铜工艺品CNC雕刻加工
- 格式:ppt
- 大小:6.09 MB
- 文档页数:23
CNC加工中心编程之铜公加工方法及注意事项作为在CNC编程行业这块做的时间较长,为了将这个行业越做越好,同时也为了后来的朋友们能尽快的掌握这门技术的技巧,特汇总以下经验,希望对刚入门者有帮助(本经验适用于UG,POWERMILL,MASTERCAM编程):加工铜公要注意的事项:1,在写刀路之前,将图档画好后,要将图形中心移到坐标原点,最高点移到Z=0或者Z=-0.1,方可以编程。
2,火花位的确定,一般幼公(即精公)预留量为0.05~0.15,粗公0.2~0.5,具体火花位的大小,可同做模师父商定,通常对于精密度要求比较高的模具,火花位一般做的比较小,精公做-0.04,粗公做-0.12等,做大模具的铜公火花位通常做的比较大。
精公做0.1以上,粗公做-0.2以上。
当然骨位电极就要视骨位的厚度来定火花位的。
还有做外观电极镜面公时,火花位不能小,至少要做到-0.08以上才行。
3,加工铜公的加工思路很重要,像现在现实中,用来加工的铜公的机床,都是现在的雕铣机,像佳铁,科挺,鸿金顺,宝丰等。
(通常社会中叫它们为铜公机,下面的铜公加工参数全部是以类机床以例来做的)一般的加工思路是:大刀(平刀)开粗-小刀(平刀)清角,然后光刀。
铜公机通常都是10MM的平铣刀开粗,很少用12MM以上的平刀开粗。
因为铜公机所用的主轴是电主轴,用太大的刀开粗,对主轴伤害很大。
4,铜料是比较容易加工的材料,走刀速度,转速都可以快一点,开粗时,留加工余量0.2~0.5,视工件大小而定,加工余量大,开粗时走刀就可以快,提高效率。
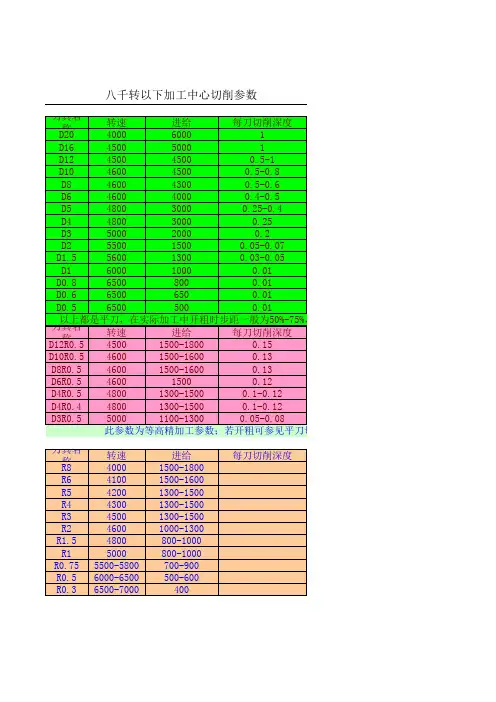
像现在的铜公机开粗刀10MM,转速15000,开粗进给至少可以给到F4500-6000以上。
当然下刀量比较通常在0.4-0.5MM之间。
5,铜公机加工过程要防止锣到螺丝,锁板。
这就要求铜公机在加工准备前做好。
要求锁螺丝的位置高度不会低于15MM。
部分铜公要求基准以下避空时,加工编程前,就以底取数编程。
以上的工作经验供大家学习,当然如果大家想一起探讨的话,请跟我联系。
第1篇一、引言铜,作为一种具有悠久历史的金属,自古以来就因其独特的物理和化学性质而受到人们的青睐。
铜工艺,即利用铜及其合金进行加工、制作的艺术和工业技术,在我国有着几千年的历史。
铜工艺品的制作流程复杂多样,涉及选材、熔炼、铸造、加工、表面处理等多个环节。
本文将详细介绍铜工艺的流程,以期对铜工艺的制作过程有一个全面的认识。
二、铜工艺流程概述铜工艺流程主要包括以下几个环节:1. 选材2. 熔炼3. 铸造4. 加工5. 表面处理6. 装饰7. 质量检验三、详细铜工艺流程1. 选材(1)选择合适的铜合金:根据产品需求,选择纯铜、黄铜、青铜等不同类型的铜合金。
(2)材料规格:根据产品尺寸和形状,确定铜材料的规格和数量。
2. 熔炼(1)熔炉准备:将熔炉清洗干净,确保无杂质。
(2)加料:将选好的铜合金按比例放入熔炉中。
(3)熔化:点燃熔炉,将铜合金加热至熔点,使其熔化。
(4)除杂:在熔化过程中,通过化学反应或物理方法去除杂质。
(5)冷却:将熔化的铜合金冷却至一定温度,使其凝固。
3. 铸造(1)模具准备:根据产品形状,制作合适的模具。
(2)浇注:将冷却至一定温度的铜合金倒入模具中,使其凝固。
(3)脱模:待铜合金凝固后,取出产品。
4. 加工(1)切割:根据产品尺寸,使用切割工具将铜合金切割成所需形状。
(2)打磨:使用打磨工具对产品表面进行打磨,使其光滑。
(3)焊接:对于需要连接的部位,使用焊接技术进行连接。
(4)抛光:使用抛光工具对产品表面进行抛光,提高其光泽度。
5. 表面处理(1)清洗:将加工好的产品进行清洗,去除表面油污和杂质。
(2)酸洗:使用酸洗液对产品表面进行处理,去除氧化层。
(3)钝化:在产品表面形成一层保护膜,防止氧化。
6. 装饰(1)雕刻:在产品表面进行雕刻,增加艺术感。
(2)镶嵌:将宝石、玉石等镶嵌到产品表面。
(3)镀层:在产品表面镀上一层金属,如金、银等,提高其美观度和耐用性。
7. 质量检验(1)尺寸检验:检查产品尺寸是否符合要求。
cnc铜公机操作流程CNC铜公机是一种高精度的数控机床,广泛应用于金属加工行业。
它能够实现对铜材料的精密加工,具有高效、精准、稳定的特点。
下面将介绍CNC铜公机的操作流程。
首先,操作人员需要对CNC铜公机进行开机操作。
打开电源开关,启动控制系统,进行系统自检,确保机器正常运行。
然后,设置加工参数,包括加工速度、进给速度、刀具转速等,根据加工要求进行调整。
接下来,操作人员需要加载铜材料到机床工作台上。
将铜材料固定在工作台上,调整夹紧力,确保铜材料牢固固定,避免在加工过程中出现移动或晃动。
然后,操作人员需要选择合适的刀具进行加工。
根据加工要求选择合适的刀具类型和规格,安装到主轴上,并进行刀具校正,确保刀具位置正确。
接下来,操作人员需要编写加工程序。
根据产品图纸和加工要求,编写加工程序,包括刀具路径、加工深度、加工速度等参数。
将编写好的加工程序上传到控制系统中。
最后,操作人员可以启动CNC铜公机进行加工。
按照设定的加工程序,启动机床,开始加工铜材料。
在加工过程中,操作人员需要监控加工状态,及时调整加工参数,确保加工质量。
加工完成后,操作人员需要对加工件进行检查。
检查加工件的尺寸精度、表面质量等,确保符合要求。
如果需要进一步加工,可以进行二次加工或修整。
总的来说,CNC铜公机的操作流程包括开机操作、加载材料、选择刀具、编写程序、加工操作和检查等步骤。
只有严格按照操作流程进行操作,才能保证加工质量和效率。
CNC铜公机的应用为金属加工行业带来了更高的精度和效率,是现代制造业的重要设备之一。
铜公加工方法及注意事项--------------------------------------------------------------------------------在写刀路之前,将立体图画好后,要将图形中心移到坐标原点,最高点移到Z=0,方可以加工,铜公火花位可加工负预留量。
在加工前还要检查工件的装夹方向是否同电脑中的图形方向相同,在模具中的排位是否正确,装夹具是否妨碍加工,前后模的方向是否相配。
还要检查你所用的刀具是否齐全,校表分中的基准等。
加工铜公要注意的事项:火花位的确定,一般幼公(即精公)预留量为0.05~0.15,粗公0.2~0.5,具体火花位的大小可由做模师父定。
扣火花位两种方式:一种直接在电极上扣;另一种在刀具上扣。
铜公有没有加工不到的死角,是否需要拆多一个散公来。
加工铜工的刀路按排一般是:大刀(平刀)开粗-小刀(平刀)清角�光刀用球刀光曲面。
开粗一般教师用平刀不用球刀,大刀后用小刀开粗,然后将外形光到数,接着用大的球刀光曲面,再用小球刀光曲面不要图省事,为了些小的角位而用小刀去加工大刀过不了的死角可以限定小刀的走刀范围,以免直接太多的空刀。
铜公,特别是幼公,是精度要求比较高的,公差一般选0.005~0.02,步距0.05~0.3。
铜公开粗时要留球刀位的过刀位,即要将铜公外形开粗深一个刀半径。
铜公还要加工分中位,校表基准,火花放电时要校正铜工,一般校三个面(上,下,左,右)加工出的铜工必须有三个基准面。
铜料是比较容易加工的材料,走刀速度,转速都可以快一点,开粗时,留加工余量0.2~0.5,视工件大小而定,加工余量大,开粗时走刀就可以快,提高效率。
加工铜料的有关经验参数:前模开粗的问题,首先将铜公图在前视图或边视图内旋转180度即变成了前模图,当然还要加上枕位,PL面;原身要前模留的地方,不要用镜身的方法将铜工图变成前模图,有时会错(当铜公图X方向Y方向都不对称时)。
CNC改善建议一.改善CNC工艺流程1)铜公加工工艺要求:1.NC铜公加工R最小加工到2.需线割加工铜公无需CNC清角加工,R做到R2即可3.需EDM放电,CNC加工余量控制在以下3.孔类产品,最小直径大于等于∮,孔高度在5mm以内(包括5mm),必须NC加工到数4.柱类产品,尽量CNC加工避免放电加工,如需放电,NC必需清除残料4.铜打铜铜公,被放电位置余量必须控制在之间,直角位必须清到方可放电加工,对于残料多易省公位置,考虑多做铜公1-2件5.小于等于的骨位铜公因考虑其变形因素6.整公需线割易变形,基准台加高2-3mm,不要时锁板加工7.对于利角.尖角.75°—90°拐角位置,刀路尽量采取延伸加工,避免出现圆角R等现象8.对于需雕刻铜公,为了保证其清晰度,采用筛纹加工9.对于产品扣处,尽量采取单个铜公放电,以便产品扣位加胶或改模二次放电加工10.对于行位拆铜公尽量考虑fit模修夹口或加深方便为前提拆铜公11.对于一出二产品模仁或相同结构位置,尽量采用平移.旋转等方式,减少铜公数量,提高放电效率2)模仁加工工艺要求:1.对于模仁开粗,采取大飞刀去除残料,以下刀量大,加工速度快为优势,以节省时间为目的,从而提高加工效率2.二次开粗,采取多元化切削方式,以减少抬刀次数为手段,以去除剩余残料为目的,在最短时间去除开粗所剩余残料,为后续精加工做好准备3. 平面精加工,尽量采用大刀具,用最简洁的刀路在最短时间完成平面精加工,对于弧面精加工,因注意刀路的正反方向和切削角度,避免顿刀.弹刀等现象发生4.前模外观面,采用进口铜放电,CNC加工余量控制在以下有助于EDM放电加工5.对于胶位,控制刀具加持长度比所加工深度高出4-6mm,避免刀杆夹持过长受力后发震而导致的过切现象,胶位公差严格控制在±3)钳工组配合工作:1. 插穿.碰穿面面积小于等于45m²,CNC加工预留量为—,面积大于45m²,按产品的机构特点预留量相对减少加工虎口可放的负余量,减少fit模发生卡死现象3.烧焊过不需二.CNC成本控制:1)铜料2)刀具3)人力资源1)铜料:1.直接使用旧铜料废料进行二次加工。
钨铜合金w90cnc加工工艺流程英文回答:The machining process for tungsten copper alloy W90CNC involves several steps to achieve the desired final product. First, the material needs to be prepared for machining.This includes selecting the appropriate grade of tungsten copper alloy, ensuring it is properly annealed, andcleaning the surface to remove any contaminants.Once the material is prepared, the next step is to determine the cutting parameters for the machining process. This includes selecting the appropriate cutting tools, such as carbide or diamond tools, and setting the cutting speed, feed rate, and depth of cut. The cutting parameters need to be optimized to achieve the desired balance betweenmaterial removal rate and surface finish.After the cutting parameters are determined, the actual machining process can begin. This typically involves usingCNC (Computer Numerical Control) machines to accurately control the movement of the cutting tools. The CNC machine is programmed with the specific tool paths and cutting parameters, allowing for precise and repeatable machining.During the machining process, it is important to ensure proper cooling and lubrication to prevent overheating and tool wear. This can be achieved by using coolant or cutting oil to reduce friction and dissipate heat. Additionally, regular tool inspections and replacements may be necessary to maintain the quality of the machining process.Once the machining is complete, the final step is to inspect and measure the finished product to ensure it meets the required specifications. This can be done using various measurement techniques, such as calipers, micrometers, or coordinate measuring machines. Any deviations from the desired specifications may require additional machining or adjustments.中文回答:钨铜合金W90CNC的加工工艺流程包括几个步骤,以实现最终的成品。
铜制品加工1. 引言铜是一种常见的金属材料,具有良好的导电性和导热性,广泛应用于电子、机械、航空航天等领域。
铜制品加工是指将铜材料进行切削、成型、焊接等工艺,制作成各种形状和尺寸的零件或产品的过程。
本文将介绍铜制品加工的一般过程、常见的加工方法和工艺要点。
2. 铜制品加工的一般过程铜制品加工的一般过程可以分为以下几个步骤:2.1 材料准备在进行铜制品加工之前,首先需要准备好所需的铜材料。
铜材料可以是纯铜或铜合金,根据具体的加工要求选择合适的材料。
2.2 切削加工切削加工是铜制品加工中常见的一种方法,使用切削工具对铜材料进行切削、车削、钻孔等操作,将材料切削成所需的形状和尺寸。
2.3 成型加工成型加工是指通过压力或热加工的方式,将铜材料变形成所需的形状。
常见的成型加工方法包括冲压、铸造、锻造等。
2.4 表面处理在完成铜制品的形状加工后,通常还需要进行表面处理,以提高产品的质量和外观。
常见的表面处理方法包括抛光、喷涂、电镀等。
2.5 组装和焊接在一些需要组装的铜制品中,组装和焊接是必要的工艺步骤。
通过焊接将不同铜制品零部件连接在一起,形成完整的产品。
3. 常见的铜制品加工方法铜制品加工可以采用多种方法,下面介绍几种常见的方法。
3.1 CNC加工CNC加工是一种利用计算机控制的方法进行切削加工的技术。
通过预先编写加工程序,控制切削工具在铜材料上进行加工操作,精确控制切削路径和加工尺寸,提高加工效率和精度。
3.2 冲压冲压是利用冲压机将铜板或铜带置于模具中,施加压力使其变形成所需的形状。
冲压过程中可以同时进行多个加工步骤,如剪切、折弯、拉伸等,适用于批量生产。
3.3 焊接焊接是将不同材料或相同材料的零部件通过熔合的方法连接在一起的加工过程。
常见的铜制品焊接方法包括氩弧焊、电阻焊等。
3.4 铸造铸造是将熔融的铜液注入到铸造模具中,待冷却凝固后得到所需形状的铜制品的方法。
铸造适用于制作复杂形状的铜制品,如铜雕塑等。
数控加工中心加工的工艺品
数控加工中心可以加工各种材料,例如金属、塑料、木材等,可以制造各种工艺品。
以下是一些常见的数控加工中心加工的工艺品:
1. 雕刻工艺品:数控加工中心可以精确地雕刻出各种图案和文字,例如木雕、石雕、金属雕刻等。
2. 雕塑工艺品:通过数控加工中心的刻蚀或雕刻功能,可以制作出立体的雕塑作品,例如人物雕塑、动物雕塑等。
3. 铸造工艺品:数控加工中心可以制作出铸造模具,用于铸造各种形状的工艺品,例如铜雕、铸铁工艺品等。
4. 钣金工艺品:数控加工中心可以对金属板材进行切割、弯曲、冲孔等加工,制作出各种形状的金属工艺品,例如铁艺门窗、金属装饰品等。
5. 精密工艺品:数控加工中心具有高精度和高重复性,可以制造出各种精密工艺品,例如钟表零件、眼镜架等。
总之,数控加工中心可以根据不同的设计要求和材料特性,制造出各种精美的工艺品。
铜加工工艺流程铜是一种重要的金属材料,具有良好的导电性和导热性,因此在电子、建筑、航空航天等领域有着广泛的应用。
铜加工工艺是将铜材料进行加工和制造,以满足不同领域的需求。
下面我们将介绍铜加工的工艺流程。
1. 铜材料准备。
铜材料通常以铜坯的形式供应,铜坯可以通过熔炼和铸造得到。
在铜加工工艺开始之前,首先需要对铜坯进行检验和筛选,确保其质量符合要求。
同时,根据加工产品的要求,选择合适规格和尺寸的铜坯进行加工。
2. 铜材料切割。
铜材料切割是铜加工的第一步,通常采用切割机或激光切割机进行切割。
根据加工产品的要求,将铜坯切割成合适的尺寸和形状,为后续加工工艺做好准备。
3. 铜材料成型。
铜材料成型是铜加工的关键步骤,常见的成型工艺包括锻造、拉伸、压铸等。
通过成型工艺,可以将铜材料加工成各种形状的零部件,满足不同产品的需求。
4. 铜材料表面处理。
铜材料表面处理是为了提高铜制品的表面质量和外观,常见的表面处理工艺包括抛光、喷砂、电镀等。
通过表面处理,可以使铜制品具有更好的光泽和耐腐蚀性能。
5. 铜制品组装。
在一些需要组装的铜制品加工中,组装是不可或缺的一步。
通过焊接、螺栓连接等方式,将各个铜制零部件组装成成品,为后续的使用做好准备。
6. 铜制品检验。
铜制品加工完成后,需要进行严格的质量检验,确保铜制品符合相关标准和要求。
常见的检验项目包括尺寸精度、表面质量、力学性能等。
7. 铜制品包装。
最后一步是对铜制品进行包装,选择合适的包装材料和方式,保护铜制品不受损坏,同时方便运输和存储。
以上就是铜加工的工艺流程,通过以上工艺步骤,可以将铜材料加工成各种形状和规格的铜制品,满足不同领域的需求。
铜加工工艺需要严格控制每个环节,确保产品质量和工艺稳定性,以满足市场的需求。
CNC加工技巧新手学习铜公加工方法及注意事项在写刀路之前,将立体图画好后,要将图形中心移到坐标原点,最高点移到Z=0,方可以加工,铜公火花位可加工负预留量。
在加工前还要检查工件的装夹方向是否同电脑中的图形方向相同,在模具中的排位是否正确,装夹具是否妨碍加工,前后模的方向是否相配。
还要检查你所用的刀具是否齐全,校表分中的基准等。
加工铜公要注意的事项:火花位的确定,一般幼公(即精公)预留量为0.05~0.15,粗公0.2~0.5,具体火花位的大小可由做模师父定。
铜公有没有加工不到的死角,是否需要拆多一个散公来。
加工铜工的刀路按排一般是:大刀(平刀)开粗-小刀(平刀)清角�光刀用球刀光曲面。
开粗一般教师用平刀不用球刀,大刀后用小刀开粗,然后将外形光到数,接着用大的球刀光曲面,再用小球刀光曲面不要图省事,为了些小的角位而用小刀去加工大刀过不了的死角可心限定小刀的走刀范围,以免直播太多的空刀。
铜公,特别是幼公,是精度要求比较高的,公差一般选0.005~0.02,步距0.05~0.3。
铜公开粗时要留球刀位的过刀位,即要将铜公外形开粗深一个刀半径。
铜公还要加工分中位,校表基准,火花放电时要校正铜工,一般校三个面(上,下,左,右)加工出的铜工必须有三个基准面。
铜料是比较容易加工的材料,走刀速度,转速都可以快一点,开粗时,留加工余量0.2~0.5,视工件大小而定,加工余量大,开粗时走刀就可以快,提高效率。
加工铜料的有关经验参数:刀具大小1~23~56~1012~20进给率(FEED rate)50~200(50~100)200~500(50~300)500~1000(200~600)1000~2000(600~1000)主轴转速(SPINDLE)30003000~2500(2400~1200)2500~2000(1200~700)1500~2000(600~250)注:括号内为高速钢刀对钢料开粗时的参数,以上走刀速度是指开粗时,要光外形F=300~500,钢料光刀F为50~200。
钨铜合金w90cnc加工工艺流程下面将详细介绍钨铜合金W90CNC的加工工艺流程:一、材料准备1. 材料选择:选择优质的W90CNC钨铜合金材料,确保材质均匀、无裂纹和杂质。
2. 切割:根据加工需要,将大块的材料锯成合适大小的坯料,以便后续的加工。
3. 清洁:清洁材料表面,去除附着的杂质和油污,确保加工过程中的质量。
二、加工前准备1. 设计方案:根据产品的设计图纸,确定加工方案和工艺路线。
2. 工装设计:设计合适的夹具、夹具和夹具,确保加工精度和稳定性。
3. 刀具选择:选择合适的刀具材质和规格,以确保加工质量和效率。
4. 加工程序编写:编写加工程序,包括刀具路径、速度、进给等参数的设定。
三、加工工艺流程1. 铣削:使用数控铣床进行粗加工,根据设计要求和工艺要求进行铣削操作。
2. 电火花加工:对需要进行镂空和细微加工的部位,采用电火花加工技术进行加工,提高加工精度和表面质量。
3. 钻孔:使用合适的钻头进行孔加工,确保孔位精度和尺寸准确。
4. 螺纹加工:对需要加工螺纹的部位进行螺纹加工,确保螺纹尺寸和质量。
5. 表面处理:对加工完成的产品进行表面处理,如打磨、抛光、镀层等,提高产品外观和耐腐蚀性能。
6. 检测与调整:对加工完成的产品进行检测,检查尺寸和质量是否符合要求,如有问题及时调整。
四、加工后处理1. 清洁:清洁加工完成的产品表面,去除残留的切削液和杂质。
2. 包装:将加工完成的产品进行包装,以防止划伤和碰撞,确保产品完好无损。
3. 入库:将加工完成的产品按工艺要求进行分类并入库,以便后续的使用。
通过以上工艺流程,钨铜合金W90CNC可以得到高质量的加工产品,满足不同行业的需求。
在实际生产中,需要根据具体情况灵活调整工艺参数,以提高效率和降低成本。
希望本文对读者有所帮助,谢谢阅读。
第1篇一、引言铜作为一种重要的金属材料,广泛应用于电子、机械、建筑、装饰等领域。
铜件加工是将铜材料通过各种加工方法,制成所需形状、尺寸和性能的零件。
铜件加工工艺包括铸造、锻造、冲压、切削、焊接等多种方法。
本文将详细介绍铜件加工工艺,包括加工原理、加工方法、加工设备、质量控制等方面。
二、铜件加工原理铜件加工原理主要基于金属材料的物理和力学性能。
铜具有优良的导电性、导热性、耐腐蚀性、易加工性等特点,使得铜件加工具有广泛的应用。
铜件加工原理主要包括以下几个方面:1. 塑性变形原理:铜在受力后,可以发生塑性变形,从而改变其形状、尺寸和性能。
塑性变形是铜件加工的主要原理。
2. 切削原理:切削是利用切削工具对铜材料进行去除,使其形成所需形状和尺寸的过程。
切削原理主要包括切削力、切削温度、切削速度等方面。
3. 焊接原理:焊接是将两个或多个铜材料通过加热、熔化、冷却等方式连接在一起的过程。
焊接原理主要包括焊接方法、焊接材料、焊接工艺等方面。
三、铜件加工方法1. 铸造铸造是将熔融的铜液倒入模具中,冷却凝固后得到所需形状和尺寸的铜件。
铸造方法包括砂型铸造、金属型铸造、压力铸造等。
(1)砂型铸造:将熔融铜液倒入砂型模具中,冷却凝固后取出铜件。
砂型铸造适用于形状复杂、尺寸较大的铜件。
(2)金属型铸造:将熔融铜液倒入金属模具中,冷却凝固后取出铜件。
金属型铸造适用于形状简单、尺寸较小的铜件。
(3)压力铸造:将熔融铜液在高压下注入金属模具中,冷却凝固后取出铜件。
压力铸造适用于形状复杂、尺寸精度要求较高的铜件。
2. 锻造锻造是将铜材料加热至一定温度,通过锤击、挤压等方式使其变形,从而得到所需形状和尺寸的铜件。
锻造方法包括自由锻造、模锻、挤压等。
(1)自由锻造:将铜材料加热至一定温度,通过锤击使其变形。
自由锻造适用于形状简单、尺寸较大的铜件。
(2)模锻:将铜材料加热至一定温度,通过模具使其变形。
模锻适用于形状复杂、尺寸精度要求较高的铜件。
CNC雕刻机CNC雕刻机概述:CNC雕刻机也叫数控式雕刻机,自动化以及机械化的生产模式。
从加工原理上讲是一种钻铣组合加工,能在软件中设计好任何的图形,字体,3唯路径进行电脑式计算加工路径。
由于CNC雕刻对象的特点为图案复杂、造型奇特、成品精细,而CNC雕刻机以轻型结构为主,这实际上限定了CNC 雕刻的工作方式为:“小刀具的快速铣削”,事实上这也正是CNC雕刻的“专业优势”,缘由是CNC雕刻是在干“常规大刀具无法加工的业务”!正由于CNC雕刻的特有的专业优势,在下述行业中CNC雕刻方式应用得较为得心应手:模具雕刻业和广告雕刻业。
CNC雕刻机主要功能:能适用各种平面材质上进行切割,2维雕刻,3维雕刻。
另多功能金属牌匾雕刻机主要功能与优点:??◎ 功能强大、适用范围广??多功能金属牌匾雕刻机,功能强大,一机多用,不论是制作铜牌、不锈钢牌、钛金牌、铝牌等各种金属表面刻字、刻花纹及美术图形工艺品等,都可轻松搞定。
由于该机强大的刻镀功能,对被加工件从大幅面的招牌到微小的胸牌、铭牌等都可以加工。
CNC雕刻机主要行业:<1>木工行业<2>模具行业<3>广告雕刻CNC雕刻机市场趋势:雕刻机市场紧跟雕刻制作行业的走向。
随着雕刻行业的发展,市场对雕刻机生产厂商提出了更高的要求。
雕刻制作行业的市场细分已经日益成熟,但雕刻设备只有零星的专业系列雕刻机推出,推出专业系列雕刻机是雕刻设备研制厂商的当务之急。
操作人性化、简洁化是CNC雕刻机的一大发展趋势为了满足规模化生产的需要,简洁的操作系统就成了目前雕刻机生产厂商急需研发的项目。
简洁的操作系统使一人操作数台CNC雕刻设备成为现实。
完善的服务体系是雕刻机生产厂商发展;壮大的根基。
建立完善的服务体系是目前很多雕刻机生产厂商迫切需要解决的问题。
CNC雕刻机维护雕刻机为精密数控设备,必要的日常维护与保养对本机的使用寿命及精度至关重要。
请按以下要求进行保养及维护。