款式工艺说明书
- 格式:doc
- 大小:48.00 KB
- 文档页数:2
直身裙的制作工艺
一、直身裙的纸样设计
直身裙一般职场女性穿着的比较多,为了达到较好的保型性一般选用化纤面料,涤棉或涤毛使用比较多见,这里为了节约成本,一律选用白坯布。
直身裙考虑到穿着范围及服用性能,一般要绱里子,但里子下摆是开放的,这样不会造成裙子外面的吊挂、起皱现象,而且加强了散热性。
里料用涤纶面料。
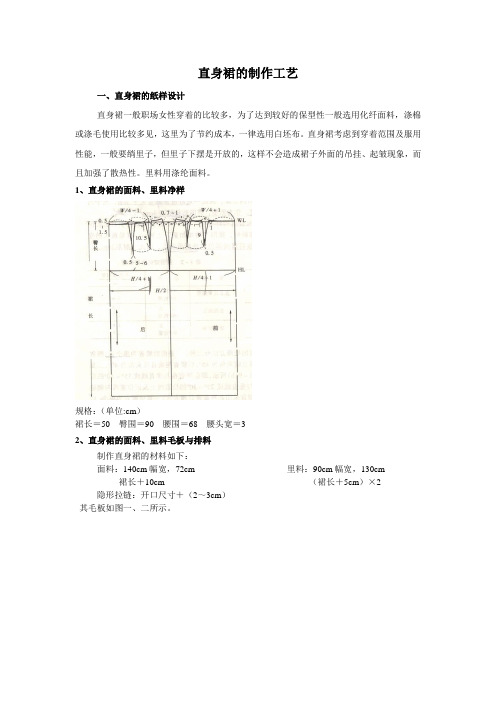
1、直身裙的面料、里料净样
规格:(单位:cm)
裙长=50 臀围=90 腰围=68 腰头宽=3
2、直身裙的面料、里料毛板与排料
制作直身裙的材料如下:
面料:140cm幅宽,72cm 里料:90cm幅宽,130cm 裙长+10cm (裙长+5cm)×2 隐形拉链:开口尺寸+(2~3cm)
其毛板如图一、二所示。
图一直身裙面料毛板
面、里料毛板排料图如下:
图三直身裙面料毛板
反面
裙后片左(里)
下层裁剪右片裙前片(里)
图四直身裙里料毛板排料图幅宽90对折裁
3、耗料表
4、直身裙的缝制工序表
我给大家的样本中是精做的工艺流程,你们做作业的时候按照实际操作来做。
包缝步骤要
加上去,因为包缝术语一般工序中必不可少的,只是因为我们包缝机坏了,才省略没有做
的。
这里是精做直身裙的方法,当然根据穿着情况有时可以不需要这么复杂,举此例主要是为了展示打线订、绱里子、绱腰头的工艺过程,为后面裤子、夹克等制作打下基础。
5、成衣效果(贴照片)
(前片后片局部)。

毕业设计产品工艺说明桌、椅、柜制作工艺流程:选料→刨光→抛光→裁板方→拼板→硄光→裁边→侧边组框→数控加工中心铣型→开榫头、榫眼→木工机械加工→白茬组装→木磨砂纸→搓底色→第一遍底漆→打油磨→第二遍底漆→打二遍油磨→面修色→喷面漆→成品制作工艺说明:此产品进行20道工序,每道工序都要经过工人的精细加工,从选料开始,选出适合加工产品的木料,剔除木方、木板的缺陷,刨光工序,平刨刨出一个基准面,另一面进行压刨压出标准尺寸,抛光把木方、木板表面进行初步砂光,剔除木材表面由于刨光出现的加工痕迹,裁板方把木方、木板进行尺寸要求横截、顺裁,板面尺寸大进行拼板,桌面、柜格板进行拼板,拼板后进行砂光机砂光,达到板面光滑的效果;之后进行裁边,木工进行侧面组框,制作成一个标准尺寸的侧框,然后进行加工中心铣型,加工凹槽和曲线型,数控加工中心先进行CAD编程,然后进行板件,把加工好的侧框交于木工加工,工人按照图纸进行加工,榫头、榫眼进行组装时,榫眼里面涂有双组份白胶(日本爱克胶),使榫头放榫眼里牢固,组好白茬后,工人进行边角部倒圆角,之后进行木磨砂光,工人手工砂光,先用150#砂纸进行打磨,然后用240#清底,砂光时避免出现横砂道现象,一定要顺木材纹理的手砂,出现横砂道时,喷漆后会出现黑痕。
喷漆涂饰过程:搓底色是油漆加工的第一步,把调好的P480橙啡色进行表面擦涂,要求工人手工拿棉布毛巾进行手擦,一定要擦试均匀。
第二步进行底漆封必,以达到进行面漆喷涂的要求,其间每喷一遍底漆,进行干燥24小时,干燥后打磨,第一遍打磨用240#干磨砂纸,第二遍打磨用320#砂纸。
面修色把底漆打磨好的半成品放到喷漆房,先开风机用气枪把板件表面的灰尘吹净,然后把调好的ZS106着色花梨黄色精放入压力罐中进行修色喷涂。
表面修色喷漆均匀完毕后,放置2小时,进行表面用600#干磨砂纸清砂,注意不要打掉色,只是进行清表面的浮灰,清砂完后吹灰。
最后一步进行罩面漆(PU半哑清面漆),面漆要喷涂均匀,够厚,达到表面光滑的郊果,喷涂完毕后放入晒喷房干燥,夏季48小时后进行产品出库,包装。
第二部分工艺说明书2.1本款鞋的制做工艺的特点及制鞋工艺的发展趋势2.1.1胶粘工艺本款鞋使用的制鞋工艺主要是采用胶粘工艺。
胶粘工艺是使用胶粘剂将帮脚、内底与外底结合在一起的加工工艺称为胶粘工艺。
胶粘法在我国古代的鞋靴生产中就曾用过,但是粘合强度不高,粘合的部位也有局限性。
现在广泛采用的胶粘工艺是在20世纪50年代初兴起的,大规模采用胶粘工艺则是在70年代才兴起的。
多年来随着工艺和技术的不断进步,胶粘剂的性能也不断改善。
所用的胶粘剂和固化剂主要是化学合成材料,胶结强度也大大的提高了。
胶粘工艺的特点是工艺流程简单,操作简便,劳动强度低,生产周期短,加工效率高,成本低,花色品种易于变化,对生产规模和设备条件要求不高,是目前世界制鞋工业中应用最广泛的组合工艺。
2.1.2胶粘剂胶粘剂是以粘料为主剂,配合多种固化剂、增塑剂、稀释即剂、填料以及其它助剂等配制而成。
制鞋常用的胶粘剂有:糯米浆糊(常用于粘贴主跟、内包头等)107胶水、(用于绷楦工序粘合后跟、包头等)、天然橡胶、氯丁胶胶粘剂、(用于绷楦和帮底粘合工艺)热熔型胶粘剂、(广泛用于抿边、制帮、绷楦、粘外底、粘主跟、内包头及勾心等)。
2.1.3胶粘工艺要注意额问题胶粘强度的高低直接关系到胶粘鞋质量的好坏,其胶粘强度除了于胶粘剂本身有关外,同时与粘合面的清洁程度,刷胶的手法有关。
因此在胶粘工艺中要注意的问题有:1、刷胶前彻底净化粘合面;2、控制操作间的相对湿度和空气中的粉尘含量;3、第一遍刷胶要稀一些可往复刷,第二遍胶的浓度要大于头遍胶,涂刷方法是单向推刷。
2.1.4制鞋工艺的发展趋势随着社会的进步和发展,人们对鞋的穿用要求越来越高,而不同种类的鞋从原料、辅料、加工装配工艺、款式、功能等都在互相渗透,互相借鉴,取长补短,促使鞋的造型和款式、结构用料及功能等方面发生日新月异的变化。
从制鞋工艺的发展史上看,制鞋工艺从使用简单的锥、针、刀、锤等工具为特点的手工制鞋工艺,逐步发展到以操作制鞋机械为特点的机器制鞋工艺,发生了质的变化。
辅警制式服装款式工艺说明及采购数量一、辅警制式男女式冬执勤服(上衣)1 款式描述:夹克式男女执勤服,立领带毛领,配内胆。
前胸左右各一长方形贴袋加袋盖,袋盖上方1.2CM居中处一个辅警制式贴标,下摆为收腰型,两侧共靠后两个摆袢,左右肩缝各一肩袢,左袖居中距袖山8CM一个辅警袖标,袖口开叉三角形卡夫。
2 颜色:藏青,如样衣3 面料成分:缎背哔叽,含毛50%,涤纶50%,,克重360g/㎡里料成分:涤纶100%内胆成分:洗水棉,克重260g/㎡毛领:聚酯纤维4 工艺说明:表1 外观质量5 尺寸:表2 尺寸表男冬执勤服规格表单位:厘米型型衣长胸围肩宽袖长号165 84 66 115 47.6 60 90 66 120 49.2 60 96 66 125 50.8 60170 84 69 115 47.6 61.5 90 69 120 49.2 61.5 96 69 125 50.8 61.5175 90 71 120 49.2 63 96 71 125 50.8 63 102 71 130 52.4 63180 90 74 120 49.2 64.5 96 74 125 50.8 64.5 102 74 130 52.4 64.518596 77 125 50.8 66102 77 130 52.4 66女冬执勤服尺寸表格号/型型胸围袖长肩宽前衣长150 76 107 55 45 60155 82 112 55 47 60 76 107 56.5 45 62160 84 112 56.5 46 62 88 117 56.5 48 62 84 112 58 46 64.5二、辅警制式男女冬执勤服(裤)1 款式描述:腰围活动调节式,前左右侧缝各一斜插袋,各两个活褶和一腰袢,后片左右各0.6双开线,开后袋两个,各两个腰袢两个死褶。
女裤不开后袋。
2 颜色:藏青色,如样衣3 面料成分:缎背哔叽,含毛50%,涤纶50%,,克重360g/㎡ 4 工艺说明:表1 外观质量5 尺寸:表2 尺寸表单位:cm三、辅警制式男女式春秋执勤服(上衣)1 款式描述:夹克式男女执勤服,立领。

—男西装工艺说明书班级:姓名:学号:指导老师:日期:目录一、男西装款式图及款式说明1、男西装款式图………………………………………2、款式说明……………………………………………二、男西装纸样(1:5)1、男西装规格表及结构图……………………………2、男西装净样图(1)面料净样板…………………………………………(2)里料净样板…………………………………………3、男西装毛样图(1)面料毛样图…………………………………………(2)里料毛样图…………………………………………三、男西装排料图(1:10)1、面料排料图…………………………………………2、里料排料图…………………………………………四、男西装工艺流程图…………………………五、男西装重点、难点工艺分析1、口袋的工序分析(1)手巾袋的工序分析…………………………………. (2)大口袋的工序分析…………………………………. (3)里口袋的工序分析………………………………….2、领子的工序分析……………………………………3、袖子的工序分析……………………………………六、男西装成本核算表…………………………七、成衣着装照片数张…………………………一、男西装款式图及款式说明1、男西装款式图2、款式说明二、男西装纸样(1:5)1、男西装规格表及结构图2、男西装净样图(1)面料净样板(2)里料净样板3、男西装毛样图(1)面料毛样图(2)里料毛样图三、男西装排料图(1:10)1、面料排料图2、里料排料图四、男西装工艺流程图五、男西装重点、难点工艺分析1、口袋的工序分析(1)手巾袋的工序分析做手巾袋袋板时先扣烫袋板,然后将袋板辑在左前片上,再辑垫布,在反面看俩线迹要保证平行相等,最后剪袋口。
注意剪袋口时开口剪开宽度在1cm左右,距两端1.5cm 处开始剪三角,剪开三角时不要超过手巾袋边线。
袋板缝份及嵌线缝份劈缝烫平,垫布线缝辑压明线0.1cm,三角插入袋板缝内。
固定袋布,一块袋布与垫布辑合,另一块与袋板辑合,最后封袋布。
半身裙工艺书
一、工艺款式图:
二、成品尺寸
腰围:68cm 腰宽:3cm 臀围:96.5cm 裙摆围长:93.5cm
裙长:58cm 拉链长:21cm 口袋开口:15cm(右),14cm(左)
省道长:11cm (前)、15cm(后)
三、布料及辅料
80cm长紫色羊毛面料紫色线一卷
80cm长黑色里布 20cm粘合衬一块
20cm黑色尼龙拉链一条互袢一组
四、操作要求
1、针距,线迹:平针12针/3cm,三角针7~8针/3cm,暗针12针/3cm;拉链盖处,口袋侧缝,里布与面布的卷边均有线迹。
2、缝份宽度:1cm
3、粘衬:腰,前片口袋处两边,后片拉链处,开叉处粘衬。
4、拷边:前后面片除腰以外其余边,前后里片侧缝及后中,后袋面布侧边。
5、衩处:外面一层较里面一层长0.5cm,刚好能盖住。
6、剪线:各部位线头清理干净。
7、大烫:各部位整烫平服。
1、领子:枪驳领,无领底呢,正反面用面料,领面两端压挂面衬,小领压无纺衬,
领子压线0.6cm。
2、前片:双排二粒扣,直角下摆,无胸省,上手巾袋,下斜插袋,袋口两端对角打斜套结,
肩订两小袢(长2.5cm*宽0.9cm),第一个小袢距袖窿2.5cm,两袢外间距6cm,
小袢压线0.1cm,一端夹肩缝,一端车暗线,斜插袋口、门襟、手巾袋压线0.6cm。
(有胸衬、弹袖衬)
3、后片:后开单衩(下摆开衩处用手针固定),后中缝倒缝压线0.6cm。
4、袖子:西装袖,距袖口往上8cm处夹袖袢宽4cm,锁真眼、并钉一粒大扣,左大袖订两小袢
小袢长2.2*宽0.9cm(间距3.5cm,压线0.1cm),大袖缝倒缝压线0.6cm。
5、里布:小挂面,里袋D形顺色套结,洗水唛左袋口居中,商标在里袋支线下5.5cm左右,
商标下居中车尺码标。
6、扣眼位置:扣眼位按实样版。
其它小部件按净样版尺寸操作。
7、各部位尺寸及细节要求:领标暗缝,缝穿领里。
从腰节往下腰缝手工钉3针,针距6cm3针。
手巾袋长:44-46 10.4cm 48-52 10.8cm 54以上11.2cm 。
里袋长:44-46 13.5cm 48以上14cm;
插袋长*宽:44-46 17.5*3.5cm 48-52 18*3.5cm 54以上18.5*3.5cm;
缝位:门襟、肩缝、绱袖、袖内外缝、侧缝、腰缝均1cm,后中缝1.5cm,
下摆、袖口均4cm。
8、规格尺寸:
男大衣(中长款)尺寸详见:《男中长大衣规格表》;。
手工艺品产品说明书详细介绍手工艺品的制作方法和艺术价值手工艺品产品说明书一、产品概述本手工艺品产品是由精湛的工艺师傅采用传统的制作方法,精心打造而成。
每一件手工艺品都蕴含着工艺师傅的智慧和心血,展现了独特的艺术魅力。
本说明书将详细介绍手工艺品的制作方法和艺术价值。
二、手工艺品制作方法1. 材料准备选取高质量、天然的原材料作为制作手工艺品的基础。
根据不同的手工艺品种类,选择适合的原材料,如木材、金属、陶瓷等。
2. 设计和创作在开始制作手工艺品之前,工艺师傅会进行设计和创作。
设计阶段需要充分考虑手工艺品的形状、纹样、色彩等因素,确保产品的美观和独特性。
3. 制作工艺根据设计图纸和工艺师傅的经验,逐步完成手工艺品的制作。
这个过程通常需要经历以下几个步骤:a. 切割和雕刻:使用专业的工具将原材料进行切割和雕刻,打磨出所需的形状和纹样。
b. 组装和拼接:将不同部分的手工艺品组装和拼接在一起,形成完整的作品。
c. 上色和装饰:根据设计要求,使用特定的颜料或装饰品为手工艺品上色和装饰,增强艺术效果。
d. 表面处理:使用研磨工具对手工艺品表面进行处理,使其更加光滑细腻。
4. 检验和调整制作完成后,工艺师傅会对手工艺品进行仔细检查,确保每一个细节都符合要求。
如果有需要,还会进行调整和修整,以保证产品的质量和完美程度。
三、手工艺品的艺术价值手工艺品体现了人类智慧和创造力,具有独特的艺术魅力和价值。
以下是手工艺品的艺术价值的几个方面:1. 传承文化手工艺品是文化的重要组成部分,它们承载着一个民族或地区的传统和历史。
通过手工艺品,可以了解到不同文化背景下的人们的生活方式、价值观和审美观念。
2. 表达情感手工艺品不仅仅是物品,更是情感的表达。
工艺师傅把自己对生活的热爱、对美的追求融入到手工艺品的制作过程中,使其充满了情感和灵气。
3. 艺术审美手工艺品以其精湛的工艺和独特的形式,展示了冰雪聪明的艺术审美。
无论是线条的流畅、纹样的精致还是色彩的搭配,都体现了手工艺品的卓越艺术价值。
工艺流程设计说明书工艺流程设计说明书一、产品概述本文档旨在介绍产品的工艺流程设计,并详细说明每个工艺步骤的操作和注意事项。
本产品为一款电动剃须刀,主要用于男性剃须。
该产品由外壳、刀头、电源系统等组成,具有充电、刮脸、清洁等功能。
二、工艺流程设计1. 外壳制造工艺流程:(1)原材料准备:将塑料颗粒通过熔融注塑机加热到适宜的温度,制成外壳的原型。
(2)注塑成型:将熔融的塑料颗粒注入注塑机中,经过加压和冷却,形成外壳的成型件。
(3)表面处理:使用砂纸对外壳的表面进行打磨,并进行喷漆处理。
(4)组装:将成品外壳与其他组件进行组装,如刀头、电源系统等。
2. 刀头制造工艺流程:(1)原材料准备:将刀片和刀头座分别通过冷锻和铸造等工艺制造出来。
(2)刀片热处理:将刀片进行加热处理,提高其硬度和耐磨性。
(3)刀头座冲压:将刀头座与刀片进行冲压连接。
(4)组装:将刀头组装到刮脸装置上,并与电动部件连接。
3. 电源系统制造工艺流程:(1)电池制造:将电池分为正负极和壳体,分别通过焊接、注塑等工艺制造出来。
(2)电路板制造:将电路板上的电子元件焊接到电路板上。
(3)组装:将电池、电路板、充电线等组装在一起,并与其他组件进行连接。
三、操作方法1. 剃须前准备:确保电动剃须刀充电完毕,清洁刀头和刮脸装置,并将合适的剃须膏涂在脸部。
2. 剃须操作:按下电源按钮,将刀头贴近脸部,以沿着胡须生长方向的顺序轻轻剃须。
3. 清洁操作:将刮脸装置和刀头拆卸下来,用清水冲洗干净,并使用刷子清洁残留在刀头上的须发和剃须膏。
4. 充电操作:将充电线插入电源插座和剃须刀的充电接口,待充电指示灯亮起后即可开始充电。
四、注意事项1. 使用过程中请注意安全,避免伤及皮肤。
2. 使用前请确保电动剃须刀已经充满电。
3. 使用完毕后,记得清洁刀头和刮脸装置,以保持卫生。
4. 充电时,请使用原装充电线,并确保电源安全。
5. 如有任何问题,请及时联系客服或专业技术人员咨询。
男式西服工艺设计说明书院系:纺织服装系班级:09服装(4)班姓名:胡东娣学号:0904020406指导老师:戴孝林时间:2011 .10.31至11.11 地点:实训工厂一、西服款式设计说明:本次实训主要是设计经典男式西服款式,平驳头,翻驳领,门襟止口圆角,三粒扣;左右衣片各有一个装袋盖的双嵌线口袋,左胸手巾袋一个;后身做背缝,不开衩;原装袖,袖口处开假袖衩并有三粒装饰扣;全里,装里胸袋,卡袋。
二、男西服的外观质量要求(1)领子:领面平服,领窝圆顺,领尖不翘,左右对称。
(2)驳头:串口、驳口顺直,左右驳头宽窄、领嘴大小对称。
(3)止口:顺直平挺,门襟不短于里襟,不搅不豁,两圆角大小一致。
(4)前身:胸部挺阔、对称,里、面、衬服帖适度,省道顺直。
(5)袋、袋盖:左右袋高、低、前、后对称,袋盖与袋宽相适应,袋盖与大身的纱向一致。
(6)后背:背缝平直,背部平服。
(7)肩:肩部平服,表面没有褶,肩缝顺直,左右对称。
(8)袖:绱袖圆顺,吃势均匀,两袖前后、长短一致。
三、男西服缝制前的材料准备1.面料裁片:领面、挂面、大袋盖、手巾袋片、大袋嵌线、手巾袋垫布等。
2.里料裁片:里衣片、里袖、三角布、里袋嵌条等3.衬料裁片:大身衬、领衬、袖口衬、袋口嵌条衬、胸衬等。
4.辅料:缝纫线、纽扣、垫肩、袖窿条、领底绒等四、男西服的工艺流程粘衬——打线钉——收省、固定,推门——做手巾袋——合侧缝——做大袋——做胸衬——烫衬、覆衬——做前身里——做止口——做背缝——合摆缝——做底摆——合肩缝——做领——绱领——做袖——绱袖——锁钉——整烫五、工艺重难点:重点:做口袋、做袖、绱袖、绱领难点:整烫与归拔、覆胸衬,覆挂面六、课程设计时间安排:本次课程实训安排任务明确,课程时间安排相当紧凑,以下即为本次课程设计时间安排:第一周:星期一:主要进行课程设计总动员,了解西服基本款式及西服的基本知识,了解本次实训的生产任务:包括借阅资料,进行市场调研,配齐生产原辅材料星期二/三:绘制男式西服结构图,进行结构纸样的分星期二/三:绘制男式西服结构图,进行结构纸样的分解解星期四:裁剪(面、里、辅料),打线丁星期五:粘衬,进行西服缝制:缝前胸省第二周:星期一:缝大袋、手巾袋,做胸衬,覆胸衬,拼腋下片星期二:做前身里:勾挂面,开里袋及卡袋,覆挂面、勾门襟,搬止口星期三:做后身:面里缝合,做肩头,拼前后身,做领,做袖里星期四:装领,做袖,装袖星期五:装袖肩,装袖里,锁钉,整烫,编写说明书七、实训感想:大学时间一晃而过,匆忙之中那么多的日子恍如昨,清楚的记得刚接触结构设计那会儿,听老师说服装中工艺较难且要求较高的是男式西服,当时还不以为然,后来虽然接触了男式西服的结构,也了解了西服的有些工艺要求,但对于男西服的具体工艺要求知之还是有限,虽然之前一直看到男式西装的笔挺,但还是不太了解男式西服的工艺要求与女式西服的工艺的差别,也不知男式西服工艺的具体特殊要求,但经过这两周的男式西服的实训,我是彻底了解到了其中的差别了!我们都知道服装设计的最终成果是要将一块一块的面辅料制做成适合人体穿着的具有立体感的服饰。
常用职业装款式工艺说明书
部门款式女西装一粒扣设计师
款式工艺图
工艺说明常用面料
女西装精做工艺:【一粒扣西装】
详见附件1
总经理签字:使用部门签字
附件1:
女西装制作工艺:
女西装精做工艺:【一粒扣西装】
1.打线钉:前大片、前侧片、挂面、领里、领面、作标记、前片、驳线、串口线、袋位、腰节线、扣位、袖标点、领肩点、领窝点、底边、后片、后中线、叉位、腰节线、袖标点、底摆折边线、腋下片、底摆折边线、腰节线、袖大片、袖口线、袖肘线、装袖点、袖大片、袖口线。
2.做胸衬:为了西装整体效果,要在前胸收省、组合、归拔、冷却定型。
3.前片工艺:面子先收省、组合侧片、前片推门(归拔工艺)、做1.5宽单袋唇、里布收省、挂面缝合、复胸衬、复牵带、复挂面、扳止口。
4.后片工艺:缉合后背中线、归拔后片、后背打尖省,拼侧背缝、拉袖笼牵条、做后片里布。
5.摆缝工艺:缝合里子摆缝、面布摆缝、滴针、做贴边。
6.前片工艺:合挂面、定扎肩缝、缉合肩缝、归拔肩缝、合上领(不合串口线)、先装里领、合前上拼块一起合领串口线,连至上领。
7.做袖、装袖工艺:归拔袖大片、缝合内袖缝、归拔内袖缝、扣烫袖贴边、做袖叉、缝合外袖面缝、收袖山吃势、做袖里子、定扎左袖子、车缉左袖子、扎烫左袖子、按同样方法装右袖。
9.锁扣眼、钉钮扣。
10.整烫工艺。