我国转炉氧枪的标准化_系列化
- 格式:pdf
- 大小:158.90 KB
- 文档页数:3
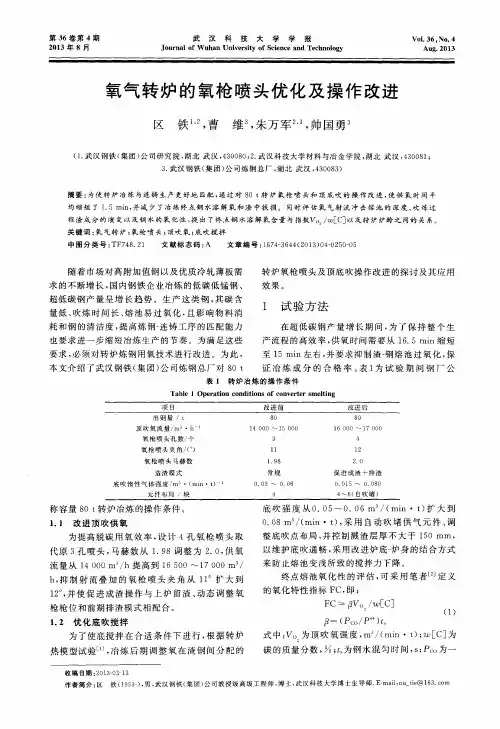
转炉炼钢氧枪枪位控制摘要:在整个炼钢过程中,氧枪枪位是一个非常重要的参数,它直接关系到炼钢过程中的脱碳、造渣、升温以及喷溅的发生,因此,必须很好地控制氧枪的枪位,使炼钢过程得以平稳进行。
关键词:枪位造渣材料一、前言1.氧枪介绍氧枪又称喷枪或吹氧管,是转炉吹氧设备中的关键部件,它由喷头(枪头)、枪身(枪体)和枪尾组成。
转炉吹炼时,喷头必须保证氧气流股对熔池具有一定的冲击力和冲击面,使熔池中的各种反应快速而顺利的进行。
2.枪位对炼钢的重要性在转炉炼钢整个炉役中,随着炼钢炉次的增加,炉衬由于受到侵蚀不断变薄,炉容不断增大,因此,每隔一定炉次对熔钢液面进行测定,根据装入制度(定深装入或定量装入)及测定结果确定氧枪高度,而在两次测定期间,氧枪高度保持不变。
同时,在具体每一个炉次中,按照吹炼的初期、中期和末期设定若干不同高度[1],而在每一时间段内,其高度是不变的。
由于在转炉炼钢过程中要向炉内分期分批加入造渣剂、助熔剂(初期)等造渣材料和冷却剂(末期),使炉内状况发生变化,相当于加入一个扰动,同时在不同阶段,渣的泡沫程度及粘度也不同,而目前的固定氧枪高度吹炼不能及时适应这些情况,从而使炉内的反应及退渣不能平稳地进行。
造渣是转炉炼钢过程中的一项重要内容,渣的好坏直接关系到炼钢过程能否顺利进行,有时甚至造成溢渣或喷溅,从而降低钢的收得率以及粘枪,因此要尽量避免溢渣和喷溅。
另一方面,固定枪位的吹炼模式也无法适应铁水、废钢、造渣材料等化学成分变化引起反应状况的不同。
针对转炉炼钢过程中固定枪位所存在的问题,我们采用模糊控制的方法使氧枪枪位根据炉内的具体情况进行连续调节,同时针对转炉炼钢是一炉一炉进行的,炉与炉之间既不完全相同又有联系的特点,采用自学习技术确定每一炉次氧枪的枪位,使转炉炼钢过程平稳进行,从而提高碳温命中率。
二、枪位控制目前,转炉炼钢氧枪枪位一般是根据吹炼状况分段设定的[1]。
在每一段中,枪位不再变化,如图1所示。
120吨转炉氧枪参数
转炉氧枪是用于在转炉炼钢过程中喷吹氧气的设备,其参数通常包括氧气流量、氧气压力、喷嘴直径、喷嘴数量、喷吹角度等。
首先,氧气流量是指单位时间内通过氧枪的氧气体积,通常以立方米/小时(Nm3/h)为单位。
氧气流量的大小直接影响到炉内氧气的供给量,从而影响到炉内的氧气浓度和炉内的氧气吹吼情况。
其次,氧气压力是指氧气在氧枪内的压力,通常以兆帕(MPa)或千帕(kPa)为单位。
氧气压力的大小影响到氧气从喷嘴中喷出的速度和能量,对炉内的氧气吹吼情况和氧气混合情况有一定影响。
喷嘴直径是指氧气从氧枪中喷出时的喷嘴孔径大小,通常以毫米(mm)为单位。
喷嘴直径的大小直接关系到氧气的喷射速度和范围,从而影响到氧气在炉内的分布情况。
喷嘴数量是指每个转炉氧枪上的喷嘴数量,通常根据转炉的具体工艺要求和炉型设计来确定。
喷嘴数量的多少会影响到氧气的总喷射量和喷吹范围。
最后,喷吹角度是指氧气喷嘴的喷吹方向与水平线的夹角,通
常以度(°)为单位。
喷吹角度的选择会影响到氧气在炉内的喷射
范围和混合情况,从而影响到炉内的氧气利用效果和炼钢过程的控制。
总的来说,转炉氧枪的参数设计需要根据具体的转炉工艺要求、炉型特点和操作经验等因素综合考虑,以实现最佳的炼钢效果和能
耗控制。
转炉氧枪发展现状转炉氧枪是冶金行业中一种重要的设备,用于向转炉内部喷射氧气,以提高钢水的温度和氧化反应速度,从而实现高效的炼钢过程。
近年来,转炉氧枪在设计和技术上取得了很大的进展,提高了炼钢过程的效率和质量。
在转炉氧枪的设计方面,目前最常见的设计是雾化型氧枪。
这种氧枪通过喷嘴将氧气雾化成细小的气泡,然后喷射到转炉内部。
雾化型氧枪具有喷射稳定、浸润性好、能量利用率高的特点,可以有效地提高转炉内部的温度和氧化速度。
同时,雾化型氧枪还可以根据钢水的质量要求进行自动控制,使得炼钢过程更加智能化。
此外,随着数控技术的发展,目前已经出现了自动化控制的转炉氧枪。
这些自动化控制的氧枪利用传感器感知转炉内部的温度、压力和氧含量等参数,通过计算机控制系统实现对氧枪的操作和调节。
这种自动化控制的转炉氧枪具有响应速度快、控制精度高的特点,能够更好地适应炼钢过程的变化。
另外,为了提高炼钢的能源利用率,目前一些新型的转炉氧枪开始采用燃气雾化技术。
与传统的氧气雾化相比,燃气雾化技术可以将氧气与燃料共同喷射,实现钢水的燃烧和加热。
这种新型的转炉氧枪不仅可以节约能源和氧气,还可以减少炉内的废气排放。
此外,为了改善转炉氧枪的工作环境和使用寿命,目前一些转炉氧枪开始采用耐高温材料和防腐蚀涂层。
这些耐高温材料可以在高温环境下保持良好的强度和稳定性,而防腐蚀涂层可以防止炉内的氧化物和腐蚀性介质对氧枪的侵蚀。
综上所述,转炉氧枪在设计和技术上的不断进步,使得炼钢过程更加高效和智能化。
通过采用雾化型氧枪、自动化控制、燃气雾化技术和耐高温材料等新技术,转炉氧枪能够更好地实现钢水的加热和氧化,从而提高钢水的温度和氧化速度,改善炼钢过程的质量和效率。
随着科技的不断发展,相信转炉氧枪在未来会有更大的突破和应用。
提高转炉吹炼工艺效果优化氧枪参数设计,论专用炼钢氧枪与专用溅渣枪2009-11-26王金辉赵雷李伟刘志昌(鞍钢第二炼钢厂)(中钢集团鞍山热能研究院)摘要:本文介绍了目前我国转炉炼钢厂氧枪使用现状,对目前存在的问题进行了阐述,提出分离现有氧枪功能,设计专用冶炼氧枪和溅渣氧枪,并介绍了专用冶炼氧枪和溅渣氧枪在鞍钢第二炼钢厂使用的实例,对使用效果进行了对比。
关键词:氧枪分离冶炼溅渣Improved Converter Steelmaking Effect, the Parametersof Oxygen Lance are Optimized to Design――Special Steel Lance and Special Splashing LanceWang Jinhui Zhao Lei LiWei Liu ZhichangAnshan Iron And Steel Group SINOSTEEL ANSHAN OF RESEARCHNumber Two Steel-Making Plant INSITUTE THERMO-ENERGYAbstract:this paper summarizes the situation of converter oxygen lance in our country, andpresents the being problem of oxygen lance these day. We put forword to separate the function ofoxygen lance, and design the special oxygen lance and the splanshing lance. The paperintroduces the effect on both of the lance used in No.2 steelmaking plant and draws a parallelbetween the original lance and both of the new designing lance.Key words:oxygen lance separation steelmakingt splashing slag2005年,我国钢产量3.49亿吨,是世界上最大的钢铁生产国。
江西冶金第39卷第4期2019年8月Vol.39,No.4Aug.2019文章编号:1006-2777(2019)04-0035-03引文格式:段秋萍.120吨转炉氧枪设备本体安全参数优化和应用改进[J].江西冶金,2019,39(4):35-37.0引言氧枪是转炉炼钢的重要设备之一,转炉炼钢通过氧枪向炉内喷入超音速氧气射流,创造转炉炼钢所需的动力学和热力学条件,达到转炉炼钢所需的冶金效果.转炉氧枪的工作环境极其恶劣,在炉内高温金属、熔渣热流的反复作用和高频次的开氧、关氧过程中极易发生损坏,并可能引发设备和工艺安全事故.九江钢铁炼钢厂在生产实践过程中,为提高转炉氧枪设备本体安全,采取了一些措施进行改进,并取得较好效果[1,2].1氧枪喷头参数的优化九江钢铁炼钢厂目前有2座公称120t 转炉,转炉熔池深度1423mm 、熔池直径4730mm ,炉身高7700mm,炉口直径2667mm,高径比1.63,炉收稿日期:2019-05-24作者简介:段秋萍(1974-),男,助理工程师,主要从事炼钢技术管理工作,E-mail:duanqiuping1974@.120吨转炉氧枪设备本体安全参数优化和应用改进段秋萍(九江萍钢钢铁有限公司,江西九江332000)摘要:针对九江钢铁炼钢厂转炉氧枪喷头冶金效果不佳及氧枪设备本体安全存在的问题,通过优化氧枪喷头参数、改善了喷头冶金效果、对喷头组件材质进行改进、优化供氧程序,实现了吹炼过程平稳、可控,设备本体安全性能显著提高的效果.方案实施后,基本杜绝了氧枪回火烧损漏水的设备事故,使得因为氧枪回火烧损漏水可能引发的重大安全险肇事故得到有效的控制.关键词:氧枪;参数;材质;程序中图分类号:TF724.3文献标志码:BA study on the optimization of the safety parameters and applicationimprovement of 120ton converter oxygen lanceDUAN Qiuping(Jiujiang Pinggang Iron and Steel Co.,Ltd.,Jiujiang 332000,China)Abstract:In view of the poor metallurgical effect of oxygen lance nozzles and the safety of oxygen lance equipment in Jiujiang Iron and Steel Works,the metallurgical effect of nozzles is improved by optimizing the parameters of oxygen lance nozzles.The flash converting process is stable and controllable ,and the safety performance of the equipment was significantly improved by improving the material of nozzle assembly and optimizing the oxygen supply program.After the implementation of the plan,the equipment accident of tempering caused by oxygen lance backfire was basically eliminated ,which can effectively control the majorsafety accidents caused by oxygen lance tempering and leakage.Keywords:oxygen lance;parameters;material;procedure熔比0.95m3/t,供氧强度3.38Nm3/(min·t).转炉投产期间,按120t出钢量设计的氧枪吹炼氧气流量为24000Nm3/h,但实际平均转炉出钢量达到137.5t,过程氧枪吹炼氧气流量为26000Nm3/h,实际使用参数已偏离设计参数,导致过程氧压过高,操作过程不稳定,易发生喷溅烧损氧枪和造成氧枪枪管粘钢,并可能引发事故,需重新设计氧枪喷头参数.九江钢铁炼钢厂与山东崇盛冶金氧枪有限公司重新设计了九江钢铁炼钢厂273喷头.该喷头在120t转炉推广使用,获得较好地使用效果.1.1氧枪喷头设计条件1)供氧时间九江钢铁炼钢厂120t转炉工程的工艺设备为铁水预处理—转炉—精炼设备—连铸.九江钢铁炼钢厂120t转炉氧枪从设计的生产能力和工艺匹配等角度考虑,合理设计转炉工序的冶炼周期为37min,纯供氧时间为13~14min.2)供氧压力及流量120t转炉平均出钢量为137.5t,最大出钢量为145t,根据实际的铁水和废钢状况及钢铁料消耗要求,并结合转炉冶炼代表性钢种的物料平衡和热平衡计算,转炉冶炼氧气耗量为44m3/t,氧气流量(标准状态)为26000~28000Nm3/h,供氧压力为0.8~1.3MPa,供氧强度为3.3~3.4Nm3/(min·t).1.2氧枪喷头参数的设计1)马赫数的选择综合考虑,取M=2.02)计算工况氧压Po查等熵流表,当M=2.0时,P出/Po=0.1278,由于炉膛压力近似于大气压力,所以P出=0.102MPa, Po=0.80MPa=8.14Kg/cm2严禁使用氧压低于0.70Mpa,以防止氧枪回火事故的发生[3,4].3)计算氧流量Q由Q=吨钢氧耗×出钢量×60÷纯供氧时间= 44×137.5×60/13得出:Q=27923Nm3/h 4)计算喉口直径D喉根据转炉的吨位和实践选用四孔喷头,由氧流量公式Q=64×Po×A喉D喉=41.7mm5)计算出口直径D出根据M=2.0,查等熵流表,得A出/A喉=1.688 A出—出口截面积/mm2D出=54.1mm6)计算扩张段长度L理论的气体膨胀角为4°~8°,扩张段的张角理应也设计成4°~8°.小扩张角具有控制膨胀作用,因而,出口流股会有轻微膨胀,氧流贴近孔壁流动会出现层流,从而加重射流表面与炉氧混合,有利于提高热效率.大扩张角控制膨胀作用小,扩张段短,受孔壁粗糙度影响小,有利于减小氧射流的能量损失,提高作用熔池贯穿力,考虑喷头的穿透能力,应取较大的张角,定为3.5°.L=(54.1-41.7)÷2×tg3.5°=100.8mm取为100mm 7)确定孔倾角α多孔喷头的射流各个流股发生汇交和不汇交以效应角θ为界,大于θ各个流股就很少汇交,小于θ就必定汇交.效应角θ于喷孔倾角α的相关方程为: sinθ=sinαxsin180°/nθ─临界效应角7.5°~9°a─喷孔倾角/(°)n─喷孔数目/个则四孔喷头的倾角a在10.6°~12.8°可见对与四孔喷头来说,能保证倾角>10.6°,就能满足射流不交汇的要求.但在实际应用中,只要射流不冲刷炉壁,为增加初期渣的反应,孔倾角可以取大一些,这里孔倾角a=12.5°8)四孔分布圆直径D孔为减轻喷孔出口氧射流互相掺混,减小氧射流作用熔池叠加冲击,要求增大端底氧孔分布圆直径与出口直径之比,一般在2~3之间.D孔=150mm9)操作枪位H操作基本枪位:枪位选择在30~40D出之内.H=35×D出基本枪位:1896mm最高枪位:2167mm最低枪位:1625mm实际冶炼过程中,考虑氧气流对炉内金属液冲击深度的影响,实际控制枪位在以上值下调400mm(经验值)[5,6].实际过程控制枪位为:基本枪位:1496mm最高枪位:1767mm最低枪位:1225mm10)冲击深度h由佛林公式h=3.4×P0×D喉/H0.5~0.0381此公式对单孔喷头适用,对于四孔喷头取修正系数0.90.h—冲击深度/m,P0—使用压力/MPa,D喉—喉口直径/mm,H—操作枪位/mm.得冲击深度:h=734mm,江西冶金2019年8月36冲击深度为熔池深度51%.2对喷头组件材质进行变更由于转炉氧枪在使用过程中,存在红渣溅入喷头的现象,可能会造成给氧时氧气回火的风险[7],瞬间烧穿氧管导致大量高压冷却水由氧气通道进入炉内,处理不当,极易造成爆炸事故,对人员和设备安全有极大威胁[8,9].原氧枪喷头组合密封段和氧枪内管密封接管(内插管)使用的均是普通碳钢(见图1),在实际使用过程中易会出现氧气回火瞬间烧穿密封部位,造成严重漏水,所以九江钢铁炼钢厂要求制造厂家变更氧枪喷头密封段、氧枪内管密封接管(内插管)材质,使用不锈钢(1Cr18Ni9TI )管加工制造,利用其阻燃特性,可以有效减轻回火烧穿内管程度,降低氧枪喷头回火产生的危害[10].3对氧枪开氧和关氧程序进行优化设计3.1转炉炼钢回火烧坏氧枪内管的原因分析转炉在冶炼高硅、高锰铁水情况下,氧枪在终点提枪时,由于高于闭氧点后氧枪迅速停止高压供氧,但由于炉渣起泡,氧枪喷头未完全脱离渣液活动范围,形成局部负压,造成钢水或渣铁吸入氧枪喷头内,再次下枪因开氧时容易造成回火烧坏氧枪内管导致漏水.3.2氧枪开氧和关氧程序的优化改进原吹炼自动化控制模式为:选择“吹炼模式”→满足一切吹炼联锁条件→选择“自动模式”→选择“自动下枪”→氧枪进入转炉,枪位位置编码器到达开氧点(3240mm ),PLC 自动打开氧气切断阀,开始供氧→过程吹炼→确认结束吹炼,选择“自动提枪”→氧枪上升,枪位位置编码器到达闭氧点(3040mm ),PLC 自动关闭氧气切断阀.重新设计吹炼自动化控制模式为:选择“吹炼模式”→满足一切吹炼联锁条件→选择“自动模式”→选择“自动下枪”→氧枪进入转炉,枪位位置编码器到达“开氮点”(4500mm ),PLC 自动打开氮气切断阀,开始供氮→氧枪继续下降,枪位位置编码器到达开氧点(3240mm ),PLC 自动打开氧气切断阀,然后切断氮气切断阀→开始供氧—过程吹炼—确认结束吹炼,选择“自动提枪”→氧枪上升,枪位位置编码器到达闭氧点(3040mm ),PLC 自动打开氮气切断阀,然后关闭氧气切断阀→氧枪继续上升,到达“闭氮点”(4550mm ),PLC 自动关闭氮气切断阀.3.3氧枪开氧和关氧程序的优化改进后效果程序修改后确保了氧枪氧气关闭同时氮气开启、下枪开氧点动作之前氮气开启,使氧枪在炉内下枪与提枪全过程都保持正压,有效杜绝了钢水与渣铁进入氧枪喷头内,消除了回火烧损氧枪的隐患.九江钢铁炼钢厂转炉氧枪因为回火烧损氧枪次数从平均8次/月,下降至0.3次/月.4结论九江钢铁炼钢厂通过对120t 转炉氧枪设备本体安全的参数优化和应用改进,达到较好的使用效果,在各种冶炼条件下都得到了证实,完全适合九江钢铁炼钢厂原材料及操作条件,并实现了化渣快、喷溅少、操作稳定、安全性较高等良好的效果.参考文献:[1]吴凤林,蔡扶时.顶吹转炉氧枪设计[M].北京:冶金工业出版社,1982.[2]李新林,刘海强,张振申.120t 转炉氧枪喷头设计与应用[J].河南冶金,2006(4):36-38.[3]万真雅,薛立基.钢铁冶金设计原理(下册)[M].重庆:重庆大学出版社,1992.[4]王雅贞,李承祚.转炉炼钢问答[M].北京:冶金工业出版,2003.[5]陈木金.提高转炉氧枪枪龄的分析与应用[J].福建冶金,2017(5):20-23.[6]房晓亮.转炉炼钢氧枪抢位控制研究[J].炼钢,2017(1):8-9.[7]刁兴武.转炉氧枪粘钢原因及解决方案[J].黑龙江冶金,2011(1):31-32.[8]王克生.转炉氧枪工艺参数改进与应用实践[J].现代冶金,2010(2):38-39.[9]李炳源.转炉氧枪的选取与使用[J].炼钢,2003(3):46-47.[10]刘玉生,孙晓娟,杨晓江,等.转炉氧枪喷头工艺参数的优化与改进[J].山西冶金,2006(2):64-66.图1氧枪喷头回火烧穿喷头密封段、内管密封接管(内插管)实物段秋萍院120吨转炉氧枪设备本体安全参数优化和应用改进第39卷第4期37。
摘要2005年,我国钢产量是3.49亿吨,为世界上最大的生产国。
2011年我国钢产量为6.83亿吨。
是发展较为迅速的国家之一。
在我国转炉炼钢厂众多,而且从90年代溅渣护炉技术兴起后迅速在全国得以普遍采用。
而我国在转炉氧枪系统方面基本没有大的改进,现在使用的氧枪参数基本上是采用溅渣护炉技术以前确定的氧枪喷头参数,目前炼钢厂所使用的氧枪既要满足冶炼需要又要保证溅渣要求更要注重环境的保护。
随时时代的进步我国对工业发展的要求也越来越严格,其中就包括了最大可能的保护生态环境。
选这个题目最重要的意义就在于发现工业生产中最佳的转炉氧枪,以提高生产效率,较低消耗[1]。
本文针对150t转炉设计一种新型的6孔氧枪,型号为637型。
关键词转炉氧枪喷头参数000本科毕业论文ABSTRACTABSTRACTIn 2005, China's steel output of 3.49tons, is the world's largest producer. In 2011China's steel production6.83tons. Is one of the relatively rapid development. In China's converter steelmaking plant of many, but from 90 time of slag splashing technology rise quickly in the country to commonly used. But our country in converter oxygen lance system basically no big improvement, now use the oxygen gun parameters basically is the use of slag splashing technology previously determined oxygen lance nozzle parameters, the current steelmaking plant the use of oxygen gun should not only meet the needs and requirements of smelting slag splashing to pay more attention to the protection of the environment. At any time the progress of the times on China's industrial development requirements more stringent, which includes the largest possible protection of the ecological environment. Select this topic the most important significance lies in the discovery of industrial production in the optimal oxygen gun of converter, to improve production efficiency, lower consumption [1].In this paper 150t converter design a new 6Hole oxygen lance, models for type 637 diabetes.Key words Oxygen lance 、Nozzle parameters Parameter目录摘要 (1)ABSTRACT (II)1 绪论 (1)1.1 本课题的研究背景 (1)1.2国内外发展状况 (1)1.21国内发展情况 (1)1.22国外发展情况 (1)1.3研究内容及意义 (2)1.31研究内容 (2)1.32研究意义 (2)2 转炉氧枪简介 (3)2.1 分类 (3)2.11冷却方式分 (3)2.12炉子种类分 (3)2.13喷头孔数分 (4)2.14喷头孔型分 (5)2.2 发展 (5)2.3 转炉炼钢技术 (6)2.31我国炼钢工艺流程 (6)2.32转炉炼钢主要工艺设备简介 (7)3 基本原理 (8)3.1 压缩性气体流出计算 (8)3.2 氧气射流和熔池相互作用 (10)3.2.1氧枪射流冲击深度 (10)3.2.2氧枪射流冲击面积 (10)3.3 几种喷头设计方法的比较 (10)4 喷头参数的主要计算 (13)4.1供氧量的计算...................................... 错误!未定义书签。
100t转炉氧枪喷头参数优化实践梁祥远;王兴;金龙【摘要】For such problems as long time for supplying oxygen, large consumption of oxygen and high consumption of steels occurred in steelmaking by the 100 t converter in General Steelmaking Plant of Angang Steel Co., Ltd., the old parameters for oxygen lance nozzles were optimized, including the nozzle throat diameter, outlet diameter, dip angle of center and height control of lances. The optimized results show that the oxygen supply time was shortened by about 100 s, the consumption of oxygen was reduced by 1.81 m3 per tone molten steel and the content of phosphorus in molten steel at the end point of converter was reduced by 0.01%, spot blowing times was reduced so that iron and steel materials consumption was reduced.%针对鞍钢股份有限公司炼钢总厂100 t转炉冶炼供氧时间长、耗氧量大、钢铁料消耗高等问题,对原氧枪喷头参数进行了优化,包括喷头喉口直径、出口直径、中心倾角及氧枪枪位控制等.结果表明,氧枪喷头优化后,转炉冶炼供氧时间缩短约100 s,耗氧量降低1.81 m3/t,转炉终点钢水磷含量降低了0.01%,减少了点吹,降低了钢铁料的消耗.【期刊名称】《鞍钢技术》【年(卷),期】2018(000)003【总页数】4页(P53-56)【关键词】转炉;氧枪喷头;供氧时间;脱磷【作者】梁祥远;王兴;金龙【作者单位】鞍钢股份有限公司炼钢总厂,辽宁鞍山 114021;鞍钢股份有限公司炼钢总厂,辽宁鞍山 114021;鞍钢股份有限公司炼钢总厂,辽宁鞍山 114021【正文语种】中文【中图分类】TF724供氧是氧气转炉炼钢整个吹炼过程的中心环节,影响吹炼熔时和钢水成分,对去除钢中有害杂质和有害元素非常关键。
转炉氧枪自动控制系统【摘要】为满足某大型钢厂150吨转炉控制要求,开发了转炉控制系统,系统主要包括供配电、自动化、网络系统,其中氧枪控制是自动化系统的核心部分。
本文详细介绍了转炉氧枪的自动控制系统的应用,变频器完成氧枪的驱动控制,编码器完成枪位的精度控制,保证了氧枪运行的安全可靠、稳定准确。
【关键词】转炉;氧枪;控制系统1 引言氧枪系统是转炉的关键设备,主要由氧枪、氧枪升降装置、换枪装置三个部分组成,与其相关的还有仪表、阀门、供养管道等。
它的主要功能是将炼钢需要的氧气和氮气输送到转炉中,完成冶炼和溅渣护炉的工作,氧枪控制的优劣直接影响产品质量、炉龄以及设备安全,其中抢位检测是影响氧枪自动控制水平的关键。
某钢厂150吨转炉有2套氧枪设备,各自独立升降,2台横移小车可以互为备用。
2台升降小车分别装在横移换枪小车上,1台处于工作位时,另外1台处于等待为备用。
氧枪升降由交流变频电机驱动,电源经过UPS由变频调速柜供电,保证电源失电时实现紧急提枪,抱闸电机和氧枪控制电源由UPS供电,其它辅助设备均由MCC供电。
2 控制系统组成控制系统由PLC控制单元、大功率变频器(1用1备)、检测装置(机械式主令、两个绝对值编码器组成)。
操作台给定控制信号送至PLC控制单元,经过PLC处理后输出控制信号给变频器,完成氧枪的高低速控制、枪位定位。
PLC部分采用西门子S7 400 系列CPU,PLC采用Profibus现场总线分布式结构。
网络通信系统采用100 Mb/s工业以太网;采用工业级交换机,网络通信协议为TCP/IP;网络线路物理介质为光缆和双绞电缆。
PLC与氧枪传动的连接采用Profibus现场总线分布式结构;各PLC与上位机之间通过Ethernet网络进行实时数据传输;各PLC之间,PLC与HMI之间均通过Ethernet网络进行相互通信。
3 控制方式氧枪分两种控制方式,包括手动控制和自动控制。
手动控制又分吹炼、溅渣和维护三种工作模式。
100科学技术Science and technology120t 转炉氧枪喷头的设计和优化李 雷(唐钢中厚板材公司,河北 唐山 063000)摘 要:河钢唐钢中厚板公司120t 转炉主要为高品质高端品种提供钢水,在保证产能的前提下需要较高洁净度的钢水。
新型的氧枪采用周边4孔,中心5孔设计,可以有效增大吹炼面积,促进熔池化渣及脱碳反应。
氧枪喷头中间新加一孔,可以抑制氧枪正下方负压区的产生,增加钢渣界面的富氧能力,促进化渣,可以缩短吹炼时间约1.5min,同时该型氧枪可显著减少氧枪粘渣,减少更换氧枪频率,提高氧枪寿命。
关键词:120t 转炉;氧枪;喷孔设计中图分类号:TF748.2 文献标识码:A 文章编号:11-5004(2019)09-0100-2收稿日期:2019-09作者简介:李雷,男,本科,研究方向:喷孔设计。
喷头是氧枪的核心部分,就氧枪喷头的基本功能来说,它的质量决定氧枪的使用性能,实现能量转换,提供良好的动力学条件。
因此,转炉炼钢的供热、脱碳及对熔池的搅拌,都借助于氧枪所提供的氧射流来完成。
氧枪的动力搅拌效果主要是由喷头形式、参数所决定。
对喷头设计的要求主要有以下几点:①根据生产情况尽可能提高供氧强度,且能够平稳反应。
这就要求正确的设计形式、喉口和确定合理的操作氧压以及枪位高度。
②在一定操作氧压下,在合理的枪位时,使氧射流产生较大的的动能,以达到良好的动力学条件,合理的冲击深度。
这就要求氧气射流沿轴线的衰减速度应尽可能的慢。
③对于多孔喷头,要求氧气射流在熔池液面上不要汇合,形成多个冲击中心以形成多个反应区,保证熔池反应均匀。
同时要求氧气射流有适当的冲击半径,以保证熔池搅拌均匀和炉衬侵蚀均匀。
④氧枪喷头寿命长。
这就要求射流沿氧枪轴线不出现负压区域和强的湍流运动,以减少“吃鼻子”现象。
要获得具有上述性能的氧射流,满足转炉炼钢的要求,最终归结为合理地确定喷头的主要设计参数,如喷孔的马赫数,喉口直径,喷孔夹角和喷孔形状等。
建崇盛氧枪基地发展民族工业山东崇盛冶金氧枪有限公司转炉炼钢整体(锥度)氧枪设计规范山东崇盛冶金氧枪有限公司氧枪研究所二零零八年七月监制1 山东崇盛冶金氧枪有限公司目录一前言二转炉炼钢整体氧枪设计规范(一)供氧管路的设计要求及标准(二)供水管路的设计要求及标准(三)整体氧枪枪体的设计要求综述三转炉炼钢整体锥度氧枪设计规范(一)锥度氧枪在炼钢中的优化应用及特点(二)供氧管路的设计要求及标准(三)供水管路的设计要求及标准(四)锥度管的加工工艺要求(五)整体锥度氧枪的设计要求综述四氧枪在使用过程中存在的问题及处理建议(一)炼钢用氧存在问题及处理建议(二)供水管路存在问题及处理建议五结语2 山东崇盛冶金氧枪有限公司转炉炼钢整体(锥度)氧枪设计规范一前言目前氧气炼钢已成为世界上生产钢的主要方法,我国已经基本上改变了50年代以平炉为主的产钢局面。
各大型钢厂几乎都采用LD转炉来生产炼钢,并且近来电炉用氧炼钢发展也十分迅速,因此用氧炼钢已经成为大势所趋!从开始采用用氧炼钢,我们就一直在寻求一种既能满足生产工艺要求,又能长期、安全、使用方便的供氧设备,国内许多研究人员和工程师都做出了不少的贡献。
然而由于吹炼生铁的成分各不相同,以及炼钢方法的不同,对喷氧设备的要求也就各不相同。
而我们山东崇盛冶金氧枪有限公司经过二十年的探索、研究、试验,依托雄厚的技术力量、丰富的制作经验,终于生产制作出转炉炼钢整体(锥度)氧枪,并已经广泛运用到各炼钢厂,与此同时我们崇盛公司也进一步提高了转炉炼钢整体(锥度)氧枪的设计水平,完善了制作工艺,成为国内转炉炼钢整体(锥度)氧枪行业中的龙头企业!氧枪是氧气顶吹转炉炼钢中的主要供氧设备。
氧枪在转炉、电炉及精炼炉内,受到高温炉气的辐射、对流以及传导等复杂的3 山东崇盛冶金氧枪有限公司热负荷,另外还有高温炉渣和喷溅的不断侵蚀,工作环境十分恶劣。
此外,氧枪在操作中经常会有3-10mm厚的结渣粘在枪体上而影响热交换,故氧枪枪体外层可以认为是由两层圆筒组成,氧枪体内有循环冷却水流动,外有高温炉气流动,因此氧枪可以认为是多层圆管复杂换热的典型,要保证氧枪的正常使用就必须要有合理的枪体结构,合理的循环水冷却。
第42卷第1期2020年2月甘㊀肃㊀冶㊀金GANSU㊀METALLURGYVol.42No.1Feb.ꎬ2020文章编号:1672 ̄4461(2020)01 ̄0009 ̄03120吨转炉氧枪设备本体安全参数优化和应用改进段秋萍(九江萍钢钢铁有限公司ꎬ江西㊀九江㊀332000)摘㊀要:针对九江钢铁炼钢厂转炉氧枪喷头冶金效果不佳及氧枪设备本体安全存在的问题ꎬ通过优化氧枪喷头参数ꎬ改善了喷头冶金效果ꎬ对喷头组件材质进行改进ꎬ优化供氧程序ꎬ实现了吹炼过程平稳㊁可控ꎬ设备本体安全性能显著提高的效果ꎮ方案实施后ꎬ基本杜绝了氧枪回火烧损漏水的设备事故ꎬ使得因为氧枪回火烧损漏水可能引发的重大安全险肇事故得到有效的控制ꎮ关键词:氧枪ꎻ参数ꎻ材质ꎻ程序中图分类号:TF724.3㊀㊀㊀㊀㊀文献标识码:AOptimizationandApplicationImprovementoftheSafetyParametersof120TonConverterOxygenGunEquipmentDUANQiu ̄ping(JiujiangPinggangIronandSteelCo.Ltd.ꎬJiujiang332000ꎬChina)Abstract:InviewofthepoormetallurgicaleffectofoxygengunnozzlesandthesafetyofoxygengunequipmentinJiujiangIronandSteelWorksꎬthemetallurgicaleffectofnozzlesisimprovedbyoptimizingtheparametersofoxygengunnozzlesꎬimprovingthematerialofnozzlescomponentsꎬandoptimizingtheoxygensupplyprogram.Thispaperrealizestheeffectofsmoothandcontrollableblowingprocessandimprovingthesafetyperformanceofequipment.Aftertheimplementationoftheplanꎬitbasicallyeliminatedtheaccidentoftheequipmentthatcausedtheoxygengunbackfiretodamagetheleakageꎬsothatthemajorsafetyandriskaccidentsthatmaybecausedbytheoxygengunbackfirelossleakagecanbeeffectivelycon ̄trolled.KeyWords:oxygengunꎻparametersꎻmaterialꎻprocedure1㊀引言氧枪是转炉炼钢的重要设备之一ꎬ转炉炼钢通过氧枪向炉内喷入超音速氧气射流ꎬ创造转炉炼钢所需的动力学和热力学条件ꎬ达到转炉炼钢所需的冶金效果ꎮ转炉氧枪的工作环境极其恶劣ꎬ在炉内高温金属㊁熔渣热流的反复作用和高频次的开氧㊁关氧过程中极易发生损坏ꎬ并可能引发设备和工艺安全事故ꎮ九江钢铁炼钢厂在生产实践过程中ꎬ为提高转炉氧枪设备本体安全ꎬ采取了一些措施进行改进ꎬ并取得较好效果ꎮ2㊀氧枪喷头参数的优化九江钢铁炼钢厂目前有2座公称120t转炉ꎬ转炉熔池深度1423mm㊁熔池直径4730mmꎬ炉身高7700mmꎬ炉口直径2667mmꎬ高径比1.63ꎬ炉熔比0.95m3/tꎬ供氧强度3.38Nm3/min tꎮ转炉投产期间ꎬ按120t出钢量设计的氧枪吹炼氧气流量为24000Nm3/hꎬ但实际平均转炉出钢量达到137.5tꎬ过程氧枪吹炼氧气流量为26000Nm3/hꎬ实际使用参数已偏离设计参数ꎬ导致过程氧压过高ꎬ操作过程不稳定ꎬ易发生喷溅烧损氧枪和造成氧枪枪管粘钢ꎬ并可能引发事故ꎬ需重新设计氧枪喷头参数ꎮ九江钢铁炼钢厂与山东崇盛冶金氧枪有限公司重新设计了九江钢铁炼钢厂273喷头ꎮ该喷头在120t转炉推广使用ꎬ获得较好地使用效果ꎮ2.1㊀氧枪喷头设计条件⑴供氧时间ꎮ九江钢铁炼钢厂120t转炉工程的工艺设备为铁水预处理-转炉-精炼设备-连铸ꎮ九江钢铁炼钢厂120t转炉氧枪从设计的生产能力和工艺匹配等角度考虑ꎬ合理设计转炉工序的冶炼周期为37minꎬ纯供氧时间为13~14minꎮ⑵供氧压力及流量ꎮ120t转炉平均出钢量为137.5tꎬ最大出钢量为145tꎬ根据实际的铁水和废钢状况及钢铁料消耗要求ꎬ并结合转炉冶炼代表性钢种的物料平衡和热平衡计算ꎬ转炉冶炼氧气耗量为44m3/t钢水ꎬ氧气流量(标准状态)为26000~28000Nm3/hꎬ供氧压力为0.8~1.3MPaꎬ供氧强度为3.3~3.4Nm3/min t[1-2]ꎮ2.2㊀氧枪喷头参数的设计⑴马赫数的选择ꎮ综合考虑ꎬ取M=2.0⑵计算工况氧压PoꎮPo=0.80MPa=8.14kg/cm2严禁使用氧压低于0.70MPaꎬ以防止氧枪回火事故的发生[3-4]ꎮ⑶计算氧流量Qꎮ由Q=吨钢氧耗ˑ出钢量ˑ60ː纯供氧时间=44ˑ137.5ˑ60/13ꎬ得出:Q=27923Nm3/h⑷计算喉口直径D喉ꎮQ=64ˑPoˑD喉D喉=53.6mm⑸计算出口直径D出ꎮD出=54.1mm⑹计算扩张段长度LꎮL=(54.1-41.7)ː2ˑtg3.5ʎ=100.8mmꎬ取为100mmꎮ⑺确定孔倾角aꎮ孔倾角a=12.5ʎ⑻四孔分布圆直径D孔ꎮD孔=150mm⑼操作枪位H操作基本枪位ꎮ枪位选择在30~40D出之内ꎮH=35ˑD出基本枪位:1896mm最高枪位:2167mm最低枪位:1625mm实际冶炼过程中ꎬ考虑氧气流对炉内金属液冲击深度的影响ꎬ实际控制枪位在以上值下调-400mm(经验值)[5-6]ꎮ实际过程控制枪位为:基本枪位:1496mm最高枪位:1767mm最低枪位:1225mm⑽冲击深度hꎮ冲击深度为熔池深度51%ꎮ3㊀对喷头组件材质进行变更由于转炉氧枪在使用过程中ꎬ存在有红渣溅入喷头的现象ꎬ可能会造成给氧时氧气回火的风险[7]ꎬ瞬间烧穿氧管导致大量高压冷却水由氧气通道进入炉内ꎬ处理不当ꎬ极易造成爆炸事故ꎬ对人员和设备安全有极大威胁[8ꎬ9]ꎮ图1㊀氧枪喷头回火烧穿喷头密封段㊁内管密封接管(内插管)实物图片图2㊀件4-氧枪喷头密封段内焊管改为1Cr18Ni9TI材质01㊀㊀㊀㊀㊀㊀㊀㊀㊀甘㊀肃㊀冶㊀金㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀第42卷㊀㊀原氧枪喷头组合密封段和氧枪内管密封接管(内插管)使用的均是普通碳钢ꎬ在实际使用过程中易会出现氧气回火瞬间烧穿密封部位ꎬ造成严重漏水ꎬ所以九江钢铁炼钢厂要求制造厂家变更ɥ273氧枪喷头密封段㊁氧枪内管密封接管(内插管)材质ꎬ使用不锈钢(1Cr18Ni9TI)管加工制造(图2)ꎬ利用其阻燃特性ꎬ可以有效减轻回火烧穿内管程度ꎬ降低氧枪喷头回火产生的危害[10]ꎮ4㊀对氧枪开氧和关氧程序进行优化设计4.1㊀转炉炼钢回火烧坏氧枪内管的原因分析转炉在冶炼高硅㊁高锰铁水情况下ꎬ氧枪在终点提枪时ꎬ由于高于闭氧点后氧枪迅速停止高压供氧ꎬ但由于炉渣起泡ꎬ氧枪喷头未完全脱离渣液活动范围ꎬ形成局部负压ꎬ造成钢水或渣铁吸入氧枪喷头内ꎬ再次下枪因开氧时容易造成回火烧坏氧枪内管导致漏水ꎮ4.2㊀氧枪开氧和关氧程序的优化改进原吹炼自动化控制模式为:选择 吹炼模式 ң满足一切吹炼联锁条件ң选择选择 自动模式 ң选择 自动下枪 ң氧枪进入转炉ꎬ枪位位置编码器到达开氧点(3240mm)ꎬPLC自动打开氧气切断阀ꎬ开始供氧ң过程吹炼ң确认结束吹炼ꎬ选择 自动提枪 ң氧枪上升ꎬ枪位位置编码器到达闭氧点(3040mm)ꎬPLC自动关闭氧气切断阀ꎮ重新设计吹炼自动化控制模式为:选择 吹炼模式 ң满足一切吹炼联锁条件ң选择 自动模式 ң选择 自动下枪 ң氧枪进入转炉ꎬ枪位位置编码器到达 开氮点 (4500mm)ꎬPLC自动打开氮气切断阀ꎬ开始供氮ң氧枪继续下降ꎬ枪位位置编码器到达开氧点(3240mm)ꎬPLC自动打开氧气切断阀ꎬ然后切断氮气切断阀ң开始供氧-过程吹炼-确认结束吹炼ꎬ选择 自动提枪 ң氧枪上升ꎬ枪位位置编码器到达闭氧点(3040mm)ꎬPLC自动打开氮气切断阀ꎬ然后关闭氧气切断阀ң氧枪继续上升ꎬ到达 闭氮点 (4550mm)ꎬPLC自动关闭氮气切断阀ꎮ4.3㊀氧枪开氧和关氧程序的优化改进后效果程序修改后确保了氧枪氧气关闭同时氮气开启㊁下枪开氧点动作之前氮气开启ꎬ使氧枪在炉内下枪与提枪全过程都保持正压ꎬ有效杜绝了钢水与渣铁进入氧枪喷头内ꎬ消除了回火烧损氧枪的隐患ꎮ5㊀结语九江钢铁炼钢厂通过对120t转炉氧枪设备本体安全的参数优化和应用改进ꎬ达到较好的使用效果ꎬ在各种冶炼条件下都得到了证实ꎬ完全适合九江钢铁炼钢厂原材料及操作条件ꎬ并实现了化渣快㊁喷溅少㊁操作稳定㊁安全性较高等良好的效果ꎮ参考文献:[1]㊀吴凤林ꎬ蔡扶时.顶吹转炉氧枪设计[M].北京:冶金工业出版社ꎬ1982:15 ̄22.[2]㊀李新林ꎬ刘海强ꎬ张振申.120t转炉氧枪喷头设计与应用[J].河南冶金ꎬ2006(04):36 ̄38.[3]㊀万真雅ꎬ薛立基.钢铁冶金设计原理(下册)[M].重庆:重庆大学出版社ꎬ1992:20 ̄43.[4]㊀王雅贞ꎬ李承祚.转炉炼钢问答[M].北京:冶金工业出版ꎬ2003:94 ̄113.[5]㊀陈木金.提高转炉氧枪枪龄的分析与应用[J].福建冶金ꎬ2017(05):20 ̄23.[6]㊀房晓亮.转炉炼钢氧枪抢位控制研究[J].炼钢ꎬ2017(01):8 ̄9.[7]㊀刁兴武.转炉氧枪粘钢原因及解决方案[J].黑龙江冶金ꎬ2011(01):31 ̄32.[8]㊀王克生.转炉氧枪工艺参数改进与应用实践[J].现代冶金ꎬ2010(02):38 ̄39.[9]㊀李炳源.转炉氧枪的选取与使用[J].炼钢ꎬ2003(03):46 ̄47.[10]㊀刘玉生ꎬ孙晓娟ꎬ杨晓江ꎬ等.转炉氧枪喷头工艺参数的优化与改进[J].山西冶金ꎬ2006(02):64 ̄66.收稿日期:2019 ̄05 ̄24作者简介:段秋萍(1974 ̄)ꎬ男ꎬ江西省萍乡市(县)人ꎬ助理工程师ꎬ本科ꎮ主要从事工作:钢铁冶金技术ꎮ11第1期㊀㊀㊀㊀㊀㊀㊀㊀㊀段秋萍:120吨转炉氧枪设备本体安全参数优化和应用改进㊀㊀㊀㊀㊀。
1.1 氧枪系统设备概述一座转炉的氧枪系统由机械和介质供应系统两部份组成。
机械设备包括有:两台氧枪横移车和两台氧枪升降车(摆布装配)。
正常生产时,一台工作(位于转炉中心上方),一台备用(位于待机位),交替使用。
介质供应系统包括:氧枪冷却水、氧气、氮气阀门站及管道等。
氧枪横移车行走采用交流机电驱动,在工作位设有定位锁紧装置。
升降小车采用交流变频机电驱动卷扬升降,氧枪升降过程中速度可控制变化。
升降卷扬钢丝绳装有测力传感器。
氧枪设备系统组成:升降卷扬装置横移台车本体升降小车横移台车下部轨道横移台车上部轨道横移台车定位装置升降小车导轨氧枪本体升降小车缓冲器氧枪供氧供水软水管接头氧枪系统电器设备组成:序号设备名称设备参数及主要功能1 主控室操作台 (1) 操作地点选择;(2) 紧急住手;(3) 主回路切合;(4) 氧枪电流显示;(5) 氧枪实际枪位显示;(6) 氧枪枪位设定值显示;(7) 氧枪紧急提升;(8) 氧枪事故提升;(9) 自动升降枪操作;(10)点动升降枪操作;2 机旁操作箱 (1) 操作地点选择;(2) 紧急住手;(3) 主回路切合;(4) 操作允许显示;(5) 点动升降枪(快、慢速);3 1#氧枪变频器 (1) 机电转速控制:(2) 机电力矩控制;4 2#氧枪变频器同上5 1#机电抱闸抱闸控制6 2#机电抱闸抱闸控制7 人机界面 (MMI) (1) 氧枪升降操作;(2) 详细状态指示;1.2 转炉系统设备概述转炉系统有转炉炉体和倾动装置及润滑系统组成,倾动装置采用全悬挂扭力杆平衡型式。
四台交流机电驱动,两级减速机,扭力 杆平衡装置平衡吸收转炉倾动时产生的扭振力矩的冲击,并将扭矩转化为垂直的拉力和压力。
转炉系统电器设备组成:设备参数及主要功能(1) 倾动转速控制; (2) 力矩控制; (1) 转炉倾动主令操作; (2) 操作地点选择; (3) 主回路切合; (4) 电流显示; (5) 急停; (6) 复归; (7) 倾动角度显示;(1) 转炉倾动主令操作; (2) 操作地点选择; (3) 主回路切合; (4) 急停; (5) 复归; (6) 倾动角度显示;序号 设备名称 1 倾动变频器×42 主控室主操作台3 炉前兑铁操作台4 炉前出渣操作台 (1) 转炉倾动主令操作;(2) 操作地点选择;(3) 主回路切合;(4) 急停;(5) 复归;(6) 倾动角度显示;5 炉后摇炉台(1) 转炉倾动主令操作;(2) 操作地点选择;(3) 主回路切合;(4) 急停;(5) 复归;(6) 倾动角度显示;6 抱闸机电×4 机电抱闸控制1.3 转炉自动化系统概述本系统的监控采用西门子公司的S7 系列PLC 控制,每座转炉的氧枪倾动系统使用一套PLC 控制。
100 t转炉五孔氧枪喷头设计与应用
李双武;张朝发;冯涛;刘爱国
【期刊名称】《冶金能源》
【年(卷),期】2024(43)2
【摘要】针对低硅铁水冶炼存在的化渣效果差、氧枪粘渣粘钢严重的问题,根据可压缩流体理论及射流与熔池作用原理设计开发了五孔氧枪喷头,主要工艺参数为:喷
孔夹角13°,Ma 2.0,喉口直径36.8 mm,出口直径47.8 mm,设计氧气压力0.80 MPa,设计供氧强度3.8 m~3/(min·t)。
氧枪枪位控制在1.3~1.9 m,熔池冲击深度、冲击面积和混匀时间均在合理范围内。
生产实践表明,使用五孔喷头吹氧时间缩短
0.5 min、氧气消耗降低1.1 m~3/t,脱磷率提高4.1个百分点,终渣FeO含量降低
1.2个百分点,一次拉碳出钢率提高1.7个百分点,基本解决转炉低硅铁水冶炼存在
的问题,转炉技术指标明显改善。
【总页数】4页(P36-39)
【作者】李双武;张朝发;冯涛;刘爱国
【作者单位】唐山钢铁集团有限责任公司;河北省高品质钢连铸技术创新中心
【正文语种】中文
【中图分类】TF7
【相关文献】
1.鞍钢100t转炉氧枪喷头结构优化与应用
2.150 t转炉5孔氧枪喷头的设计与应用
3.100t转炉氧枪喷头的设计与优化
4.转炉氧枪喷头的设计与应用
5.5孔氧枪喷头在120t转炉上的设计与应用
因版权原因,仅展示原文概要,查看原文内容请购买。
AB PF750系列变频器在炼钢转炉、氧枪、副枪系统应用的研究与功能改进李国帅; 王巍【期刊名称】《《中国金属通报》》【年(卷),期】2019(000)011【总页数】2页(P81-82)【关键词】AB PF750系列变频器; 转炉系统; 驱动; 改善性能【作者】李国帅; 王巍【作者单位】山东钢铁日照有限公司山东日照 276800; 山东钢铁莱钢集团设备检修中心山东莱芜 271104【正文语种】中文【中图分类】TF341.11 概述山东钢铁日照有限公司炼钢部转炉系统在诸多关键设备上广泛应用罗克韦尔公司的AB PF750系列变频器驱动。
2017年12月投产以来,故障频发暴露诸多设计缺陷,十分不利于电气传动设备稳定运行,不便于设备故障判断及快速处理[1]。
AB变频器为我单位首次接触使用,技术人员通过学习编程手册,与AB变频器售后开展技术交流等多种方式,对AB变频器开展系统研究,对其功能进行进一步开发并应用在转炉系统炉倾、氧枪、副枪等关键设备驱动上,消除诸多设计缺陷,改善设备性能,提高设备故障判断能力,保障设备长期稳定运行[2]。
2 AB PF750系列变频器几项功能的实际应用通过系统研究,合理运用AB PF750系列变频器的几项功能大幅提升相关设备运行稳定性。
(1)激活罗克韦尔AB PF750系列变频器内部的Devicelogix逻辑编程功能,完美实现转炉氧枪、副枪制动器控制;图1 变频器内部逻辑编程由以上功能图可知,在氧枪、副枪提升电机启动时电流大于电机额定电流的30%时打开制动器,停止时转速小于8HZ时关闭制动器,实现氧枪、副枪升降装置的平稳启动、运行、停车,最大限度减轻制动器打开、关闭时机构的机械冲击及磨损,同时有效防止枪体下滑、下坠事故的发生,完美实现转炉副枪的制动器控制[3]。
(2)通过设置参数禁用炼钢区域AB变频器自动模式下的HIM启动功能,消除误操作安全隐患;AB PF750系列变频器出厂默认设置是自动、手动模式下变频器均能通过HIM人机接口模块左下角的键启动变频器使现场设备处于运行状态,实际生产中多次出现人员误操作此键使现场设备运行,存在很大的安全隐患,需要将变频器自动模式下的这项功能禁止,考虑到今后调试变频器还经常用到HIM操作,可保留手动模式下的此项功能,参数设置方法如下:找到端口0下的P325参数,然后根据HIM的安装位置将相应的控制位由1改成0,如钢包车、渣车变频器是将第3位改成0,即可禁用自动模式下的HIM操作。