成型零部件的工作尺寸计算
- 格式:ppt
- 大小:710.00 KB
- 文档页数:33

塑料成型模具成型零部件尺寸及力学计算塑料成型模具重点、难点•重点:•收缩的定义和重要性•计算型腔尺寸的方法•理解按极限尺寸计算和按平均收缩率计算的差别•模具常用的修模方法•难点:•按极限尺寸计算型腔尺寸的方法塑料成型模具塑料制品精度塑料原料收缩δS估算收缩率不准确δSS 模具零件制造误差δm 模具零件磨损δw 配合与安装误差δq影响因素制品公差Δ≥δS +δSS +δm +δw +δq因此,塑料制品的精度往往较低,应尽量选用低精度。
否则制品精度的提高会使模具的制造费用成指数幂增加。
制品公差标准GB/T14486-1993塑料成型模具成型零件制造误差在0~500mm 内。
、、、、,、IT 、IT 、IT 、IT IT a i m m D 。
D D a i a m m 160100644025 12111098,:: ,::)001.045.0(3其值分别对应常用精度系数公差单位型腔零件尺寸型腔零件制造公差δδ+=⋅=组合式型腔的制造公差要用尺寸链来决定制造误差约与成正比。
当制品尺寸较小时,型腔零件的制造误差约占制品公差的三分之一。
3D塑料成型模具塑料原料收缩理论收缩指的是在高温高压下注射入模腔中的塑料所成型出来的制品比模腔尺寸要小的现象。
常以mm/mm 或%来表示每种塑料的收缩或膨胀或压缩率可能不同原则1:塑料的压力、体积和温度之间有一种联系。
影响压力、温度和时间的因素都将影响收缩。
原则2:塑料受热时会膨胀,当冷却到原来的温度时又会收缩到原来的体积。
原则3:塑料受压时其体积会缩小,当压力恢复时又会膨胀到原来的体积。
塑料成型模具塑料制品收缩过程刚开始注塑时,压力小,但与模腔壁接触的塑料凝固后马上收缩模腔充满后,压力升高,塑料被压缩,但可补料以补偿收缩保持压力直到浇口冻结和阀式浇口关闭,补料停止继续收缩,压力持续下降,直至顶出,收缩还将继续重要因素:注射压力和浇口封闭时间塑料成型模具塑料原料收缩率影响收缩率的因素有:从理论上计算收缩率是不大可能的左边大部分是模具设计者或制造者控制不了的导致收缩率的波动•材料规格•加入回收塑料•加入填充剂•顶出时制品的温度•注射压力及保压压力•制品壁厚和流动阻力•制品形状•模具设计多数塑料在顶出后几小时会达到总收缩量的90%,其余的10%在10天内完成,少数塑料要几个月时间在高于室温下退火,可加速松驰,终止收缩,但吸湿塑料还会有尺寸变化m mL m m L 。

成型机头宽度计算
一、成型机头宽度计算的重要性
在塑料加工、橡胶制品等行业中,成型机头宽度是一个关键参数,直接影响到产品的质量、产量和生产效率。
合理的成型机头宽度计算,可以保证产品尺寸精度、减少废品率、降低生产成本。
因此,对成型机头宽度进行精确计算具有重要意义。
二、成型机头宽度计算的方法
1.公式推导
成型机头宽度计算公式为:W = f(t, L, r)
其中,W表示成型机头宽度;t表示料筒厚度;L表示模具长度;r表示模具半径。
2.参数解析
(1)料筒厚度t:根据材料性质和设备性能选择合适的料筒厚度。
(2)模具长度L:根据产品尺寸和生产工艺确定模具长度。
(3)模具半径r:根据产品形状和模具设计确定模具半径。
3.实例演示
以一个圆形截面的塑料管为例,假设料筒厚度t=20mm,模具长度
L=300mm,模具半径r=50mm,代入公式计算得到成型机头宽度
W=120mm。
二、注意事项
1.材料性质的影响
不同材料的熔融指数、流动性等性能差异较大,因此在计算成型机头宽度时,要充分考虑材料性质,以保证产品质量和生产效率。
2.设备性能的考虑
不同设备的加工能力、塑化能力等参数不同,计算成型机头宽度时,要结合设备性能参数,以确保设备运行稳定、减少故障率。
3.生产工艺的调整
在实际生产过程中,要根据产品尺寸、产量等要求,不断调整成型机头宽度,以满足生产需求。
三、结论与应用
成型机头宽度计算是塑料、橡胶等行业关键环节,通过对成型机头宽度进行精确计算,可以提高产品质量和生产效率。

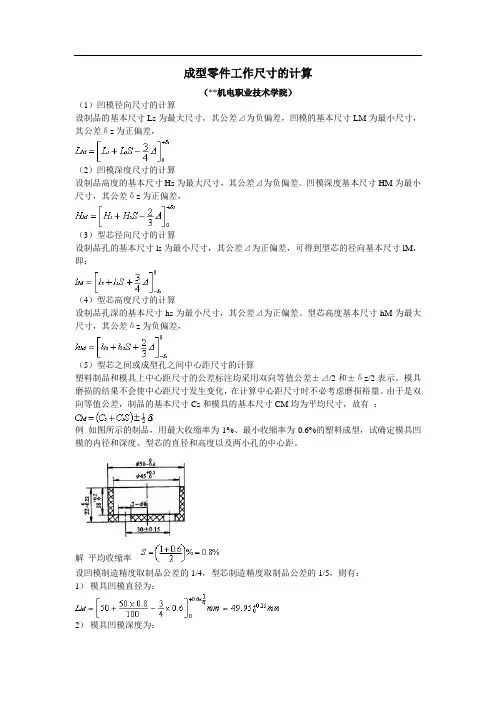
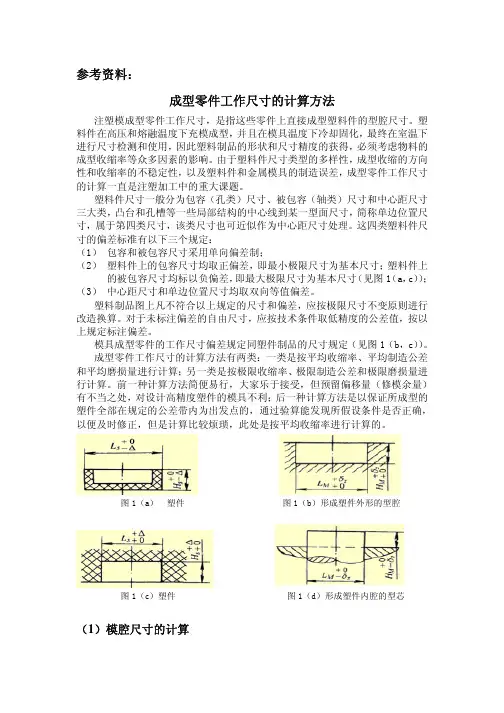
成型零件工作尺寸的计算(**机电职业技术学院)(1)凹模径向尺寸的计算设制品的基本尺寸Ls为最大尺寸,其公差⊿为负偏差,凹模的基本尺寸LM为最小尺寸,其公差δz为正偏差,(2)凹模深度尺寸的计算设制品高度的基本尺寸Hs为最大尺寸,其公差⊿为负偏差。
凹模深度基本尺寸HM为最小尺寸,其公差δz为正偏差,(3)型芯径向尺寸的计算设制品孔的基本尺寸ls为最小尺寸,其公差⊿为正偏差,可得到型芯的径向基本尺寸lM,即:(4)型芯高度尺寸的计算设制品孔深的基本尺寸hs为最小尺寸,其公差⊿为正偏差。
型芯高度基本尺寸hM为最大尺寸,其公差δz为负偏差,(5)型芯之间或成型孔之间中心距尺寸的计算塑料制品和模具上中心距尺寸的公差标注均采用双向等值公差±⊿/2和±δz/2表示。
模具磨损的结果不会使中心距尺寸发生变化,在计算中心距尺寸时不必考虑磨损裕量。
由于是双向等值公差,制品的基本尺寸Cs和模具的基本尺寸CM均为平均尺寸,故有:例如图所示的制品,用最大收缩率为1%、最小收缩率为0.6%的塑料成型,试确定模具凹模的内径和深度、型芯的直径和高度以及两小孔的中心距。
解平均收缩率设凹模制造精度取制品公差的1/4,型芯制造精度取制品公差的1/5,则有:1)模具凹模直径为:2)模具凹模深度为:3)模具型芯直径为:4)模具型芯高度为:5)两型芯之间中心距的制造精度取制品公差的1/5,则有:成型零件工件尺寸计算案例(**电子机械高等专科学校)一、塑料制品制品如图1所示,材料为ABS。
以下计算相关模具凹模、型芯的直径和高(深)度、螺纹直径以及孔的中心距尺寸。
图1制品尺寸二、计算1、确定模塑收缩率查模具设计手册得知,ABS的收缩率为0.4~0.8%。
收缩率的平均值为:*%=0.6%2、确定制品尺寸公差等级,将尺寸按规定形式进行处理查常用塑料模塑公差等级表,对于ABS塑件标注公差尺寸取MT3,未注公差尺寸取MT5级,以满足模具制造和成型工艺控制,满足制品要求。