中厚板厚度控制
- 格式:pdf
- 大小:1.84 MB
- 文档页数:40
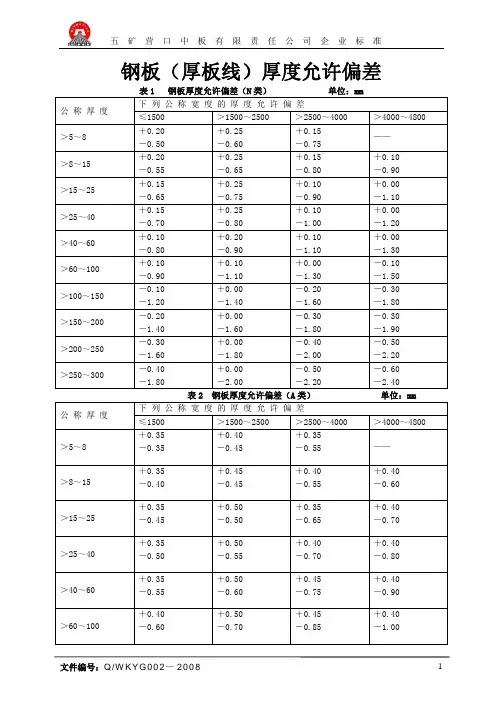
钢板(厚板线)厚度允许偏差表1 钢板厚度允许偏差(N类)单位:mm
表2 钢板厚度允许偏差(A类)单位:mm
表3 钢板厚度允许偏差(B 类) 单位:mm
表4 钢板厚度允许偏差(
C 类) 单位:mm
钢板宽度允许偏差
切边钢板的宽度允许偏差应符合表5的规定
不切边钢板的宽度允许偏差由供需双方协商。
钢板长度允许偏差
切边钢板的长度允许偏差应符合表6的规定
表6 切边钢板长度允许偏差 单位:mm
钢板不平度
钢板(对角线)镰刀弯及切斜
表8 切边钢板的对角线差值 单位:mm
宽厚板厂生产工艺室
2012-09-02。
不锈钢材质厚度规格
不锈钢是一种常见的金属材料,具有优异的耐腐蚀性、美观的表面和良好的加工性能。
在不锈钢板材的应用中,厚度是一个重要的参数,其规格因应用领域和需求而异。
以下是不锈钢材质厚度规格的详细说明:
1.冷轧不锈钢板厚度
冷轧不锈钢板厚度一般在0.3到3毫米之间,其规格以长度和宽度来定义。
常见的规格有1220毫米乘3050毫米、1220毫米乘4000毫米、1500毫米乘3000毫米等。
这些规格的钢板可用于制作各种不同的产品,如汽车零部件、电器外壳、建筑材料等。
2.热轧不锈钢板厚度
热轧不锈钢板厚度一般在3到16毫米之间,其规格也以长度和宽度来定义。
常见的规格有1500毫米乘6000毫米、1800毫米乘6000毫米、2000毫米乘6000毫米等。
这些规格的钢板通常用于制作大型结构件、机械零件和管道等。
3.中厚板厚度
中厚板厚度一般在18到60毫米之间,其规格同样以长度和宽度来定义。
常见的规格有1500毫米乘6000毫米、1800毫米乘6000毫米、2000毫米乘6000毫米等。
这些规格的钢板可用于制作各种厚度的零件和结构件,如桥梁、建筑结构、重型机械等。
不锈钢材质的厚度规格因应用领域和需求而异,不同的厚度和规格具有不同的特点和用途。
在选择不锈钢材料时,需要根据实际需求和用途选择合适的厚度和规格。
同时,不锈钢材质的质量和性能也需符合相关标准和要求,以确保其在使用过程中具有良好的性能和寿命。
不锈钢板厚标准不锈钢板是一种常见的金属材料,被广泛应用于建筑、制造、装饰等领域。
不锈钢板的厚度是其中一个重要的参数,它直接影响到不锈钢板的质量、强度和耐用性。
以下是对不锈钢板厚标准的具体介绍。
一、不锈钢板厚度的定义和重要性不锈钢板的厚度是指从不锈钢板表面到内部的垂直距离。
这个距离的大小直接影响到不锈钢板的物理和机械性能,以及外观和使用寿命。
厚度不足的不锈钢板可能会在受力或腐蚀环境下过早地破裂或变形,从而丧失其功能和安全性。
因此,正确选择和使用不锈钢板的厚度是非常重要的。
二、不锈钢板厚度的标准1.国际标准(ISO)国际标准化组织(ISO)制定了一系列关于不锈钢板的标准,包括厚度、尺寸、化学成分、机械性能等。
其中,关于不锈钢板厚度的标准主要是ISO 3360和ISO 3187。
这两个标准分别规定了不锈钢板的基本厚度和附加厚度。
2.美国标准(ASTM)美国材料与试验协会(ASTM)也制定了一系列关于不锈钢板的规范,包括ASTM A240和ASTM A276等。
这些规范中详细规定了不锈钢板的化学成分、机械性能、表面处理等,同时也对不锈钢板的厚度进行了规定。
3.中国标准(GB)中国国家标准(GB)也制定了相应的不锈钢板标准,如GB/T 4237和GB/T 3280等。
这些标准中除了规定不锈钢板的化学成分、机械性能外,还对不锈钢板的厚度进行了详细规定。
三、不锈钢板厚度的常见规格1.薄板(0.2mm-4mm)薄板主要用于制作金属制品的表面层,如不锈钢餐具、厨房用具等。
由于厚度较薄,这类钢板的质量轻,便于运输和加工,同时具有良好的耐腐蚀性和美观性。
2.中厚板(4mm-100mm)中厚板在建筑、制造、装饰等领域得到了广泛应用。
例如,在建筑领域中,中厚板可用于制作楼梯、栏杆、屋顶等;在制造领域中,中厚板可用于制作化工设备、船舶等;在装饰领域中,中厚板可用于制作门窗、隔断等。
由于厚度适中,这类钢板具有良好的强度和耐用性。
板材产品知识根据公司总经办会议精神,为了便于板材的销售、结算,就萍钢板材产品的一些相关知识汇总如下,如有不足请多多指正。
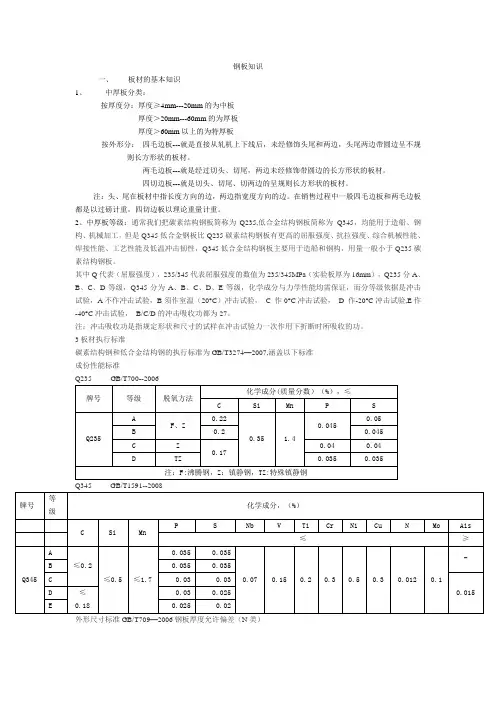
一、板材的基本知识1、中厚板分类:按厚度分:厚度≥4mm---20mm的为中板厚度>20mm---60mm的为厚板厚度>60mm以上的为特厚板按外形分:四毛边板---就是直接从轧机上下线后,未经修饰头尾和两边,头尾两边带圆边呈不规则长方形状的板材。
两毛边板---就是经过切头、切尾,两边未经修饰带圆边的长方形状的板材。
四切边板---就是切头、切尾、切两边的呈规则长方形状的板材。
注:头、尾在板材中指长度方向的边,两边指宽度方向的边。
在销售过程中一般四毛边板和两毛边板都是以过磅计重,四切边板以理论重量计重。
2、中厚板等级:通常我们把碳素结构钢板简称为Q235,低合金结构钢板简称为Q345,均能用于造船、钢构、机械加工,但是Q345低合金钢板比Q235碳素结构钢板有更高的屈服强度、抗拉强度、综合机械性能、焊接性能、工艺性能及低温冲击韧性,Q345低合金结构钢板主要用于造船和钢构,用量一般小于Q235碳素结构钢板。
其中Q代表(屈服强度),235/345代表屈服强度的数值为235/345 MPa(实验板厚为16mm),Q235分A、B、C、D等级,Q345分为A、B、C、D、E等级,化学成分与力学性能均需保证,而分等级依据是冲击试验,A不作冲击试验,B须作室温(20°C)冲击试验,C 作0°C冲击试验,D 作-20°C冲击试验,E作-40°C冲击试验,B/C/D的冲击吸收功都为27。
注:冲击吸收功是指规定形状和尺寸的试样在冲击试验力一次作用下折断时所吸收的功。
3板材执行标准碳素结构钢和低合金结构钢的执行标准为GB/T3274—2007,涵盖以下标准成份性能标准Q235 GB/T700--2006牌号等级脱氧方法化学成分(质量分数)(%),≤C Si Mn P SQ235 AF、Z0.220.35 1.40.0450.05B 0.2 0.045C Z0.170.04 0.04D TZ 0.035 0.035 注:F:沸腾钢,Z:镇静钢,TZ:特殊镇静钢Q345 GB/T1591--2008牌号等级化学成分,(%)C Si MnP S Nb V Ti Cr Ni Cu N Mo Ais≤≥Q345 A≤0.2≤0.5≤1.70.035 0.0350.07 0.15 0.2 0.3 0.5 0.3 0.012 0.1-B 0.035 0.035C 0.03 0.03 0.015D ≤0.18 0.03 0.025E 0.025 0.02外形尺寸标准GB/T709—2006钢板厚度允许偏差(N类)公称厚度常用厚度宽度>1.5~2.5公称厚度常用厚度宽度>1.5~2.5 允许偏差最低厚度允许偏差最低厚度3~5 3±0.552.45>25~4026±0.825.24 3.45 30 29.25 4.45 40 39.2>5~8 6±0.65.4 >40~6042±0.941.1 8 7.4 60 59.1长度允许偏差10----15米,+75毫米长度允许偏差15----20米,+100毫米外形尺寸要求常见宽度的厚度允许偏差(mm) 常见厚度(mm)1500mm~2500mm 2500mm~4000 >15mm-25mm ±0.75 ±0.9>25mm-40mm ±0.8 ±1.00>40mm-60mm ±0.9 ±1.10切边单轧钢板的宽度允许偏差厚度(mm) 宽度允许偏差3mm--16mm >1500mm 15>16mm≤2000mm 20 >2000mm-3000mm 25 >3000mm 30不切边单轧钢板的宽度允许偏差允许双方协商公称宽度允许偏差≤1500mm 20>1500mm 25外观缺陷包含:不平度、镰刀弯、斜切、塔形、气泡、裂纹、夹渣、结疤、波浪纹。
中厚板生产中自动化控制系统的应用与优化摘要:中厚板轧制自动化系统反映了线材轧制控制的自动化程度,采用中厚板轧机自动控制系统不仅可以提高生产质量和利用率,而且可以满足特殊的控制要求。
从AGC绝对厚度控制、轧区跟踪系统和自动轧制三个方面介绍了自动控制优化的实际应用关键词“绝对AGC”;中厚板;自动化系统钢铁行业是典型的制造生产过程包括各种钢铁工业,具有很高的针对性和渗透性。
生产过程不仅包括成本、质量和效率等市场竞争因素,还包括资源、能效和可承受性等因素,以及过程排放、环境兼容性和工业生态系统等可持续发展因素。
一、中厚板生产工艺概述轧制产品(各种钢材)作为钢铁行业长流终端技术,直接服务于各行各业。
轧钢工艺的品种和质量首先代表了钢铁行业的整体生产水平,经过检查和清理的坯料被送到铸坯车间原料跨进行切割所需的长度。
按类型、来源、钢种和生产计划储存。
推料机将一个轧制坯料一个接一个推入辊道,并将其送入加热炉;送料机将板材加热至1150-1250℃后将其推入热炉,板材通过辊子输送至轧机。
除鳞箱经过首先氧化铁皮从高压水中去除;然后进入轧机。
四辊可逆式轧机。
轧机配有锥形工作辊,用于轧制工件。
高压水去除轧制表面的氧化铁。
通用13-17次往复轧,至最终产品的尺寸,轧制后,钢板由钢板矫直机矫直,钢板矫直后由冷床冷却。
在生产过程中,钢板的加工主要包括厚度、宽度、钢板长度等物理尺寸。
为了提高轧制板材的机械性能,通常在轧机后部安装快速冷却装置,将轧制板材冷却到一定温度,以获得所需的板材性能。
厚板自动轧制系统的控制功能包括:将工件从原来的厚度、宽度和长度轧制到所需的厚度、宽度和工件长度。
快速冷却板具有良好的机械性能。
计划在该地区增加产量,以提高生产速度和生产率。
在生产过程中,操作者必须在生产过程中进行指导和控制,维修人员必须有一定的控制手段,以便于错误的处理。
二、案例分析1.AGC厚度绝对控制。
厚钢板轧机的自动控制系统采用AGC绝对厚度控制系统建立轧制宏微观跟踪平台,根据L2系统数据和自动轧制的主要功能,实现可逆自动轧制过程。
钢板知识一、板材的基本知识1、中厚板分类:按厚度分:厚度≥4mm---20mm的为中板厚度>20mm---60mm的为厚板厚度>60mm以上的为特厚板按外形分:四毛边板---就是直接从轧机上下线后,未经修饰头尾和两边,头尾两边带圆边呈不规则长方形状的板材。
两毛边板---就是经过切头、切尾,两边未经修饰带圆边的长方形状的板材。
四切边板---就是切头、切尾、切两边的呈规则长方形状的板材。
注:头、尾在板材中指长度方向的边,两边指宽度方向的边。
在销售过程中一般四毛边板和两毛边板都是以过磅计重,四切边板以理论重量计重。
2、中厚板等级:通常我们把碳素结构钢板简称为Q235,低合金结构钢板简称为Q345,均能用于造船、钢构、机械加工,但是Q345低合金钢板比Q235碳素结构钢板有更高的屈服强度、抗拉强度、综合机械性能、焊接性能、工艺性能及低温冲击韧性,Q345低合金结构钢板主要用于造船和钢构,用量一般小于Q235碳素结构钢板。
其中Q代表(屈服强度),235/345代表屈服强度的数值为235/345MPa(实验板厚为16mm),Q235分A、B、C、D等级,Q345分为A、B、C、D、E等级,化学成分与力学性能均需保证,而分等级依据是冲击试验,A不作冲击试验,B须作室温(20°C)冲击试验, C 作0°C冲击试验, D 作-20°C冲击试验,E作-40°C冲击试验,B/C/D的冲击吸收功都为27。
注:冲击吸收功是指规定形状和尺寸的试样在冲击试验力一次作用下折断时所吸收的功。
3板材执行标准碳素结构钢和低合金结构钢的执行标准为GB/T3274—2007,涵盖以下标准成份性能标准Q235 GB/T700--2006牌号等级脱氧方法化学成分(质量分数)(%),≤C Si Mn P SQ235 AF、Z0.220.35 1.40.0450.05B 0.2 0.045C Z0.170.04 0.04D TZ 0.035 0.035注:F:沸腾钢,Z:镇静钢,TZ:特殊镇静钢Q345 GB/T1591--2008牌号等级化学成分,(%)C Si MnP S Nb V Ti Cr Ni Cu N Mo Ais≤≥Q345 A≤0.2≤0.5 ≤1.70.035 0.0350.07 0.15 0.2 0.3 0.5 0.3 0.012 0.1- B 0.035 0.035C 0.03 0.030.015D ≤0.180.03 0.025E 0.025 0.02外形尺寸标准GB/T709—2006钢板厚度允许偏差(N类)公称厚度常用厚度宽度>1.5~2.5公称厚度常用厚度宽度>1.5~2.5 允许偏差最低厚度允许偏差最低厚度3~5 3±0.552.45>25~4026±0.825.24 3.45 30 29.25 4.45 40 39.2>5~8 6±0.65.4>40~6042±0.941.1 8 7.4 60 59.1长度允许偏差10----15米,+75毫米长度允许偏差15----20米,+100毫米外形尺寸要求常见宽度的厚度允许偏差(mm) 常见厚度(mm) 1500mm~2500mm 2500mm~4000 >15mm-25mm ±0.75 ±0.9 >25mm-40mm ±0.8 ±1.00 >40mm-60mm ±0.9 ±1.10切边单轧钢板的宽度允许偏差厚度(mm) 宽度允许偏差3mm--16mm >1500mm 15>16mm≤2000mm 20 >2000mm-3000mm 25 >3000mm 30 不切边单轧钢板的宽度允许偏差允许双方协商公称宽度允许偏差≤1500mm 20>1500mm 25外观缺陷包含:不平度、镰刀弯、斜切、塔形、气泡、裂纹、夹渣、结疤、波浪纹。
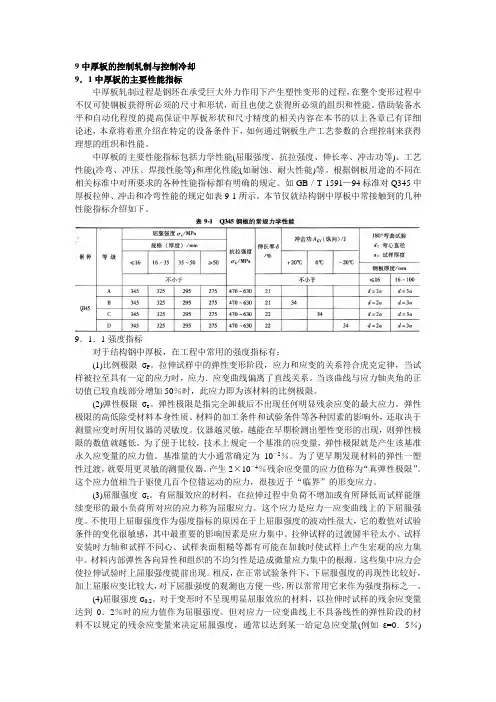
9中厚板的控制轧制与控制冷却9.1中厚板的主要性能指标中厚板轧制过程是钢坯在承受巨大外力作用下产生塑性变形的过程,在整个变形过程中不仅可使钢板获得所必须的尺寸和形状,而且也使之获得所必须的组织和性能。
借助装备水平和自动化程度的提高保证中厚板形状和尺寸精度的相关内容在本书的以上各章已有详细论述,本章将着重介绍在特定的设备条件下,如何通过钢板生产工艺参数的合理控制来获得理想的组织和性能。
中厚板的主要性能指标包括力学性能(屈服强度、抗拉强度、伸长率、冲击功等)、工艺性能(冷弯、冲压、焊接性能等)和理化性能(如耐蚀、耐火性能)等。
根据钢板用途的不同在相关标准中对所要求的各种性能指标都有明确的规定。
如GB/T 1591—94标准对Q345中厚板拉伸、冲击和冷弯性能的规定如表9-1所示。
本节仅就结构钢中厚板中常接触到的几种性能指标介绍如下。
9.1.1强度指标对于结构钢中厚板,在工程中常用的强度指标有:(1)比例极限ζP。
拉伸试样中的弹性变形阶段,应力和应变的关系符合虎克定律,当试样被拉至具有一定的应力时,应力.应变曲线偏离了直线关系。
当该曲线与应力轴夹角的正切值已较直线部分增加50%时,此应力即为该材料的比例极限。
(2)弹性极限ζe。
弹性极限是指完全卸载后不出现任何明显残余应变的最大应力。
弹性极限的高低除受材料本身性质、材料的加工条件和试验条件等各种因素的影响外,还取决于测量应变时所用仪器的灵敏度。
仪器越灵敏,越能在早期检测出塑性变形的出现,则弹性极限的数值就越低。
为了便于比较,技术上规定一个基准的应变量,弹性极限就是产生该基准永久应变量的应力值。
基准量的大小通常确定为10-2%。
为了更早期发现材料的弹性一塑性过渡,就要用更灵敏的测量仪器。
产生2×10-4%残余应变量的应力值称为“真弹性极限”。
这个应力值相当于驱使几百个位错运动的应力,很接近于“临界”的形变应力。
(3)屈服强度ζs。
有屈服效应的材料,在拉伸过程中负荷不增加或有所降低而试样能继续变形的最小负荷所对应的应力称为屈服应力。
钢结构用钢的种类一、按厚度分类根据钢板的厚度,可以将其分为薄板、中厚板和厚板。
薄板厚度在4毫米以下,中厚板厚度在4-20毫米之间,而厚板的厚度则大于20毫米。
在钢结构中,中厚板和厚板应用广泛,主要用于建筑、桥梁、船舶、锅炉等制造行业。
二、按质量分类根据钢的品质,可以将其分为普通钢、优质钢和高级优质钢。
普通钢在建筑结构中应用广泛,优质钢主要用于机械、车辆等制造行业,而高级优质钢则主要用于航空、化工、石油等高科技领域。
三、按用途分类1. 桥梁用钢:由于桥梁需要承受较大的承载力和稳定性,因此需要使用具有高强度、高韧性、抗疲劳性能良好的钢材。
常用的桥梁用钢有Q345q、Q370q、Q420q等。
2. 建筑用钢:建筑用钢主要用于建造房屋、高楼大厦等建筑物。
常用的建筑用钢有Q235、Q345等。
3. 机械用钢:机械用钢主要用于制造各种机械设备,如机床、汽车、船舶等。
常用的机械用钢有45#、50#、60#等。
4. 压力容器用钢:压力容器用钢主要用于制造各种压力容器,如锅炉、压力管道等。
常用的压力容器用钢有Q345R、Q235R等。
5. 船舶用钢:船舶用钢主要用于制造各种船舶,如货船、油船、客船等。
常用的船舶用钢有AH32、DH32等。
6. 特殊用钢:特殊用钢主要用于制造特殊用途的设备或产品,如航空航天器、核反应堆等。
常用的特殊用钢有30CrMnSiA、40CrNiMoA 等。
四、按冶炼方法分类根据冶炼方法的不同,可以将其分为转炉钢和平炉钢。
转炉钢的杂质含量较低,具有良好的机械性能和耐腐蚀性能,而平炉钢则具有较好的强度和韧性。
在钢结构中,转炉钢的应用更为广泛。
五、按脱氧程度分类根据脱氧程度的不同,可以将其分为沸腾钢、镇静钢和半镇静钢。
沸腾钢的脱氧程度较低,存在一定的缺陷,如夹杂物较多、组织不均匀等;镇静钢的脱氧程度较高,组织均匀,具有良好的机械性能和加工性能;半镇静钢则介于沸腾钢和镇静钢之间。
在钢结构中,镇静钢的应用较为广泛。
中板厚度标准中板厚度标准是指在钢铁、铝合金等金属板材制造行业中,对中板厚度进行规范化的指导标准。
这些标准的制定旨在为生产、销售、质检等环节提供统一的参考依据,以确保产品的质量稳定和符合客户需求。
中板厚度是指制造中的板材在垂直于板材表面的方向上的厚度。
在实际生产中,中板厚度是一项关键参数,它直接影响着产品的强度、稳定性和性能等方面。
根据国内外相关行业的共同经验和技术发展的要求,制定中板厚度标准是十分必要的。
在制定中板厚度标准时,首先需要考虑的是制造中所使用的板材种类和规格。
不同种类的板材由于其材质、生产工艺等方面的差异,其厚度标准也会有所区别。
常见的板材种类包括普通碳钢板、铝合金板、不锈钢板等。
制定中板厚度标准还需要考虑到生产工艺的要求和实际应用环境的需求。
一般来说,板材在生产过程中会经历多道工艺,如拉伸、压延、切割等。
这些工艺对板材的厚度有一定的要求,制定标准时需要兼顾生产工艺的要求,并考虑到实际应用环境对中板厚度的需求,以满足产品的质量稳定和使用安全的要求。
制定中板厚度标准还需要考虑到相关行业的技术发展和国内外的标准对比。
随着科技的不断进步和技术的不断创新,中板厚度的标准也会不断调整和更新。
通过与国内外标准的对比,可以汲取经验,提高中板厚度标准的科学性和实用性。
制定中板厚度标准还需要考虑到市场需求和消费者的需求。
中板作为重要的建筑、制造材料,其质量和可靠性对于产品的使用效果和寿命有直接的影响。
制定标准时需要参考市场需求和消费者的需求,以确保中板厚度标准能够与市场需求相匹配,为用户提供高质量的产品。
中板厚度标准对于中板制造行业来说是一项十分重要的标准。
它不仅直接关系到产品的质量和可靠性,还与生产工艺、应用环境和市场需求等方面密切相关。
制定中板厚度标准应充分考虑各方面的要求,确保标准的科学性和实用性,为中板制造行业的发展提供有力的支持。
中厚板质量控制与检验1.前言经过一系列工序生产出质量优良合格的产品,以满足用户的要求。
中厚板质量控制与检查工作是非常重要的,一旦在用户那里浮现了质量问题,将会造成不可设想的后果与惨重的损失。
因为绝大多数中厚板的使用领域极其重要,而且质量要求与标准逐年提高。
因此,中厚板的质量指标高于其他钢材。
中厚板应把质量控制与检查工作始终贯彻到生产全过程中。
虽然炼钢在原料控制与检查方面已做了大量工作,不合格的不往下道工序传递,但是轧钢工序检查工作仍然不可或者缺,惟独每道工序把好质量关,才干做到万无一失。
2.中厚板质量控制中厚板质量控制普通从原料开始直至成品钢板出厂交货为止,每一道工序都应把好质量关。
原料方面要控制炼钢及连铸生产,没有好的原料是生产不出好的钢板。
为了严格控制中厚板质量,应从生产流程每道工序着手,并将产生缺陷的种类、形态、形成原因、危害性以及拯救措施等逐项进行研究,从中制定出控制方案。
生产工序中常见缺点有:1 )炼钢方面钢锭有缩孔、偏析、气泡、气孔、分层、裂纹及结疤等;连铸板坯有表面裂纹、内部裂纹、夹杂、皮下气泡、偏析、疏松、毛刺及尺寸偏差不合格等;二次开坯有裂纹、折叠、身子及结疤等。
2 )加热工序容易浮现有过热、过烧、脱碳、划伤及氧化铁皮过厚等。
3 )除鳞主要是一次铁皮未除尽,压入后产生凹坑、大片面积形成为麻点。
4 )轧制工序形成的缺陷包括尺寸偏差不合格、镰刀弯、瓢曲、波浪度、不平直、麻点、残存应力、组织缺陷及表面缺陷等。
5 )快冷过程中浮现瓢曲、波浪度、不平直、组织与力学性能不均匀或者不合格,及残存应力等。
6 )热矫缺陷有压痕及不平直等。
7 )冷却有时会划伤及平直度不高等。
8 )剪切有剪弯、塌边、毛边、剪裂、凸肩、尺寸不合与偏差过大,错牙及板形不正等。
9 )火焰切割普通只浮现切不齐与尺寸偏差超差等缺陷。
10 )抛丸涂漆工序有时会产生漆层划伤、铁皮不除尽等。
11 )热处理容易板面划伤、斑马纹、性能不合格及不平直等。
中厚板轧机自动厚度控制系统的鲁棒性研究张弋中冶南方工程技术有限公司自动化二部,湖北武汉430223[摘要]中厚板轧机液压厚度控制系统是一个具有抗扰性的控制系统,但系统响应速度过慢,轧机出口有较大厚度偏差。
基于传递函数理论,建立了液压A G C系统的动态数学模型,对带有常规P I D控制器和模糊自校正PI D控制器的厚度控制系统进行了仿真研究。
仿真结果表明,模糊自校正PI D控制器具有更好的控制效果,系统具有更强的鲁棒性。
中厚板轧机;厚度自动控制;模糊自校正PI D控制器;鲁棒性TG333.7B1006-6764(2012)02-0071-03R es ear ch on R obus t nes s of T hi cknes s A ut om at i c C ont r ol Sys t em of Pl at e M i l lZH ANG Y i2012年第3期总第151期@@[1]周汝成著.轧钢生产技术工艺疑难问题解答与处理[M].北京:中国科技文化出版社.2006.9.@@[2]李华德著.交流调速控制系统[M].北京:电子工业出版社.2003.32012-01-05作者简介:徐立群(1967-),女,安徽省安庆市人,大专学历,工程师,现从事冶金自动化控制工作。
@@[1]丁修堃.轧制过程自动化[M].北京:冶金工业出版社,2005,107-111.@@[2]丁修堃,张殿华,王贞祥等.高精度板带钢厚度控制的理论与实践[M].北京:冶金工业出版社,2009,156-163.@@[3]王君,王国栋.各种压力A G C模型的分析与评价[J].轧钢,2001, 18(5):43-46.@@[4]张飞,童朝南,陈建中.轧机液压位置控制系统[J].冶金设备,2004,(4):7-11.@@[5]耿瑞.基于M A T LA B的自适应模糊PI D控制系统计算机仿真[J].信息技术,2007,(1):43-46.2011-09-27作者简介:张弋(1980-),男,湖北武汉人,工程师,大学本科学历,现从事冶金系统电气自动化设计和研发工作。