游标卡尺的构造、原理及使用方法和读数
- 格式:doc
- 大小:302.50 KB
- 文档页数:4
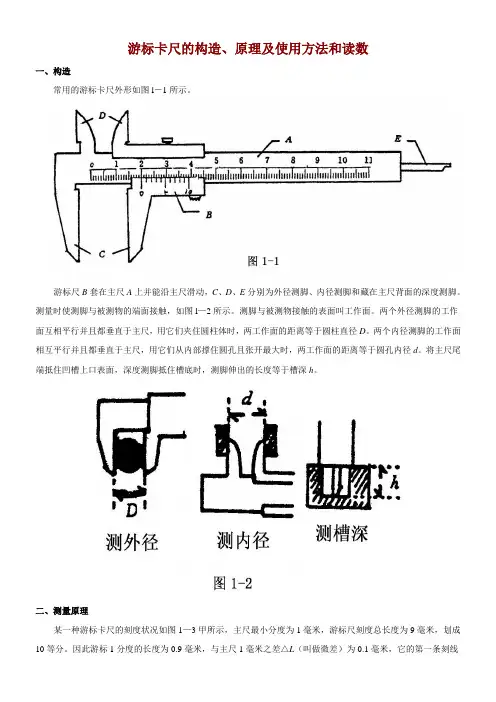
游标卡尺的构造、原理及使用方法和读数一、构造常用的游标卡尺外形如图l-1所示。
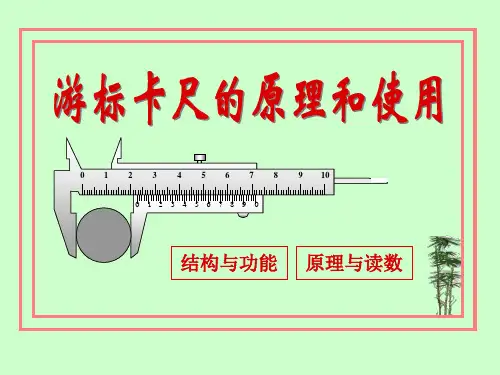
游标尺B套在主尺A上并能沿主尺滑动,C、D、E分别为外径测脚、内径测脚和藏在主尺背面的深度测脚。
测量时使测脚与被测物的端面接触,如图l—2所示。
测脚与被测物接触的表面叫工作面。
两个外径测脚的工作面互相平行并且都垂直于主尺,用它们夹住圆柱体时,两工作面的距离等于圆柱直径D。
两个内径测脚的工作面相互平行并且都垂直于主尺,用它们从内部撑住圆孔且张开最大时,两工作面的距离等于圆孔内径d。
将主尺尾端抵住凹槽上口表面,深度测脚抵住槽底时,测脚伸出的长度等于槽深h。
二、测量原理某一种游标卡尺的刻度状况如图1—3甲所示,主尺最小分度为1毫米,游标尺刻度总长度为9毫米,划成10等分。
因此游标1分度的长度为0.9毫米,与主尺1毫米之差△L(叫做微差)为0.1毫米,它的第一条刻线与主尺上1毫米刻线重合,其余刻线都与主尺上刻线不重合。
同样,游标尺向右移动0.2毫米,将只有它的第二条刻线与主尺上2毫米刻线重合。
设用外径测脚夹住一张铜片时游标尺位置如图l—3乙所示,游标的第七条刻线与主尺上某刻线重合(图中用▲指示),则可知游标尺从甲图位置向右移动的距离d = 0.7毫米,就等于该铜片的厚度。
这种精度的游标还有另一种刻制方法:游标尺刻度仍为10等分,但总长度等于19毫米,游标尺1分度与主尺上2毫米的微差也是0.1毫米,如图1—3丙所示。
三、使用方法右手握住主尺,用拇指推动游标尺进退。
先让测脚并拢检查零点,正常情况下游标零刻线应与主尺零刻线重合。
若未能对正,应记下此时读数x0,叫做初读数或零点读数。
它可能是正值也可能是负值,如图1一4所示的。
x0 =-0.3毫米。
测量时测脚要抵紧被测物,不可使两者相对滑动,避免测脚被磨损。
先看游标尺零刻线与主尺上哪条刻线对准或比它稍偏右一些,依此读出毫米的整数值,再看与主尺刻线重合的那条游标刻度线标注的数值n,则小数部分就是n×0.1毫米,这样就得到了测量读数x。


游标卡尺是一种测量长度、内外径、深度的量具,由主尺和附在主尺上能滑动的游标两部分构成。
游标卡尺的读数原理是利用主尺上的度数及主尺上的刻线间距(简称线距)和游标尺上的线距之差来读出测量值的整数和小数部分。
具体来说,游标卡尺的读数公式为:测量值(L)=主尺读数(X)+游标尺读数(n×精确度)。
游标卡尺的读数方法可以分为以下步骤:
1.观察游标尺和主尺上的刻度线,确定游标尺上第一个刻度线与主尺上的哪个刻
度线对齐。
2.根据精确度确定小数部分的位数,例如0.01mm的精确度对应的小数部分位
数为两位。
3.从游标尺上读出整数部分,从主尺上读出小数部分。
4.将整数部分和小数部分相加,得到测量值。
需要注意的是,如果小数点后面的数字是0,不能省略表示精度。
此外,根据游标卡尺的分格不同,可以分为十分度游标卡尺、二十分度游标卡尺、五十分度格游标卡尺等。
以上是关于游标卡尺的原理和读数的简单介绍,如果需要了解更多信息,可以查阅相关的测量工具书籍。

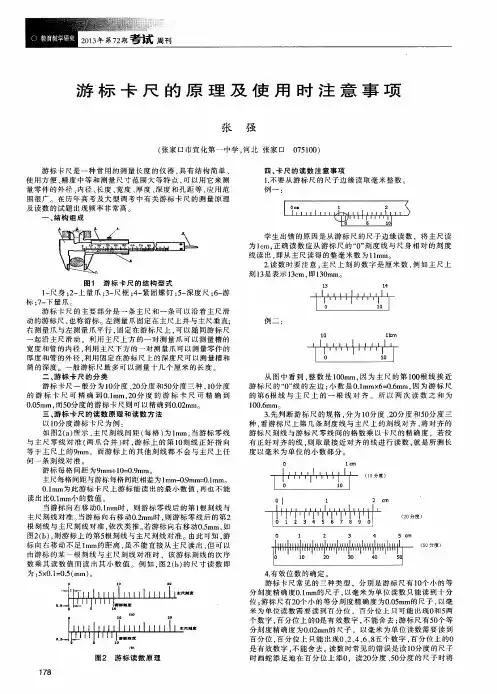
一、游标卡尺的构造游标卡尺是一种精密测量工具,主要由主尺、游标和刀片组成。
主尺分为上下两部分,上部为尺身,下部为测量刻度,游标是可以在主尺上滑动的刻度,用于精确测量物体长度,刀片则用于测量内径和凹槽等特殊形状的物体。
二、游标卡尺的原理游标卡尺的测量原理是利用主尺和游标上的刻度线相互对应,通过读数得到测量值。
在使用过程中,游标卡尺可以实现毫米和英寸的双重测量,具有高精度和灵活性的特点。
游标卡尺的精度一般可达到0.02毫米,满足工程测量的要求。
三、游标卡尺的使用方法1. 校准游标卡尺在使用游标卡尺之前,需要先进行校准。
打开游标卡尺,将游标和主尺调零,确保游标处于零刻度位置。
如果发现游标卡尺的刻度不准确,可以通过调整游标的零点位置来进行校准。
2. 测量外径将游标卡尺的测量刀片打开,将要测量的物体置于游标卡尺的两个刀片之间,轻轻旋转游标卡尺直到刀片与物体接触,记录游标和主尺上的刻度数值,即可得到物体的外径尺寸。
3. 测量内径如果需要测量物体的内径,可以将游标卡尺的刀片置于物体内部,用同样的方法来进行测量。
注意在测量内径时,需要考虑刀片的宽度对测量结果的影响,通常需要在测量结果上减去刀片的宽度。
4. 测量深度游标卡尺还可以用来测量物体的深度。
可以使用游标卡尺的刀片延伸到物体内部,再记录游标和主尺上的刻度数值,即可得到物体的深度尺寸。
5. 注意事项在使用游标卡尺时,需要注意保持测量物体与游标卡尺平行,并避免斜置或旋转,以确保测量结果的准确性。
还需要注意保护游标卡尺的刀片和刻度,避免受到损坏影响测量准确性。
四、结语游标卡尺作为一种精密测量工具,广泛应用于机械制造、汽车制造、航空航天等领域,对于精确测量物体尺寸起到了关键作用。
通过了解游标卡尺的构造、原理和使用方法,可以更好地掌握这一工具,提高测量的准确性和效率。
游标卡尺是一种精密测量工具,广泛应用于机械制造、汽车制造、航空航天等领域,对于精确测量物体尺寸起到了关键作用。
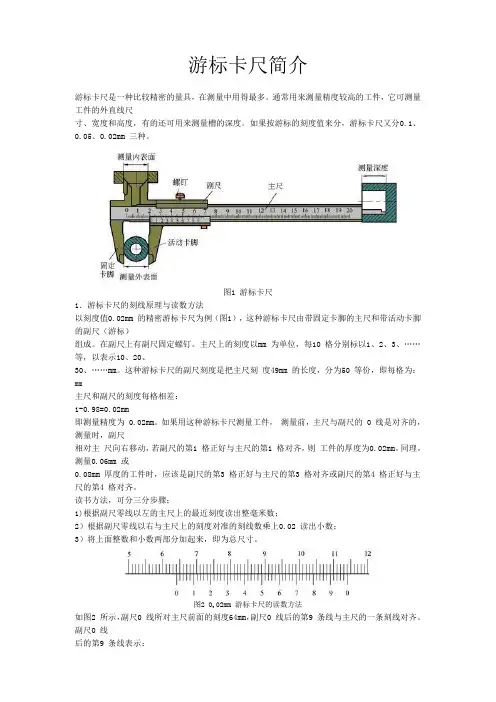
游标卡尺简介游标卡尺是一种比较精密的量具,在测量中用得最多。
通常用来测量精度较高的工件,它可测量工件的外直线尺寸、宽度和高度,有的还可用来测量槽的深度。
如果按游标的刻度值来分,游标卡尺又分0.1、0.05、0.02mm 三种。
图1 游标卡尺1.游标卡尺的刻线原理与读数方法以刻度值0.02mm 的精密游标卡尺为例(图1),这种游标卡尺由带固定卡脚的主尺和带活动卡脚的副尺(游标)组成。
在副尺上有副尺固定螺钉。
主尺上的刻度以mm 为单位,每10 格分别标以1、2、3、……等,以表示10、20、30、……mm。
这种游标卡尺的副尺刻度是把主尺刻度49mm 的长度,分为50 等份,即每格为:mm主尺和副尺的刻度每格相差:1-0.98=0.02mm即测量精度为 0.02mm。
如果用这种游标卡尺测量工件,测量前,主尺与副尺的 0 线是对齐的,测量时,副尺相对主尺向右移动,若副尺的第1 格正好与主尺的第1 格对齐,则工件的厚度为0.02mm。
同理,测量0.06mm 或0.08mm 厚度的工件时,应该是副尺的第3 格正好与主尺的第3 格对齐或副尺的第4 格正好与主尺的第4 格对齐。
读书方法,可分三分步骤;1)根据副尺零线以左的主尺上的最近刻度读出整毫米数;2)根据副尺零线以右与主尺上的刻度对准的刻线数乘上0.02 读出小数;3)将上面整数和小数两部分加起来,即为总尺寸。
图2 0.02mm 游标卡尺的读数方法如图2 所示,副尺0 线所对主尺前面的刻度64mm,副尺0 线后的第9 条线与主尺的一条刻线对齐。
副尺0 线后的第9 条线表示:0.02 X9= 0.18 mm所以被测工件的尺寸为:64+0.18=64.18 mm2.游标卡尺的使用与注意事项(1)游标卡尺的使用游标卡尺可用来测量工件的宽度、外径、内径和深度。
如图3 所示,其中a)图为测量工件宽度的方法, b)图为测量工件外径的方法, c)图为测量工件内径的方法, d)图为测量工件深度的方法。
游标卡尺的读数原理和读数方法
游标卡尺是一种用来测量物体长度、宽度和深度的精确测量工具。
它由一个固定下巴和一个可以滑动的游标组成。
读数原理:
游标卡尺的读数原理基于两个主要刻度:主刻度和游标刻度。
主刻度是刻在卡尺上的固定刻度,用来确定物体的整数部分长度。
游标刻度是由游标滑块上的标记组成的附加刻度,用于确定物体的小数部分长度。
读数方法:
1. 初始位置:将游标滑块与主刻度的0刻线对齐,使游标卡尺的下巴与物体的一端相接触。
2. 主刻度位数:观察游标滑块上与主刻度刻线对齐的数字。
这些数字表示物体的整数部分长度。
3. 游标刻度位数:游标滑块上的标记可以显示进一步的刻度细分。
观察游标滑块上与主刻度之间对齐的标记位置。
这些标记表示物体的小数部分长度。
4. 读数结果:将主刻度的位数和游标刻度的位数结合在一起,得到最终的读数结果。
需要注意的是,读数需谨慎,避免视觉误差造成的偏差。
在读数时应尽可能垂直看刻度线,以避免偏差。
同时,读数要为合理数值,不应仅凭直觉来进行判断。

游标卡尺的结构及读数原理一、游标卡尺的结构型式游标卡尺是一种常用的量具,具有结构简单、使用方便、精度中等和测量的尺寸范围大等特点,可以用它来测量零件的外径、内径、长度、宽度、厚度、深度和孔距等,应用范围很广。
1 游标卡尺有三种结构型式(1)测量范围为0~125mm的游标卡尺,制成带有刀口形的上下量爪和带有深度尺的型式,如图1—1。
图1-1 游标卡尺的结构型式之一1-尺身;2-上量爪;3-尺框;4-紧固螺钉;5-深度尺;6-游标;7-下量爪。
(2)测量范围为0~200mm和0~300mm的游标卡尺,可制成带有内外测量面的下量爪和带有刀口形的上量爪的型式,如图1―2。
图1-2 游标卡尺的结构型式之二1一尺身;2一上量爪、3一尺框;4一紧固螺钉;5一微动装置;6一主尺;7一微动螺母;8一游标;9—下量爪(3)测量范围为0~200mm和0~300mm的游标卡尺,也可制成只带有内外测量面的下量爪的型式,如图1-3。
而测量范围大于300mm的游标卡尺,只制成这种仅带有下量爪的型式。
图1-3 游标卡尺的结构型式之三2 游标卡尺主要由下列几部分组成(1)具有固定量爪的尺身,如图1-2中的1。
尺身上有类似钢尺一样的主尺刻度,如图2―2中的6。
主尺上的刻线间距为1mm。
主尺的长度决定于游标卡尺的测量范围。
(2)具有活动量爪的尺框,如图1-2中的3。
尺框上有游标,如图1―2中的8,游标卡尺的游标读数值可制成为0.1;0.05和0.02mm的三种。
游标读数值,就是指使用这种游标卡尺测量零件尺寸时,卡尺上能够读出的最小数值。
(3)在0~125mm的游标卡尺上,还带有测量深度的深度尺,如图1―1中的5。
深度尺固定在尺框的背面,能随着尺框在尺身的导向凹槽中移动。
测量深度时,应把尺身尾部的端面靠紧在零件的测量基准平面上。
(4)测量范围等于和大于200mm的游标卡尺,带有随尺框作微动调整的微动装置,如图1―2中的5。
使用时,先用固定螺钉4把微动装置5固定在尺身上,再转动微动螺母7,活动量爪就能随同尺框3作微量的前进或后退。
教材游标读数量具的认识及使用REV 版本APAGE页码 1 of 13应用游标读数原理制成的量具有;游标卡尺,高度游标卡尺、深度游标卡尺、游标量角尺(如万能量角尺)和齿厚游标卡尺等,用以测量零件的外径、内径、长度、宽度,厚度、高度、深度、角度以及齿轮的齿厚等,应用范围非常广泛。
一游标卡尺的结构型式游标卡尺是一种常用的量具,具有结构简单、使用方便、精度中等和测量的尺寸范围大等特点,可以用它来测量零件的外径、内径、长度、宽度、厚度、深度和孔距等,应用范围很广。
1 游标卡尺有三种结构型式(1)测量范围为0~125mm的游标卡尺,制成带有刀口形的上下量爪和带有深度尺的型式,如图2—1。
图2-1 游标卡尺的结构型式之一1-尺身;2-上量爪;3-尺框;4-紧固螺钉;5-深度尺;6-游标;7-下量爪。
(2)测量范围为0~200mm和0~300mm的游标卡尺,可制成带有内外测量面的下量爪和带有刀口形的上量爪的型式,如图2―2。
图2-2 游标卡尺的结构型式之二1一尺身;2一上量爪、3一尺框;4一紧固螺钉;5一微动装置;6一主尺;7一微动螺母;8一游标;9—下量爪(3)测量范围为0~200mm和0~300mm的游标卡尺,也可制成只带有内外测量面的下量爪的型式,如图教材游标读数量具的认识及使用REV 版本APAGE页码 2 of 132-3。
而测量范围大于300mm的游标卡尺,只制成这种仅带有下量爪的型式。
图2-3 游标卡尺的结构型式之三2 游标卡尺主要由下列几部分组成(1)具有固定量爪的尺身,如图2-2中的1。
尺身上有类似钢尺一样的主尺刻度,如图2―2中的6。
主尺上的刻线间距为1mm。
主尺的长度决定于游标卡尺的测量范围。
(2)具有活动量爪的尺框,如图2-2中的3。
尺框上有游标,如图2―2中的8,游标卡尺的游标读数值可制成为0.1;0.05和0.02mm的三种。
游标读数值,就是指使用这种游标卡尺测量零件尺寸时,卡尺上能够读出的最小数值。
游标卡尺的原理与读数方法1、设计原理游标卡尺的种类很多,其设计原理是基本相同的。
设计时一般使游标上 m个刻度的总长度与主尺上 (m-1)个刻度的总长度相等。
设游标上的每个刻度长为 x,相应主尺上的每个刻度长为 y,则有 mx=(m-1)y。
(1)由 (1)式可求得游标与主尺二者最小刻度长度之差 i为 i=y-x=y/m(2)我们把 i=y/m叫做游标卡尺的精确度,其值由游标的刻度数 m和主尺上最小刻度长y决定。
常用的游标卡尺有十分游标、二十分游标和五十分游标三种。
它们主尺上的最小刻度是 1mm,游标上分别有 10、 20、 50个小格;游标刻度的总长度 mx分别为 9mm、 19mm、49mm;游标上最小刻度长 x分别为 9/10mm=0.9mm、 19/20mm=0.95mm、49/50mm=0.98mm;精确度(i=y-x=y/m分别为 0.1mm、 0.05mm、 0.02mm.2、测量原理根据游标卡尺的构造,被测物体的长度L等于主尺上0线到游标上0线之间的距离。
为简明起见,我们将被测物体的始端与主尺上 0线重合,末端和游标上 0线重合,如图 1所示。
这时被测物体的长度 L等于两条 0线之间的长度,它由两部分组成,即L=L 0+ΔL。
其中 L0从主尺上直接读出。
ΔL=ny-nx=n(y-x)=ni。
所以 L=L 0+ni。
(3)式中 i即为游标卡尺的精确度。
(3)式为用游标卡尺测量物体长度 L的一般表达式。
如图 1, L 0=12mm,游标上第8条刻度线与主尺上一刻度线重合,则被测物体的长度L=12mm+8×0.1mm=12.8mm(严格读数应为 12.80mm,见本文例 1)。
成品的游标卡尺在设计时已考虑到使读数更为方便,通常将刻度线直接标成毫米以下的读数 (而不是刻度线的序数 ),如图 2(a)、 (b)所示 (十分游标的刻度线序数与毫米以下的读数是一致的,再未图示 )。
游标卡尺的构造、原理及使用方法和读数
一、构造
常用的游标卡尺外形如图l-1所示。
游标尺B套在主尺A上并能沿主尺滑动,C、D、E分别为外径测脚、内径测脚和藏在主尺背面的深度测脚。
测量时使测脚与被测物的端面接触,如图l—2所示。
测脚与被测物接触的表面叫工作面。
两个外径测脚的工作面互相平行并且都垂直于主尺,用它们夹住圆柱体时,两工作面的距离等于圆柱直径D。
两个内径测脚的工作面相互平行并且都垂直于主尺,用它们从内部撑住圆孔且张开最大时,两工作面的距离等于圆孔内径d。
将主尺尾端抵住凹槽上口表面,深度测脚抵住槽底时,测脚伸出的长度等于槽深h。
二、测量原理
某一种游标卡尺的刻度状况如图1—3甲所示,主尺最小分度为1毫米,游标尺刻度总长度为9毫米,划成10等分。
因此游标1分度的长度为0.9毫米,与主尺1毫米之差△L(叫做微差)为0.1毫米,它的第一条刻线
与主尺上1毫米刻线重合,其余刻线都与主尺上刻线不重合。
同样,游标尺向右移动0.2毫米,将只有它的第二条刻线与主尺上2毫米刻线重合。
设用外径测脚夹住一张铜片时游标尺位置如图l—3乙所示,游标的第七条刻线与主尺上某刻线重合(图中用▲指示),则可知游标尺从甲图位置向右移动的距离d = 0.7毫米,就等于该铜片的厚度。
这种精度的游标还有另一种刻制方法:游标尺刻度仍为10等分,但总长度等于19毫米,游标尺1分度与主尺上2毫米的微差也是0.1毫米,如图1—3丙所示。
三、使用方法
右手握住主尺,用拇指推动游标尺进退。
先让测脚并拢检查零点,正常情况下游标零刻线应与主尺零刻线重合。
若未能对正,应记下此时读数x0,叫做初读数或零点读数。
它可能是正值也可能是负值,如图1一4所示的。
x0 =-0.3毫米。
测量时测脚要抵紧被测物,不可使两者相对滑动,避免测脚被磨损。
先看游标尺零刻线与主尺上哪条刻线对准或比它稍偏右一些,依此读出毫米的整数值,再看与主尺刻线重合的那条游标刻度线标注的数值n,则小数部分就是n×0.1毫米,这样就得到了测量读数x。
为避免读数出错,要用毫米而不用厘米作单位,
四、读数
游标上共有10个等分刻度,全长为9mm,也就是每个刻度为0.9mm,比主尺上刻度小0.1mm。
当量爪并拢时游标的零刻度线与主尺的零刻度对齐,此时示数为0。
当游标向右移动0.1mm,这时游标的1刻度与主尺的1刻度对齐。
同理当游标向右移动0.2mm,这时游标的2刻度与主尺的2刻度对齐
游标向右移动0.3mm,这时游标的3刻度与主尺的3刻度对齐
游标向右移动0.9mm,这时游标的9刻度与主尺的9刻度对齐
游标向右移动1mm,这时游标的10刻度与主尺的10刻度对齐
游标向右移动1.1mm,这时游标的0刻度线过了主尺的1mm刻度,且游标1刻度与主尺2刻度对齐。
依此类推右移动n.kmm,这时游标的0刻度线过了主尺的n mm刻度,且游标0.k/m刻度与主尺n+0.k/m刻度对齐。
(0.k指小数部分,m指游标卡尺的精度10分度的为0.1,20分度的为0.05,50分度的为0.02,这种方法对20、50分度的游标卡尺同样适用。
)
★用S表示物体的长度,n表示游标0刻度线前整毫米数,k表示与主尺对齐的游标刻度数,m为游标卡尺的精度,则S=n+km。
理解了10分度的对20和50分度的就不难理解,它们的游标分别是19mm和49mm,游标上的每个刻度比主尺最小分度分别小了0.05mm 0.02 mm,在读数时方法与10分度的相同,只是S=n+km中m 分别为0.05mm和0.02mm。
★使用零点不能对正(即初读数不为零)的游标卡尺,被测物的长度应等于末读数(测量时的读数)与初读数之差,即l = x-x0。
★游标卡尺的读数不作估计,遇到任何一条游标刻线都未与主尺重合时,就按最接近重合的那条游标刻线读数。
五、练习
例1:用一10分度的游标卡尺测量一长度为6.8mm的物体,则游标的哪个刻度与主尺的哪个刻度对齐?
解析:对齐的应是游标的第0.8/0.1=8个刻度与主尺上6+8=14mm处对齐。
例2 :如图1—5图甲所示的x= 41.3毫米。
请再看一下图1—5乙所示的读数是多少?
解析:由图可知游标的零刻度线前整毫米数为10mm,与主尺对齐的是游标的第2个刻度,该尺的精度为0. 05,所以S=10+2×0.05=10.10mm
例3:用50分度的卡尺在金属丝三个不同的部位分别进行测量数据如下:2..02mm 2mm 2.020mm,其中有误的是哪组,造成错误的原因是什么?
解析:从数据上看2mm 2.020mm这两组有误,在测量时所使用的是50分度的卡尺,它的精度应达到0.02 mm,我们所读出的数据要与卡尺的精度对齐,即使正好是2mm,我们也应写成2..00mm,数据2.020mm的错误是出在了估读上,用卡尺测量是不用估读的。