新代系统Dos软体面板画面定义说明文件V1.3
- 格式:doc
- 大小:389.00 KB
- 文档页数:15
新代控制器联网指导整理:金科杰日期:2008/11/18版本:V01注意:1、本手册上涉及电脑上的名称使用“”(双引号)标注,涉及控制器上的名称使用(下划线)标注,以示区别。
2、所有文件名称必须是英文字符和数字,使用中文是不识别的,即为乱码。
3、如在联网过程中遇到困难,请咨询新代科技。
目录第一章新代控制器直接与电脑联网 (3)1.1制作网线 (3)1.2设定控制器的盘符 (4)1.3用网线连接控制器的网口和电脑的网口 (4)1.4进入控制器网络参数设置对话框 (5)1.4.1联网基本设置 (10)1.4.1.1控制器设定 (11)1.4.1.2连线PC设定 (11)1.4.2联网进阶设置 (15)1.5 PC(电脑)的IP地址设置 (16)1.6 开机网络自检 (23)第二章新代控制通过路由器(Router)与电脑(PC)连接 (25)2.1 网线的制作 (25)2.2设定控制器的盘符 (26)2.3用网线连接控制器的网口和路由器的接口 (26)2.4进入控制器网络参数设置对话框 (27)2.4.1联网基本设置 (27)2.4.1.1控制器设定 (27)2.4.1.2连线PC设定 (29)2.4.2联网进阶设置 (29)2.5 PC(电脑)的IP地址设置 (30)2.6 开机网络自检 (30)2.6.1 控制器名称设定为默认值CNC (30)2.6.1 控制器名称设定不是默认值CNC (31)第三章文件的传入和传出操作 (34)3.1 文件的输入操作 (36)3.2 文件的输出操作 (39)第一章新代控制器直接与电脑联网这种联网方式是一台控制器连接一台电脑,是一对一的文件输入输出网络。
具体的联网步骤如下1.1制作网线确定联网网线的长度,注意不要超过30M。
网线规格是RJ45八芯对等线。
对等线的制作图示:发送端接收端图1 对等线的制作一 图2 对等线的制作二 注意:对等线的规律是1--3线对调,2--6线对调,并根据上图注意线材的颜色! 1.2设定控制器的盘符控制器参数Pr3213 磁碟机代号(0:A 1:B 2:D 3:N )设为3,即网络盘盘符是N 盘。
新代说明书完整版新代说明书Document serial number【NL89WT-NY98YT-NC8CB-NNUUT-NUT108】鲁制02000015号使⽤产品前请阅读使⽤说明书崂应3012H型⾃动烟尘(⽓)测试仪使⽤说明书青岛崂⼭应⽤技术研究所⽬录安全警告警告本仪器使⽤交流220V 50Hz或直流24V电源⼯作,防⽌误接其他电源损伤仪器,甚⾄造成⼈⾝伤害!警告使⽤交流电源时,电源接地线应良好接地!仅适⽤于⾮防爆场合!警告遇突发事件,先断开电源!崂应3012H型⾃动烟尘(⽓)测试仪1 产品概述崂应3012H型⾃动烟尘(⽓)测试仪(新08代)(以下简称测试仪)是在崂应3012H⾃动烟尘(⽓)测试仪(08代)的基础上精⼼研制的新⼀代产品。
该测试仪技术性能指标符合国家环保局颁布的有关烟尘采样仪的规定,并顺利通过了国家环境监测仪器质量监督检验中⼼的检测。
研制过程中⼴泛征求专家及⼴⼤⽤户的意见,应⽤当前计算机、传感器及新材料等领域的⾼新技术,竭⼒为⽤户提供⼀台质量可靠、性能稳定、适合国情的⾼品质仪器。
产品型式批准证书号:(2000)鲁技计样字第106号。
产品制造计量器具许可证编号:CMC鲁制02000015号。
2 适⽤范围a) 各种锅炉、⼯业炉窑的烟尘排放浓度、折算浓度和排放总量的测定;b) 测试仪配上油烟取样器,可以进⾏油烟采样;c) 各类除尘设备效率的测定;d) 烟道排⽓参数(动压、静压、温度、流速、标⼲流量等)的测定;e) 烟⽓含氧量、空⽓过剩系数的测定;f) 烟⽓含湿量的测定;g) 烟⽓连续测量仪器准确度的评估和校准;h) 各种锅炉、⼯业炉窑的SO2、NO、NO2、CO、H2S、CO2等有害⽓体的排放浓度、折算浓度和排放总量的测定;i) 其它适⽤场合。
3 采⽤标准JJG 680-2007 《烟尘采样器》JJG 968-2002 《烟⽓分析仪》HJ/T 48-1999 《烟尘采样器技术条件》执⾏企业标准:3702QL/HBY 002-2010 《烟尘⽓监测仪器》4 主要特点a) 测试仪采⽤⼯业级嵌⼊式⼯控机设计,抗静电能⼒强。
I n d e x產品規格 (3)產品機構 (4)機構尺寸圖(E Z2S) (4)板金開孔圖(E Z2S) (4)產品外觀圖(E Z2S) (5)E Z2S C O N N E C T E R介紹 (6)E Z2S接線示意圖 (7)I N:X1接腳定義&電氣介面 (8)O U T:Y1接腳定義&電氣介面 (9)H K接腳定義&電氣介面 (10)P1~P2接腳定義&電氣介面 (11)M P G接腳定義&電氣介面-1 (12)M P G接腳定義&電氣介面-2 (13)主軸接腳定義&電氣介面-1 (14)主軸接腳定義&電氣介面-2 (15)新代E Z S E R I E S數控系統規格 (16)服務據點 (17)S Y N T E C C N CE Z2S e r i e s產品規格新代ES系列控制器為低價車床控制器解決方案,內含2軸伺服控制、主軸以及手輪接口,面板前置CF讀卡機,16點I以及16點O與新代所有TB家族端子板、RIO子模組2軸伺服定位控制接口1個主軸Encoder接口,內含5V輸出1個手輪專用接口,內含A+.A-.B+.B-與外掛式手輪DI點與5V輸出面板前置cf card讀卡機輸入點數:16點(牛角接頭)輸出點數:16點(牛角接頭)第二面板專用接口(牛角接頭)外型尺寸:400mmx280mm後半部重新設計產品機構機構尺寸圖(EZ2S)板金開孔圖(EZ2S)產品外觀圖:(EZ2S)Top view Bottom ViewE Z2S C o n n e c t e r介紹P1、P2:伺服定位控制接口(D型15P)Spindle ENC:主軸ENCODER接口(D型15P)Spindle Command:主軸命令接口(歐規端子)MPG:手輪Encoder接口(D型15P)X1:輸入接口(20P牛角接頭)Y1:輸入接口(20P牛角接頭)HK:面板輸出入接口(26P牛角接頭)A、B:CF卡插槽Ethernet:網路線插孔KEYBOARD:PS/2鍵盤接頭E Z 2S 接線示意圖I N:X1接腳定義&電氣介面外部輸入介面X1在EZ2S 控制器,有一組外部輸入接頭,可直接接至各種檢測感測器(如近接、微動開關等..)配合TB16IN使用,可簡化配線。
新代控制器用户手册第三部分新代控制器网络连接By:新代科技Date:06/03/2006Ver:网络设定1网络布线如果控制器与电脑相连是经过集线器或者交换机,那么网络线则选用两根直通线,一根线是电脑与集线器或者交换机相连,另外一根线是控制器中的主机板网卡与集线器或者交换机相连接如果控制器直接与电脑相连接,那么直接选用对等线相连接起来就可以了。
注:1. 固定网络线时切记勿压,钉子勿直接穿入网络线,这样会使网络有可能开成短路。
2.网络线尽量离开一些干扰性比较大的地方。
2控制器设置步骤首先在个人电脑上建立一个共享文件(请以字母或者数字命名)2.1进入控制器界面:2.2.进入参数设定画面(F6):2.3.按下一页键(键盘F10)进入此画面2.4.接F3进入此画面:控制器名称:用户自己给定,注意不可与网络上相连的其他电脑或控制器同名。
建议使用:administrator位址设定:根据个人电脑上的IP地址而设定,若个人电脑上IP地址为:192.168.0.10则控制器中位址可以设定为:192.168.0.15只要最后一位不同且范围在1~254之间即可。
子网络掩码:255.255.255.0 (IP地址设为192.168.0._或者210.20.98._)连线PC名称: 与控制器相连接的个人电脑的“完整计算机名”.连线目录名称:此名称为在与控制器相连接的电脑上创建的共享文件夹名称.设置工作组:按Page Down(按键上的下一页)打开此画面:工作组群:根据个人电脑的实际工作组设定连线使用者:电脑的用户名称连线密码:一般不要输入DHCP设定:A.控制器直接和个人电脑一对一连接时设定为“0”B.控制器直接和个人电脑间通过局域网(HUB)连接时设定为“1”3.网络疑难问题解决方法3.1开机过程中出现Error 53: The computer name specified in the network path cannot be located.上述问题为CPU网卡的网络驱动程序无法找到网络上所要连接的电脑,排除方法如下:(1). 确认所要连接的电脑是否已经开机;(2). 如果已开机,检查所要共享的目录是否已共享出來,至于所要连接的电脑及目录名称,请检查控制器中网络设定中的连线PC名称、连线目录名称是否与电脑上相符(3)在PC电脑“开始”—>“运行”,输入,例:“ping 210.20.98.21”(210.20.98.21为控制器中的IP地址),如果出现下述对话框,说明控制器中的IP地址与电脑上的IP地址不在同一个网段,IP地址需要重新验证一下是否两个IP地址的最后一位不同,例:电脑IP地址为:210.20.98.15 控制器IP地址为:210.20.98.21 。

新代系统DOS-FTP联网应用V1.02011-7-29 子翔目录1.FTP联网前准备 (3)1.新代系统与用户电脑连接-网线 (3)2.新代系统端-软体升级 (4)3.用户电脑端-软件安装 (4)2.FTP联网设定 (4)1.新代系统端 (4)2.用户电脑端 (5)3.FTP联网范例 (6)1. 如何实现一PC连接多台CNC控制器? (6)2.如何把设定好的连接IP数据等保存下来? . 93. 用户电脑重装系统后联网设置 (12)4.FTP联网注意事项 (12)1.FTP联网前准备1.新代系统与用户电脑连接-网线标准网线的制作过程我们常遇到的2例:PC-PC:反线和PC-HUB:正线正线:两端线序一样,线序是:白橙,橙,白绿,蓝,白蓝,绿,白棕,棕。
反线:一端为正线的线序,另一端为:白绿,绿,白橙,蓝,白蓝,橙,白棕,棕。
步骤 1:上:橙左:绿下:棕右:蓝步骤2:左一:橙左二:绿左三:蓝左四:棕步骤3:左起:白橙/橙/白绿/蓝/白蓝/绿/白棕/棕步骤4:将裸露出的双绞线用剪刀或斜口钳剪下只剩约 14mm的长度步骤5:插入压平网线异常可能出现的故障现象请大家按照标准的网线制作方法制作,否则可能会造成串扰,使传输效率降低。
这里有一个比较大的误区:认为正线和反线只有跳线和不跳线之分别,正线只要一一对应就可以,反线只要1、3和2、6分别对调就可以,至于颜色哪根接哪脚关系不大。
这个观点大错特错,颜色也很大关系,本人做过测试,不按照颜色来接,而是自己随意接的,但两端的线序是正确的,用测线器测量也是正常的,其实连接网络时,网卡的灯都不亮,所以请大家务必按照标准制作网线的流程去制作网线。
网线长度过长也会造成传输效率降低,导致无法联网。
网线长度建议不要超过30m,当然这个不是唯一标准,因为不同厂家购买的网线品质也有很大的区别,如果网线质量低劣的话,不到10m 也有能会出现无法连接,建议购买带屏蔽工业用网线。
以上故障造成会网络连接不上或者网络传输速度慢、传输不稳定等症状。

目录第一单元铣床控制器面板操作说明------------------------------------------------------ 2 1.1 WinCE铣床控制器功能树状图 (2)1.2 屏幕部分··············································································································3 1.3 主功能画面 (4)1.3.1 F1:机台设定画面 (5)1.3.1.1 F1:坐标切换 (6)1.3.1.2 F2:1/2坐标 (6)1.3.1.3 F3:清除坐标 (6)1.3.1.4 F4:相对坐标全部清除 (6)1.3.1.5 F5:设定工件坐标系统 (6)1.3.2 F2:程序编辑画面 (11)1.3.2.1 F1:插入循环 (11)1.3.2.2 F2:删除行 (12)1.3.2.3 F3:编辑循环 (12)1.3.2.4 F5:文件编辑子功能 (12)1.3.2.5 F6:教导功能 (15)1.3.2.6 F7:图形仿真 (16)1.3.2.7 F8:文件管理 (18)1.3.3 F3:图形对话输入(仅对940M) (20)1.3.4 F4:执行加工画面 (20)1.3.4.1 F1:选择加工文件 (20)1.3.4.2 F3:MDI输入 (21)1.3.4.3 F4:加工参数设定 (22)1.3.4.4 F5:刀具设定 (22)1.3.4.5 F6:图形调整 (23)1.3.4.6 F8:加工记录表单 (24)1.3.5 F5:警报显示画面 (25)1.3.5.1 F1:现存警报 (25)1.3.5.2 F2:历来警报 (25)1.3.5.3 F3:储存警报 (25)1.3.6 F6:参数设定 (27)1.3.6.1 F1:使用者参数 (27)1.3.6.2 F2:应用参数 (28)1.3.6.3 F3:机构参数 (28)1.3.6.4 F4:补正表 (29)1.3.6.5 F5:跳到参数号码 (29)1.3.6.6 F6:系统设定 (30)1.3.6.7 F1:电控参数 (31)1.3.6.8 F2:系统使用期限设定 (31)1.3.6.9 F3:网络设定 (32)1.3.6.10 F4:高速高精参数设定 (33)1.3.7 F7:诊断功能 (34)1.3.7.1 F1:PLC状态 (34)1.3.7.2 F2:系统资料 (37)1.3.7.3 F3:共享变量状态 (37)1.3.7.4 F4:程式变量状态 (38)1.3.7.5 F5:网络功能 (38)1.3.7.6 F8:系统管理 (38)1.3.8 F8:系统信息 (40)第二单元机械操作面板说明 (41)2.1 第二面板操作功能说明 (41)2.1.1 电源开 (41)2.1.2 电源关 (41)2.1.3 紧急停止 (41)2.1.4 原点模式寻原点功能 (41)2.1.5 手动连动模式 (41)2.1.6 手动寸动模式 (41)2.1.7 MPG寸动模式··················································································422.1.8 自动加工模式 (42)2.1.9 MDI加工模式 (42)2.1.10 MPG仿真功能 (42)2.1.11 程序空跑 (43)2.1.12 单节执行 (43)2.1.13 选择停止 (43)2.1.14 选择跳跃 (43)2.1.15 主轴控制 (44)2.1.16 工作灯 (44)2.1.17 加工液 (44)2.1.18 工作台升 (44)2.1.19 台面上升控制 (44)2.2 文字键说明 (45)第三单元使用新代铣床控制器900ME方法 (46)3.1 手动功能(JOG ,INC_JOG ,MPG) (47)3.2 原点复归 (47)3.3 开启档案(编辑/软盘机/RS232 ) (48)3.4 刀具设定(G40/G41/G42 ,G43/G44/G49) (49)3.5 刀具长度量测 (G43/G44/G49) (49)3.6 设定工作坐标 (G54...G59).. (50)3.7 手动资料输入 (MDI ) (50)3.8 指定一个执行NC程序(自动) (51)3.9 图形仿真 (53)3.10 在新代控制器下检查NC程序 (53)第一单元 WinCE 铣床控制器面板操作说明1.1 WinCE 铣床控制器功能树状图F1 PLC I Bit F2 PLC O Bit F3 PLC C Bit F4 PLC S Bit F5 PLC A Bit F6 PLC Register F7 PLC Timer F8 PLC Counter WinCE 系统F1 机台设定F2 程序编辑F4 执行加工F5 警报显示F6 参数设定F7 诊断功能F8 系统信息F3 图形对话F1 坐标切换F2 1/2坐标F3 清除相对坐标F4 清除全部相对坐标F5 设定工件坐标系统F1 插入循环F2 删除行F3 编辑循环F5 文件编辑子功能F6 教导功能F7 图形仿真F8 文件管理F1 开启新文件F2 拷贝文件F3 删除文件F4 文件输入F5 文件输出F1 选择加工文件F3 MDI 输入F4 加工参数设定F5 刀具设定F6 图形调整F8 加工记录表单F1 现在警报F2 历史警报F3 储存警报F1 使用者参数F2 应用参数F3 机构参数F4 补正表F5 跳到参数号码F6 系统设定F1 电控参数F2 系统使用期限设定F3 网络设定F4 高速高精参数设定Next F2 系统资料F3 共享变量状态F4 程式变量状态F5 网络功能F8 系统管理F1 软体安装F2 系统备份F1 PLC 梯形图Next F1 PLC 状态1.2 屏幕部分如下所示:本画面说明:(1)工件坐标系统G54/G55/G56…显示(2)程序名及当前行号显示(3)界面名称(4)系统日期(5)系统时间(6)输入列(7)状态列(8)系统状态显示(9)当前模式显示(10)系统警报提示(11)功能键1.3 主功能画面下图一为WinCE铣床控制器的主功能画面。
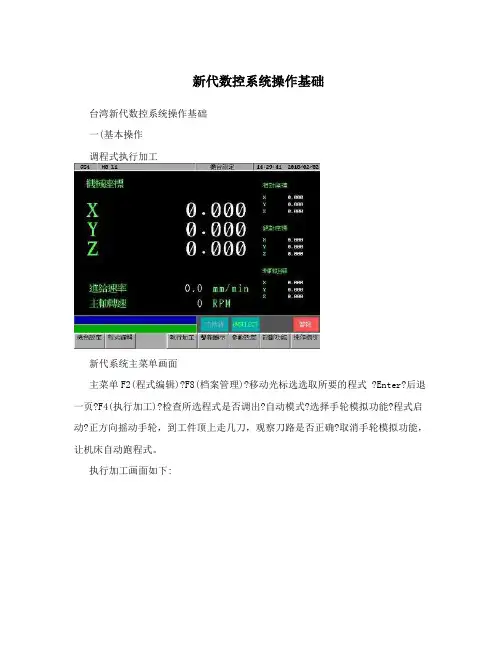
新代数控系统操作基础台湾新代数控系统操作基础一(基本操作调程式执行加工新代系统主菜单画面主菜单F2(程式编辑)?F8(档案管理)?移动光标选选取所要的程式 ?Enter?后退一页?F4(执行加工)?检查所选程式是否调出?自动模式?选择手轮模拟功能?程式启动?正方向摇动手轮,到工件顶上走几刀,观察刀路是否正确?取消手轮模拟功能,让机床自动跑程式。
执行加工画面如下:程式当前所当前使用的程式名使用的坐标系统从网络调程式主菜单F2(程式编辑)?F8(档案管理)?F8(网络档案输入)?移动光标选程式?确定?确定.加工中修改主轴转速主菜单?F4(执行加工)?F4(加工参数设定)?移动光标到主轴转速栏?输入所需的主轴转数?按Enter确认。
所出现的对话框如下图:在此输入所需的主轴转数分中功能主菜单F1(机台设定)?F5(设定工件坐标系统)?F5(分中功能)?在工件左侧铣一刀或碰一下?按PX1?在工件右侧铣一刀或碰一下按PX2.在工件前侧铣一刀或碰一下PY1按一下?后侧铣或碰按PY2?退页?G54(或G55,56……) ?F3(辅助坐标设定)自动对刀主菜单F1(机台设定)?F5设定工件座标系统)?F6(自动对刀)?自动模式?进给倍率打到100%—?F1(自动对刀起动)?待停止后?检查“数”是否抓到.备注说明:当测量模式选 1,单刀单工件:指无刀库,主轴上只能用一把刀,工作台上多数情况下只有一个待加工工件,使用一个工件坐标(如:G55)。
此时的落差(对刀仪与待加工工件表面的高度差),放在外部偏移Z轴坐标中。
当工件坐标号码设“0”时,对刀完成后,当前的刀长会记录在辅助点坐标Z轴中,此时还要退回到机台设定画面中,找到相应的工件坐标,按F3,Z轴做辅助点自动设定。
当工件坐标号码设“1”时,对刀完成后,当前的刀长会自动记录到工件坐标G54的Z轴中,无需再做辅助点坐标设定。
如此依次类推,设“2”对应到G55,设“3”对应到G56…。
SMD-30/30-XS硬体操作说明书匯出日期:2023-05-10修改日期:2021-04-192023/05/10, 21:101 序言感谢您长期对本公司产品的使用与支持。
本公司伺服团队不断致力於各项产品的研发,期许本公司产品与服务能给使用者带来最大的效益。
新代高性能驱动器系列产品为本公司最新推出之伺服驱动器,本产品使用高品质之元件与材料,并经过严格测试,采用精密向量控制,具有高精确度、高稳定性、高效率之特性。
本使用说明内容包括驱动器的硬体规格、安装、配线与讯号,能提供给使用者最正确的指引与操作,为充分发挥产品应有的优异性能与维护人员及设备的安全,在使用前请详细阅读本使用手册,并且妥善保存,以备日後调校与保养时使用,若有任何疑虑,请与本公司联络,本公司专业人员将竭诚为您服务。
2 适用机型本单轴操作手册适用於新代SMD-30/30-XS 驱动器。
3 硬体规格3.1 说明每部驱动器在出厂前均经过详细品管检查与防撞包装处理,请使用者收到产品後应先检查外观有无撞击损伤,并将外盒与产品上之序号做比对是否一致,若有不符,请第一时间与本公司联络。
型号说明3.2 外观介绍SMD-30/30-XS驱动器功能模塊說明A M3串行通讯端口连接上位控制器与下一站驱动器,串行通讯100MbpsB Mini USB端口连接个人计算机C I/O讯号端口外接电池端口连接I/O设备(急停、警示灯…等)连接绝对型编码器供电用电池D STO讯号端口STO接口,2组安全输入,1组安全功能回授E编码器回授由上至下分别为第一与第二埠。
第一端口与第二端口为连接马达编码器。
F外供电源连接三相交流电200V~230V(RST)G控制电源若有安规需求,可将控制电源自L1,L2独立供电,连接单相交流电200~230V,输入电压规格需与RST相同。
H回生电阻两种接法,择一使用即可:1. 外部回生电阻连结至P、B22. 内建煞车为将B1、B2短路I电机电源供给连接马达侧提供马达电源(UVW)J记忆用电池提供绝对式编码器记忆功能所需之电源3.3 外形尺寸3.4 驱动器规格新代驱动器SMD-30/30-XS电源额定电源电压三相200~230V 50/60Hz电源电压容许-15 ~ +10%范围电源频率变动±5%范围输出额定输出电流7.6A x 2过电流能力150% 60s、200% 1s控制方式三相全波整流,SVPWM-VVVF控制回生电阻内建、可外接外接,请参考回生电阻选用章节回授编码器支援串列介面:Tamagawa、SYNNET、NIKON、FeeDAT选配扩充编码器模组:支援Tamagawa、SYNNET、NIKON、ABZ、串列、SSI、BiSS (不支援UVW省配线型编码器)(若要使用扩充编码器模组,请参考伺服10PX1/10PX3扩充模组操作文件) PC通讯介面MINI-USB控制器串列通Mechatrolink III讯介面输出入信号数位输入4点,可规划数位输出2点,可规划STO双通道安全扭矩停止开关(2I 1O)冷却方式风扇冷却环境温度0℃ ~ 55℃(若环境温度超过45℃以上时,请强制周边空气循环)、储存:-20~65℃ (非冻结)湿度最大90% RH (非结露)、储存:90%RH以下 (非结露)安装地点室内(避免阳光直射);无腐蚀性气体、易燃性气体、油雾或尘埃海拔1000公尺以下至海平面振动最大 5.9 m/s2重量 3.9 kg•••••••••••••••••••••4 搬运与安装4.1 搬运搬运时必须拿取驱动器的机身,不能只拿取上盖或其中部分,否则可能造成掉落的危险。
新代控制器警报说明文件版本:V2.2作者:黄炯尧修订日期:2006/05/17版本更新记录项次更改内容纪录更改日期撰写者更改后版本1 MOT –020 2005/04/01 黄炯尧V2.02 MOT-001 OP COR 2006/05/16 黄炯尧V2.13 增加部份COR说明2006/05/17 赖春亿V2.2OP –001 【轴板设定错误,I/O功能无法正常启动】说明:当控制器未侦测到硬件中断讯号时会发出此警报(旧轴卡:一个补间时间送一次讯号,新轴卡:0.5ms送一次讯号)可能原因:1.控制器参数设定错误。
1号参数:轴卡地址;一体机Æ512 槽式机Æ8002.CPU BIOS设定错误。
3.轴卡故障或指拨开关设定错误。
4.轴卡与ISA SLOT接触不良或轴卡压迫到ISA SLOT。
排除方法:1.检查控制器参数No.12.检查BIOS的IRQ11设定3.检查轴卡指拨开关4.更换轴卡5.避免轴卡金手指与ISA插槽因异物或油垢而接触不良。
OP –002【系统参数文件存取失败,系统无法运作】说明:正常使用之系统参数文件名称为PARAM.DAT,储存在第一片CF卡的C:\CNC\APP目录下,备份之系统参数文件名称为PARAM.LKN,储存在第一片CF卡的C:\CNC\LKN目录下,当正常使用与备份之系统参数档案都毁损无法存取时,会发出此警报可能原因:1.参数档案PARAM.DAT及备分档案PARAM.LKN同时毁损2.第一片CF卡故障排除方法:1.将备份参数重新拷贝至控制器的C:\CNC\APP目录内。
(备份参数文件名称为PARAM.DAT)2.将控制器的第一片CF卡拔下来,插入CF卡读卡器并连接到个人计算机,在个人计算机上对CF卡执行磁盘修复。
3.更换第一片CF卡。
(请留意第一片CF卡需安装有DOS开机系统与CNC核心软件)OP –003【加工数据文件存取失败,系统无法运作】说明:正常使用之加工数据文件名称为REGISTRY.DAT,存在C:\CNC\USER目录下第一份备份之加工数据文件名称为REGISTRY.LKN,存在C:\CNC\LKN目录下第二份备份之加工数据文件名称为REGISTRY.MIR,存在C:\CNC\MIR目录下当正常使用与所有备份之加工数据文件都毁损无法存取时,会发出此警报可能原因:1.加工数据文件毁损2.第一片CF卡故障排除方法:1.在备份文件中重新把REGISTRY.DAT文件安装在系统中。
Dos系统软件面板画面定义说明文件版本:V1.3作者:杨文宏修订日期:95/03/20版本更新记录目录一、功能說明........................................................................................ 错误!未定义书签。
二、畫面架構說明............................................................................ 错误!未定义书签。
三、畫面定義方式說明................................................................ 错误!未定义书签。
(一)、使用檔案路徑...................................................................... 错误!未定义书签。
(二)、增加畫面 ................................................................................ 错误!未定义书签。
(1).新增畫面 (4)(2).定義畫面內容 (5)(三) 、定義畫面使用子功能鍵.............................................. 错误!未定义书签。
(四) 、Sample.................................................................................... 错误!未定义书签。
附註:.......................................................................................................... 错误!未定义书签。
SYNTEC CNC 應用手冊SYNTEC CNC應用手冊by : 新代科技date : 03/19/2011Ver : 10.0目錄1. 系統架構圖 (5)1.1SYNTEC CNC系統架構說明: (6)系統架構一 (7)系統架構二 (8)系統架構三 (9)1.2I/O卡使用說明: (10)PIO3搭配使用R ELAY2及第二操作面板使用說明: (10)PIO4搭配使用TB16IN及TB16OUT(C URRNT S INK規格)使用說明: (11)PIO5搭配使用TB16IN、TB16OUT(C URRENT S OURCE規格)及第二面板使用說明: (12)1.3端子台模組使用說明: (14)RELAY2使用說明: (14)RELAY1使用說明: (15)TB16IN/TN16OUT使用說明: (16)1.4螢幕面板按鍵I/O定義: (17)車銑床I/O定義 (17)第二操作面板I/O定義 (17)9吋940I I/O定義 (18)10.4吋940I I/O定義 (18)1.5軸卡規格說明: (19)軸卡選用與參數設定說明: (19)SERVO4軸卡使用說明: (20)SERVO4軸卡接頭PIN D EFINE: (21)PMC4軸卡使用說明: (22)PMC4軸卡接頭PIN D EFINE: (23)1.6I/O板組態設定說明(系統參數5) (24)2.參數說明: (25)DDER 介面C,S,R : (67)3.1C B IT(PLC=>CNC)介面說明 (67)系統介面說明 (67)3.2S B IT(CNC=>PLC)介面說明 (81)系統介面說明 (81)3.3S/C B IT相對於標準PC鍵盤掃描碼對照表 (87)3.4MLC R EGISTER D EFINITION (88)資源分配表 (88)3.5系統ALARM編碼 (101)程式執行錯誤檢查,COR (101)軸向警報,MOT (103)主軸警報,SPD (103)語法檢查警報,COM (104)機械邏輯控制警報,MLC (105)ALARM訊息(MESSAGE)與輔助說明(HELP)製作方法: (106)3.6如何撰寫M,S,T CODE LADDER (107)名詞解釋: (107)M.S.T. CODE撰寫邏輯: (108)4. 整機整合測試步驟: (109)4.1控制器診斷畫面系統資料說明: (110)4.2位置驅動器調機步驟(三菱J2 SUPER) (120)三菱手動伺服參數設定(J2,J2 SUPER): (121)伺服解析度設定(J2 SUPER): (122)伺服系統配機可能出現問題: (123)光學尺應用注意事項: (124)4.3類比伺服系統配機試機步驟: (126)4.4追隨誤差(F ERR)參數意義: (127)柵格量設定 (128)4.5主軸調機步驟: (129)主軸配機問題對答: (130)主軸高低檔相關設定: (131)主軸定位問題對答: (131)4.6剛性攻牙調機程序 (133)配線檢查 (133)調機程序 (133)程式範例 (133)4.7尋原點相關步驟: (135)三菱A500定位卡主軸定位: (136)4.8精度補償: (137)背隙補償: (138)節距補償: (139)5. SYNTEC CNC 系統診斷 (140)5.1CNC硬體診斷: (140)5.2伺服系統問題診斷: (141)EMP2卡診斷方法: (143)三菱伺服驅動器常見故障診斷方法: (144)6.類比伺服系統接線說明: (145)PMP2卡配線: (145)IRT伺服驅動器配線: (145)6.1四軸卡配線說明(SERVO4-A/B): (146)6.2四軸卡配線說明(SERVO4-C/D/E): (147)6.3五軸卡配線說明: (148)6.4機械檢查表: (150)6.5三菱伺服驅動器配線說明: (151)6.6PANA伺服驅動器配線說明: (153)6.7電控檢查表: (154)附錄 (156)RS232C設定與使用方法 (156)SYNTEC CNC如何與E ASY V IEW 相連接 (161)開機畫面製作步驟 (162)對話式圖形畫面圖檔製作步驟 (163)轉檔程式安裝與使用方法: (163)自訂軟體安裝步驟 (164)畫面顏色調整 (165)顏色定義格式 (165)色碼代號 (165)顏色關鍵字列表 (166)如何使用外掛編輯器 (168)壓縮程序 (169)載入程序 (169)系統組態設定說明(系統參數3219) (170)系統共用資料存放位置 (170)不同系統配備下使用者資料存放的位置 (170)1. 系統架構圖1.1SYNTEC CNC系統架構說明:SYNTEC CNC系統架構,如(圖一)~ (圖四)所示,共可分為如下部份:一、螢幕/面板模組:依各型控制器而有不同面板模組組合*900T , 900M:螢幕模組(9”單色CRT、 8.4”或10.4”TFT) + 第二操作面板*940I :螢幕模組內含操控按鍵(9”單色CRT、 8.4”或10.4”TFT)二、控制器本體:有兩種不同構裝*Super4控制器:1/2卡尺寸,搭配四軸控制卡,4個ISA插槽*Super8控制器:1/2卡尺寸,搭配四軸控制卡,8個ISA插槽三、I/O卡:*PIO3:具有CN1(D型25PIN母)+CN2(D型25PIN公)兩個接頭。
Dos系统软件面板画面定义说明文件版本:V1.3作者:杨文宏修订日期:95/03/20版本更新记录目录一、功能說明........................................................................................ 错误!未定义书签。
二、畫面架構說明............................................................................ 错误!未定义书签。
三、畫面定義方式說明................................................................ 错误!未定义书签。
(一)、使用檔案路徑...................................................................... 错误!未定义书签。
(二)、增加畫面 ................................................................................ 错误!未定义书签。
(1).新增畫面 (4)(2).定義畫面內容 (5)(三) 、定義畫面使用子功能鍵.............................................. 错误!未定义书签。
(四) 、Sample.................................................................................... 错误!未定义书签。
附註:.......................................................................................................... 错误!未定义书签。
1.色碼代號 (11)cState Table, 即DV的設定值中的K選項 (11)3.Registry Table, , 即DV的設定值中的L選項 (14)一、功能说明软件面板功能提供使用者可以依不同的机台需求来自订一些简单的操作画面, 提供的功能有下列几项, 使用者可依需求自行定义画面1. 静态文字的显示2. 动态文字的显示, 包含PLC状态, 系统状态, 系统参数等的数据3. 数据的输入, 如R值, 参数值, @值的填入4. 图片的显示5. 进入画面的密码保护6. 提供功能键去做机械坐标教导, 相对坐标清除功能7. 提供功能键去执行指定G码的能力8. 提供功能键去执行改变R值的能力在系统的规划上, 将原本F8”操作指引”功能改为F8”软件键盘”,当系统发现有使用者安装的定义数据时, 会用这来取代原”操作指引”功能键二、画面架构说明“软件键盘”提供最多到8个画面, 每个软件键盘功能分为画面与对应的子功能键两个部份, 画面及对应的子功能键连结架构如下图所示三、画面定义方式说明(一)、使用档案路径增加software panel的画面是采用字符串文件定义的方式来扩充, 使用到的档案有下列中文字符串文件:UserChi.str, 位于\Cnc\Data (10.49请用UserEng.str, 10.50才修正)英文字符串文件:UserEng.str, 位于\Cnc\DataSoftware Panel首页显示图文件:PanelFun.pcx, 位于\Cnc\Data(二)、增加画面(1).新增画面UserChi.str从50000编号开始, 先定义有几个画面, 接下来一个字符串代表一个切换画面的功能键, 字符串编辑方式如下1.以记事本开启UserChi.str2. 修改字符串地址50000号, 将GNUM的值加1, 如下所示:// UserChi.str50000 = "GNUM=1;"附注:缩写代码说明GNUM => 设定software panel有几个操作画面3.增加此画面对应的功能键文字, 是否需要密码保护, 定义此画面字符串的起始位置, 定义此画面子功能键的字符串起始位置, 定义的字符串代码由50001开始, 一个画面一个号码, 依序累加, 如下所示:50001 = "GN=刀具干涉保护;PASS=520;FENU=50100;PTR=51000;"附注:缩写代码说明GN => 设定该操作画面对应的功能键上显示的文字PASS => 进入该子画面所需要输入的密码, 如范例即需输入520FENU => 指到子功能键的定义字符串地址数字, 定义方式见后面说明PTR => 指到画面Layout的定义字符串地址数字(2).定义画面内容增加完画面进入的点后接下来就要定义这个画面的内容及子功能键的定义, 画面定义编辑步骤如下:定义画面整体数据1. 增加此画面的起始位置, 号码为PTR指定的号码, 如下:51000= "CN=刀具保护;"附注:缩写代码说明CN =>表示此画面的功能, 为一批注, 无实际作用2. 指定画面组件开始定义的字符串号码, 这个画面有几个组件组成, 画面的Help定义在那51001= "PGA=51002;PAN=4;CH=WORK1;"附注:缩写代码说明PGA =>表示此画面的组件由这个字符串位置开始定义, 一个号码一个组件, 依序累加PAN =>表示此画面的有几个组件由组成CH =>表示此画面按下Help键后会显示出来的Help内容, 此字段也可不定义,Help 内容定义在\Cnc\Data\HelpChi.txt文件内, 由CH指定的字符串开始, 如上例则为[WORK1]定义画面组成组件及位置:在增加画面组成组件时必须先知道有那些数据可以使用, 可使用的系统状态如下:⏹可读取数据包含I, O, C, S, A, D, K, L, P, #, R, @⏹可写入资料包含L, P, #, R, @附注:缩写代码说明, 下列较特别的定义, 其余的见PLC或应用手册P =>系统参数数据, 字段说明见参数应用手册D =>系统诊断数据, 字段说明见Help说明文件K =>NcStateTable, 一些系统常用的数据, 如坐标, 刀号, 进给速率等, 见附注L =>Registry数据, 具有永久记忆特性的数据都在这, 字段说明见附注数据3. 增加一个Label组件定义:Label主要用来显示文字, 字符串号码为51002,这是由PGA指定范例说明:在画面上X=0, Y=10处显示”机械速率F”51002 = "PL=机械速率F;PX=0;PY=10;WI=100;HE=30;FC=15;BC=0"附注:缩写代码说明PL =>表示此组件为Label组件, 后面跟的字符串为显示在画面上的文字PX:该组件在画面上X坐标的位置(左右方向), 以Pixel为单位PY:该组件在画面上Y坐标的位置(上下方向), 以Pixel为单位WI:该组件在画面的宽度, 以Pixel为单位HE:该组件在画面的高度, 以Pixel为单位FC:该组件在画面的前景(文字)颜色, 值为0 ~ 15, 定义见附注BC:该组件在画面的背景颜色, 值为0 ~ 15, 定义见附注4. 增加一个Display组件定义:主要用来显示要一直更新的数据, 字符串号码为51003,这是由51002加1而来范例说明:在画面上X=100, Y=10处显示R121的值, 定义如下51003 = "PX=100;PY=10; DV=R121;DT=UL;"附注:缩写代码说明DV:Device, 表示该组件要写入或显示的数据位置, ex. DV=R121代表R121I => I bit, 只能显示, 不能输入O => O bit, 只能显示, 不能输入C => C bit, 只能显示, 不能输入S => S bit, 只能显示, 不能输入A => A bit, 只能显示, 不能输入D => Debug Data, 系统诊断数据, 只能显示, 不能输入K => NcStateTable, 系统常用数据表格, 只能显示, 不能输入L => Registry Data, 系统登录文件数据, 能显示, 能输入P => Parameter Data, 系统参数数据, 能显示, 能输入R => Register Data, 系统R值数据, 能显示, 输入看系统定义# => System Data, 系统程序变量数据, 能显示, 输入看系统定义@ => Global Data, 系统程序变量数据, 能显示, 输入看系统定义DT:Display Type, 表示该组件显示的型态, 分两个字符来表示第一个字符:S, LS => Selectable, 表示有光标可输入U => Unselectable, 表示没有光标不可输入, 为纯显示的Display组件第二个字符:B, L, D, T, PB => Boolean, 画面会显示on/off , 对应值为非0/0L => Long, 表示长整数D => Double, 表示4.3位数显示的浮点数T => Time, 表示时间格式P => Percent, 长整数最后再加个%C => Coordinate, 表示坐标型态S => String, 表示字符串型态5. 增加一个Input组件定义:主要用来接受使用者输入的数据, 字符串号码为51004,这是由51003加1而来范例说明:在画面上X=100, Y=30处增加一个可以输入到R122的值, 定义如下51004 = "PX=100;PY=30;RA=100~100000 (F);DV=R122;DT=SL;PH=加工速度=机械速度*运转速率;"附注:缩写代码说明RA:当该组件是可输入时, 输入的范围限制PH:当该光标移进这个输入字段时, 在提示栏显示的提示6.增加一个Picture组件定义:主要用来显示图片, 字符串号码为51005,这是由51004加1而来范例说明:在画面上X=200, Y=50处增加张叫Machine.pcx的图片, 定义如下51005 = "PG=Machine.pcx;PX=200;PY=50;"附注:缩写代码说明PG:要显示的图片文件名(三) 、定义画面使用子功能键画面使用的子功能键由FENU指定的字符串来定义, 为有定义就会出现, 没定义的话默认值为F1”离开”, 因此每个画面可自行从有提供的功能来定义所需的功能, 定义及说明如下:1. 子功能键字符串地址指定:⏹子功能键定义的第一个字符串地址定义GNUM=, 表示此画面有几个子功能键⏹第二个地址开始依序定义每个子功能键的名称及动作范例说明:50100 = "GNUM=1;"50101 = "GN=机械坐标教导;ACTION=TeachMachCoord"附注:缩写代码说明GN => 设定该操作画面对应的功能键上显示的文字ACTION => 功能键被按下要触发的动作, 定义如下子画面功能键可选项定义1. TeachMachCoord => 机械坐标教导, 使用者于InputLine输入要教导机械坐标的轴向名称, 再按机械坐标教导功能键即将该轴机械坐标教入光标所在字段, ex: 在输入栏输入X, 再按此功能键, 则X轴机械坐标会被填入现在光标所在字段2. ClearRelCoord => 相对坐标清除, 使用者于InputLine输入要清除相对坐标的轴向名称,再按相对坐标清除功能键即清除该轴相对坐标3. ClearAllRelCoord => 相对坐标全部清除4. ExecuteBlock::Block command => 画面定义者定义一要执行的单节指令, ex: “ExecuteBlock::G71;”5. 填R值, DeviceValue::R130=10, On R130.1, Off R130.1, Inv R130.1(四) 、Sample系统要产生如下图所示的一个操作画面, 使用者在字符串文件的定义值如后所列内容字符串文件定义内容// userchi.str50000 = "GNUM=1;"50001 = "GN=刀具保护;PASS=520;FENU=50100;PTR=51000;"// 刀具干涉保护50100 = "GNUM=2;"50101 = "GN=公制切换;ACTION=ExecuteBlock::G71;"50102 = "GN=英制切换;ACTION=ExecuteBlock::G70;"// 画面定义51000= "CN=刀具保护;"51001= "PGA=51002;PAN=23;CH=WORK1;"51002= "PL=机械速率F;PX=0;PY=10;"51003= "PX=100;PY=10;RA=100~100000 (F);DV=R121;DT=SL;PH=加工速度=机械速度*运转速率;"51004= "PL=需求产量;PX=0;PY=45;"51005= "PX=100;PY=45;RA=0~99999999 (条) ;DV=R103;DT=SL;PH=需求产量=目前产量时,停止加工;"51006= "PL=生产良率%;PX=0;PY=80;FC=15;BC=7;"51007= "PX=100;PY=80;RA=0~99999999 (条) ;DV=R1105;DT=UL; "51008= "PL=Y轴双回授;PX=0;PY=115;FC=1;BC=14;"51009= "PX=100;PY=115;RA=0~1 , 0 =关闭, 1 =开启;DV=R2300;DT=SB;PH= Y 轴双回授。