赛飞特(SFT)型常见冲床光电保护接线说明
- 格式:pdf
- 大小:59.17 KB
- 文档页数:3


正确安装和使用光电保护器光电保护器(Photoelectric protection device)是一种利用光电转换和传感技术实现的自动感应设备,广泛应用于机械领域中的危险设备上,能够监控和检测设备运行过程中的各种异常情况,及时提醒操作人员或自动停机以保障工作安全。
因此,正确的安装和使用光电保护器显得尤为重要。
下面,我们来介绍一下正确的安装和使用光电保护器的步骤:1.安装前的注意事项在安装光电保护器之前,首先需要审慎考虑以下几个方面:(1)保护器的选择不同的危险设备应使用相应的光电保护器,因此在选择保护器时需要考虑其感应距离、反应时间和容错能力等因素,以确保其在实际使用中的效果和安全性。
(2)保护器的安装位置保护器的安装位置必须在危险设备的作用范围内,以确保保护器可对设备进行有效的监控和检测。
同时,由于不同的保护器安装位置有不同的安装方式,因此在安装前需要详细阅读说明书并遵循说明进行安装。
(3)保护器的定位为了保证光电保护器的准确定位,需要在其前后方向上安装导向元件,防止意外振动或震动导致保护器移位或断掉。
2.安装光电保护器根据不同的安装位置和方式,安装光电保护器有以下两种模式:(1)安装在危险设备上将光电保护器按照说明书指示固定在危险设备上,并使用导向元件进行定位和固定。
保护器与危险设备的距离应选择合适的感应距离,一般来说,安装在机器上的光电保护器的感应距离要比手动维护更接近。
(2)安装在设备周围墙壁将光电保护器固定在设备墙壁上,感应器部分要向着要监测的危险设备方向。
也需要安装导向元件进行定位和固定,并确定距离。
墙壁的安装面应该平整,少有微小的凹凸缝隙,以保证光电保护器的稳定安装。
3.检查安装质量和效果安装完光电保护器后,应进行必要的检查和测试,以确保安装质量和功能的正常工作。
检查和测试的具体步骤如下:(1)进行电气测试,如检查保护器及其控制设备的电源输入、继电器输出等。
(2)进行机械测试,如检查保护器的感应距离是否符合要求、感应器的装置是否牢固等。
光电保护装置、安全光幕与冲床接线说明——————赛飞特(SFT)型随着冲床附件的日益成熟,国内外的冲床生产厂家在冲床出厂时都已经把各种附件的接线口留出以方便安装接线。
现把常见的几个厂家的冲床光电接点列出以做参考。
①台湾金丰冲床接线点:R5 S3点为AC220VR5 120 R5和120点在未安装SFT安全光幕绿色线OSSD1 时有一根短接线将二点短接。
兰色线OSSD1②台湾协易冲床接线点:2324点为AC220V160 161 160和161点在未安装SFT安全光幕时绿色线OSSD1 有一根短接线将二点短接。
兰色线OSSD 173 C灰色OSSD2 73和C点控制冲床面板的OK指白色OSSD2 示灯。
③扬力冲床接线点:0 43点为AC220VJ21冲床14和100点为行程停止接点、J23冲床10和21点为行程停止接点在未安装光电保护装置时有一根短接线将二点短接。
14 100绿色线OSSD1蓝色线OSSD1④扬锻冲床接线点:0 4点为AC220V10 22 10和22点在未安装光电保护装置时绿色线OSSD1有一根短接线将二点短接。
蓝色线OSSD1⑤上海二锻(丹阳沃得)冲床接线点:140 141点为AC110V 0 120点为AC220V XC1 X6 XC1和X6点在未安装光电保护装置时绿色线OSSD1有一根短接线将二点短接蓝色线OSSD1 方的光电接插件里将2点短接全程保护(同时保护寸动)的接线点为:X43 X43 T和K点为串接进X43号线绿色线OSSD1这样接线为全程保护。
蓝色线OSSD1冲床的电源接点可以参考冲床电气柜内的变压器。
也可以查看冲床图纸找到合适的接点。
以上的冲床预留的接点并不保护寸动状态。
如冲床使用厂家要求保护寸动的,则在冲床图纸上找到控制行程停止的点(如上海二锻的X43号点)或在冲床控制面板上找行程停止按钮并查出线号。
然后在电器柜中按线号串接赛飞特(SFT)控制器安全输出(这种接线为全程保护,如需要回程不保护则要再并进一个备用凸轮并调好角度)。
冲床平安操作规程及保护保养一、目的冲床是具有专门大风险加工机床,必需牢固树立平安第一的思想,必需严格操作流程,严防意外发生。
标准冲床操作程序及方式,确保人身平安,设备平安和产品质量稳固。
二、适用范围适用于本公司生产部对冲床的操作操纵。
三、冲床的工作原理:冲床的设计原理是将圆周运动转换为直线运动。
由主电动机出力,带动飞轮,经聚散器带动齿轮、曲轴(或偏心齿轮)、连杆等运转,来达到滑块的直线运动,从主电动机到连杆的运动为圆周运动。
连杆和滑块之间需有圆周运动和直线运动的转接点,其设计上大致有两种机构,一种为球型,一种为销型(圆柱型) ,经由那个机构将圆周运动转换成滑块的直线运动。
冲床对材料施以压力,使其塑性变形,而取得所要求的形状与精度,因此必需配合一组模具(分上模与下模),将材料置于其间,由机械施加压力,使其变形,加工时施加于材料之力所造成之反作使劲,由冲床机械本体所吸收。
为用户平安操作额外提供的手用操作工具。
手用工具种类很多,经常使用的有手用钳、钩、镊、夹、各式吸盘(电磁、真空、永磁)及工艺专用工具等,是平安操作的辅助手腕。
四、职责相关人员负责生产进程中的物料确认、质量保证和报表填写。
五、操作规程一、工必需通过学习,把握冲床的结构、性能,熟悉操作规程并取得操作许可方可独立操作。
冲床应专人利用严禁其他人员操作。
二、车间上班时应正确穿着劳保用品。
二、正确利用冲床上平安爱惜和操纵装置,不得任意拆动。
3、工作前清除工作场地防碍操作的物件。
,检查冲床各传动、连接、润滑等部位及防护保险装置是不是正常,装模具螺钉必需牢固,不得移动。
检查冲床运动部份(如导轨、轴承等)是不是加注了润滑油。
冲床在工作前应作空运转1-3分钟,飞轮运转是不是平稳,检查聚散器、制动器等操纵装置的灵活性,确认正常后方可利用,不得带病运转。
4、设备在运转时,严禁将手伸入滑块区内,调整或修理机床时,必需关掉电源,挂“禁止操作”警示牌,需要点动或开动时,要通知每一个工作者,不然,不许诺开动。
冲床光电保护的接法《冲床光电保护的接法》说起冲床光电保护的接法,我就想起我第一次接触这玩意儿的时候,那真是一场“手忙脚乱”的大作战。
我刚到工厂,师傅就把冲床光电保护装置的安装任务交给了我一部分。
我看着那一堆零件和电线,心里直发慌,感觉就像面对一堆乱麻,不知道从哪儿下手。
师傅看我那傻样,笑着说:“别慌,这接法有讲究,但也没那么难。
”首先得确定光电保护装置的发射端和接收端。
这就像两个人在玩传球游戏,一个发球,一个接球,少了谁都不行。
我拿着两个端头,仔细研究,发现发射端有个小小的指示灯,就像它的“眼睛”,一直亮着,表示它在随时准备“发射信号”。
而接收端呢,看起来比较“沉默”,但只要接收到发射端的信号,它也会有反应。
然后就是接线了。
师傅告诉我,要先把电源线接好。
这电源线就像整个装置的“生命线”,没它可不行。
我小心翼翼地把电源线的插头插到对应的插座上,心里还默念着:“千万别接错啊,不然这‘家伙’可就罢工了。
”接好电源线后,就开始接信号线了。
信号线有好几根,颜色花花绿绿的,就像彩虹糖一样。
我按照说明书,一根一根地对应着接。
白色的线接这个端口,蓝色的线接那个端口,每接一根都要检查好几遍,生怕接错了顺序。
有一次,我在接一根黄色的信号线时,手不小心抖了一下,线差点就插到错误的端口里了。
我吓出一身冷汗,赶紧调整好。
师傅在旁边看到了,调侃我说:“你这手啊,是不是早上没吃饭,这么不稳当。
”我不好意思地笑了笑,更加专注地继续接线。
接好线后,还得调试呢。
我打开冲床的电源,启动光电保护装置。
师傅拿着一个小物件,在发射端和接收端之间晃了晃,就像在测试两个“小伙伴”之间的默契。
如果接收端能准确地接收到信号,冲床就会正常工作;如果信号被阻断了,冲床就会立刻停止。
我紧张地看着,当看到冲床在信号阻断时乖乖停下来,我心里别提多高兴了,就像完成了一场艰难的考试。
从这次经历我明白了,冲床光电保护的接法虽然有点复杂,但只要按照步骤来,细心操作,就能让这个重要的安全装置发挥作用。
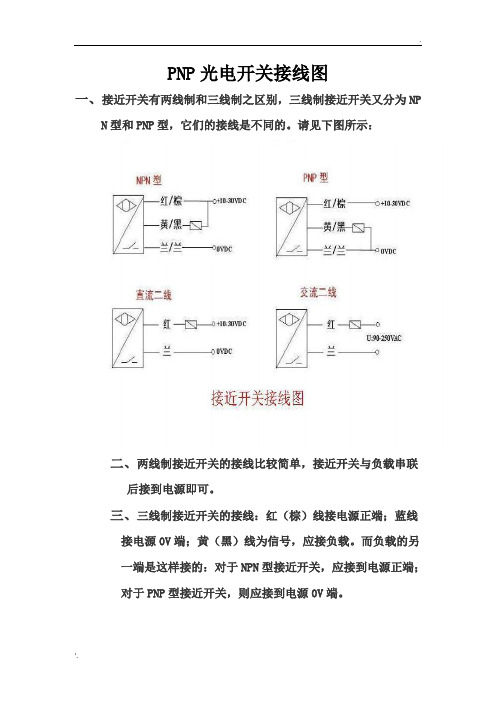
PNP光电开关接线图
一、接近开关有两线制和三线制之区别,三线制接近开关又分为NP
N型和PNP型,它们的接线是不同的。
请见下图所示:
二、两线制接近开关的接线比较简单,接近开关与负载串联
后接到电源即可。
三、三线制接近开关的接线:红(棕)线接电源正端;蓝线
接电源0V端;黄(黑)线为信号,应接负载。
而负载的另
一端是这样接的:对于NPN型接近开关,应接到电源正端;
对于PNP型接近开关,则应接到电源0V端。
四、接近开关的负载可以是信号灯、继电器线圈或可编程控
制器PLC的数字量输入模块。
五、需要特别注意接到PLC数字输入模块的三线制接近开关
的型式选择。
PLC数字量输入模块一般可分为两类:一类的公共输入端为电源0V,电流从输入模块流出(日本模式),此时,一定要选用NPN型接近开关;另一类的公共输入端为电源正端,电流流入输入模块,即阱式输入(欧洲模式),此时,一定要选用PNP型接近开关。
千万不要选错了。
六、两线制接近开关受工作条件的限制,导通时开关本身产
生一定压降,截止时又有一定的剩余电流流过,选用时应予考虑。
三线制接近开关虽多了一根线,但不受剩余电流之类不利因素的困扰,工作更为可靠。
七、有的厂商将接近开关的“常开”和“常闭”信号同时引
出,或增加其它功能,此种情况,请按产品说明书具体接线。
附图。
曲轴冲床种类很多,而且在不断的升级之中,从传统冲床到精密冲床再到现在的高速冲床,冲床的离合器也从最初的机械式离合器到了现在的气动式离合器,操作方式也由脚踏开关的方式发展到了现在的双手按钮式,冲床的安全性有了本质性的提升。
只是目前冲床类型虽在不断的变化但是冲床出厂前都未配有安全防护装置,仅仅依靠紧急按钮来确保冲床的停止,这就存在很大的安全隐患,一旦操作失误就极易造成严重的安全事故,如何保障冲压加工的安全性就成为困扰整个冲压加工行业的一大难题。
目前,最有效的解决方法就是为冲床加装安全保护措施,而冲床光电保护装置有两种:一种是机械式冲床光电保护装置,但其机构可调性差,会对冲压加工作业造成很大的干扰,影响实际冲压生产。
另一种是最有效也是效果最佳的,即为冲床加装上光电保护装置,其通过在冲床工作前设置至少一对光幕,相对光幕上若干排列点互为红外线发射或接收器;光幕感应器是非常有效的危险动作感知器,冲床冲压生产时一旦光幕感应到有异物,即发出信号,控制冲床主马达停止驱动,飞轮离合器分离,确保冲床紧急停止。
现将冲床光电保护装置的结构组成及工作原理予以说明:
冲床光电保护装置由发光器、受光器、控制器、信号电缆、控制电缆组成,实际使用时只要保证安全装置完好,可完成杜绝操作者由于操作冲床失误而发生的伤指、断指之类的人身损害事故,使得冲床安全性大大提高。
在冲床工作时,一旦光电保护装置的红外线光幕检测到异物,信号即由信号电缆传至控制器内,控制器控制冲床主马达停止工作,同时控制电磁控制气阀打开导入压缩空气,压缩空气推动第一气缸动作,收紧摩擦轮刹车装置的摩擦带实现刹车。
冲床安全光电保护器使用注意事项
1.每天上班时应先检查保护器是否“保护”状态正常,将手遮挡光幕(调试应注意安全,手不要进入危险区),按下脚踏开关或双手按钮,机床滑块不会运动。
一切保护正常,才可投入生产使用。
2.“非保”功能专供安装模具时使用,严禁生产时使用(非保不具保护功能)。
3.该保护器安装在刚性离合器冲床上,机床滑块停在死点遮光(上死点保护),按下脚踏开关或双手按钮,机床离合器不会结合,滑块不会运动,起到安全保护作用。
如机床离合器已结合,滑块开始运动,此时已不起保护,应注意安全(气动机床、液压机、注塑机、拉伸机等类机床可紧急制动)。
4.保护好连接线和电缆线及各部件,防止拉断及碰伤。
5.每天下班时要清洁光电和控制器上的油(用干毛巾擦),防止油进入光电和控制器内。
6.光电安全保护装置是用来保护操作者身体免遭机器伤
害的,必须正确使用,注意爱护。
切不可私自拆除和损坏。
安全保护装置出现故障应及时报修。
7.未正确使用红外线保护装置一旦发现记大过一次。
安全生产管理委员会
2006/7/25。
2024年冲床安全操作技术一、高速精密自动冲床是一种高效,高精度,高自动化程度的设备,模具系价格昂贵、精度较高的级进模,非操作人员未经许可,不准随意开动机器。
二、开机前应将设置在控制面板上的调速电位器(W)调到最低点(O点)位置。
三、在总电源开关(DK)接通后,电源指示灯亮,相序指示灯也应亮,否则应检查相序是否正确。
四、用钥匙开关接通控制回路后断相。
指示灯三只应同时亮,否则应检查,排除故障。
五、顺时针调整调速电位器,主电机带动飞轮启动,转速应平稳无震荡,无冲击等现象存在。
六、在接通主离合器过程中,应左右手同时操作。
在正式冲压过程中应接通外控按键开关,并使调机按键开关处于复位状态,才能正式工作,否则送料开关W.K和模具故障信号失控。
七、在正式冲制过程中,由于主电机的静差率随不同负荷有变化,故在冲制不同零件时,可用设置在控制板上的电磁记数器,对转速进行校正。
八、本机床各印刷线路板上的电位器均已调好,平时不应随意改动。
当出现元件损坏或内部有关电位器的给定值和转数不符应重新校正。
九、工作结束,切断电源,保持机床各部位清洁。
2024年冲床安全操作技术(二)1. 穿戴个人防护装备:操作人员应穿戴适当的安全鞋、安全帽、耳塞等个人防护装备,确保安全操作。
2. 定期维护设备:定期维护冲床设备,确保其正常运行,并定期检查设备的安全装置是否完好。
3. 安全操作程序:遵循正确的操作程序,按照冲床的使用说明书进行操作。
4. 定期培训员工:定期培训操作人员,提高他们的安全意识和技能水平,确保他们能够正确操作冲床设备。
5. 安全设施:冲床工作区域应设有明显的安全警示标识,确保操作人员能够清楚地认识到潜在的危险,并设有紧急停机按钮和安全防护装置。
以上只是一些基本的安全操作建议,具体的操作技术和安全要求会根据具体的冲床设备和操作环境而有所不同。
对于具体的操作技术和安全要求,建议咨询相关冲床设备的制造商或专业的安全顾问。
2024年冲床安全操作技术(三)冲床是一种常见的金属加工设备,广泛应用于机械制造、汽车制造、家电制造等行业。
中国驰名商标QJZ系列多回路组合开关使用说明手册QJZ-4×400/1140(660) □QJZ-1600/1140(660)-6 □QJZ-1600/1140(660)-8 □QJZ-2000/1140(660)-9 □QJZ-2000/1140(660)-10 □QJZ-2000/1140(660)-11 □QJZ-2000/1140(660)-12 □中国●电光防爆电气有限公司前言欢迎使用QJZ系列矿用隔爆兼本质安全型组合开关。
本说明书介绍了1140V(660)组合开关的特点和性能,以及应用范围等内容。
组合开关的操作务必在获得了用户主管部门的授权和仔细阅读了本说明书及《使用手册》后方可进行。
本起动器所用保护装置的一些重要操作,如定值修改等,平均设有授权密码,请用户注意,如不按本说明书及使用的要求进行操作,则有可能造成不良后果。
对本说明书如有疑问或有本说明书未涵盖的技术问题,请向厂家咨询。
警告:用户在使用时必须按说明书及使用手册的要求操作严禁带电开盖,严禁损伤防爆面!注意事项★★★★安装使用前,完整阅读使用手册。
★★★★禁止随意插拔光纤线插头,保持光纤线插头、座整洁。
★★★★禁止随意停止所设定的逻辑功能,如需停止只有在所设定的逻辑功能完全启动后才能停止。
★★★★如无特殊情况,请勿带载操作隔离手柄。
★★★★与负载连接时注意相序,避免由于相序错误造成事故。
★★★★首次使用该设备时,断开主回路隔离换向开关用控制回路进行人员培训、和熟悉该设备。
用途此设备只能根据“工作环境”章节的应用说明才能使用。
任何不遵从以上说明的使用都被看作非正确的。
我们声明对非正确使用设备而造成的任何损害不承担任何责任。
特别指出,正确的使用是指遵从所有的操作指导。
在一定期限内要做所有规定的测试和维护工作。
保证和责任对于由以下原因而造成的人身和财产损失,我们不承诺任何保证和承担任何责任。
※没被授权使用※不正确的安装、使用、操作、维护※未经允许擅自改变设备结构※非厂家进行的结构改变※不遵从技术信息※没有经过厂家授权非正确使用及维修备件或附件※不可抗拒力影响※没有完全遵照“安全操作”说明使用※在对设备进行操作时必须遵从使用手册。
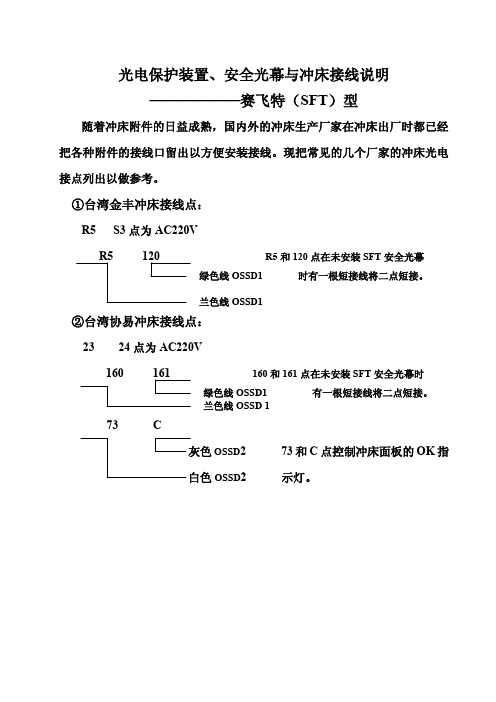
光电保护装置、安全光幕与冲床接线说明
——————赛飞特(SFT)型
随着冲床附件的日益成熟,国内外的冲床生产厂家在冲床出厂时都已经把各种附件的接线口留出以方便安装接线。
现把常见的几个厂家的冲床光电接点列出以做参考。
①台湾金丰冲床接线点:
R5 S3点为AC220V
R5 120 R5和120点在未安装SFT安全光幕
绿色线OSSD1 时有一根短接线将二点短接。
兰色线OSSD1
②台湾协易冲床接线点:
2324点为AC220V
160 161 160和161点在未安装SFT安全光幕时
绿色线OSSD1 有一根短接线将二点短接。
兰色线OSSD 1
73 C
灰色OSSD2 73和C点控制冲床面板的OK指
白色OSSD2 示灯。
③扬力冲床接线点:
0 43点为AC220V
J21冲床14和100点为行程停止接点、
J23冲床10和21点为行程停止接点
在未安装光电保护装置时有一根短接线将二点短接。
14 100
绿色线OSSD1
蓝色线OSSD1
④扬锻冲床接线点:
0 4点为AC220V
10 22 10和22点在未安装光电保护装置时
绿色线OSSD1有一根短接线将二点短接。
蓝色线OSSD1
⑤上海二锻(丹阳沃得)冲床接线点:
140 141点为AC110V 0 120点为AC220V XC1 X6 XC1和X6点在未安装光电保护装置时
绿色线OSSD1有一根短接线将二点短接
蓝色线OSSD1 方的光电接插件里将2点短接全程保护(同时保护寸动)的接线点为:
X43 X43 T和K点为串接进X43号线
绿色线OSSD1这样接线为全程保护。
蓝色线OSSD1
冲床的电源接点可以参考冲床电气柜内的变压器。
也可以查看冲床图纸找到合适的接点。
以上的冲床预留的接点并不保护寸动状态。
如冲床使用厂家要求保护寸动的,则在冲床图纸上找到控制行程停止的点(如上海二锻的X43号点)或在冲床控制面板上找行程停止按钮并查出线号。
然后在电器柜中按线号串接赛飞特(SFT)控制器安全输出(这种接线为全程保护,如需要回程不保护则要再并进一个备用凸轮并调好角度)。
以上接线已经包括国产基本冲床型号,国外冲床的接线会陆续出来。