,在实际应用中,有着非常重要的意义。
对工程材料来说,一般是通过综合的强化效应以达到较好的综合性能。
具体方法有固溶强化、形变强化、沉淀强化和弥散强化、晶界强化、位错强化、复相强化、纤维强化和相变强化等。
关键词:强化;细晶;形变;固溶;弥散;相变In this paper a summary is made on the principle of material strengthening,basis way and new technology of heat treatment.The essence,principle and basis ways of strengthening various materials were expounded in terms of their microscope properties,microstructure and material strengthening technology.:Metal strengthening can improve the performance of parts, improve the quality of products, give full play to the properties of materials, extend the use of workpiece potential life, in practical applications, has a very important significance. A systematic discussion was made about the explantation of the potential of materials.For engineering materials, it is usually by the strengthening effect comprehensive to achieve good comprehensive performance. Specific methods have solid-solution strengthening,distortion and deposition strengthening ,he complex phase strengthening,fiber reinforced and phase change aggrandizement, etc.Keywords:strengthen; fine grain; deformation; solution; dispersion; phase transition一、金属的强化通过合金化、塑性变形和热处理等手段提高金属材料的强度,称为金属的强化。
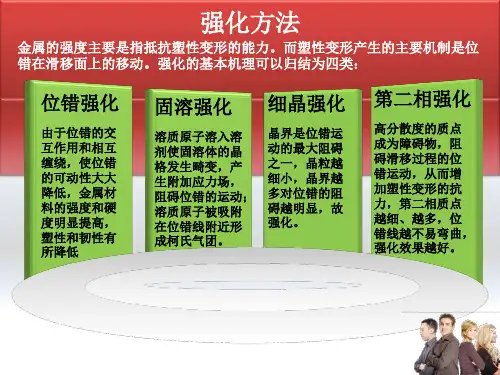
金属材料的四种强化方式-回复金属材料的四种强化方式是:固溶强化、细晶强化、位错强化和相变强化。
这些强化方式可以通过改变金属晶体结构、控制晶粒大小、引入位错和控制相变来提高金属材料的强度和硬度。
固溶强化是指通过固溶体中添加溶质元素来改善金属材料的性能。
溶质元素可以在金属基体中占据空位或替代原子的位置,通过与基体原子发生相互作用来影响金属的晶体结构和力学性能。
溶质元素的添加可以形成固溶体溶解度限度以及形成沉淀相,从而有效地改善金属材料的强度和塑性。
细晶强化是指通过控制金属材料的晶粒尺寸来提高材料的强度和硬度。
晶粒边界是材料中晶粒之间的界面,晶粒越细小,晶界面越多,阻碍位错移动的机会就越多,从而提高材料的强度。
细晶强化可以通过控制冷变形过程中的变形温度、变形速率和变形温度等参数来实现。
位错强化是指通过加入位错(晶体结构缺陷)来提高金属材料的强度。
位错是晶体中的一种阻碍原子位置正常排列的缺陷,位错强化的基本原理是位错产生了一系列应变场,阻碍了位错周围的其他位错的运动,从而提高了材料的强度。
位错强化可以通过冷变形和热处理等工艺实现。
相变强化是指通过金属材料的相变来提高材料的强度和硬度。
相变是指材料从一种晶体结构转变为另一种晶体结构的过程。
相变强化的基本原理是相变过程中晶粒的生长和变化,使得晶体结构得以改善,从而提高材料的性能。
相变强化通常通过热处理来实现,如淬火、时效等。
金属材料的四种强化方式相互作用,可以通过不同的方式和工艺进行组合来实现对材料性能的综合强化。
例如,可以通过固溶强化控制溶质元素的含量和溶解度来改善材料的强度和塑性;通过细晶强化来控制材料的晶粒尺寸,提高材料的强度和硬度;通过位错强化控制位错密度和位错类型来改善材料的强度和耐腐蚀性能;通过相变强化来控制材料的相变过程,调节材料的晶体结构和硬度等。
综合应用这些强化方式,可以实现对金属材料性能的全面改善,满足不同工程应用的要求。
强化韧化机理
强化韧化机理是金属材料科学中的一个重要概念,它涉及到材料性能的改善,尤其是硬度和韧性这两个重要的力学性能指标。
强化与韧化通常是材料改性处理的目的,使其在保持足够强度的同时,提高抵抗断裂的能力。
1. 强化机制:
强化主要通过以下几种方式进行:
- 固溶强化:通过添加合金元素使基体材料内部形成固溶体,阻碍位错运动,从而提高材料的强度。
- 时效强化:通过加热、保温然后冷却的过程,使材料内部析出第二相粒子,位错运动受到阻挡,提高材料强度。
- 应变强化(加工硬化):通过冷加工(如轧制、锻造等)使材料内部产生大量位错,位错交互作用增加,从而提高材料的抗拉强度。
- 晶粒细化强化:通过控制加工工艺使材料晶粒细化,晶界数量增多,位错运动阻力增大,材料强度提高。
2. 韧化机制:
韧化主要通过以下方式实现:
- 细化晶粒:晶粒越细,晶界越多,晶界能阻止裂纹扩展,从而提高材料韧性。
- 第二相颗粒强化:在材料基体中引入弥散分布的第二相颗粒,如陶瓷颗粒、金属间化合物等,可以阻滞裂纹的扩展,起到钉扎位错的作用,提高材料韧性。
- 亚微观结构调控:通过调整材料内部的层片状、孪晶、位错胞等亚微观结构,使材料在遭受冲击或负载时分散并吸收能量,从而提高韧性。
- 混合韧化:结合多种韧化机制,如相变韧化(马氏体钢的相变)、沉淀强化与韧化并存(航空铝合金的时效处理)等,实现强度和韧性的同步提升。
铝合金的强化机制主要有以下几种:
固溶强化:通过将合金加热至高温,使固溶体内的晶格变得松散,原子之间的距离变大,再急速冷却,让固溶体中的某些元素分布不均匀,形成了小晶粒或细化晶粒,提高了材料的强度。
形变强化:通过机械力或热力使铝合金产生形变,从而提高其强度和硬度。
过饱和固溶体强化:铝合金经加热到某一温度淬火后,可以得到过饱和的铝基固溶体。
这种过饱和铝基固溶体放置在室温或加热到某一温度时,其强度和硬度随时间的延长而增高,但塑性、韧性则降低,这个过程称为时效。
在室温下进行的时效称为自然时效,在加热条件下进行的时效称为人工时效。
时效过程中使铝合金的强度、硬度增高的现象称为时效强化或时效硬化。
过剩相强化:如果铝中加入合金元素的数量超过了极限溶解度,则在固溶处理加热时,就有一部分不能溶入固溶体的第二相出现,称为过剩相。
在铝合金中,这些过剩相通常是硬而脆的金属间化合物。
它们在合金中阻碍位错运动,使合金强化,这称为过剩相强化。
细化组织强化:许多铝合金组织都是由α固溶体和过剩相组成的。
若能细化铝合金的组织,包括细化α固溶体或细化过剩相,就可使合金得到强化。
如需获取更具体的信息,建议咨询材料学专家或查阅相关文献资料。