API Spec 5CT 《套管和油管规范》第9版 勘误表
- 格式:pdf
- 大小:2.56 MB
- 文档页数:17
API-SPEC-5CT-第九版-套管和油管规范介绍API-SPEC-5CT-第九版是美国石油协会(API)制定的套管和油管规范。
套管和油管是石油开采中不可或缺的关键部件,规范化的生产质量和检验标准确保了套管和油管的质量和安全性。
该规范适用于用于石油、天然气和水井的套管和油管。
标准范围API-SPEC-5CT-第九版规范了以下内容:•套管和油管的各种规格、等级及其物理特性以及供应条件。
•保证套管和油管准备安装前的质量控制标准。
•套管和油管的质检以及安全环保标准。
•对套管和油管的选配、热处理和化学成分的要求。
•检测套管和油管表面质量和内外壁缺陷,如撞击伤、钩损伤、挠曲、缠绕和管体缺陷等。
此外,该规范还规定了套管和油管的制造和质量控制标准。
其中包括套管和油管的物理特性、化学成分、规格、标记标识、交货条件和质量检测要求。
套管和油管的主要标准套管和油管是用于井筒衬管的管道,在石油、天然气和水井中发挥着重要作用。
套管和油管的质量和安全性对石油开采和生产起着至关重要的作用。
常见的套管和油管的规格标准如下:API SPEC 5CT 套管规范•套管型号:J55、K55、N80、L80、P110、Q125等等;•套管规格:见规范表格;•套管等级:K55、J55、L80等等;•生产工艺:热处理、生产规范化。
API SPEC 5CT 油管规范•油管型号:N80、J55等等;•油管规格:见规范表格;•油管等级:N80、J55等等;•生产工艺:热处理、生产规范化。
套管和油管的质量控制遵守 API-SPEC-5CT-第九版规范,制定合理的套管和油管质量控制计划对确保产品质量至关重要。
•生产工艺:控制提纯成分、炉温控制和处理时间;•化学成分:通过化学分析测试检测;•物理性能:通过力学性能实验测试检测;•尺寸和外观:使用非破坏性检测技术、测量仪器等检查管壁的尺寸、形状和管体外观的光滑等级;•内壁缺陷:使用非破坏性检测技术、X射线测试和探伤等方法。
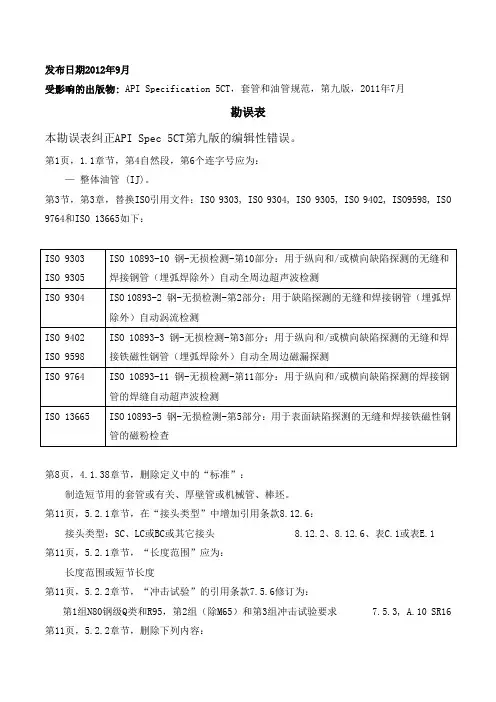
发布日期2012年9月受影响的出版物: API Specification 5CT,套管和油管规范,第九版,2011年7月勘误表本勘误表纠正API Spec 5CT第九版的编辑性错误。
第1页,1.1章节,第4自然段,第6个连字号应为:—整体油管 (IJ)。
第3节,第3章,替换ISO引用文件:ISO 9303, ISO 9304, ISO 9305, ISO 9402, ISO9598, ISO 9764和ISO 13665如下:第8页,4.1.38章节,删除定义中的“标准”:制造短节用的套管或有关、厚壁管或机械管、棒坯。
第11页,5.2.1章节,在“接头类型”中增加引用条款8.12.6:接头类型:SC、LC或BC或其它接头 8.12.2、8.12.6、表C.1或表E.1第11页,5.2.1章节,“长度范围”应为:长度范围或短节长度第11页,5.2.2章节,“冲击试验”的引用条款7.5.6修订为:第1组N80钢级Q类和R95,第2组(除M65)和第3组冲击试验要求 7.5.3, A.10 SR16 第11页,5.2.2章节,删除下列内容:统计拉伸试验-C90、T95及C110钢级 A.12(SR38)第11页,5.2.3章节,“第1组非热处理管子的冲击试验”后增加一行:壁厚≥30mm产品的替代淬透性要求 7.10.2第12页,5.2.3章节,“加厚套管-仅限Q125钢级”后增加一行:电焊套管和短接-第1和2组 A.14 SR40第12页,5.2.3章节,“电焊套管和短节-P110和Q125钢级”增加引用条款6.1:电焊套管和短节-P110和Q125钢级 6.1, A.6 SR11第12页,5.2.3章节,删除些列内容:特殊端部加工的套管、接箍或短节 8.12.6, 9.11.2第12页,5.3.1章节,“长度范围”应为:长度范围或短节长度第12页,5.3.2章节,“冲击试验”的引用条款7.5.6修订为:第1组N80钢级Q类和R95,第2组(除M65)和第3组冲击试验要求 7.5.3, A.10 SR16 第13页,5.3.3章节,“第1组非热处理管子的冲击试验”后增加一行:壁厚≥30mm(1.181 in)产品的替代淬透性要求-C110 7.10.2第13页,5.3.3章节,删除下列内容:延长加厚长度– EU 8.11.6加厚段长度-延长的或标准的 8.11.6油管、接箍或短节的特殊端部加工 8.12.6, 9.11.3第13页,5.3.3章节,“螺纹保护器”后增加一行:电焊油管和短节-第1和2组 A.14 SR40第14页,5.4.2章节,“冲击试验”的引用条款7.5.3修订为:冲击试验 7.4, 7.6, A.10 SR16第14页,5.4.2章节,“冲击试验”后增加一行:壁厚≥30mm产品的替代淬透性要求 7.10.2第14页,6.1章节,第5自然段应为:除非供需双方协商同意,否则C110钢级产品不应加厚。
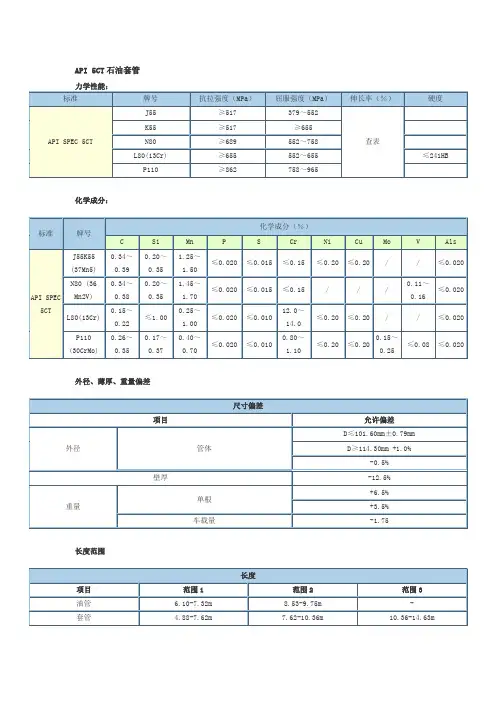
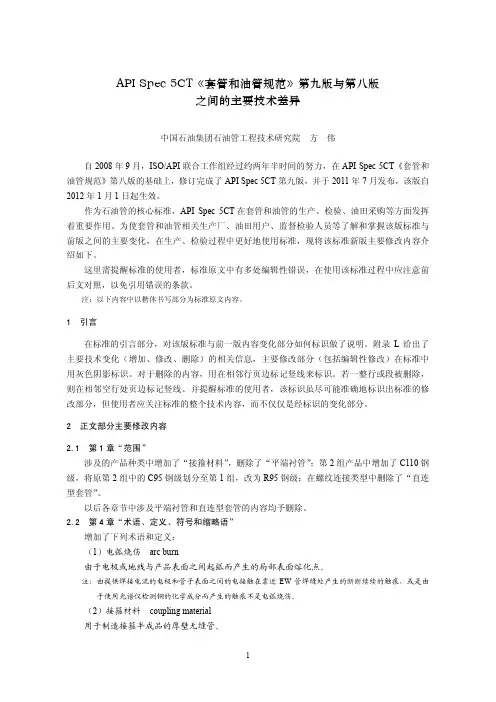
API 5CT石油套管化学成分:外径、薄厚、重量偏差长度范围描述:油管标准:API SPEC 5CT、API SPEC 5B、ISO 11960 用途:油管用于油井中抽取石油或天然气。
油管规格:注:P--平头;N--不加厚;U--外加厚;T&C--车螺纹带接箍;I--整体接头。
描述:石油套管标准:API SPEC 5CT、API SPEC 5B、ISO 11960套管规格:注:P--平端;S--短圆螺纹;L--长圆螺纹;B--偏梯形螺纹接箍 Coupling:1、标准接箍 Stabdard Coupling2、特殊间歇接箍 Special Space Coupling3、特殊倒角接箍 Special Bevellde Coupling4、改进型带密封环接箍 API Improved Seal-Ring Coupling(SR13)5、组合接箍或异径接箍 Combination Coupling or Special Diameter Coupling 短节或连接管 Pup Joint or Connector:包括所有油套管规格、螺纹或其他组合All Size,thread or their combination of tubing and casing are supplied.尺寸偏差 Dimensions and Tolerances:外径、壁厚、重量允许偏差 Outside Diameter,Wall Thickness and Weight Tolerances:螺纹参数允许偏差 Thread Parameter Tolerances:注a:p---螺距Note 啊:p---Pitch.接箍料常用规格Normal size range of coupling stock。

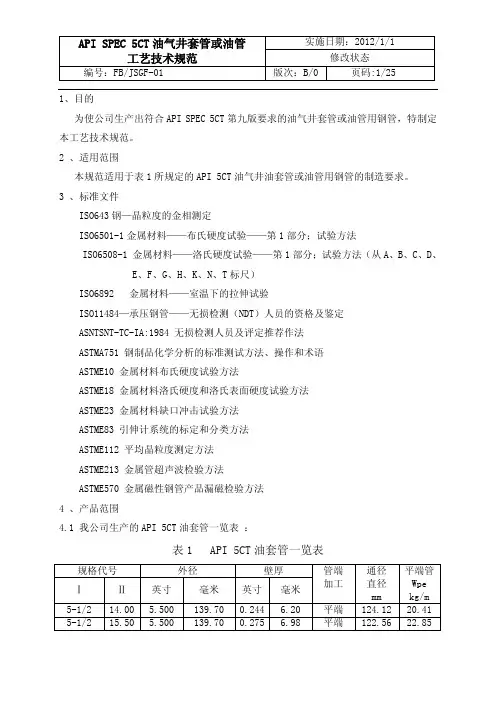
1、目的为使公司生产出符合API SPEC 5CT第九版要求的油气井套管或油管用钢管,特制定本工艺技术规范。
2 、适用范围本规范适用于表1所规定的API 5CT油气井油套管或油管用钢管的制造要求。
3 、标准文件ISO643钢—晶粒度的金相测定ISO6501-1金属材料——布氏硬度试验——第1部分;试验方法ISO6508-1 金属材料——洛氏硬度试验——第1部分;试验方法(从A、B、C、D、E、F、G、H、K、N、T标尺)ISO6892 金属材料——室温下的拉伸试验ISO11484—承压钢管——无损检测(NDT)人员的资格及鉴定ASNTSNT-TC-IA:1984 无损检测人员及评定推荐作法ASTMA751 钢制品化学分析的标准测试方法、操作和术语ASTME10 金属材料布氏硬度试验方法ASTME18 金属材料洛氏硬度和洛氏表面硬度试验方法ASTME23 金属材料缺口冲击试验方法ASTME83 引伸计系统的标定和分类方法ASTME112 平均晶粒度测定方法ASTME213 金属管超声波检验方法ASTME570 金属磁性钢管产品漏磁检验方法4 、产品范围4.1 我公司生产的API 5CT油套管一览表:表1 API 5CT油套管一览表4.2 钢管与接箍尺寸的对应关系见表2表2 钢管与接箍尺寸的对应关系4.3 钢管与接箍的化学成分见表3表3 钢管与接箍的化学成分表(%)a.化学成分应采用光谱仪进行确定。
b.管的所有元素含量在产品分析时应报告。
c.产品分析应符合表中要求。
d.如果用户有特殊要求按用户的要求执行,但必须在标准范围内。
5、试验项目见表4表4 试验项目6、制造工艺6.1 热处理对于订单上指定的类型的产品,应按表C.4或表E.4规定的程序进行热处理。
对于热处理的加厚管子,应在加厚以后用进行全长热处理。
要求热处理的产品应进行全长热处理。
接箍半成品可单个进行热处理.对于所有经热张轧制(即张力减径)过钢管子若终轧温度高于所处理的钢材的上临界温度(Ar3),且管子是经过空冷时,则应认为均为正火的。
A P I C T石油套管知识集团标准化办公室:[VV986T-J682P28-JP266L8-68PNN]API 5CT石油套管Home--Parameter化学成分:外径、薄厚、重量偏差长度范围描述:油管标准:API SPEC 5CT、API SPEC 5B、ISO 11960用途:油管用于油井中抽取石油或天然气。
油管规格:注:P--平头;N--不加厚;U--外加厚;T&C--车螺纹带接箍;I--整体接头。
描述:石油套管标准:API SPEC 5CT、API SPEC 5B、ISO 11960 套管规格:注:P--平端;S--短圆螺纹;L--长圆螺纹;B--偏梯形螺纹接箍 Coupling:1、标准接箍 Stabdard Coupling2、特殊间歇接箍 Special Space Coupling3、特殊倒角接箍 Special Bevellde Coupling4、改进型带密封环接箍 API Improved Seal-Ring Coupling(SR13)5、组合接箍或异径接箍 Combination Coupling or Special Diameter Coupling短节或连接管 Pup Joint or Connector:包括所有油套管规格、螺纹或其他组合All Size,thread or their combination of tubing and casing are supplied.尺寸偏差 Dimensions and Tolerances:外径、壁厚、重量允许偏差 Outside Diameter,Wall Thickness and Weight Tolerances:螺纹参数允许偏差 Thread Parameter Tolerances:注a:p---螺距Note 啊:p---Pitch.接箍料常用规格Normal size range of coupling stockSpecificationscoupling: 2-3/8"-20".:J55 K55 N80 P110 ect.:NU EU STC LTC BTC.: API 5CT.name :tubing coupling:UL 6/ ANSISize:1/2" - 6":zinc plate on both out side and inner side , or hot dipped galvanzied and zinc plate on out side andzinc plateoninner side:seamless steel pipe:UL Listed, certificateCoupling is manufactured from seamless steel pipe, and produced according to the standard of ANSI (UL6). We can produce hot-dipped galvanized at external surface and electro-galvanized at internal thread or electro-galvanzied totally . The coupling is used to connect the conduit to extend the length of the conduitUsage: This Rigid Conduit Coupling is used forRSC connection to extend the length of the conduitThreaded Couplings。
API Spec 5CT《套管和油管规范》第九版与第八版之间的主要技术差异中国石油集团石油管工程技术研究院方伟自2008年9月,ISO/API联合工作组经过约两年半时间的努力,在API Spec 5CT《套管和油管规范》第八版的基础上,修订完成了API Spec 5CT第九版,并于2011年7月发布,该版自2012年1月1日起生效。
作为石油管的核心标准,API Spec 5CT在套管和油管的生产、检验、油田采购等方面发挥着重要作用。
为使套管和油管相关生产厂、油田用户、监督检验人员等了解和掌握该版标准与前版之间的主要变化,在生产、检验过程中更好地使用标准,现将该标准新版主要修改内容介绍如下。
这里需提醒标准的使用者,标准原文中有多处编辑性错误,在使用该标准过程中应注意前后文对照,以免引用错误的条款。
注:以下内容中以楷体书写部分为标准原文内容。
1 引言在标准的引言部分,对该版标准与前一版内容变化部分如何标识做了说明。
附录L给出了主要技术变化(增加、修改、删除)的相关信息,主要修改部分(包括编辑性修改)在标准中用灰色阴影标识。
对于删除的内容,用在相邻行页边标记竖线来标识。
若一整行或段被删除,则在相邻空行处页边标记竖线。
并提醒标准的使用者,该标识虽尽可能准确地标识出标准的修改部分,但使用者应关注标准的整个技术内容,而不仅仅是经标识的变化部分。
2 正文部分主要修改内容2.1 第1章“范围”涉及的产品种类中增加了“接箍材料”,删除了“平端衬管”;第2组产品中增加了C110钢级,将原第2组中的C95钢级划分至第1组,改为R95钢级;在螺纹连接类型中删除了“直连型套管”。
以后各章节中涉及平端衬管和直连型套管的内容均予删除。
2.2 第4章“术语、定义、符号和缩略语”增加了下列术语和定义:(1)电弧烧伤arc burn由于电极或地线与产品表面之间起弧而产生的局部表面熔化点。
注:由提供焊接电流的电极和管子表面之间的电接触在靠近EW管焊缝处产生的断断续续的触痕,或是由于使用光谱仪检测钢的化学成分而产生的触痕不是电弧烧伤。
API Spec 5CT-套管和油管规范
油管用于油井中抽取石油或天然气,套管用于油气井的井壁。
例:1.9’’ Normal weight: 2.4ppf.
PPF(磅英尺): 1ppf=1.488kg/m
API Spec 5ST-连续油管规范
钢级:CT70,CT80,CT90,CT100和CT110
外径规格:0.75’’(19.1mm)-3.5’’(88.9)
钢厂:宝鸡石油钢管φ25.4-φ88.9 mm
连续油管CT(coiled tubing):由长度大于61m的钢管制成的管子称之为连续油管。
该标准不包括无缝管的对接。
一卷连续油管长几千米。
可以代替常规油管进行很多作业,连续油管作业设备具有带压作业、连续起下的特点,设备体积小,作业周期快,成本低。
API Spec 5LCP-连续管线管规范
钢级:X52C, X56C, X60C, X65C, X70C 和X80C (字母C代表连续管)
外径规格:0.5’’(12.7mm)-6 5/8’’(168.3)。
石油专用管属性描述规范
根据API标准最新版(API Spec 5CT第9版)及集团公司企标(Q/SY 1572.1-2013和Q/SY 1572.2-2013)中对石油专用管外径、壁厚、钢级、螺纹类型等参数的标准,石油专用管属性描述规范如下:
1. 属性值1-外径:按照API Spec 5CT《套管和油管规范》附录C“SI单位制表”表C.1中所列的外径为准(保留2位小数),单位“mm”。
2. 属性值2-壁厚:按照API Spec 5CT《套管和油管规范》附录C“SI单位制表”表C.1中所列的壁厚为准(保留2位小数),单位“mm”。
3. 属性值3-长度范围级别:按照API Spec 5CT《套管和油管规范》附录C “SI单位制表”表C.27中所列的长度范围为准;套管和油管统一以“R1”、“R2”、“R3”表示,短节可根据实际需要在长度级别范围内以数字表示(保留2位小数,单位“m”)。
4. 属性值4-钢级:按照API Spec 5CT《套管和油管规范》附录C“SI单位制表”表C.1和表C.2中所列的钢级为准(除此外,为非API钢级)。
5. 属性值5-螺纹类型:按照API Spec 5CT《套管和油管规范》附录C“SI 单位制表”表C.1、表C.2和表C.47中所列的螺纹类型标记为准(除此外,为非API螺纹)。
6. 属性值6-备注:原则上不允许添加备注,特殊情况需添加备注(如标明材质或生产工艺)的按相关程序审批。
附表:API标准石油专用管规范属性描述值一览表
附表:
API标准石油专用管规范属性描述值一览表
最大长度可增加至13.72m;
②管子属性3统一规范描述为:R1、R2或R3;短节可在长度范围级别内按实际需要申请;
③光管螺纹类型用P(平端)表示。
API 5CT 8第八版与第九版的主要区别1、表C.1套管一览表中:增加C110钢级(端部加工形式仅为平端/P);端部加工形式中删掉直连型(E);C95钢级变为R95;对偏梯套管进行注解包括标准接箍、特殊间隙接箍、特殊间隙特殊倒角接箍;2、删除原表C.2 J55钢级平端套管衬管一览表;3、现表C.2 油管一览表中钢级L80变为L80、R95;4、现表C.3制造方法及热处理工艺中:热处理由原来的Q+T变为Q;删除C95钢级,增加R95、C110(仅为无缝管);T95(1、2)合并为T95(1),Q125(1、2、3、4)合并为Q125(1);5、现表C.4化学成分要求中:删除C95钢级,增加R95、C110;T95(1、2)合并为T95(1),Q125(1、2、3、4)合并为Q125(1);6、现表C.5拉伸性能和硬度要求中:删除C95钢级,增加R95、C110;T95(1、2)合并为T95(1),Q125(1、2、3、4)合并为Q125(1);7、现表C.6伸长率表中:C95变为R95,增加C110;8、现表C.10-C.15各钢级接箍夏比冲击试样要求中:由原来的接箍增加为接箍、接箍毛坯、接箍原材料、接箍半成品和附件;9、现表C.16-C.19 接箍及管子横向、纵向夏比吸收能要求中:由原来的接箍增加为接箍、接箍毛坯、接箍原材料、接箍半成品和附件;C95变为R95,增加C110;管子横向的最大规定壁厚C90由25.49变为22.76,R95/T95由24.91变为21.02,管子纵向的最大规定壁厚C90由25.83变为22.42,R95/T95由25.88变为20.70。
10、现表C.22电焊管压扁试验平行板间距中:C95变为R95;11、现表C.23 套管尺寸重量表中删掉直连型部分;12、删掉原表API直连型套管加厚端尺寸;13、删掉原表J55钢级平端衬管尺寸重量;14、现表C.28 标准通径棒尺寸中:对油管分类变为①≤2-7/8 1067 d-2.38② >2-7/8—≤8-5/8 1067 d-3.18③ 8-5/8—10-3/4 1067 d-3.97;15、现表C.30线性缺陷最大允许深度:C95变为R95,增加C110;16、现表C.31加厚产品缺欠最大允许深度中删除直连型套管;17、现表C.32、C.33中套管接箍尺寸中7寸接箍外径由194.46变为200.3;(问题接箍重量没变化?)18、现表C.37油套管拉伸试验频率中第一组对R95钢级一批次中最多件数:小于等于4-1/2为200,大于4-1/2为100;C110钢级所有规格为100;19、现表C.38接箍拉伸试验频率中将接箍与接箍毛坯变为接箍毛坯、接箍原材料、接箍半成品;20、现表C.41压扁试验频率中将短节来源变为热处理类型;21、删掉各钢级油套管静水压试验压力(原表C.45-C.61);22、现表C.47螺纹类型标记中套管短圆螺纹STC变为SC,删除套管直连型XC;23、现表C.48标记要求和顺序中:①原管子和短节变为管子;24、②执行标准中删除ISO 11960;25、③加厚或不加厚不带螺纹管子代号由UF变为PE;26、④增加对C90、T95、C110钢级硫化物应力腐蚀试验代码;27、⑤热处理标记变为:正火的J55、K55、M65标记Z,正火加回28、火的J55、K55、M65标记N+T,淬火加回火的M65标记Q。
中石化油管和套管采购技术规范(第1部分:普通油管和套管)2012年10月1日启用调整部分整理河南南阳市油田机械公司中石化油管和套管采购技术规范(第1部分:普通油管和套管)2012年10月1日启用调整部分整理《中石化油管和套管采购技术规范》与API SPEC 5CT第9版2011《套管和油管规范》和API SPEC 5B第十五版2008《套管、油管和管线管螺纹的加工、测量和检验规范》(部分内容)相比对,主要调整部分整理如下(蓝色字体为新增,红色字体为删减,橙色为修改参数):a) 删除了API SPEC 5CT:2011《套管和油管规范》的特别声明和前言;b) 对于“3规范性引用文件”中,增加了ISO 4967、ASTM E45和ASTM E1245三个方法;c) 对于“6.1通则”进行了修改,增加了钢的炉外精炼和同一到货批的炉批号数量,限制套管不能使用冷拔管等要求;对照如下:d) 对7.1化学成分要求进行了修改,对P和S要求进行了加严,要求工厂在质证书中报出Cr、Ni、Cu、Pb、Sn、As、Sb、Bi的含量。
主要内容体现在表C.4和表E.4(API P100; 采购规范P90)中,本厂所涉及的第一类产品中,仅体现为P和S的含量由以前的0.03%控制为0.02%。
e) 对于7.2.1 拉伸性能通则,要求加厚套管和油管的拉伸性能应与管体一致。
对照如下:f) 对于7.5管子的夏比V型缺口冲击吸收能要求进行了修改,增加了对N80钢级1类的冲击吸收能要求。
g) 对于7.11晶粒度要求进行了修改,并增加了夹杂物检验要求。
h) 对于8.6长度的最大允许变化量要求进行了加严。
主要体现在表C.27或表E.27:i) 对于8.9.1管子的直度要求进行了加严。
j) 对于8.11.1管子外径加严了要求,并增加了不圆度要求。
k) 对于8.11.2壁厚,修改了壁厚公差要求,增加了壁厚不均度要求。
l) 对于8.11.5加厚尺寸,增加了外加厚过渡区内、外表面的外观要求。