自相关过程的质量控制方法_残差控制图
- 格式:pdf
- 大小:159.16 KB
- 文档页数:3
品检质量控制中的统计过程控制方法在现代工业生产中,如何保证产品质量的稳定和可靠性是一个重要的问题。
统计过程控制(Statistical Process Control,简称SPC)是一种常用的质量控制方法,通过对生产过程中的数据进行统计和分析,帮助企业实现对质量的持续监控和改进。
本文将介绍品检质量控制中常用的统计过程控制方法,包括控制图、过程能力分析和六西格玛方法。
控制图是一种直观简单且易于理解的统计工具,用于监控生产过程中的关键指标。
控制图一般由上限线、下限线和中心线组成,中心线表示过程的平均水平,上下限线则代表了过程的变异性。
通过收集和记录采样数据,可以绘制出控制图,并根据数据的变化情况来判断过程是否处于控制状态。
常用的控制图包括均值图和极差图。
均值图用于监测过程的平均水平是否稳定。
通过对一系列样本均值的统计,绘制出均值图,可以直观地判断过程是否存在系统性变化。
如果数据点超出了控制限,就说明过程中可能存在特殊原因的影响,需要进行进一步分析和改进。
极差图则用于监控过程的变异性。
极差是指样本中最大值与最小值之间的差异,极差图通过对一系列样本极差的统计,可以判断过程的变异性是否处于控制状态。
同样,如果数据点超出了控制限,就需要进行原因分析和改进措施的制定。
除了控制图之外,过程能力分析也是品检质量控制中的重要工具。
过程能力分析的目的是评估生产过程是否具有满足需求的能力。
常用的过程能力指标包括过程平均值与规格上下限之间的距离、过程的标准偏差以及过程的允许偏差范围。
通过分析过程能力指标,可以得出生产过程是否稳定,并评估其是否满足产品质量要求。
如果过程能力指标超出了规格要求,就需要采取措施来改进过程,以提升产品质量。
六西格玛方法是一种基于统计分析的全面质量管理方法。
它将统计过程控制与过程改进相结合,致力于提高质量、降低成本和增强客户满意度。
六西格玛方法通过收集和分析大量数据来识别生产过程中的关键环节,并采取措施来减少变异性,从而提高产品质量和生产效率。
自相关过程控制院系:管理科学与工程专业:质量与可靠性工程学号:110510335 姓名:张华威自相关过程质量控制引论:自相关过程质量控制概述当质量过程呈现自相关现象时,常规控制图已经不能准确反映生产中质量的波动.常规控制图理论:质量管理的观点认为:质量具有变异性其特性值是波动的,具有规律性,但它不是通常的确定性现象的确定性规律,而是随机现象的统计规律,用数学语言来讲,就是服从某种分布。
如果出现异常情况,就必然使波动偏离原来的分布,利用统计技术就可以发现这种波动。
在现代质量管理学中,通常使用休哈特控制图进行质量控制,但休哈特控制图的原理要求数据必须复合独立正态性,即要求数据服从正态分布,所以说如果数据之间彼此具有相关性的话,休哈特控制图便不再使用。
基于以上理论基础绘制的常规控制图虽然使用简便且易于理解,但对于受控状态下一般性原因的认知过于简化。
因此为了提高控制图对特殊性原因的检测能力,当过程相关时设计控制图,必须考虑质量过程的自相关结构。
为了解决过程自相关情况下的质量控制问题,统计学家们陆续提出了一些改进方法,其中主要方法之一就是引入时间序列分析法。
以ARMA以及ARIMA 模型为基础,我们便可以对具有相关性的一组数据进行相关性分析,方差分析,以及残差分析等,通过一系列控制图,便可以达到对具有自相关性的数据进行质量控制和质量改进的目的。
一、收集或生成反应自相关生产过程的平稳时间序列ARMA(p,q)数据:0.5377 0.1183 -0.6593 -1.8273 -0.93062.3339 0.5832 -1.9769 -1.5564 -1.2791-0.9306 -0.887 -1.0862 -1.3611 -0.59951.097 -1.3821 -1.6807 -1.9456 -0.37060.5881 -0.964 -0.8627 -0.3625 -1.2301-0.6845 0.636 -1.5359 -0.8981 -0.7563-0.5994 -0.7409 -0.5368 -1.2723 -0.912-0.1624 0.1918 0.0102 0.4458 -0.05523.3173 -0.352 1.556 -0.3836 0.79214.3794 0.9989 0.5869 -0.6471 1.48871.835 -0.6952 -1.3781 -0.7324 -0.9085.2662 -0.0154 -1.3526 -1.4082 -0.42463.909 0.3363 0.2649 -2.044 0.23763.4713 1.2641 -1.3455 1.0815 2.57693.6231 2.2772 0.3677 1.5831 0.69282.648 1.6038 -0.0958 1.4235 1.30682.2868 -0.0066 1.4991 -0.0704 0.77883.4275 -0.2645 -1.2401 -0.4736 -1.15163.8088 -1.1958 -0.368 -0.4345 -0.78114.3498 1.6732 -1.7639 0.4321 -2.53073.9891 -0.1377 1.9157 -1.2463 -0.3442.092 1.1812 1.2539 -2.8234 -0.59092.96 0.3569 2.5806 -3.2347 -2.14883.7378 1.4214 0.6083 -2.1308 -1.5373 3.2458 0.0529 0.6097 -1.6445 -2.2447 3.7789 -0.9494 0.2149 -1.0098 -2.5627 3.5901 -1.8812 1.3888 -1.1285 -3.1112 2.6253 -0.7372 0.481 -0.6835 -2.858 2.6835 -1.1103 1.3587 -1.1565 -4.3651.3421 -0.9724 -1.2282 0.0787 -2.07562.3645 0.6 -0.5603 -1.6693 0.3241 0.4378 0.2999 -1.4722 -0.356 0.1171 -0.1406 0.5277 -2.4813 -1.5275 -0.1473 -0.7485 1.9415 -1.1743 -1.2054 -0.0155 -3.3607 0.3246 -1.0496 -0.5082 -0.0006 -0.4665 1.4414 -0.8436 0.4234 0.8211 -0.9163 1.6532 -2.0703 -1.0584 1.9373 -1.353 1.0153 -0.1608 0.8585 1.6819 0.4189 1.2193 -0.3513 0.7719 1.2125 -1.908 -0.2516 -0.5229 0.5756 1.736二、建立过程的时间序列模型建模步骤:a :传统修哈特控制图分析:首先对所生成数据作正态性检验概率图P值大于0.05,服从正态分布作均值极差控制图控制图X 的Xbar 控制图检验结果检验1。
实验室质量控制图制作过程实验室质量控制图制作过程1.1 质控血清的制备和保存(以ELISA试验检测HIV抗体为例)在每次实验中必须包含有内部对照质控血清和外部对照质控血清。
内部对照质控血清指试剂盒内提供的阳性和阴性对照血清。
内部对照是质量控制的基础。
每一次检测必须使用内部对照,而且只能在同批号的试剂盒中使用。
外部对照质控血清是为了监控检测的重复性和稳定性以及试剂盒批间或孔间差异而由实验室设置的一套对照血清,包括强阳性、弱阳性和阴性对照血清。
也可以只设置一个弱阳性对照,以该试剂盒临界值(Cut-off)的2?3倍为宜。
1.1.1 外部对照质控血清的制备HIV抗体阳性和阴性血清,56℃ 30min灭活,3000r/min,离心15min。
弱阳性对照可以用HIV抗体阴性血清梯度稀释HIV抗体强阳性血清并标定后得到。
按一年使用量配制(可加入不影响检测结果的防腐剂)用0.2μm滤膜过滤除菌。
1.1.2 外部对照质控血清的保存1.1.2.1 按一周实验用量分装、分类、标记、封口、-20℃冻存于非自动除霜冰箱中。
1.1.2.2 外部对照血清不可反复冻融,一旦融化后应该存放2?8℃,供一周内使用。
1.1.3 外部对照质控血清的使用每一次实验必须使用外部对照质控血清,以便监控实验的重复性和稳定性。
同时可以了解各批试剂盒的批间或孔间差异,绘制质量控制图。
1.1.4 外部对照质控物的质量要求质控物的管间或瓶间变异必须小于监测系统预期的变异(cv<20%),并且质控物的成分应在稳定状态中。
质控物应无菌,并不含有影响ELISA反应的防腐剂。
1.2 质控图的建立及应用(以ELISA试验检测HIV抗体为例)最常用的质控图是Levey-Jennings质控图,使用累计和技术或趋势分析技术的图形可提供系统偏移和漂移的状况。
1.2.1 建立质控图参数外部对照质控物的平均值和标准差应建立在实验室常规使用方法对质控物重复测定的基础上。
(⼀) 相关图法的⽤途 相关图⼜称散布图。
在质量控制中它是⽤来显⽰两种质量数据之间关系的⼀种图形。
质量数据之间的关系多属相关关系。
⼀般有三种类型:⼀是质量特性和影响因素之间的关系;⼆是质量特性和质量特性之间的关系;三是影响因素和影响因素之间的关系。
我们可以⽤y和X分别表⽰质量特性值和影响因素,通过绘制散布图,计算相关系数等,分析研究两个变量之间是否存在相关关系,以及这种关系密切程度如何,进⽽对相关程度密切的两个变量,通过对其中⼀个变量的观察控制,去估计控制另⼀个变量的数值,以达到保证产品质量的⽬的。
这种统计分析⽅法,称为相关图法。
[例题] 在质量控制中( )是⽤来显⽰两种质量数据之间关系的⼀种图形。
A. 排列图B. 直⽅图C. 控制图D. 相关图 答案:D (⼆)相关图的绘制⽅法 [例7-5] 分析混凝⼟抗压强度和⽔灰⽐之间的关系。
1.收集数据 要成对地收集两种质量数据,数据不得过少。
本例收集数据如教材152页表7—11所⽰。
2.绘制相关图在直⾓坐标系中,⼀般x轴⽤来代表原因的量或较易控制的量,本例中表⽰⽔灰⽐;y轴⽤来代表结果的量或不易控制的量,本例中表⽰强度。
然后将数据中相应的坐标位置上描点,便得到散布图,如教材152页图7-13所⽰。
(三)相关图的观察与分析 相关图中点的集合,反映了两种数据之间的散布状况,根据散布状况我们可以分析两个变量之间的关系。
归纳起来,有以下六种类型,如教材153页图7-14所⽰。
(1)正相关(图7-14a)。
散布点基本形成由左⾄右向上变化的⼀条直线带,即随x增加,y值也相应增加,说明x与y有较强的制约关系。
此时,可通过对x控制⽽有效控制y的变化。
(2)弱正相关(图7—14b)。
散布点形成向上较分散的直线带。
随x值的增加,y值也有增加趋势,但x、y的关系不像正相关那么明确。
说明y除受x影响外,还受其他更重要的因素影响。
需要进⼀步利⽤因果分析图法分析其他的影响因素。
连续型过程的二元残差T2控制图摘要:连续型过程数据的各质量特性之间存在相关关系,各质量特性自身的数据又存在自相关现象,这种相关现象影响了传统控制图的有效性。
针对此类连续生产过程,采用残差T2控制图,用钢铁联合企业的实际数据进行分析,研究了在稳定状态和不稳定状态下的传统T2控制图和残差T2控制图,比较在两种状态下两控制图的平均运行链长ARL的大小,验证了残差T2控制图能够有效的控制连续型过程的多元自相关过程。
关键词:连续型过程;残差;T2控制图;ARL0 前言统计过程控制[1]是一种运用统计技术对生产过程质量进行监控的方法,以发现和预测生产中可能出现的异常现象。
统计过程控制常用的工具是控制图,控制图[2]是休哈特博士于1924年首次提出用于质量控制的工具,用来区分生产过程中的质量波动是由系统因素引起的还是由非系统因素引起的。
传统的控制图已经比较广泛的应用在汽车制造、环保、医药等企业[3~5]。
然而,随着计算机的发展,数据采集的频率越来越快,数据自相关现象越来越普遍,而且各因素之间也不是完全独立,存在一些相关现象。
尤其是针对连续的生产过程,例如化工、冶金类行业,各个影响因素之间是相互影响的,各因素的观测值又具有自相关特性。
目前,针对这种连续生产过程已出现了一些控制多元自相关过程的方法,针对多元影响因素最常用的方法是主元分析法对多元数据进行降维处理,以及由Pan和Jarret提出的Kalman滤波方法[4]对观测值进行滤波处理。
孙静[5]分别运用单值控制图和残差控制图就受控状况和失控状况的观测值对案例进行了分析比较,当过程存在自相关时,运用残差控制图更合适,但是,当自相关参数大于0时,残差控制图检测过程异常的灵敏性有待提高。
此后,杨穆尔和孙静对二元自相关过程的残差T2控制图进行了分析[6],探讨两个随机变量相互独立,其中一个随机变量相互独立,另一个随机变量服从一阶自回归模型的二元自相关过程。
孙静提出的残差T2控制图用于监控存在自相关现象的生产过程,但是其算例计算的数据是采用蒙特卡洛模拟而产生的仿真数据,仿真数据的产生具有很大的人为因素,而本文采用实际生产的数据,对存在自相关现象的生产过程进行监控,验证残差T2控制图的有效性。
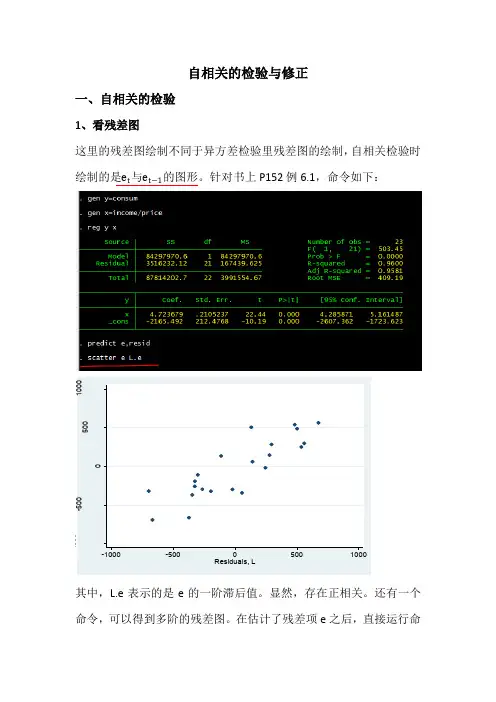
自相关的检验与修正一、自相关的检验1、看残差图这里的残差图绘制不同于异方差检验里残差图的绘制,自相关检验时绘制的是e t 与e t −1的图形。
针对书上P152例6.1,命令如下:其中,L.e 表示的是e 的一阶滞后值。
显然,存在正相关。
还有一个命令,可以得到多阶的残差图。
在估计了残差项e之后,直接运行命R e s i d u a l s令ac e 就可得到下图(ac 为autocorrelation 的缩写):横轴表示的是滞后阶数,阴影部分表示的是相应的置信区间,在上图中,显然一阶滞后是自相关的。
补充:滞后算子L 。
L.x 表示x 的一阶滞后值,L2.x 表示二阶滞后值。
差分算子D 。
D.x 表示x 的一阶差分,D2.x 表示二阶差分。
LD.x 表示一阶差分的一阶滞后值。
需要注意的是,在使用之后算子和差分算子时,一定要事先设定时间变量。
2、DW 检验该方法出现较早,现在已经过时,主要是因为该方法只能检验一阶自相关。
命令:estat dwatson 。
经验上DW 值在1.8---2.2之间接受原假设,不存在一阶自相关。
DW 值接近于0或者接近于4,拒绝原假设,存在一阶自相关。
3、LM检验(BG检验)命令:estat bgodfrey 一阶滞后自相关检验estat bgodfrey,lags(p) P阶滞后自相关检验滞后阶数P的选取最简单的方法就是看自相关图,阴影部分以外的自相关阶数为显著。
二、自相关的处理—广义最小二乘法FGLS命令:prais y x1 x2 x3 该命令对应的是书上P147的(6.33)方法prais y x1 x2 x3,corc 该命令对应的是书上P147的(6.32)方法在自相关检验及处理上,还有比较常用的稳健标准差命令newey以及Q-Test命令,感兴趣的同学可以去查阅相关书籍。
基于GARCH型控制图的互联网金融预警实证分析——以余额宝为例李红梅;王青【摘要】一般金融产品的时序数据通常具有自相关性和聚集性特征,而互联网金融是将传统金融业、信息通信技术以及互联网技术相结合的一种新型金融服务.为验证其是否也满足一般金融产品的相关属性,文章首先对以余额宝为代表的互联网金融产品的自相关性及聚集性进行了验证,其结论显示余额宝收益率数据确实具有自相关性及聚集效应(即异方差)的特征.另外,为解决这类数据的监控过程,能够对风险进行有效的报警提示,文章还提出了GARCH型残差控制图.传统的6σ控制图为静态控制限,而GARCH型控制图是动态控制限,将这种控制图应用于余额宝这种互联网金融产品进行实证分析,实证结果显示GARCH型控制图比传统控制图更敏感,对自相关过程的监控更加有效.【期刊名称】《辽宁大学学报(哲学社会科学版)》【年(卷),期】2018(046)002【总页数】7页(P38-44)【关键词】GARCH模型;残差控制图;互联网金融【作者】李红梅;王青【作者单位】辽宁大学数学院,辽宁沈阳110036;辽宁大学经济学院,辽宁沈阳110036【正文语种】中文【中图分类】F830.39一、引言互联网金融是将传统的金融业、信息通信技术和互联网技术相结合的一种新型金融服务领域。
互联网金融主要分为三种模式:第一种模式是大家熟悉的网银,这个是传统的金融借助互联网渠道为客户提供服务;第二种模式是类似支付宝的第三方支付,在用户与银行支付结算系统间建立连接的电子支付模式;第三种模式是利用互联网搭建中介平台,将资金出借方与需求方结合在一起,如人人贷(P2P)等。
本文涉及的互联网金融主要指第二种模式。
近年来,随着移动互联网的快速发展以及互联网金融产品特有的低门槛、高收益、变现灵活等特点,互联网金融产品越来越受到人们的喜爱,在移动终端上进行的金融业务也越来越多。
虽然互联网金融发展趋势迅猛,规模在不断地快速扩张,但由于互联网金融是近几年才发展起来的新兴金融业态,我国针对互联网金融进行的风险管理与预警还处在起步与探索阶段。
基于二阶自相关过程残差控制图的改进作者:魏兴龙来源:《价值工程》2018年第03期摘要:本文将以AR(2)过程为例,将CUSUM和EWMA控制图的统计量相整合,提出改进MEC和MCE两种控制图,以平均运行链长(ARL)和额外平方损失(EQL)做为评价效率的重要指标。
通过仿真分析去验证,新的控制图对于自相关模型发生均值漂移具有较好的检测效率.Abstract: In this paper, the AR (2) process is taken as an example, the statistics of CUSUM and EWMA control charts are integrated, and two control charts, MEC and MCE, are proposed. The average run length (ARL) and extra quadratic loss (EQL) are used as important index to evaluate the efficiency. Through the simulation analysis to verify, the new control chart has a good detection efficiency for the mean shift of the autocorrelation model.关键词:残差;平均运行链长;自相关;漂移;MEC;MCE;统计过程控制Key words: residual;average run length(ARL);autoregressive;shift;Mixed EWMA-CUSUM;Mixed CUSUM-EWMA;statistical process control中图分类号:O212.1 文献标识码:A 文章编号:1006-4311(2018)03-0192-040 引言在生产过程中,为了实现统计过程的控制,提升产品的质量,控制图被认为是一种有效的控制措施。
检验自相关的常用方法我之前为了弄明白检验自相关的常用方法,那可真是费了好大的劲儿。
说实话,检验自相关这事,我一开始完全就是瞎摸索。
我最先尝试的就是画图这个方法。
就像看一群蚂蚁走路一样,我把数据点一个一个画在坐标图上,试图通过肉眼看这些点是不是呈现出某种规律,要是这些点看起来像是一串一串的,就觉得可能存在自相关。
但这方法太不靠谱了,很多时候我觉得可能有自相关,可实际并不是那么回事,这全靠感觉,很容易出错。
有次我做完画图,觉得肯定有自相关,兴高采烈地跟人说我找到规律了,结果细一分析,完全不对,这可让我丢脸丢大了。
后来啊,我知道了杜宾- 沃森(Durbin - Watson)检验。
这个就比较科学了。
就像是给数据做个体检,算出杜宾- 沃森值,然后和不同的标准值比较。
如果这个值在一定的范围里,就可以大致判断有没有自相关。
不过这里面也有陷阱,这个范围有时候界限有点模糊,我刚开始的时候老是判断错,把没有自相关的数据当成有,有自相关的数据又觉得没有。
后来我就反复的试,拿很多组已知自相关情况的数据来实验,就像在迷宫里不断试错找出口一样,才慢慢掌握一点窍门儿。
还有一种方法是用相关图,这就像是一个蜘蛛网一样。
看自相关系数和偏自相关系数随着滞后阶数的变化形成的图。
当看到自相关系数不是快速趋近于零的时候,就可能存在自相关。
我记得最开始看这种图的时候,看得我眼花缭乱的,那些线在我眼里就跟乱麻似的,根本不知道啥意思。
但是经过很多次的训练,我现在看到这种图能有个大致的方向了。
不过这方法对于数据要求比较高,如果数据有些异常值或者其他的小问题,可能就会干扰判断。
总之呢,这检验自相关真不是个容易的事儿,得不断的尝试,犯错,再尝试才能找到适合的方法。
有时候一种方法失败了,别怕,再换个方法试试,总会有点收获的。