工艺衡算课件
- 格式:pptx
- 大小:341.32 KB
- 文档页数:65
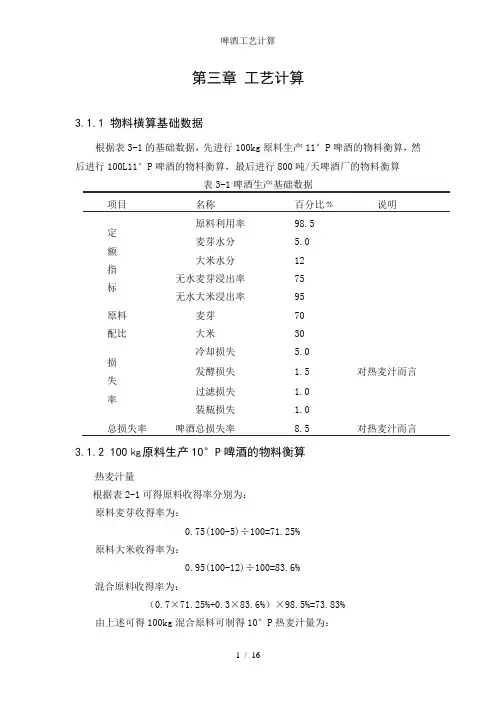
第三章工艺计算3.1.1 物料横算基础数据根据表3-1的基础数据,先进行100kg原料生产11°P啤酒的物料衡算,然后进行100L11°P啤酒的物料衡算,最后进行800吨/天啤酒厂的物料衡算表3-1啤酒生产基础数据项目名称百分比﹪说明定额指标原料利用率98.5麦芽水分 5.0大米水分12 无水麦芽浸出率75 无水大米浸出率95原料配比麦芽70 大米30损失率冷却损失 5.0发酵损失 1.5 对热麦汁而言过滤损失 1.0装瓶损失 1.0总损失率啤酒总损失率8.5 对热麦汁而言3.1.2 100㎏原料生产10°P啤酒的物料衡算热麦汁量根据表2-1可得原料收得率分别为:原料麦芽收得率为:0.75(100-5)÷100=71.25%原料大米收得率为:0.95(100-12)÷100=83.6%混合原料收得率为:(0.7×71.25%+0.3×83.6%)×98.5%=73.83%由上述可得100kg混合原料可制得10°P热麦汁量为:(73.83÷10)×100=738.3(kg)查《啤酒工业手册》得10°P麦汁在20°C的密度为1.04kg/L。
而100°C 热麦汁比20°C时的麦汁体积增加1.04倍。
故,1.热麦汁(100°C)体积为:738.3÷1.04×1.04=738.3(L)2.冷麦汁量为:738.3×(1-0.05)=701.38(L)3.发酵液量为:701.38×(1-0.015)=690.86(L)4.过滤酒量为:690.86×(1-0.01)=683.95(L)5.成品啤酒量:683.95×(1-0.01)=677.11(L)3.1.3生产100L 10°P啤酒的物料衡算根据上述衡算结果知,100kg混合原料可生产10°P淡色啤酒约677.11L,故可得下述结果:1.生产100L 10°P淡色啤酒需耗混合原料量为:100÷677.11×100=14.77(kg)2.麦芽耗用量:14.77×70%=10.34(kg)3.大米耗用量:14.77×30%=4.43(kg)4.酒花耗用量:对浅色啤酒,热麦汁中加入的酒花量为0.2%,故酒花耗用量为:738.3÷677.11×100×0.2%=0.218(kg)同理,100kg原料耗酒花:677.11÷100×0.218=1.48(kg)5.热麦汁量:738.3÷677.11×100=109.04(L)6.冷麦汁量:701.38÷677.11×100=103.58(L)7.发酵液量:690.86÷677.11×100=102.03(L )8.滤过酒量:683.95÷677.11×100=101.01(L)9.成品酒量:677.11÷677.11×100=100(L )10.湿糖化糟量:设排出的湿麦糟含水分80% 湿麦芽糟量:[(1-0.05)(100-75)/(100-80)] ×10.34=12.28(kg )湿大米糟量:[(1-0.12)(100-95)/(100-80)] ×4.43=0.97(kg)故湿糖化糟量:12.28+0.97= 13.25(kg ) 同理,100kg 原料产生湿糖化糟:677.11÷100×13.25=89.72(kg)11.酒花糟量:设酒花在麦汁中的浸出率为40%,酒花糟含水分以80%计,则酒花糟量为:kg654.0100)80100(100)40100(218.0=⨯-⨯-⨯同理,100kg 原料产生湿酒花糟:677.11÷100×0.654=4.43(kg )12.酵母量(以商品干酵母计)生产100L 啤酒可得2kg 湿酵母泥,其中一半作生产接种用,一半作商品酵母用,即为1kg 。
选矿工艺之物料性质的衡算法一、摩擦角和堆积角的测定(一)摩擦角的测定摩擦角的测定可在摩擦角测定器上进行(如图1).其构造是将平板一端铰接固定,而另一端则可借细绳牵引自由升降。
测定时将被测物料置于板的固定端的中心部分,并将板缓慢的下降,直至物料开始滑动时为止(不准滚动),此时测出的倾角即为摩擦角。
测定时应重复3~5次,取其平均值。
应该指出:摩擦角测定器的倾斜平板(有木板、钢板或其他材质的板)形状以长方形为适宜,其宽度不应小于被测物料最大粒度的5~10倍,板的长:宽=2:1或3:1均可,由于倾斜平板的材质不同,因而测得的摩擦角也不同,故选择倾斜平板的材质时,应力求接近生产实际。
(二)堆积角的测定测定方法:可在比较平坦的地面或地板上进行测定,将欲测物料通过漏斗落到地面或地板上自然堆积成锥体,直至试验物料沿料堆的各边都同等的下滑为止。
然后将一长木板放在锥体的斜面上,再将倾斜仪置于木板上,此时测出的角度即为被测试料的堆积角(或称安息角)。
如各种粒度铁矿石的堆积角一般为38°~40°.为使测得数据准确需重复测3~5次,取其平均值。
也可用如图2所示装置,预测定的物料由漏斗落至圆台上,形成料堆,直至物为从圆台周围滑下为止。
转动一根活动的直尺,即可测出堆积角。
二、比重的测定(一)粉状试样比重的测定粉状(1~0毫米)试样比重可根据精确度的要求一般常用比重瓶法进行。
比重瓶的容积一般为25,50,100毫升,瓶口上有带毛细孔的玻璃塞子,表示装满水时之容积。
根据试样的多少可采用不同容积的比重瓶。
比重瓶法。
包括煮沸法、抽真空法及抽真空同煮沸相结合的方法,三者的差别仅仅是除去气泡的方法不同,其他操作程序一样。
现将常用的煮沸法介绍如下:为使测得数据准确,通常将比重瓶先用洗液(用重铬酸钾20克,加40毫升水稀释,加热溶解,待冷却后再加浓硫酸350毫升)洗涤,然后用蒸馏水或自来水清洗。
烘干称重为B(称重时一般常用千分之一天平);再用滴管把蒸馏水注入经重瓶内至有水自瓶塞毛细管中溢出为止,称重为C;把纾缓重瓶内的水倒出重新烘干后,再往瓶内加被测试样(约占瓶容积1/3),称重为A,向比重瓶内注入约占瓶容积2/3的蒸馏水后,一般在水浴中进行煮沸或用抽真空法排净瓶内气泡,使其冷却到室温,然后用滴管把蒸馏水注入比重瓶内仍至有水自瓶塞毛细管中洋车出为止,称重为D。