补口防腐表
- 格式:doc
- 大小:281.50 KB
- 文档页数:15

目录1.目的 (1)2.适用范围 (1)3.编制依据 (1)4.输气钢管腐蚀原理及影响因素 (1)5. 输气管道(钢质)防腐工艺流程 (2)5.1操作人员要求 (2)5.2防腐补口材料要求 (3)5.3设备要求 (4)5.4作业环境及条件 (5)5.5防腐补口工艺流程 (5)5.6补口处处理 (5)5.7喷砂除锈 (6)5.8打毛 (6)5.9热收缩带施工 (7)5.10站场内防腐补口 (10)5.11补伤 (11)5.12热收缩带常见问题 (13)5.13常用的检测方法 (13)5.14常见问题及解决方法 (13)6.防腐补口、补伤质量控制内容 (15)7.防腐补口、补伤HSE控制内容 (16)8.需填报资料 (16)钢质管道防腐补口、补伤程序1.目的为规范大庆建安集团有限责任公司抚顺项目部承建的抚顺天然气综合利用项目(石化供气管线)管道防腐、补口施工工艺流程的规范性及保障施工质量、安全、环保均处于受控状态,旨在明确施工工艺流程、施工环境、质量、HSE等相关要求,特编制本程序。
2.适用范围本程序性方案仅适用抚顺项目部承建的抚顺天然气综合利用项目(石化供气管线)管道防腐、补口及相应工程。
3.编制依据1、《埋地钢质管道聚乙烯防腐层技术标准》SY/T0413-2002;2、《辐射交联聚乙烯热收缩带(套)》SY/T4054-2003;3、热收缩带现场操作说明及注意事项-湿膜安装;4、《油气长输管道工程施工及验收规范》GB50369-2006;5、《石油天然气建设工程施工质量验收规范输油输气管道线路工》SY4208-2008。
4.输气钢管腐蚀原理及影响因素4.1内壁腐蚀埋地输气管道内含有气、水等介质,其内壁腐蚀是介质中的水在内壁生成一层亲水膜并形成原电池所发生的电化学腐蚀,或者是其他有害物质(硫化氢、硫化物、二氧化碳等)直接与金属作用引起的化学腐蚀。
特别是在管道弯头,低洼积水处、气液交界面,电化学腐蚀异常强烈,管壁大面积腐蚀减薄或形成一系列腐蚀深坑及沟槽。



西南成品油管道工程线路工程黎塘~甘棠河段管道防腐补口补伤施工方案中国石化集团第十建设公司西南管道工程项目部二OO三年九月二十八日西南成品油管道工程线路工程黎塘~甘棠河段管道防腐补口补伤施工方案编制:范豫峰审核:翁大龙批准:毕永明中国石化集团第十建设公司西南管道工程项目部二OO三年九月二十八日管道防腐补口补伤施工方案1.工程概述中国石油化工股份有限公司拟建设“西南成品油管道工程”,本工程为黎塘至甘棠河段,敷设Φ323输油管道一条。
管道防腐层补口全部采用无溶剂液体环氧底漆,外包聚乙烯加强型热缩套,其中黑色耐候性3PE防腐管补口采用耐高温加强型热缩带。
管道的补伤采用无溶剂液体环氧底漆、热缩带或补伤棒。
2.编制依据2.1江汉石油管理局勘察设计研究院提供的施工图纸;2.2 《黎塘-甘棠河防腐部分》说明书;3.施工中执行的技术标准和规范●《涂装前钢材表面锈蚀等级和除锈等级》GB/T8923-88;●《涂装前钢材表面预处理规范》 SY/T0407-97;●《辐射交联聚乙烯热收缩带》SY/T4054-93;●《埋地钢质管道聚乙烯防腐层技术标准》SY/T0413-20024.热收缩套施工技术要求●补口补伤人员应经过专门培训,并经考核合格后持证上岗。
●管子对口前先将热缩套套防腐管上,并移至焊口旁边约1.5米处。
●焊口表面预处理:清理补口区域表面的杂物和油渍,原防腐层清理宽度每侧须大于150mm。
●除锈:管道焊接质量检查合格后,接监理防腐委托指令后进行管口的除锈工作。
除锈采用机械喷抛射除锈,除锈质量应达到SY/T0407—97《涂装前钢材表面预处理规范》中的Sa2.5级。
并将与热缩套搭接部位(比热缩套实际搭接宽度每侧窄20mm为宜)的原环氧粉末防腐层清洁、打毛,清扫干净。
●将补口处钢管及搭接部位的环氧粉末涂层加热到55-60℃,然后将调配好的无溶剂液体环氧底漆均匀的涂刷在补口处的钢管表面及搭接部位的涂层表面。
底漆要按厂家提供的使用说明进行,底漆涂刷应均匀,无气泡和凝块。
聚乙烯保温管现场补口施工主要工序见图2。
聚乙烯保温管现场补口施工质量控制点
施工环境
现场如果出现雨、雪、风沙天气、风力达到 5 级以上、相对湿85%中的任何一种情况,在未采取有效措施的前提下,不能进行补口施工。
补口作业坑内如有积水,必须首先确保降水达到要求。
然后清理干净钢管和热收缩套内外两侧的污物,保障钢管干燥,否则图1 补口结构示意图
图2 聚乙烯保温管现场补口工艺流程图
告,相关材料不全不能验收库。
电热熔套和热收缩套要检验外观、厚度、拉伸强度。
组合聚醚与多异氰酸酯要检验外观发泡固化时间、试发泡密度石英砂粒径应在2~4mm 之间[3]粒径过大容易堵塞枪头;过小,喷砂时力量不足,碎,效率低,锚纹深度不石英砂应该干燥,如果使湿的石英砂,钢管喷射后就容易出现返锈。
2.3 喷砂除锈
除锈等级应达到GB 8923m 的铁丝穿起来绑在焊口上,支架的
船舶行业历来是技术密集型行业,并且是标准
IMO、、区域组织等)的变化,必定对相关行业带。
目录一、适用范围 (1)二、编制依据 (1)三、防腐补口分类 (1)四、工作流程 (1)4.1、气体极化防腐补口施工流程 (1)4.2、机械化防腐补口施工流程 (1)4.3、人工火焰防腐补口施工流程 (2)五、一般技术要求 (3)六、补口操作 (4)6.1气体极化防腐补口操作 (4)6.1.1管口预处理 (4)6.1.2管口清理 (4)6.1.3搭接区防腐层表面处理 (5)6.1.4自动喷砂 (5)6.1.5气体极化 (5)6.1.6底漆涂装 (6)6.1.6面漆涂装 (7)6.1.7外观及厚度检查 (7)6.1.8电火花检漏 (8)6.1.9粘结力测试 (8)6.2机械化防腐补口操作 (8)6.2.1 施工准备 (8)6.2.2 管口清理及除锈 (8)6.2.3 防腐预热 (9)6.2.4 涂刷底漆 (9)6.2.5 安装热收缩带 (9)6.2.6 加热收缩带 (10)6.2.7 外观检测 (10)6.2.8 电火花检漏 (10)6.2.9 强度剥离试验 (11)七、3LPE补伤操作 (11)7.1直径30mm内的补伤操作要点 (11)7.2直径30mm以上的补伤操作要点 (12)7.3补伤结果检验 (12)八、记录 (12)一、适用范围本施工作业指导书适用于中俄东线天然气管道工程第八标段施工现场防腐补口、补伤作业施工。
二、编制依据2.1 设计图纸:防腐及阴极保护线路部分通用设计;2.2 《油气长输管道工程施工及验收规范》(GB50369-2014);2.3 《埋地钢质管道聚乙烯防腐层》(GB/T23257-2017);2.4 《埋地钢质管道热熔胶型聚乙烯热收缩带补口技术规定》(CDP-G-OGP-AC-058-2014-1);2.5《油气管道工程埋地钢质管道无溶剂环氧涂料补口技术规定-发布稿》(CDP-G-OGP-AC-114-2017-1);2.6《中国石油天然气管道科学研究院国家工程实验室:防腐补口工艺规程》(PLS-CPS-17002)。
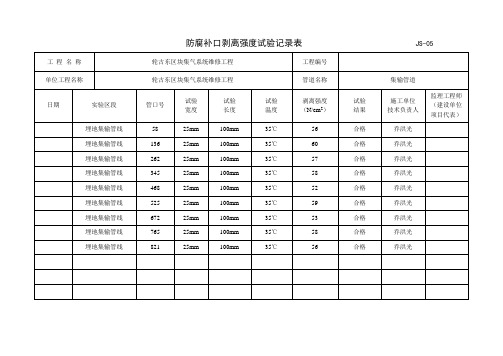
补口防腐检查记录表序号焊口号防腐带型号除锈等级ST3.0防腐补口温度轴向搭接周向搭接外观检查无皱褶无烧焦碳化无开裂溢胶均匀140 120 √√√√防腐操作工:质检员:检查日期:补口防腐检查记录表序号焊口号防腐带型号除锈等级ST3.0防腐补口温度轴向搭接周向搭接外观检查无皱褶无烧焦碳化无开裂溢胶均匀50 A4-001 D323.9 85 140 120 √√√√51 A4-002 D323.9 80 140 120 √√√√52 A4-003 D323.9 79 140 120 √√√√53 A4-004 D323.9 71 140 120 √√√√54 A4-005 D323.9 76 140 120 √√√√55 A4-006 D323.9 81 140 120 √√√√56 A4-007 D323.9 83 140 120 √√√√57 A4-008 D323.9 86 140 120 √√√√58 A4-009 D323.9 79 140 120 √√√√59 A4-010 D323.9 77 140 120 √√√√60 A4-011 D323.9 81 140 120 √√√√61 A4-012 D323.9 86 140 120 √√√√62 A4-013 D323.9 83 140 120 √√√√防腐操作工:质检员:检查日期:2014 4 23补口防腐检查记录表序号焊口号防腐带型号除锈等级ST3.0防腐补口温度轴向搭接周向搭接外观检查无皱褶无烧焦碳化无开裂溢胶均匀63 A4-014 D323.9 87 140 120 √√√√64 A4-015 D323.9 83 140 120 √√√√65 A4-016 D323.9 84 140 120 √√√√66 A4-017 D323.9 81 140 120 √√√√67 A4-018 D323.9 86 140 120 √√√√68 A4-019 D323.9 79 140 120 √√√√69 A4-020 D323.9 73 140 120 √√√√70 A4-021 D323.9 75 140 120 √√√√71 A4-022 D323.9 78 140 120 √√√√72 A4-023 D323.9 84 140 120 √√√√防腐操作工:质检员:检查日期:2014 4 24补口防腐检查记录表序号焊口号防腐带型号除锈等级ST3.0防腐补口温度轴向搭接周向搭接外观检查无皱褶无烧焦碳化无开裂溢胶均匀1 A1-017 D457 86 140 120 √√√√2 A1-018 D457 89 140 120 √√√√3 A1-019 D457 83 140 120 √√√√防腐操作工:质检员:检查日期:2014 4 11补口防腐检查记录表序号焊口号防腐带型号除锈等级ST3.0防腐补口温度轴向搭接周向搭接外观检查无皱褶无烧焦碳化无开裂溢胶均匀4 A1-020 D457 86 140 120 √√√√5 A1-021 D457 87 140 120 √√√√6 A1-022 D457 82 140 120 √√√√7 A1-023 D457 85 140 120 √√√√8 A1-024 D457 81 140 120 √√√√9 A1-025 D457 86 140 120 √√√√防腐操作工:质检员:检查日期:2014 4 12补口防腐检查记录表序号焊口号防腐带型号除锈等级ST3.0防腐补口温度轴向搭接周向搭接外观检查无皱褶无烧焦碳化无开裂溢胶均匀10 A1-026 D457 84 140 120 √√√√11 A1-027 D457 86 140 120 √√√√12 A1-028 D457 83 140 120 √√√√13 A1-029 D457 82 140 120 √√√√14 A1-030 D457 86 140 120 √√√√15 A1-031 D457 84 140 120 √√√√16 A1-032 D457 79 140 120 √√√√17 A3-103 D323.9 88 140 120 √√√√18 A3-104 D323.9 83 140 120 √√√√防腐操作工:质检员:检查日期:2014 4 13补口防腐检查记录表序号焊口号防腐带型号除锈等级ST3.0防腐补口温度轴向搭接周向搭接外观检查无皱褶无烧焦碳化无开裂溢胶均匀25 A3-111 D323.9 84 140 120 √√√√26 A3-112 D323.9 87 140 120 √√√√27 A3-113 D323.9 84 140 120 √√√√28 A3-114 D323.9 83 140 120 √√√√29 A3-115 D323.9 85 140 120 √√√√30 A3-116 D323.9 84 140 120 √√√√防腐操作工:质检员:检查日期:2014 4 16补口防腐检查记录表序号焊口号防腐带型号除锈等级ST3.0防腐补口温度轴向搭接周向搭接外观检查无皱褶无烧焦碳化无开裂溢胶均匀19 A3-105 D323.9 87 140 120 √√√√20 A3-106 D323.9 86 140 120 √√√√21 A3-107 D323.9 83 140 120 √√√√22 A3-108 D323.9 79 140 120 √√√√23 A3-109 D323.9 78 140 120 √√√√24 A3-110 D323.9 85 140 120 √√√√防腐操作工:质检员:检查日期:2014 4 14补口防腐检查记录表序号焊口号防腐带型号除锈等级ST3.0防腐补口温度轴向搭接周向搭接外观检查无皱褶无烧焦碳化无开裂溢胶均匀31 A3-080 D323.9 87 140 120 √√√√32 A3-081 D323.9 84 140 120 √√√√33 A3-082 D323.9 89 140 120 √√√√34 A3-083 D323.9 85 140 120 √√√√35 A3-084 D323.9 81 140 120 √√√√36 A3-085 D323.9 83 140 120 √√√√37 A3-086 D323.9 87 140 120 √√√√38 A3-087 D323.9 84 140 120 √√√√39 A3-088 D323.9 86 140 120 √√√√40 A3-089 D323.9 82 140 120 √√√√41 A3-090 D323.9 86 140 120 √√√√防腐操作工:质检员:检查日期:2014 4 21补口防腐检查记录表序号焊口号防腐带型号除锈等级ST3.0防腐补口温度轴向搭接周向搭接外观检查无皱褶无烧焦碳化无开裂溢胶均匀42 A3-091 D323.9 82 140 120 √√√√43 A3-092 D323.9 87 140 120 √√√√44 A3-093 D323.9 84 140 120 √√√√45 A3-094 D323.9 86 140 120 √√√√46 A3-095 D323.9 80 140 120 √√√√47 A3-096 D323.9 86 140 120 √√√√48 A3-097 D323.9 84 140 120 √√√√49 A3-098 D323.9 83 140 120 √√√√防腐操作工:质检员:检查日期:2014 4 22补口防腐检查记录表序号焊口号防腐带型号除锈等级ST3.0防腐补口温度轴向搭接周向搭接外观检查无皱褶无烧焦碳化无开裂溢胶均匀73 A3-61 D323.9 83 140 120 √√√√74 A3-61 D323.9 87 140 120 √√√√75 A3-61 D323.9 84 140 120 √√√√76 A3-61 D323.9 86 140 120 √√√√77 A3-61 D323.9 88 140 120 √√√√78 A3-61 D323.9 82 140 120 √√√√79 A3-61 D323.9 84 140 120 √√√√防腐操作工:质检员:检查日期:2014 4 27补口防腐检查记录表序号焊口号防腐带型号除锈等级ST3.0防腐补口温度轴向搭接周向搭接外观检查无皱褶无烧焦碳化无开裂溢胶均匀80 A3-69 D323.9 82 140 120 √√√√81 A3-70 D323.9 89 140 120 √√√√82 A3-71 D323.9 86 140 120 √√√√83 A3-72 D323.9 84 140 120 √√√√84 A3-73 D323.9 81 140 120 √√√√85 A3-74 D323.9 86 140 120 √√√√86 A3-75 D323.9 83 140 120 √√√√87 A3-76 D323.9 80 140 120 √√√√88 A3-77 D323.9 83 140 120 √√√√89 A3-78 D323.9 86 140 120 √√√√防腐操作工:质检员:检查日期:2014 4 28补口防腐检查记录表序号焊口号防腐带型号除锈等级ST3.0防腐补口温度轴向搭接周向搭接外观检查无皱褶无烧焦碳化无开裂溢胶均匀90 A0-24 D457 89 140 120 √√√√91 A0-25 D457 85 140 120 √√√√92 A0-26 D457 83 140 120 √√√√93 A0-27 D457 85 140 120 √√√√94 A0-28 D457 87 140 120 √√√√95 A0-29 D457 84 140 120 √√√√96 A0-30 D457 88 140 120 √√√√97 A0-31 D457 84 140 120 √√√√98 A0-32 D457 83 140 120 √√√√99 A0-33 D457 85 140 120 √√√√100 A0-34 D457 86 140 120 √√√√101 A0-35 D457 82 140 120 √√√√102 A0-36 D457 85 140 120 √√√√防腐操作工:质检员:检查日期:2014 5 7补口防腐检查记录表序号焊口号防腐带型号除锈等级ST3.0防腐补口温度轴向搭接周向搭接外观检查无皱褶无烧焦碳化无开裂溢胶均匀103 A0-37 D457 83 140 120 √√√√防腐操作工:质检员:检查日期:2014 5 7。