PC构件质量验收表修订稿
- 格式:docx
- 大小:23.58 KB
- 文档页数:4

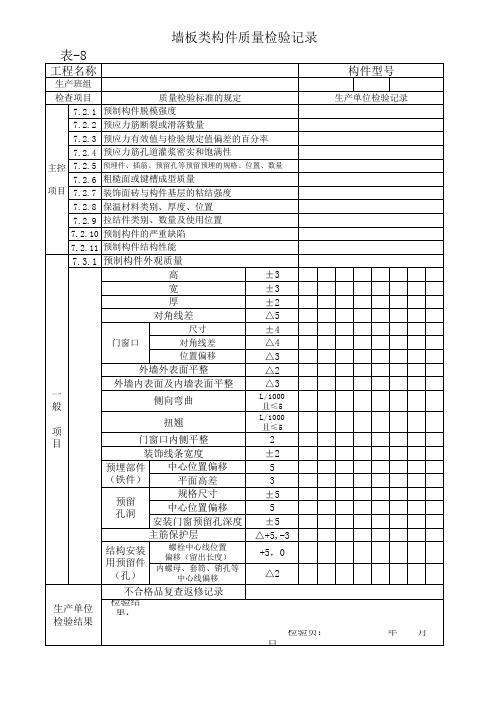
(RFJ01-2002)4.12一2 国家人防质监站监制构件安装分项工程质量验收记录表(用于装配式大板建筑)说明本表适用于装配式大板建筑的构件吊装。
保证项目:检査数量:全数检査。
检查方法:1项检查构件出厂证明。
2项观察或尺量检查和检查吊装记录。
3项覌察检査和检查标准养护龄期28d试块试验报告及施工记录。
4项观察检査基本项目:记录代号:优良∨,合格○,不合格×。
1. 园孔板堵孔、就位合格:标髙、座浆、园孔板堵孔、板缝宽度,基本符合设计要求和施工規范的規定。
优良:标髙、座浆、园孔板堵孔、板缝宽度符合设计要求和施工規范的規定。
检查数量:按园孔板数量抽查10%,但不少于10块。
检验方法:覌察和尺量检査。
2. 构件接头。
⑴.钢筋接头合格:焊缝长度符合要求,无较大的凹陷、焊瘤,接头处无明显裂纹和气孔。
咬边深度不大于0.5mm(低温焊接咬边深度不大于0.2mm)优良:焊缝长度符合要求,表面平整,无凹陷、焊瘤,接头处无裂纹、气孔、夹渣及咬边。
检查数量:按构件数量抽查10%,但不少于10块。
检验方法:覌察和尺量检査。
⑵.钢材接头合格:焊波较均勻,明显处的焊渣和飞溅物清除干净。
优良:焊波均勻,焊渣和飞溅物清除干净。
检查数量:按焊缝数量抽查5%,每条焊缝检查1处,但不少于5处。
检验方法:覌察检査。
允许偏差项目:检查数量:按各种不同类型的构件各抽查10%,但均不少于3件(柱子垂直度、轴线位移各检査2点,其余各检查1奌)。
检验方法:位移、楼板搁置长度用尺量検查;标髙用水准仪或尺量检查;墙板垂直度用2m线板检查;墙板拼缝髙差、楼板上、下表面高差用直尺和楔形塞尺检查。
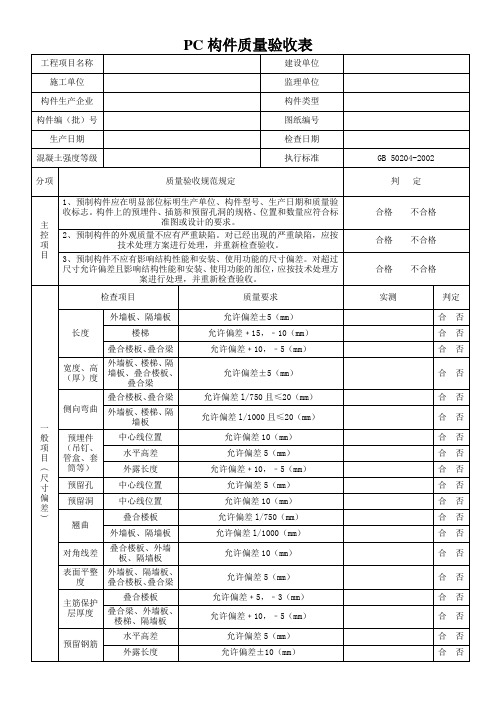
PC构件质量验收表工程项目名称建设单位施工单位监理单位构件生产企业构件类型构件编(批)号图纸编号生产日期检查日期混凝土强度等级执行标准GB 50204-2002 分项质量验收规范规定判定主控项目1、预制构件应在明显部位标明生产单位、构件型号、生产日期和质量验收标志。
构件上的预埋件、插筋和预留孔洞的规格、位置和数量应符合标准图或设计的要求。
合格不合格2、预制构件的外观质量不应有严重缺陷。
对已经出现的严重缺陷,应按技术处理方案进行处理,并重新检查验收。
合格不合格3、预制构件不应有影响结构性能和安装、使用功能的尺寸偏差。
对超过尺寸允许偏差且影响结构性能和安装、使用功能的部位,应按技术处理方案进行处理,并重新检查验收。
合格不合格一般项目︵尺寸偏差︶检查项目质量要求实测判定长度外墙板、隔墙板允许偏差±5(mm)合否楼梯允许偏差﹢15,﹣10(mm)合否叠合楼板、叠合梁允许偏差﹢10,﹣5(mm)合否宽度、高(厚)度外墙板、楼梯、隔墙板、叠合楼板、叠合梁允许偏差±5(mm)合否侧向弯曲叠合楼板、叠合梁允许偏差l/750且≤20(mm)合否外墙板、楼梯、隔墙板允许偏差l/1000且≤20(mm)合否预埋件(吊钉、管盒、套筒等)中心线位置允许偏差10(mm)合否水平高差允许偏差5(mm)合否外露长度允许偏差﹢10,﹣5(mm)合否预留孔中心线位置允许偏差5(mm)合否预留洞中心线位置允许偏差10(mm)合否翘曲叠合楼板允许偏差l/750(mm)合否外墙板、隔墙板允许偏差l/1000(mm)合否对角线差叠合楼板、外墙板、隔墙板允许偏差10(mm)合否表面平整度外墙板、隔墙板、叠合楼板、叠合梁允许偏差5(mm)合否主筋保护层厚度叠合楼板允许偏差﹢5,﹣3(mm)合否叠合梁、外墙板、楼梯、隔墙板允许偏差﹢10,﹣5(mm)合否预留钢筋水平高差允许偏差5(mm)合否外露长度允许偏差±10(mm)合否一般项目︵外观质量︶检查项目质量要求实测判定露筋纵向受力钢筋不应有露筋,其他钢筋不宜有少量露筋合否蜂窝构件主要受力部位不应有蜂窝,其他部位不宜有少量蜂窝合否孔洞构件主要受力部位不应有孔洞,其他部位不宜有少量孔洞合否夹渣构件主要受力部位不应有夹渣,其他部位不宜有少量夹渣合否疏松构件主要受力部位不应有疏松,其他部位不宜有少量疏松合否裂缝构件主要受力部位不应有影响结构性能或使用功能的裂缝,其他部位不宜有少量不影响结构性能或使用功能的裂缝合否连接部位缺陷连接部位不应有影响结构传力性能的缺陷,连接部位不宜有基本不影响结构传力性能的缺陷合否外形缺陷清水混凝土构件不应有影响使用功能或装饰效果的外形缺陷,其他混凝土构件不宜有不影响使用功能的外形缺陷合否外表缺陷具有重要装饰效果的清水混凝土构件不应有外表缺陷,其他混凝土构件不宜有不影响使用功能的外表缺陷合否检查数量:1、主控项目:全数检查;2、一般项目:尺寸偏差:同一工作班生产的同类型构件,抽查5%且不少于3件;外观尺寸:全数检查。
pc混凝土预制件质量验收标准(全套表格)第一节验收程序与划分一、PC结构质量验收按单位(子单位)工程、分部(子分部)工程、分项工程和验收批的划分进行。
按《建筑工程施工质量验收统一标准》验收,土建分为四个分部:地基与基础,主体结构(预制与现浇两大块),建筑装饰装修,建筑屋面。
机电安装分为五个分部:建筑给水、排水及采暖,建筑电气,智能建筑,通风与空调,电梯。
建筑节能为一个分部。
二、PC结构按PC构件质量验收部分;PC构件吊装质量验收部分;部分现浇混凝土质量验收部分;PC 结构竣工验收与备案部分等四个部分划分。
第二节PC构件验收方法与标准一、PC构件验收方法PC构件验收分为PC构件制作生产单位验收与现场施工单位(含监理单位)两个方面。
1.构件厂验收构件厂验收包含五个方面:模具、外墙饰面砖、制作材料(水泥、钢筋、砂、石、外加剂等);成品后,应逐块验收PC构件的外观质量、几何尺寸。
2.现场验收应验收PC构件的观感质量、几何尺寸和PC构件的产品合格证等有关资料。
PC构件图纸编号与实际构件的一致性检查。
对PC构件在明显部位标明的生产日期、构件型号、构件生产单位及其验收标志进行检查。
按设计图纸的标准对PC构件上的预埋件、插筋、预留洞的规格、位置和数量进行检查。
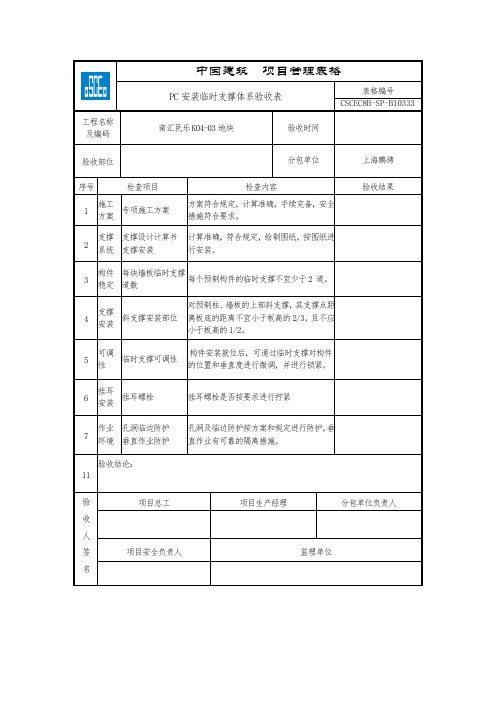
、验收标准PC钢模检测表表1板编号_________PC面砖入模检测表表2板编号PC铝窗入模检测表表3PC预埋件与预留孔洞检测表表4板编号PC钢筋入模检测表表5板编号备注:钢筋保护层厚度不超过25 mm,每批钢筋都要取样进行力学性能检测试验PC出厂装车前产品检测表表6板编号备注:对出厂的板每块随机抽查不少于5项PC出厂装车前产品检测表表6板编号备注:对出厂的板每块随机抽查不少于5项PC墙板面砖现场修补检测表表9本表流水编号 ________ #_三、PC构件吊装验收内容和标准1.吊装验收内容PC 构件堆放和吊装时的支撑位置和方法符合设计和施工图纸,吊装前,构件和相应的连接、固定结构上标注的尺寸标高等控制尺寸,检查预埋件及连接钢筋等。

一、PC装配式结构检查验收
(一)测量验收
每一作业区测量工作完成后,测量小组进行自检,自检合格后形成文字记录上报项目部总工,由项目部总工组织安排人员对作业区的测量工作进行复测,当复测结果符合下表要求后按规定上报监理公司。
测量允许偏差及检验方法表
(二)预制构件质量验收
对每批进场的构件都应该复核,复核结果形成文字记录,详细的记载构件的尺寸、外观质量、配筋等情况,当复测结果符合下表要求后按规定上报监理公司。
预制构件预埋件质量要求和允许偏差及检验方法
预制构件构件外观质量及检验方法
注:
A 现浇结构及预制构件的外观质量不应有严重缺陷。
对已出现的严重质量缺陷,由施工单位提出技术处理方案,并经监理(建设)单位认可后进行处理。
对经处理的
部位,应全数重新检查验收。
②现浇结构及预制构件的外观质量不宜有一般缺陷。
对已经出现的一般缺陷,应由施工单位按技术处理方案进行处理,并全数重新检查验收。
预制构件外形尺寸允许偏差及检验方法。
PC构件首件验收记录时间:xxxx年xx月xx日地点:xxxx工厂一、验收目的本次验收旨在对PC构件的首件进行全面检验,确保其质量符合设计要求及产品标准,为后续生产提供可靠的基础。
二、验收对象本次验收的对象为PC构件的首件样品,具体组成包括xxxx、xxxx、xxxx等。
三、验收过程1.准备工作在正式开始验收前,对所需的验收设备进行检查和校准,确保其正常工作。
同时对验收标准和要求进行详细说明,使验收人员充分了解并执行。
2.外观检查通过目视和触摸等方式,对PC构件的外观进行检查。
主要检查外观是否完整、无明显划痕或破损,并且符合设计要求。
同时注意检查外观是否有毛刺、黑点等缺陷。
3.尺寸检查使用专业测量工具对PC构件的尺寸进行检测,并与设计图纸上的尺寸进行对比。
主要检查各个关键位置的尺寸是否符合要求,包括长度、宽度、厚度等。
尺寸偏差应在允许范围内。
4.功能性检查对PC构件的功能进行测试,确保其能够正常运作。
例如,如果是一个PCB板,需要进行耐压测试、电阻测试等,确保其安全可靠。
其他类型的构件也需要根据实际情况进行相应的功能性测试。
5.耐久性检查对PC构件的耐久性进行测试。
通过不同的方式进行多次的使用、压力或环境测试,以确定其耐用性能。
例如,对一个开关类的构件进行多次的开关测试,确保其使用寿命符合要求。
6.表面处理检查对PC构件的表面处理进行检查,包括喷涂、镀铬、抛光等。
主要检查表面处理是否均匀、光滑,并且没有明显的划痕或变色现象。
7.包装检查四、验收结果及意见1.验收结果根据上述的各项检查,对PC构件的首件进行了全面的检验。
经过仔细观察和测试,该首件样品的外观符合要求,尺寸准确,功能正常,耐久性良好,表面处理完善,包装合格。
2.意见和建议虽然首件样品通过了验收,但仍对该构件的一些方面提出了一些建议,以进一步提高产品的质量和可靠性。
例如,建议在设计上增加一些防护措施以提高耐久性,在表面处理上进一步提升处理技术以增强产品质感等。