奥氏体不锈钢的去应力退火
- 格式:doc
- 大小:45.00 KB
- 文档页数:2
不锈钢焊接件退火温度
摘要:
一、不锈钢焊接件退火的目的
二、不锈钢焊接件退火的理论温度与实际操作
三、304不锈钢焊接管去应力退火的数据
四、注意事项
正文:
不锈钢焊接件在焊接过程中,由于高温和焊接材料的影响,可能会导致晶间腐蚀、焊缝性能下降等问题。
为了消除这些缺陷,保证不锈钢焊接件的质量和使用寿命,退火处理是必不可少的。
一、不锈钢焊接件退火的目的
1.消除焊接过程中的残余应力,防止焊接件变形和裂纹。
2.恢复不锈钢焊接件的分子排列形式,提高其力学性能。
3.消除或减少晶间腐蚀倾向,提高不锈钢焊接件的耐腐蚀性能。
二、不锈钢焊接件退火的理论温度与实际操作
1.退火温度:理论上,不锈钢焊接件的退火温度应在1050~1100℃之间。
但实际上,根据生产经验和焊接件的厚度,退火温度可以控制在1040~1080℃。
2.保温时间:退火保温时间根据焊接件的厚度和实际需求进行调整,一般为1.5~2.5小时/100mm有效截面积。
三、304不锈钢焊接管去应力退火的数据
1.304不锈钢属于奥氏体不锈钢,合理加热温度应在300~350℃之间,不应超出450℃。
2.退火时间一般为1.5~2.5小时/100mm有效截面积。
四、注意事项
1.退火过程中,应严格控制温度,避免超出指定范围,以免析出铬的氮化物导致晶间腐蚀。
2.退火后,采用水浴急冷,以快速降低焊接件温度,防止晶间腐蚀。
3.对于超低碳和含有稳定化元素(如Ti、Nb)的不锈钢焊接件,需要在500~950℃的温度范围内进行退火处理。
通过以上分析和解答,我们可以了解到不锈钢焊接件退火处理的重要性和具体操作方法。
奥氏体型不锈钢
奥氏体不锈钢的热处理有以下几种:
(1)固溶处理这种热处理是将不锈钢零件加热到固溶温度(1050~1100℃),让所有碳化物及冷加工形成的马氏体全部溶入和转变成奥氏体,然后快冷,在室温下保持单相高温组织。
这种热处理可以得到最软而塑性最高的状态。
(2)应力松驰处理冷加工产生的内应力可以通过较低的温度退火(275~450℃,0.5~2h)予以消除。
经过这种处理后,力学性能可以改善;但延伸率没有改变。
(3)稳定化处理为了防止晶间腐蚀,在奥氏体钢中加入少量的钛或银,并进行所谓的稳定化处理。
这种处理将样品加热至900℃,使大部分碳化铬溶解,而溶解了的碳与钛或银化合为比碳化铬稳定的TiC或NbC,使碳化铬不再在晶间析出。
这种处理对力学性能没有明显影响。
(4)消作σ相的热处理在高铬奥氏体钢含镍不足的情况下,热处理时可能会产生σ相,使钢的ak值下降。
这类钢σ相形成温度约为500~970℃。
避开σ相形成温度而加热至更高温度时,σ相可以转变成高温铁素体相而使韧性恢复。
常用奥氏体不锈钢的热处理制度及力学性能见表8。

不锈钢的热处理304是奥氏体型不锈钢,想通过热处理来改变切削加工性能是不现实的。
其他钢种可以通过退火或正火来改变组织,从而改变切削加工性能,是因为其他钢在加热和冷却过程中发生组织转变,因为组织决定了性能,因此改变了切削加工性能,而奥氏体不锈钢,室温是奥氏体,加热到高温也是奥氏体,不发生组织转变,所以热处理不能够改变其切削加工性能的,奥氏体不锈钢的热处理通常只有固溶处理、再结晶退火和去应力退火之类的,固溶处理是改变耐蚀性的,再结晶退火是消除加工硬化恢复塑性的,去应力退火是消除加工过程中产生的应力的,所以,期望通过热处理改变奥氏体不锈钢的切削加工性是不现实的。
每种材料有各自的特点,热处理工艺也不一定通用,玉米面包饺子肯定不行,虽然也是面粉。
奥氏体不锈钢的切削加工,只能够通过改变刀具、切削加工工艺参数来解决。
铸钢件铸造成型后,通常都是要进行热处理的。
因为热处理前铸件晶粒较粗大、组织方向性明显、力学性能较低,根据铸件的不同要求制定热处理工艺。
普通要求铸钢件,采用退火处理,软化易于加工;要求强度的要正火处理,要求硬度的要淬火处理;固溶处理,提高耐腐蚀性能。
铸造不锈钢一般为奥氏体.在加热时无相变,因此不能通过热处理强化。
只能以提高钢的耐腐蚀性能进行热处理:固溶处理:其目的是使碳化物充分溶解并在常温下保留在奥氏体中,从而在常温下获单相奥氏体组织,使钢具有最高的耐腐蚀性能。
固溶处理的加热温度一般均较高,在1050-1100℃之间,并按含碳量的高低作适当调整。
由于18-8不锈钢导热性很差,不仅要通过预热后再进行淬火加热,而且在固溶处理(淬火加热)时的保温时间要长。
固溶处理时,要特别注意防止增碳。
因为增碳将会增加18-8钢的晶间腐蚀倾向。
冷却介质,一般采用清水。
固溶处理后的组织一般是单相奥氏体,但对含有钛、铌、钼的不锈钢,尤其当是铸件时,还含有少量的铁素体。
固溶处理后的硬度一般在135HBS左右回火又称配火。
金属热处理工艺的一种。

奥氏体不锈钢热处理
奥氏体不锈钢是一种常见的不锈钢材料,其主要组织结构为奥氏体。
在热处理过程中,可以通过控制加热温度和冷却速率等参数来调整奥氏体的含量和分布,从而改变材料的力学性能和耐蚀性。
奥氏体不锈钢的热处理包括退火、固溶处理和淬火等步骤。
退火过程是将奥氏体不锈钢加热至较高温度,然后缓慢冷却,以消除内部应力和改善材料的韧性和塑性。
固溶处理是将奥氏体不锈钢加热至固溶温度,然后迅速冷却,以使不锈钢中的铁素体溶解。
淬火过程是将固溶处理后的不锈钢迅速冷却,以形成马氏体,并提高材料的硬度和强度。
此外,还可以通过时效处理来进一步调整奥氏体不锈钢的力学性能。
时效处理是在固溶处理或淬火后,将不锈钢加热至适当的温度,然后保温一段时间,使材料中的析出相稳定,从而提高材料的强度和耐蚀性。
总之,奥氏体不锈钢的热处理能够调整材料的组织结构和性能,从而满足不同应用的要求。
简述奥氏体不锈钢降低晶间腐蚀倾向的措施
奥氏体不锈钢是一种常用的不锈钢材料,具有良好的机械性能和抗腐蚀性能。
然而,由于碳元素在奥氏体晶粒的晶界处形成铬碳化物,导致晶间腐蚀倾向增大。
为了降低奥氏体不锈钢的晶间腐蚀倾向,需要采取以下措施:
1. 控制碳含量:降低奥氏体不锈钢中的碳含量可以有效减少晶界处的铬碳化物。
通常,将碳含量限制在0.03%以下可以显著降低晶间腐蚀倾向。
2. 添加稳定元素:添加稳定元素,如钛、钽或铌,可以与碳元素结合形成稳定的碳化物,减少铬碳化物的形成。
这些稳定元素可以将碳的溶解度降低至晶界处的铬碳化物形成的温度以下,从而抑制晶界的腐蚀倾向。
3. 低温退火处理:低温退火处理可以消除奥氏体不锈钢中的残余应力,并在晶界处重新分布碳和稳定元素,从而减少铬碳化物的形成。
低温退火温度通常在750-850℃之间。
4. 加工变形:通过加工变形,可以使奥氏体不锈钢中的晶粒变细,晶粒边界更均匀。
这样可以减少晶界的铬碳化物形成,从而降低晶间腐蚀倾向。
5. 控制铬含量:在适当的范围内控制奥氏体不锈钢中的铬含量,既可以提高其耐腐蚀性能,又可以减少晶界处的铬碳化物形成和晶间腐蚀倾向。
6. 添加其他合金元素:将其他合金元素添加到奥氏体不锈钢中,如钼、锌和镍等可以减少晶界的铬碳化物形成。
这些合金元素能够抑制晶界的腐蚀倾向,提高奥氏体不锈钢的耐腐蚀性能。
降低奥氏体不锈钢的晶间腐蚀倾向需要控制碳含量、添加稳定元素、进行低温退火处理、加工变形、控制铬含量以及添加其他合金元素等措施。
这些措施可以有效抑制铬碳化物的形成,提高奥氏体不锈钢的抗腐蚀性能。
奥氏体不锈钢的热处理工艺依据化学成分、热处理目的的不同,奥氏体不锈钢常采用的热处理方式有固溶化处理、稳定化退火处理、消除应力处理以及敏化处理等。
1 固溶化处理奥氏体不锈钢固溶化处理就是将钢加热到过剩相充分溶解到固溶体中的某一温度,保持一定时间之后快速冷却的工艺方法。
奥氏体不锈钢固溶化热处理的目的是要把在以前各加工工序中产生或析出的合金碳化物,如(FeCr)23C6等以及σ相重新溶解到奥氏体中,获取单一的奥氏体组织(有的可能存在少量的δ铁素体),以保证材料有良好的机械性能和耐腐蚀性能,充分地消除应力和冷作硬化现象。
固溶化处理适合任何成分和牌号的奥氏体不锈钢。
2 稳定化退火稳定化退火是对含稳定化元素钛或铌的奥氏体不锈钢采用的热处理方法。
采用这种方法的目的是利用钛、铌与碳的强结合特性,稳定碳,使其尽量不与铬结合,最终达到稳定铬的目的,提高铬在奥氏体中的稳定性,避免从晶界析出,确保材料的耐腐蚀性。
奥氏体不锈钢稳定化处理的冷却方式和冷却速度对稳定化效果没有多大影响,所以,为了防止形状复杂工件的变形或为保证工件的应力最小,可采用较小的冷却速度,如空冷或炉冷。
3 消除应力处理确定奥氏体不锈钢消除应力处理工艺方法,应根据材质类型、使用环境、消除应力目的及工件形状尺寸等情况,注意掌握一些原则。
去除加工过程中产生的应力或去除加工后的残留应力。
可采用固溶化处理加热温度并快冷,I类、II类奥氏体不锈钢可采用较缓慢的冷却入式。
为保证工件最终尺寸的稳定性。
可采用低的加热温度和缓慢的冷却速度。
为消除很大的残留应力。
消除在工作环境中可能产生新应力的工件的残余应力或为消除大截面焊接件的焊接应力,应采用因溶化加热温度,III类奥氏体不锈钢必须快冷。
这种情况最好选用I类或II类奥氏体不锈钢,加热后缓慢冷却,消除应力的效果更好。
为消除只能采用局部加热方式工件的残留应力。
应采取低温度加热并缓慢冷却的方式。
4 敏化处理敏化处理实际上不属于奥氏体不锈钢或其制品在生产制造过程中应该采用的热处理方法。
《不同组织状态304奥氏体不锈钢的氢脆行为》篇一一、引言随着现代工业的飞速发展,304奥氏体不锈钢以其优异的力学性能、耐腐蚀性和良好的加工性能被广泛应用于各类工业领域。
然而,在特定的工作环境中,如高氢分压或长时间暴露于氢环境中,304奥氏体不锈钢可能会出现氢脆现象,这对其性能和使用寿命产生严重影响。
因此,研究不同组织状态下304奥氏体不锈钢的氢脆行为,对于提高其性能和延长使用寿命具有重要意义。
二、304奥氏体不锈钢的组织状态304奥氏体不锈钢的组织状态主要取决于其热处理过程和合金成分。
常见的组织状态包括退火态、冷加工态以及不同温度下的回火态等。
不同组织状态下,304奥氏体不锈钢的力学性能、耐腐蚀性和氢脆敏感性存在差异。
三、氢脆现象及其影响因素氢脆是指材料在吸收氢后,其延展性和韧性降低,导致材料在较低应力下发生断裂的现象。
对于304奥氏体不锈钢而言,氢脆的影响因素包括:1. 氢的吸收量:材料吸收的氢越多,氢脆现象越严重。
2. 组织状态:不同组织状态下,304奥氏体不锈钢对氢的吸收和扩散能力存在差异,从而影响其氢脆敏感性。
3. 环境条件:如温度、压力和湿度等环境因素也会影响氢脆现象的发生和发展。
四、不同组织状态下304奥氏体不锈钢的氢脆行为1. 退火态:退火态的304奥氏体不锈钢具有较好的韧性和延展性,但氢的吸收量较大,易发生氢脆现象。
2. 冷加工态:冷加工过程中,材料内部产生大量缺陷和残余应力,使材料对氢的吸收和扩散能力增强,导致氢脆敏感性增加。
3. 回火态:回火处理可以改善材料的组织和性能,降低其对氢的敏感性。
然而,回火温度过高或过低都会影响其效果。
五、结论与建议通过对不同组织状态下304奥氏体不锈钢的氢脆行为进行研究,发现不同组织状态对氢的吸收、扩散和敏感性具有重要影响。
为了减轻或避免氢脆现象的发生,可以采取以下措施:1. 优化合金成分:通过调整合金成分,降低材料对氢的吸收和扩散能力。
2. 合理热处理:根据实际需求,选择合适的热处理工艺,改善材料的组织和性能。
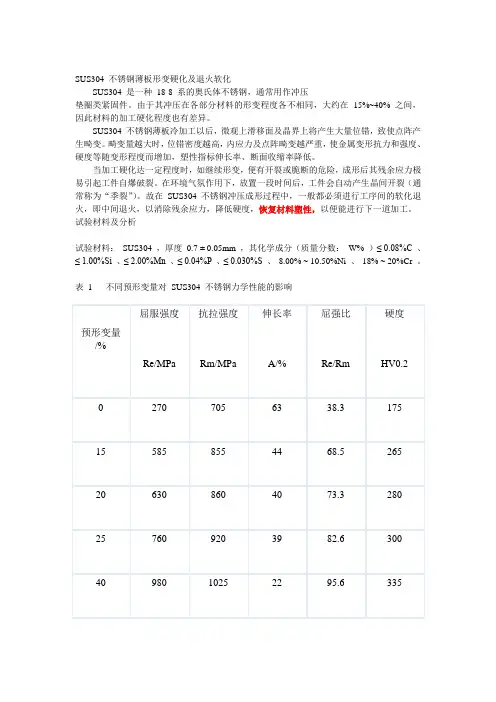
SUS304 不锈钢薄板形变硬化及退火软化SUS304 是一种18-8 系的奥氏体不锈钢,通常用作冲压垫圈类紧固件。
由于其冲压在各部分材料的形变程度各不相同,大约在15%~40% 之间,因此材料的加工硬化程度也有差异。
SUS304 不锈钢薄板冷加工以后,微观上滑移面及晶界上将产生大量位错,致使点阵产生畸变。
畸变量越大时,位错密度越高,内应力及点阵畸变越严重,使金属变形抗力和强度、硬度等随变形程度而增加,塑性指标伸长率、断面收缩率降低。
当加工硬化达一定程度时,如继续形变,便有开裂或脆断的危险,成形后其残余应力极易引起工件自爆破裂。
在环境气氛作用下,放置一段时间后,工件会自动产生晶间开裂(通常称为“季裂”)。
故在SUS304 不锈钢冲压成形过程中,一般都必须进行工序间的软化退火,即中间退火,以消除残余应力,降低硬度,恢复材料塑性,以便能进行下一道加工。
试验材料及分析试验材料:SUS304 ,厚度0.7 ± 0.05mm ,其化学成分(质量分数:W% )≤ 0.08%C 、≤ 1.00%Si 、≤ 2.00%Mn 、≤ 0.04%P 、≤ 0.030%S 、8.00% ~ 10.50%Ni 、18% ~ 20%Cr 。
表1 不同预形变量对SUS304 不锈钢力学性能的影响由表1 可知,随着预形变量的增加,SUS304 不锈钢的屈服强度和抗拉强度增明显提高,硬度值增加,耐塑性下降,产生了明显的加工硬化现象。
同时,也可以清楚看出,随着预形变量的增加,试样的屈强比也随之增加,这说明试样的可成形性也会随着冷变形量的增加而降低。
退火软化工艺经加工硬化的SUS304 不锈钢可采用高温和低温退火两种方式来恢复塑性,降低硬化程度,并消除或减少残余应力,为了不使材料产生敏化,退火时应避开500 ℃ ~ 850 ℃的敏化温度范围。
不同工艺退火对具有各种预形变量的SUS304 不锈钢试样的力学性能影响见表2表2 不同预形变量的SUS304 试样退火后的力学性能从表中可以看出,低温退火对SUS304 不锈钢的屈服强度影响较小,在500 ℃以下退火,退火后屈服强度值变化较小,高温退火对试样屈服强度的影响较大,预形变量为15% 时在1050 ℃下退火后Re 降到260MPa ,Rm 几乎随退火温度成线性下降,但是变化的幅度比Re 小得多。
奥氏体不锈钢硬度范围
奥氏体不锈钢是一种具有良好耐腐蚀性和优异性能的材料。
其硬度范围在多大程度上呢?
奥氏体不锈钢是由铬、镍、钼等元素制成的。
这些元素的加入可以提高钢的耐蚀性和强度。
奥氏体不锈钢的硬度范围取决于其成分和热处理过程。
通常,硬度值在150至300HB之间。
在制造奥氏体不锈钢时,需要经过热处理过程,以改变其晶体结构。
这种热处理过程被称为退火,可以消除材料内部的应力和缺陷,从而提高其韧性和塑性。
在退火之后,需要进行硬化处理,将材料置于高温中持续加热,并迅速冷却。
这种处理方法可以增强材料的硬度和强度,但可能会降低其塑性。
如何选择奥氏体不锈钢?需要根据具体的应用场景选择不同的材料。
在需要更高强度和硬度的应用场景中,可以选择硬化处理过的奥氏体不锈钢。
而在需要更好的耐腐蚀性和韧性方面,可以选择退火处理过的材料。
总之,奥氏体不锈钢的硬度范围在150至300HB之间,取决于其成
分和热处理过程。
在选择材料时,需要根据具体需求选择合适的处理方式,以满足对耐腐蚀性、强度和硬度等性能的要求。
304ln奥氏体不锈钢焊接件的去应力
退火工艺研究
304ln奥氏体不锈钢焊接件的去应力退火工艺研究
304ln奥氏体不锈钢焊接件是用于制作管道、容器等重要结构件的重要材料,其必须经过去应力退火工艺处理,以提高焊接件的力学性能和
使用寿命。
本文研究了304ln奥氏体不锈钢焊接件的去应力退火工艺。
首先,需要对304ln奥氏体不锈钢焊接件进行应力退火处理,即在恒
定的温度下将焊接件保持一段时间,以使焊接件中累积的应力消失。
其次,要确定304ln奥氏体不锈钢焊接件的去应力退火温度。
一般情
况下,去应力退火温度为850℃~900℃,保持时间为1小时,退火后
的焊接件有较好的力学性能。
最后,在确定退火温度和保持时间的情
况下,分别采用慢速和快速冷却的工艺,考察304ln奥氏体不锈钢焊
接件的去应力退火效果,并与无退火处理的焊接件进行比较。
经过实验,304ln奥氏体不锈钢焊接件经过去应力退火处理后,其弯曲强度、抗拉应力和抗屈服应力均显著提高,而无退火处理的焊接件则
没有明显变化。
比较发现,慢速冷却的处理效果相对较好,可以有效
提高304ln奥氏体不锈钢的力学性能。
总之,304ln奥氏体不锈钢焊接件的去应力退火处理是一种有效的改善焊接件力学性能的方法,在确定退火温度和保持时间的前提下,慢速
冷却可以较好地提高304ln奥氏体不锈钢的力学性能。
304奥氏体不锈钢冷加工硬化及退火软化的研究一、本文概述本文旨在深入研究304奥氏体不锈钢的冷加工硬化现象以及退火软化过程。
作为一种广泛应用的不锈钢材料,304奥氏体不锈钢因其良好的耐腐蚀性和成型性而备受青睐。
在实际生产过程中,冷加工过程往往会导致材料的硬化,影响产品的性能和使用寿命。
理解并掌握304奥氏体不锈钢的冷加工硬化规律及其退火软化机制,对于优化生产工艺、提高产品质量具有重要的理论和实践意义。
本文将首先介绍304奥氏体不锈钢的基本性能和冷加工硬化的基本原理。
随后,通过实验手段,探究不同冷加工条件下304奥氏体不锈钢的硬化程度,并分析硬化机制。
接着,研究退火处理对冷加工硬化后的304奥氏体不锈钢的软化效果,探讨退火温度、时间等参数对材料性能的影响。
结合实验结果和理论分析,提出优化304奥氏体不锈钢冷加工和退火处理工艺的建议,为实际生产提供指导。
本文的研究不仅有助于深入理解304奥氏体不锈钢的冷加工硬化和退火软化行为,也为其他类似材料的研究提供借鉴和参考。
同时,本文的研究成果将为提高304奥氏体不锈钢产品的质量和性能提供理论支持和实践指导,促进相关行业的可持续发展。
二、304奥氏体不锈钢的基本性质304奥氏体不锈钢是一种重要的不锈钢类型,因其优良的耐腐蚀性和加工性能而被广泛应用于各种工业领域。
其化学成分主要包括铁、铬、镍等元素,其中铬的含量至少为18,镍的含量至少为8,这使得304不锈钢具有优异的抗氧化和耐腐蚀性能,尤其是在温和至中等腐蚀环境下。
在微观结构上,304奥氏体不锈钢属于面心立方晶体结构,这使得它在常温下具有良好的塑性和韧性,易于进行各种冷加工操作。
当304不锈钢受到冷加工变形时,如轧制、拉伸等,其内部晶体会发生滑移和扭曲,导致晶体结构的改变和位错密度的增加,从而产生冷加工硬化现象。
这种硬化现象会显著提高材料的强度和硬度,但同时也会降低其塑性和韧性,影响材料的后续加工和使用性能。
为了消除冷加工硬化带来的不利影响,通常需要对304不锈钢进行退火处理。
Ti、Nb奥氏体不锈钢不需要去应力退火的原因分析
一般的规范对不锈钢管道焊后热处理都没有要求,因为不锈钢焊后热处理的话,有一个敏化温度区,会降低不锈钢的耐腐蚀性能。
只有在工厂有条件的情况下,可对不锈钢设备进行固溶处理或者稳定化处理,消除应力,提高他的耐腐蚀性能。
A不锈钢和双相不锈钢焊后一般进行与其固溶工艺相同的焊后热处理,其目的是提高耐腐蚀性能;M不锈钢因淬透性好,空冷都能形成马氏体,所以焊后一般进行回火处理,其目的是提高焊接接头的韧性,降低硬度,消除应力。
不锈钢只能固溶处理,本身就做不了热处理,所以不锈钢在加工后一般都不需要消除应力热处理。
最好自己查相关资料,网上得来总是假,碰到不懂装懂的,随便应答的,根本就是假的或骗人的就直接误导你,甚至害惨你。
常用钢材退火温度钢材的退火是指将经过冷加工或热加工后的钢材加热至一定温度,然后经过一定时间的保温,再缓慢冷却的过程。
通过退火处理,可以改变钢材的组织结构、消除应力和硬度,提高钢材的可加工性和力学性能。
下面将介绍一些常用钢材的退火温度及其应用。
1.碳素钢的退火温度一般在650℃至700℃之间。
碳素钢是以碳为主要合金元素的钢材,其具有良好的可塑性和可焊性。
碳素钢的退火温度取决于碳含量和所需的性能要求。
低碳钢退火温度较低,通常在650℃左右;而高碳钢退火温度较高,在700℃左右。
碳素钢的退火可以改善其可加工性和硬度,常用于制造机械零件、工具和机构等。
2.不锈钢的退火温度一般在800℃至950℃之间。
不锈钢是一种具有耐腐蚀性能的合金钢,主要合金元素为铬。
不锈钢的退火温度取决于不锈钢的成分和所需的性能要求。
一般情况下,奥氏体不锈钢的退火温度较高,约在900℃至950℃之间;而铁素体不锈钢的退火温度较低,约在800℃至850℃之间。
不锈钢的退火可以消除应力和提高其耐腐蚀性能,常用于制造化工设备、医疗器械和厨具等。
3.合金钢的退火温度一般在750℃至850℃之间。
合金钢是在普通钢中加入一定量的合金元素,如铬、镍、钼等,以提高钢材的力学性能和耐热性能。
合金钢的退火温度取决于合金元素的种类和含量。
常见的工具钢、轴承钢和弹簧钢等合金钢的退火温度一般在750℃至850℃之间。
合金钢的退火可以改善其可加工性和机械性能,常用于制造工具、轴承和弹簧等。
4.铸造钢的退火温度一般在700℃至850℃之间。
铸造钢是通过铸造工艺制造的钢材,其组织较粗大,内部存在应力和缺陷。
铸造钢的退火温度取决于铸造钢的成分和所需的性能要求。
一般情况下,铸造钢的退火温度较高,约在800℃至850℃之间。
铸造钢的退火可以消除应力和改善其组织结构,常用于制造机械零件、铸件和工程结构等。
总结起来,常用钢材的退火温度是根据钢材的成分、性能要求和加工工艺等因素综合考虑而确定的。
奥氏体不锈钢焊后热处理温度哎呀,今天咱们聊聊奥氏体不锈钢焊后热处理温度这个话题。
听起来好像有点技术含量,不过别担心,咱们把它说得轻松点儿,保证你听了之后能点头如捣蒜。
说到焊接,很多人可能会想,这个东西是不是跟咱们平时烤串儿有关系呢?其实啊,焊接和烤串儿有一丢丢相似之处,都是把材料融合在一起,只不过咱们用的不是羊肉串,而是金属哦。
奥氏体不锈钢,这个名字听上去挺高大上的。
它就是一种耐腐蚀、抗氧化的好材料,常常被拿来做厨房用品、化工设备等等。
不过,咱们说到焊接的时候,就不能掉以轻心了。
焊接完了,钢材的内部结构会发生变化,就像人打了场架,情绪激动,得先冷静下来才行。
这个时候就需要热处理了,给它放个假,调整一下心态。
焊后热处理的温度到底定多少合适呢?哎,这就跟做菜一样,有的人喜欢重口味,有的人喜欢清淡,合适的温度就得看具体情况。
有些情况下,可能只需要加热到600度,这样能够让钢材的组织变得更加均匀;但有的时候,得加热到1000度以上,这样才能彻底消除焊接过程中产生的应力。
这就像你放松心情,有时候一杯热茶就够了,有时候可能得泡个澡才能舒服。
不过啊,咱们可不能随便调温度,得根据实际需求来。
举个例子,做化工设备的焊接,要求就特别严格,因为在高温高压的环境下,一点点小问题都可能酿成大祸。
就好比你在外面吃火锅,服务员说汤底不够,别忘了及时加点水,免得锅底糊了。
所以,焊后热处理的温度和时间,得仔细安排,不能马虎。
接下来聊聊热处理的方式。
常见的有退火、正火、淬火等。
退火就像给金属做个大保健,能让它的内部结构放松,减少应力;正火呢,就像是上了一堂淬炼课,把金属的组织调教得更加结实;而淬火,则是给金属来个“冷水浴”,迅速降温,让它的硬度提升。
每种方式都有自己的“拿手绝活”,得根据需要选对了,才能达到最佳效果。
很多人可能会问了,咱们怎么知道用哪个温度、哪个方式呢?嘿嘿,这就要靠经验和数据了,像老道的师傅,一看温度就知道该怎么调。
不锈钢焊接件退火温度不锈钢焊接件的退火温度是一个关键的参数,对于保证焊接件的质量和性能至关重要。
不锈钢焊接件在焊接过程中会经历不同程度的变形、应力积累和组织变化,这些变化会直接影响焊接件的力学性能、耐腐蚀性和耐热性。
通过适当的退火处理,可以消除焊接产生的应力和变形,回复焊接件的组织结构,提高其整体性能。
1. 什么是不锈钢焊接件退火温度?不锈钢焊接件的退火温度是指在焊接完成后,通过加热不锈钢焊接件到一定温度,保持一定时间后再冷却的过程。
退火温度通常以不锈钢的Austenitizing温度为基准,即超过不锈钢的Austenitizing温度,但不高于不锈钢的Recrystallization温度,以保证焊接件的最佳性能和组织结构。
2. 为什么需要对不锈钢焊接件进行退火处理?在不锈钢焊接过程中,由于热效应和焊接残余应力的存在,焊接件可能会出现变形、裂纹、硬化等问题。
这些问题会直接影响焊接件的力学性能和耐腐蚀性。
通过退火处理,可以消除焊接产生的应力和变形,回复焊接件的组织结构,提高其整体性能。
3. 不锈钢焊接件退火温度的选择选择适当的不锈钢焊接件退火温度是非常重要的。
退火温度过高会导致晶粒长大,硬度降低,强度下降;而退火温度过低则无法完全消除应力和变形。
一般来说,退火温度应该略高于不锈钢的Austenitizing 温度,但不高于不锈钢的Recrystallization温度。
4. 不锈钢焊接件退火温度对性能的影响不锈钢焊接件的退火温度对其性能有着直接的影响。
适当的退火温度可以恢复焊接件的组织结构,提高其晶粒细化程度,增强其力学性能。
合适的退火温度还可以降低焊接件的残余应力,减少裂纹和变形的发生,提高不锈钢焊接件的耐腐蚀性。
5. 对于不同类型的不锈钢焊接件,退火温度有所不同不同类型的不锈钢焊接件,其退火温度也会有所不同。
一般来说,奥氏体不锈钢的退火温度较低,而铁素体和马氏体不锈钢的退火温度较高。
在选择不锈钢焊接件的退火温度时,需要考虑其具体的合金成分、组织结构和性能要求。
奥氏体不锈钢的去应力退火
奥氏体不锈钢的去应力退火
奥氏体不锈钢虽在200~400℃加热时便已开始进行应力松弛,但有效的去除应力须在900℃以上(即使870℃时也只能部分去除)。
这种钢在
400~820℃进行去应力退火中,常伴随有碳化物析出而导致晶间腐蚀,650~700℃时最为严重,或形成σ相(在540~930℃),使脆性增大并使抗腐蚀性变坏(铸件及焊件中因常有a相,易转变为σ相,锻件中较少),因此处理规程不易选择。
通常,只有当工件在应力腐蚀条件下工作时,进行去应力退火才较有利。
在许多情况下,即使只有部分地去除应力,亦可保证工件(尤其是容器)不因应力腐蚀而造成事故,各类奥氏体不锈钢的去应力退火规程见表1-5.
表1-5各类奥氏体不锈钢的去应力退火规程
注:A——1066-1120℃退火慢冷
B——900℃去应力,慢冷。
C——1066~1120℃退火、水冷(e)。
D——900℃去应力,水冷(e)。
E——480~650℃去应力,慢冷。
F——<480℃去应力,慢冷。
G——200~480℃去应力,慢冷。
各种处理时间均以每25mm4h计算。
(a)——可用超低碳或稳定化奥氏体不锈钢进行最佳规程去应力处理。
(b)——多数情况下不需处理,但如加工过程使钢材敏化时,可采用表中处理方法。
(c)——亦可用A、B或D处理,但在变形结束后再进行C处理。
(d)——当严重的加工应力与工作应力叠加而致发生破坏时或大型结构件焊接以后。
(e)——或快冷。