壳牌气化炉用煤分析
- 格式:docx
- 大小:305.46 KB
- 文档页数:8
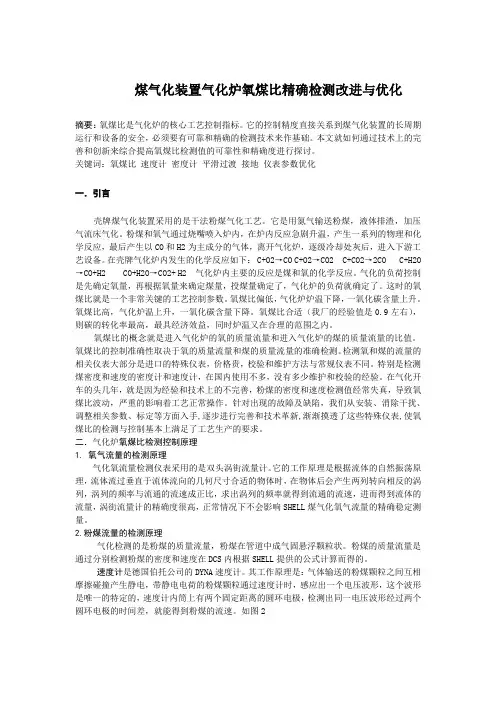
壳牌煤气化工艺生产中安全分析壳牌煤气匕工艺生产中安全分析于英慧(河南中原大化集团有限责任公司河南濮阳457000)肖传豪(濮阳职业技术学院石油化工与环境工程系河南濮阳457000)摘要:壳牌(shel1)煤气化工艺是2l世纪煤炭高效洁净利用的主要发展途径之一.自2001年以来国内企业先后引进了23台壳牌(shel1)煤气化装置.在这些装置的施工,试车过程中出现了一些严重的安全事故.为了以后我国壳牌煤气化工艺能够安全生产,参照壳牌工艺,结合中原大化集团有限公司实际,就壳牌工艺中的安全问题进行讨论,以求共同进步.关键词:壳牌;壳牌(shel1)煤气化工艺;安全;异常情况;工段;安全讨论我国煤炭资源丰富,在世界已探明的储量当中,我国的煤炭储量占到大约15%,是世界上最大的煤炭生产国和消费国,也是世界上少数几个以煤为主要一次性能源的国家之一.煤炭在我国能源消费总量中占到70%,并且这一状况在未来的3O~5O年内不会有大的改变.然而我国煤炭利用技术普遍落后,导致环境污染严重.因此,如何提高煤炭的洁净高效利用是关系到我国国民经济和社会发展的重要问题,采用先进成熟的煤炭气化技术是解决这一问题的关键.1壳牌煤气化概况壳牌(Shel1)煤气化工艺简称SCGP,是由荷兰壳牌(Shel1)国际石油公司开发的新一代加压气流床粉煤气化技术,是21世纪煤炭高效洁净利用的主要发展途径之一.壳牌煤气化工艺具有显着的优点:碳转化率高达99%,耗氧低,产品甲烷含量极低,不含重烃,单台生产能力大,煤种适应性广,控制系统安全可靠.SCGP对于国内化工企业,特别是化肥,甲醇企业优化原料路线,实现制合成气原料的多元化, 降低生产成本,提高原料利用率,建设资源节约型和环境友好型企业,提供了一种先进适用的现代洁净煤气化技术.近年来壳牌极力开拓中国市场,自2001年以来国内企业先后S1进23台壳牌(shel1)煤气化装置.在这些装置的施工,试车过程中出现了一些严重的安全事故.为了以后我国壳牌煤气化工艺能够安全生产,参照壳牌工艺,结合我厂实际,下面就壳牌工艺中的安全问题加以讨论,以求共同进步. 2壳牌煤气化工艺流程简介煤及其助溶剂进入磨煤及干燥系统,来自磨煤及干燥系统的干煤粉进入煤进料单元,经N,加压将煤粉送入到气化炉底部相对布置的气化烧嘴.气化需要的氧气,蒸汽也送入烧嘴.通过控制加煤量,调节氧气量和蒸汽量,使气化炉在1400~C~1700~范围内运行,气化炉操作压力为2~4MPa.在气化炉内煤中的灰分以炉渣形式排出.出气化炉的粗煤气在气化炉上部被循环激冷气激冷,使熔渣固化从煤气中脱除.出气化炉的高温粗煤气经过废热锅炉可用来产生中压饱和过热蒸汽.粗煤气经除干固体,湿洗,净化,最后得到合格的合成气.I图1壳牌煤气化工艺流程湿诜3壳牌煤气化工艺安全问题讨论3.1壳牌煤气化工艺生产过程中常见的安全异常情况3.1.1管线和设备的过压防止超压的第一原则是合理的设计,防止超压的第二原则是安装压力报警装置和压力停车开关,防止超压的最后一条原则是安装机械减压系统.太高的温度操作和设备的局部腐蚀也会造成超压,可以通过温度报警装置和最终的停车开关来防止操作温度过高;操作期间或维修期间,周期性地对设备进行检查分析和寿命预计,以便获得因局部腐蚀而造成的设备损坏的最小的变化,进而防止超压.3.1.2粉尘爆炸可能发生粉尘爆炸的地方是煤和飞灰的储存地.除了合理的设计如减压设施安装在贮存仓等,还应采取以下措施:在氮气环境下处理焦油粉和高于60~C的飞灰;分散那些不在筒仓的煤和飞灰以避免形成灰尘;严格管理焦煤和飞灰处理的所在地,推荐安装中央真空清洁系统和合适的接地保护. 3.1.3火灾在系统中唯一能造成明火的因素是在气化炉开车时使用的汽油.其他可燃烧或支持燃烧的因素有:合成气,燃料气,氢气,煤和氧气.汽油:主要的汽油储罐应在厂界区以外;在工艺设备区小的汽油储罐可以安装,如开车烧嘴的燃料油,这种储罐的设计应符合本地和国际标准,且在它的敏感部位应进行防火一CHEMICALSAFETY&ENVlRONMEN一?5?体一运煤堋丁障一千或保护.汽油可以通过管线或槽车输送到小储罐.合成气,燃料气,氢气:合成气,燃料气和氢气不是通过扑灭的方式而是通过放掉气源的方式进行灭火.否则将造成高浓度可燃性气体的聚积,并且气体有毒,会造成更大的危险.煤:煤的着火可能发生在厂界区以外的无筒仓储存的煤储存区.它可以通过监测煤的温度并及时地分散和重新堆积来防止.一旦着火,可按照规定的先进灭火技术灭火.闷烧着的煤不允许运送到磨煤和干燥单元中的煤储仓.氧气:如果设计不合理或不清洁或系统的机械故障,氧气可以造成起火,在所在的管线或设备甚至在液态的氧"容器"中发生爆炸,更甚的是它支持任何的燃烧,应采取正确的维修程序确保防止这种情况的发生.由氧气造成的起火将会在数秒内发生闪燃,并很快对周围造成损坏,应设"防火墙"进行保护.3.1.4有毒气体的释放防止有毒气体释放的主要手段是合理的泄漏测试,这些方法应制定出相关的维修和试车指南.不管怎样,泄漏都不可能完全避免.为得到早期的气体泄漏报警,在整个有毒气体有可能泄漏的区域应装有气体监测系统,在建筑内部应设有空气通风进口作为"安全区".检测对象常常是:CO:范围0~250ppmv,报警值是25ppmv;H2S:范围0~50ppmv,报警值是10ppmv;02:范围14%~25%V,报警值19%~23%V.监测器的目的只是为了报警,它们将激活中央控制室的报警器和现场报警监测器.只要控制室的新鲜空气入口或别的建筑物中被气体监测器监测到有任何的CO或H,s,进口应马上关掉,并且空气从内部循环,以保护人身安全,并对整个装置安全停车.个人在有可能发生有毒气体泄漏的地方进行工作和参观,应配备个人的气体检测器和气体防护面具,以便能够安全逃离到安全区域.最坏的情况是容器的损坏,这种结果会造成整个地点和周围的影响,这种情况在设计之前要进行估计并采取相应措施.3.1.5不确定气团的爆炸不确定气团的爆炸会造成很大冲击,强烈推荐安装CO和H,s监测器.安装这些装置时应遵循以下几条总的原则: (1)靠近"放空",在内部有高温高压气体设备的大法兰处:(2)靠近那些在异常时比其他设备更具有泄漏危险的设备;(3)在较大的空气压缩机进口,建筑通风和空调处;(4)能够覆盖大面积的地方.根据以上原则,以下地点建议安装:(1)靠近每个气化炉的烧嘴;(2)靠近激冷器压缩机;(3)靠近高温高压过滤器;(4)靠近渣或灰浆脱水槽和澄清器;(5)靠近气化炉或合成气冷却器的大法兰;(6)在分析室内;(7)靠近低压冷却水池的放空处;(8)在空分空气进口;(9)控制室,各种办公室,如空调系统的进口.3.2壳牌煤气化工艺不同工段的安全措施讨论3.2.1磨煤和干燥在惰性条件下进行磨煤和干燥,氧气的浓度应连续监控,如果超过允许最大值就会自动执行停车和惰性系统的程序. 应该安装减压阀以防止超压.在停车期间,除非系统已冷却到60~C以下,系统应保持在惰性状态;为监控闷烧,CO要进行监测,在检修期间应采取措施以防止粉尘的吸人.3.2.2煤的加压和进料煤的加压和进料是在完全的惰性条件下进行的.低压部分的保护是通过安装机械的减压系统,高压部分的保护是通过最高氮气给料压力设计解决的.在维修期间应当保证系统冷却在60~C以下,并尽可能防止灰尘的吸入.煤的溢出应当迅速地通过"真空清洁"法进行清除.3.2.3气化和合成气的冷却为了保证合成气冷却器堵塞或干灰对飞灰过滤器堵塞的情况下气化炉能自动停车,合成气系统的压力设定应根据供氧管线上的安全阀压力设定.为防止停车时吹扫氮气造成超过反应器设计压力的情况,应安装减压阀和超压停车系统.所有气化炉进料系统应装有逆流保护,以防止逆流.气化炉和合成气冷却器的汽水系统应有比气化炉的设计压力更高的操作压力,并在汽包上装有两个安全阀,在过热器总管上装有单安全阀.在正常停车和跳车时,气化部分由操作者进行调节卸压.在紧急停车期间,气化到湿洗部分要和下游装置隔离,并进行紧急的跳车卸压.其他的操作单元也应进行卸压以确保不发生异常情况.在内部检查和设备检修之前,根据需要,要适当的对耐火材料进行脱除活性或脱除惰性.3.2.4渣处理系统渣处理系统的设计压力等于气化压力加上水的静压.低液位会造成合成气窜入渣处理系统.高液位会造成水进入气化系统,造成设备损坏.应保持合适的液位以防止因此导致气化炉跳车.尽管在设计中避免溶解到污水中的合成气在处理渣的过程中挥发出来,但这还是不能完全避免,因此在闻到少量合成气挥发出来的地方应安装放空系统.3.2.5除干固体系统此系统中,因为主要的合成气减压阀安装在干法除尘系统的上游,因而可使得下游设备的设计压力会低一些.另外, 大部分的容器需安装释放阀来得到保护,以防止其他物流进入造成超压.在放空时含有合成气组分的气体应放到火炬,其他的气体直接排放到大气.在处理飞灰时应保持在惰性环境下80~C左右,以避免形成水泥.维修应当在适当降温和防止粉末吸人的情况下进行.3.2.6湿洗系统此系统中应注意取水样时会释放少量的合成气,没有其他特别预防措施.(下转第8页)?6?——CHEMICALSAFETY&ENI/IRONMEN一在温度较低地区充装,往温度较高地区运输,随着运输途中温度的升高,罐内压力也相应升高,当罐内压力超过设计压力的1.05~1.1倍时,安全阀便开启泄放.其二,因安全阀弹簧疲劳或腐蚀严重而产生折损,造成安全阀开启并不回座的泄漏.押运员在押运中,遇到两个安全阀先后都开启或一个安全阀开启时,首先要查明原因,然后才能确定处理方法.查明安全阀泄漏原因的步骤为:(1)押运员穿戴好防护服装,手套及佩戴好正压式空气呼吸器;(2)携带紧固安全阀的防爆扳子;(3)上车打开人孔盖护罩;(4)打开压力表阀;(5)检查压力表显示的压力,根据压力表显示的压力来确定紧急处理措施.3.2安全阀泄漏的紧急处理1.当查明罐车压力表显示时罐体设计压力1.1倍时,一般都是两个安全阀先后启跳泄放(若有其中一个安全阀不开启,表明该安全阀失灵).在此情况下,若押运员在处理中,不让安全阀继续泄放,将会扩大事故后果导致罐车爆炸,因此,押运员不能做任何处理,必须马上向车站报告,请求采取隔离,切断周围一切火源,防止爆炸和火灾发生.待安全阀泄放降压回座后,请求车站将罐车送回厂家卸料.把安全阀送校验部门校验或安装备用安全阀,重新办理押运手续.2.当查明罐车压力表显示压力与充装后封车压力相差不大,在罐体正常工作压力之内时,只有一个安全阀开启不回座,多数是因安全阀弹簧折损造成泄漏事故,其处理方法为: (1)内置式安全阀押运员立即摘掉氨气防护罩,用防爆活扳手紧固安全阀的安全顶丝至安全阀无泄漏位置,通知车站可以继续运输.但是该罐车到达目的地卸车后,必须把安全阀送检验部门校检.(2)外置式安全阀押运员用防爆活扳手,将安全阀截止阀关闭,经检查安全阀无泄漏可继续运输.但是罐车到站卸车后将泄漏安全阀卸下,送到检验部门校检,合格后加铅封,出具合格证后,方可重新装车.装车后,将该安全阀截止阀打开,用浓氨水检查安全阀与截止阀接口无泄漏时铅封截止阀,该车可继续投入使用.3.3压力表失灵或表管裂漏的处理3.3.1运输中罐车压力表失灵的处理押运员在列车到达编组站登车检查罐车的压力时,应缓慢打开压力表针阀检查罐体压力.若发现压力表失灵,应马上取出备用的压力表,再关闭压力表阀,更换失灵的压力表. 如果押运员没有备用压力表,不准关闭压力表阀继续运输, 如果有一个压力表好用,另一块压力表不好用可以关闭压力表阀继续运输.如果两块压力表都不好用,必须向车站报告所押运的罐车不能继续运输,待失灵的压力表得到更换后, 方可继续运输.3.3.2压力表表管裂漏的处理压力表表管出现裂漏时,押运员应关闭压力表阀及时用备用的表管去更换裂漏的表管.如果押运员没有备用的压力表管,且不能关闭压力表阀继续运输,必须向车站报告甩车,待表管更换后,才能挂运运输.如果是两块压力表,其中的一个压力表管的裂漏,确认另一个压力表好使,可以把裂漏压力表管的压力表阀关闭.继续运输,回厂后更换.3.4角阀泄漏的处理3.4.1角阀液相阀和气相阀泄漏时的处理如果角阀中的液相阀和气相阀泄漏,如填料是外装式,可用防爆活扳手先卸开填料压盖,然后加石棉绳填料再紧固填料压盖便可以解决泄漏;若填料是内压式,只有紧填料压套来解决泄漏,如排除不了故障而继续泄漏,保证不了继续运输安全时,押运员应马上向车站报告,并联系甩车和卸料事宜.3.4.2角阀阀瓣不严造成泄漏的处理对角阀阀瓣不严造成的泄漏,押运员应先卸下角阀接管螺丝,然后将备用的紫铜盲板装在接管螺母内,再把接管螺帽戴在角阀上,紧固螺帽便会解决泄漏.综上所述,液氯槽车只要采取了相应的有效措施,就能实现安全使用.四平吴华在液氯槽车的安全管理上,企业领导相当重视,花巨额资金,对液氯槽车充装现场安装视频监控装置,公司设专业部门负责此项工作日常管理,全面提高押运,充装人员的技术业务知识,定期开展员工培训,提高应对突发事故的能力.应用计算机技术对在用l1台厂内自备液氯槽车登记管理,对外来单位的30余辆槽车,也实行跟踪管理,年充装前气密性试验检查达100余次做存档备查.在液氯槽车的安全管理措施上,企业制订出详细可行的安全管理措施,从硬件,软件上正逐步完善,为全面实现液氯槽车安全使用奠定了坚实的基础.■(上接第6页)3.2.7酸性灰浆气提,澄清,过滤释放气体中含有中度到高浓度的合成气微量成分,如H,S,NH和HCN,在取样和泄漏时必须小心.3.2.8公用工程所有的化学品,如酸,烧碱,锅炉给水的处理剂,应该参照使用说明,推荐在处理和储存化学品的地方安装眼睛冲洗设施,最好是有淋浴冲洗装置.以上是壳牌煤气化生产过程中遇到的一些常见的安全问题讨论,希望在以后的壳煤气化工艺的试车,生产中有一定的参考价值.一参考文献1.郑先勇,董翔飞,冯松,段中献.第二代典型煤气化技术.广州化工,2009年,37卷(6期)55~582.汪家铭.Shell煤气化技术在国内的应用概况及发展前景.煤质技术,2009年6月(增刊)34~373.马军,孙志萍.Shell煤气化技术及其在国内的应用.化学工业与工程技术,2008年,29卷(3)54—574.韩天峥.壳牌煤气化技术的应用.化工技术经济,2005年,23卷(7)20~22.8?——CHEMICALSAFETY&ENVIRONMENT~——。
煤质对壳牌煤气化工艺操作的影响摘要:本文阐述了壳牌煤气化的工艺原理及气化工艺装置的特点,简单讨论介绍了煤质对Shell煤气化工艺的影响。
关键词:壳牌煤气化原料煤煤质1 引言煤炭气化是洁净、高效利用煤炭的最主要途径之一,国内外发展了各种不同的煤气化工艺。
煤气化是指在一定的温度和压力等条件下,将经过适当处理的原料煤转化为具有多种用途的气态产物的工艺过程。
按照气化过程中是否加入气化剂或加入气化剂量,以及煤中可燃成分转化为煤气的程度,将煤气化分为部分气化和完全气化两大类[1]。
自20世纪50年代起,壳牌公司就参与了气化技术的开发。
当时,该公司开发了油位原料的壳牌气化技术,并成功的建成了多套装置。
1976年,壳牌公司建成处理煤量为6t/d的试验装置,利用该装置试验了30多种不同的煤种,充分证明了此方法的广泛适用性[2]。
目前,河南龙宇煤化工有限公司壳牌煤气化是国内最大的投产运行的煤制甲醇气化装置,经过近四年来的生产运行发现煤质对壳牌煤气化工艺操作存在很大的影响。
2 煤质对壳牌煤气化化工艺操作的影响Shell煤气化工艺以干煤粉为原料、纯氧及蒸汽作为氧化剂,液态排渣,属加压气流床气化。
送进气化炉,煤粉、氧气及蒸汽在气化炉高温加压条件下发生碳的氧化及各种转化反应。
气化炉内部约1400~1500℃的高温煤气由循环气体激冷,经输气管道,然后进入合成气冷却器作进一步冷却,同时产生高、中压蒸汽。
从气化炉出来的合成气中所携带的少量灰分颗粒,经陶瓷滤芯过滤器中分离除去,然后合成气经湿法洗涤系统,处理后的合成气送后续工序。
2.1 煤的可磨性与可磨性指数煤的可磨性是指煤研磨成粉的难易程度。
可磨性是煤加工利用过程的一个重要指标,是制粉系统设计与运行中的一个主要参数。
某一种煤的可磨性指数是将煤磨碎到与标准煤同一细度所消耗电能的比值。
可磨性指数越小,说明煤的可磨性越好,将煤磨碎到与某标准细度所消耗的能耗低,煤越容易被磨到壳牌煤气化装置燃烧气化所需粒度的煤粉。
2020年04月关于粉煤气化炉配煤的研究代玮(武汉江汉化工设计有限公司,湖北武汉430223)摘要:根据壳牌煤气化工艺的特点,分析了煤种成分变化对气化炉操作的影响及操作要点,研究了配煤的可行性及效益,以及配煤对生产工艺的影响。
关键词:壳牌煤气化工艺;煤种特性;配煤由于石油价格较高,作为富煤少油的国家,以煤制气受到了业界众多的关注。
在选择煤气化方法时,Shell 粉煤气化技术是第三代洁净煤气化技术的代表。
由于Shell 法采用干粉加料并以水冷壁取代耐火砖,所以炉温可以较Texaco 法提高100~200℃,因而对煤质的要求相对较为宽松,气化效率、碳效率均较高,氧耗较低,因此被业界看好。
煤的品质对气化炉的操作是最为关键的一个因素,气化炉运行大部分问题都可以从煤的根源上去寻找原因,壳牌气化炉是粉煤气化炉的代表,以下以壳牌炉为例,就气化煤质影响以及配煤问题进行探讨。
1Shell 煤气化工艺简述及煤种基本要求Shell 煤气化工艺以煤粉为原料、纯氧作为气化剂,液态排渣,属加压气流床气化。
原煤经破碎碾压至5-90μm ,同时经过热风干燥,用氮气送进气化炉进行反应。
煤粉在炉内1400-1500℃的温度范围内发生化学反应,产生的渣变成液态排出。
从气化炉出来的合成气中携带少量灰份颗粒,在高温高压陶瓷过滤器中分离除去。
操作时水冷壁上形成一层渣膜,可以保护气化炉耐火衬里不受侵蚀。
Shell 煤气化工艺原料是干煤粉,对煤种的适用范围广,对煤的活性几乎没有要求。
但实际上由于我国幅员辽阔,煤种变化丰富,煤的各种性质制约了气化反应的进行,在气化过程中发生了各种现象,使得壳牌气化炉最初的运行周期相当短。
随着对壳牌气化技术的逐步掌握,我们对出现的各种问题进行研究和探索,逐渐发现了煤种性质对气化反应产生的影响,通过对煤种性质的掌握,来调整气化炉的操作。
不同煤种对工况将会产生相应的影响,如白煤的可磨性指数低,造成磨煤机振动大;无烟煤灰熔点高,造成炉内结渣;煤中钠、钾含量高,造成换热器积灰等现象;通过深入研究煤的性质对气化炉操作的干扰,来采取相应的措施以不断优化工况。
煤气化装置气化炉氧煤比精确检测改进与优化摘要:氧煤比是气化炉的核心工艺控制指标。
它的控制精度直接关系到煤气化装置的长周期运行和设备的安全,必须要有可靠和精确的检测技术来作基础。
本文就如何通过技术上的完善和创新来综合提高氧煤比检测值的可靠性和精确度进行探讨。
关键词:氧煤比速度计密度计平滑过渡接地仪表参数优化一.引言壳牌煤气化装置采用的是干法粉煤气化工艺。
它是用氮气输送粉煤,液体排渣,加压气流床气化。
粉煤和氧气通过烧嘴喷入炉内,在炉内反应急剧升温,产生一系列的物理和化学反应,最后产生以CO和H2为主成分的气体,离开气化炉,逐级冷却处灰后,进入下游工艺设备。
在壳牌气化炉内发生的化学反应如下: C+O2→CO C+O2→CO2 C+CO2→2CO C+H2O →CO+H2 CO+H2O→CO2+ H2 气化炉内主要的反应是煤和氧的化学反应。
气化的负荷控制是先确定氧量,再根据氧量来确定煤量,投煤量确定了,气化炉的负荷就确定了。
这时的氧煤比就是一个非常关键的工艺控制参数。
氧煤比偏低,气化炉炉温下降,一氧化碳含量上升。
氧煤比高,气化炉温上升,一氧化碳含量下降。
氧煤比合适(我厂的经验值是0.9左右),则碳的转化率最高,最具经济效益,同时炉温又在合理的范围之内。
氧煤比的概念就是进入气化炉的氧的质量流量和进入气化炉的煤的质量流量的比值。
氧煤比的控制准确性取决于氧的质量流量和煤的质量流量的准确检测。
检测氧和煤的流量的相关仪表大部分是进口的特殊仪表,价格贵,校验和维护方法与常规仪表不同。
特别是检测煤密度和速度的密度计和速度计,在国内使用不多,没有多少维护和校验的经验。
在气化开车的头几年,就是因为经验和技术上的不完善,粉煤的密度和速度检测值经常失真,导致氧煤比波动,严重的影响着工艺正常操作。
针对出现的故障及缺陷,我们从安装、消除干扰、调整相关参数、标定等方面入手,逐步进行完善和技术革新,渐渐摸透了这些特殊仪表,使氧煤比的检测与控制基本上满足了工艺生产的要求。
煤质变化对壳牌粉煤气化工艺的影响摘要:文章阐述煤质的参数变化对壳牌粉煤气化装置的影响,并根据这些影响采取相应的预防措施。
关键词:煤质;壳牌粉煤气化;措施壳牌粉煤气化工艺目前在国内的应用非常广泛。
通过实际运行,我们发现煤质的变化对壳牌粉煤气化炉的影响很大,它不仅对整个气化炉的能耗、物耗有影响,而且还影响整个壳牌粉煤气化炉的安全连续稳定运行。
由于我国地大物博,各地大大小小的的煤矿数不胜数,各地的煤矿的煤质参数又各不相同,因此煤质的波动很难避免。
正因如此,研究煤质的变化就有了非常重要的作用。
通过对原煤各种参数变化的分析,搞明白煤质变化对气化炉运行所带来的各种影响,并采取相应稳定煤质的措施,以实现壳牌粉煤气化炉安全连续稳定的运行。
1 煤质变化对壳牌粉煤气化装置的影响因素1.1 粒度壳牌粉煤技术对粉煤粒度有着很高的要求。
要是粒度过粗,在粉煤加压输送过程中,必然会对管道设备形成冲刷磨损,减少其使用周期。
要是粒度过细,则粉煤在加压输送过程中容易被压结实,进而给粉煤的运输带来麻烦,并且也会影响粉煤的煤循环,影响煤烧嘴的稳定运行。
所以,一般要求粉煤粒度为5~90 μm>80%。
1.2 灰分壳牌粉煤技术的重要原理之一就是“以渣抗渣”,所谓“以渣抗渣”是指水冷壁外表面附着一层耐火材料,内置金属销钉。
生产中,高温熔融下的流态熔渣,顺水冷壁重力方向下流,当渣层较薄时,由于耐火衬里和金属销钉具有很好的热传导作用,渣外表层冷却至灰熔点固化附着,当渣层增厚到一定程度时,热阻增大,传热减慢,外表渣层温度升高到灰熔点以上时,熔渣流淌减薄;当渣层减薄到一定厚度时,热阻减小,传热量增大,渣层温度降低到灰熔点以下时熔渣聚积增厚,这样不断的进行动态平衡,这样煤的灰熔点不出现大的变化,氧/碳比不出现大的波动,水冷壁内锅炉水能够正常供给,炉内温度就不会出现大幅度波动,渣层厚度在动态中相对稳定的。
这样在正常生产情况下,就实现了“以渣抗渣”,有效保护了水冷壁不受反应腐蚀、不受高温烧蚀、不受熔渣磨蚀,使得使用寿命延长。
简析煤质对壳牌煤气化工艺操作的影响作者:侯亚伟来源:《市场周刊·市场版》2019年第52期摘要:文章以河南龙宇煤化有限公司为例进行阐述和分析。
壳牌煤气化的工艺操作的重要性取决于煤质,因此,要考虑到煤气化装置的特点,在进行设计的过程中就要掌控好煤质对煤气化的影响,并将项目的评估工作做好。
因此,文章主要阐述了壳牌煤气化制甲醇以及二甲醚的操作流程,并对壳牌煤气化的影响进行分析,以及操作中需要注意的事項,最后对壳牌煤气化工艺中的一些故障问题进行分析。
关键词:壳牌煤气化;工艺操作;常见故障;分析影响一、壳牌煤气化工艺操作流程河南龙宇煤化有限公司是河南能源化工集团的二级单位,企业总投资额达到100亿元,占地总面积达1500亩。
目前,企业有一期年产量50万吨的煤制甲醇、20万吨二甲醚项目、二期年产量40万吨的醋酸、20万吨的乙二醇项目,主要的产品为:甲醇、二甲醚。
以下是二甲醚的主要工艺流程:主要就是将磨制好的煤粉原料经过加压操作后,将其送入壳牌煤气化炉当中,通过化学反应生成粗合成气,再通过对生成的粗合成气进行除尘、洗涤、变换、净化,还有合成等操作工序生产出粗甲醇和粗二甲醚,最后再对两者进行精馏提纯制备出精甲醇和精二甲醚。
二、煤质对壳牌煤气化工艺操作的影响(一)煤质的可磨性数据煤的可磨性所指的就是在一定条件下,对煤质进行研磨。
在这过程中,需要保证相应数据的准确,还需要明确影响煤气化工艺流程的因素较多,操作人员需要在这过程中了解到煤可磨性的数据,然后根据煤质性质的不同,对煤气化工艺流程进行有效评估。
可磨性所指的就是将煤磨碎到规定的数值内,可磨性数值越小,说明煤质量越好,越能够被壳牌煤气化装置所燃烧,得到所需要的煤粉。
但是因为煤气化工艺对于煤粉的要求较高,要求直径小于90微米,同时大于10微米的煤粉要占80 % 。
煤粉粒度较大,可能会在反应过程中无法完全反应,影响设备正常运行,很大程度上磨损设备,且不容易输送,如果煤粉直径过小还会出现积灰现象,这就说明需要控制煤粉数据。
浅谈煤质和配煤技术对Shell煤气化的影响简单介绍了煤质对Shell煤气化工艺的影响。
根据本地煤质特性,应用配煤技术,通过改变煤种、调节配煤比例,得到了适合Shell气化炉运行的配煤方案。
标签:配煤技术;Shell煤气化;煤质;灰熔点1 目的及意义原则上说壳牌煤气化技术适用的煤种较为广泛,但在实际生产过程中,单一煤种的气化仍然存在较多问题。
这些问题不仅影响粉煤气化装置的长周期连续运行,同时也制约了其运行的经济性。
目前国内多数粉煤气化装置均使用配煤技术,通过配煤技术的合理利用,不仅能降低粉煤气化装置的氧耗、煤耗及能耗,还能提高气化效率,从而提高装置的经济使用性。
因此,配煤的好坏和稳定煤质的措施是保障壳牌煤气化装置稳定运行的关键因素。
2 煤质对Shell煤气化装置影响2.1 煤灰组成及含量煤灰分的主要组成为氧化硅(SiO2)和氧化铝(Al2O3),对灰的黏结性影响较大。
壳牌气化采用以渣挂渣来保护水冷壁,若灰含量低,则挂渣效果不好,无法起到保护炉壁的作用,缩短气化炉的使用寿命。
而灰分含量大,合成气冷却器(SGC)积灰明显,降低换热效果,同时增加了U1400结渣和U1500堵灰的几率;同时灰渣会带走大量的热,未达到生产需求须气增大氧煤比,热效率降低,影响装置的生产能力。
所以严重时灰分高会导致气化炉事故停车。
[1]Shell气化灰分含量要求为12~23%。
鹤壁本地煤种的煤灰成分及含量与壳牌(鹤壁)设计煤种相差较大,若单独使用容易,SGC易严重积灰,换热效果差,且排渣困难,15单元堵灰几率上升。
煤灰分组分中的SiO2和Al2O3对Shell气化炉合成气冷却器的积灰影响较大,当SiO2/Al2O323%,超过设计最大指标,在高负荷工况下灰渣量大,排渣困难,严重时会造成堵渣;而本地煤2、本地煤4的SiO2/Al2O3与要求数据偏差0.7左右,偏差过大,若单独使用,气化炉合成器冷却器积灰加快,引起压差上涨,必然减少运行周期。
华 东 理 工 大 学 学 报 Journal of East C hina U nivers ity of S cience and Tech nology Vol.29No.22003-04基金项目:国家重点基础研究发展规划项目(G 1999022103);高等学校骨干教师资助项目收稿日期:2002-05-14作者简介:王辅臣(1966-),男,甘肃岷县人,教授,博士,主要从事洁净煤技术研究.研究简报 文章编号:1006-3080(2003)02-0202-04Shell 粉煤气化炉的分析与模拟王辅臣*, 龚 欣, 代正华, 周志杰, 于遵宏(华东理工大学洁净煤技术研究所,上海200237) 摘要:以受限容器内多喷嘴对置射流下的流体流动特征为基础,分析了Shell 粉煤气化炉内的流场特征,发现炉内存在5个特征各异的流动区域,即射流区、撞击区、撞击扩展流区、回流区和管流区。
从气化炉内主要的化学反应着手,结合流动、混合与化学反应的相互影响,分析了炉内各流动区域的化学反应过程,建立了气化炉的数学模型,对气化过程进行数学模拟,预测了工艺条件对气化结果的影响。
结果表明,有效气(CO +H 2)产率随氧煤比的变化有一最佳值,随蒸汽煤比不同,对应的氧煤比在0.54Nm 3/kg ~0.56Nm 3/kg 之间。
有效气产率随蒸汽煤比的升高而增加。
关键词:粉煤;气化炉;数学模型;模拟中图分类号:T Q 546.1文献标识码:AProcess Analysis and Simulation of Shell Pulverized Coal GasifierW A N G F u -chen *, GON G X in DA I Zheng -hua , ZH OU Zhi -j ie , YU Zun -hong(I nstitute of Clean Coal T echnology ECUS T ,Shanghai 200237,China )Abstract :In this paper,the fluid flo w characteristics o f Shell pulverized coal gasifer w as analy sed ba-sed o n flow pattern of multi -o pposed -burner jet in confined v essel .T he r esults show that there are fiveflow regions possessed different characteristics in the gasifier ,w hich are jet flow region ,im pinging jet region,im pinging jet developing stream region,re-circulation stream region and tube str eam region.T he chemical reactions g overning the process w ere analysed com bined w ith fluid flow patterns.A M athematic model has been presented for Shell g asifer .T he industrial g asifier sim ulation have been made and the effects of oper ation conditions o n gasification have been predicted using the mo del.The results show that there is a o ptimum yields of effectiv e g ases (CO+H 2)along w ith the ratio of o xy gen to coal.T he o ptimumratio of ox yg en to coal is 0.54Nm 3/kg ~0.56Nm 3/kg in different ratios of steam to coal .The yields of effectiv e gases (CO+H 2)increases alo ng w ith the incr easing of ratio of steam to co al.Key words :pulverized coal ;gasifier ;m athematic model ;sim ulation 煤的气化是洁净煤技术领域的主要研究方向之一,备受各国学术界和工程界的重视。
SHELL气化炉的工艺特点及现存问题本文主要介绍了shell粉煤加压气化工艺的特点以及在运行过程中出现的问题。
经过分析得出:shell工艺在煤种稳定的前提下,煤种适用范围才能广泛。
但大部分shell气化炉用户无法满足此要求。
壳牌气化炉在运行过程中,存在堵塞、堵渣、积灰、磨损和磨蚀、烧嘴罩泄露等问题需待解决。
标签:shell气化炉工艺特点存在问题0 引言随着我国经济持续快速稳定的发展,对能源的需求量逐年增加。
而我国能源结构缺油、少气、多煤。
据统计,我国一次能源消费中煤炭约占75%,在今后相当长的一段时间内煤炭仍是我国的主要能源,本世纪初,国家已经把煤炭的高效,洁净利用技术作为煤炭资源的利用的主要手段。
因此,各种先进的煤气化技术在我国均有应用业绩。
为了保护环境,拓宽原料煤种的范围,提高煤炭的综合利用效率,增加气化炉的单炉生产能力,降低煤耗和氧耗,保证气化炉安全稳定运行,国内外研究人员先后成功的开发了一些列先进的煤气化工艺技术,具有代表性的主要有,鲁奇加压固定床气化(Lurgi)工艺,干法粉煤进料的加压气流床SCGP(Shell)气化工艺和Texaco、GSP工艺,常压流化床气化(灰熔聚)工艺。
上述几种煤气化工艺中,Shell 粉煤加压气化工艺其技术经济性具有明显的优势和较强的竞争力,我公司采用了Shell煤气化工艺。
1 Shell气化原理及技术特点原料煤经破碎机破碎后在热风干燥的磨机内磨制成100%<100m的煤粉,由粉煤贮罐,经粉煤喷吹罐,进入给煤罐,再由高压载气N2或者CO2送至气化炉喷嘴。
来自空分的高压氧气经预热后与过热蒸汽混合送入喷嘴。
煤粉、氧气和蒸汽在气化炉高温高压的条件下(气化温度约1400~1600℃)发生碳的部分氧化反应(碳转化率高达99%以上),生成CO+H2大于85%的高温煤气及一定量的飞灰,经废锅回收热量、干法除尘和湿法洗涤后的粗合成气送后序工段。
干法气化工艺具有如下技术特点:1.1 采用干煤粉进料,加压N2/CO2输送,连续性好,气化炉操作稳定。
壳牌煤气化运行中的典型案例及原因分析摘要本文介绍了河南龙宇煤化工有限公司壳牌煤气化装置中磨煤及干燥单元、煤粉加压及输送单元以及煤气化单元[1]运行中出现的几个典型案例,从设备的结构及运行原理、电气仪表以及工艺操作等方面展开深入分析,并通过在停车期间的检修检查论证了分析的合理性和正确性,从中总结出了切实可行的操作和运行方案,操作人员按照修订的方案执行,气化炉稳定运行的周期明显增加。
最后本文根据实际运行经验提出合理化建议。
关键词煤化工企业;壳牌煤气化装置;典型案例分析壳牌煤气化的关键设备是由气化炉、输气管与合成气冷却器三大件组成[2],其中气化炉是核心。
壳牌煤气化工艺的特点是:煤种适应性强、效率高、可靠性高和良好的环保性能,它是当今世界最先进的煤气化工艺之一[3,4]。
壳牌煤气化装置主要有如下八个工序组成:磨煤及干燥、煤粉加压及输送、煤气化、除渣、干法除灰、湿洗、水处理以及公用工程[5]。
河南龙宇煤化工有限公司的壳牌煤气化装置自2008年投料试车,经过不断摸索、总结经验,目前装置安全稳定运行周期已突破100天。
下面是作者对本公司煤气化装置开车运行过程中的典型案例进行分析,希望给同类装置稳定运行提供经验参考。
1 磨煤机磨辊温度高联锁跳车1.1 案例描述磨煤机运行中B磨煤机因2#磨辊温度高联锁跳车。
B系列经吹扫合格后操作人员进入磨煤机检查发现B磨煤机2#磨辊盘不动,经放油检查,磨辊轴承润滑油内进入大量煤粉。
1.2 原因分析在本次气化装置开车前,B磨煤机新更换过辊皮和磨盘瓦,更换完毕后交工艺试车。
操作人员在试转B磨煤机旋转分离器时,联系仪表确认PLC系统正常后,未对相关阀门进行确认便启动液压站,导致磨辊向上抬升过量,使磨机内磨辊与密封气管路连接短管内的关节轴承上抬过高,密封管路的连接法兰泄露,密封压力下降,导致煤粉进入磨辊轴承的润滑油内,引起磨辊温度高联锁跳车。
1.3 处理措施及建议因液压支架上部的限位开关起到预防磨辊上抬过高的作用,该限位开关的联锁在开车前一定要投上。
壳牌煤气化装置气化炉安全隐患及其分析发表时间:2020-07-10T01:05:39.294Z 来源:《中国科技人才》2020年第5期作者:孙宏宇[导读] 对气化炉可能发生的安全隐患进行评估,分析其来源,明确气化炉日常维护细则和检验中的技术要素。
大唐内蒙古多伦煤化工有限责任公司甲醇中心内蒙 027300摘要:壳牌气化炉长时间承受高压、高温、高酸的负担,很容易出现安全问题。
对气化炉可能发生的安全隐患进行评估,分析其来源,明确气化炉日常维护细则和检验中的技术要素。
关键词:壳牌;煤气化装置;气化炉;安全隐患一、引言随着环境污染日趋严重,清洁能源已趋向发展。
过去我国是以矿产煤为主要燃料的,经过初步简单处理后,含有大量有机物,在燃烧过程中直接进入大气造成污染。
为了提高煤炭的利用效率,减少直接燃烧造成的空气污染,煤炭气化技术产生了。
壳牌气化炉是一种广泛的气化设备,它的最关键部分是在气化运行中要制定严格的安全管理规定和日常保修指南,以保证气化安全稳定的运行。
二、气化炉原理简介中国石化岳阳壳牌煤气化有限公司生产的煤气化设备,是国内代表性的煤气化设备之一。
煤的气化是将直径为5~90米的煤粉和180度大小的纯氧、220度大小的水蒸气混合运输到煤气炉上,是指氧化反应不完全。
在1 400~1 600多度的温度下,煤炭中的有机质在加入各种小分子,即粗大的合成气体和灰分后熔化。
初步制造所含的酸性气体和大量的灰份,应作脱氧除粉处理。
煤炭在气化炉气化过程是这样的:首先煤炭研磨成粉末,用高压氮氧的混合物作为载体1000 mpa和水蒸气的压力,高速喷炉收费,立刻高温气化炉上升到顶部的3 . 96 mpa,500℃高温粗合成气体,然后在209℃至900℃冷却系统净化净化后80%的co和h2含量高。
当气体由逆向通过管道到达气道顶端时,气体就向逆向流动。
最后经合成气体冷凝器冷却到280角,再通过管道输送到下游。
用数字检测法实时测定反应器内的温度和压力。
壳牌气化炉配煤研究郭德铭;郭会敏【摘要】阐述壳牌气化炉配煤的原则及其重要性,满足气化炉的高负荷稳定运行.【期刊名称】《化工设计通讯》【年(卷),期】2015(041)003【总页数】3页(P15-16,21)【关键词】配煤;灰熔点;积灰;排渣【作者】郭德铭;郭会敏【作者单位】河南能源化工集团中原大化公司甲醇事业部,河南濮阳457000;河南能源化工集团中原大化公司甲醇事业部,河南濮阳457000【正文语种】中文【中图分类】TG44壳牌气化炉采用粉煤加压,合成气激冷以及废锅回收热量的技术,提高了碳的转化率和热量利用率。
具有产品气体有效气(H2+CO)组分高,高达90%-93%,氧耗低等优点。
但是运行过程中,常出现因原料煤煤质不合适引起堵渣或者积灰的问题。
为了气化炉的长周期高荷运行,我们需要经过配煤来解决上述问题。
1.1 合成气冷却器入口积灰积灰的机理:中压蒸汽过热器是合成气的第一个冷却器,过热器中央设有冷却盖板,飞灰容易从盖板径向和垂直方向扩展。
在入口,靠近气化炉侧为合成气流速的低速区,对面为高速区,低速区容易先积灰,向高速区径向发展。
过热器积灰后,过热蒸汽的热通量下降,因过热器为盘管结构,在入口处堵塞,也将会减少其换热面积。
合成器入口温度一般控制在680℃,因为合成气是还原性环境,煤中的灰组分将会以单质形式存在,其中钾和钠在高于680℃以气态存在,在低于这个温度会以固态形式存在。
通用的一般按照灰熔点×2/3-150℃来控制。
上述两个温度取低者作为合成器入口温度的控制指标。
1.2 除渣系统出现的问题除渣系统常出现的问题就是垮渣及堵渣。
排渣系统要求渣的粘度在5-25泊,在这个黏度区间分别对应一个温度,我们称之为T5和T25,如果渣的黏度过小,将出现气化炉内壁无法挂渣,内壁暴露在1450~1550℃的环境下,直接威胁气化炉内件的安全。
同时还有可能出现垮渣,此时高温液态渣大量进入渣池,瞬间产生大量蒸汽,称为蒸汽爆炸,整个气化炉内件会受力上移,对气化炉造成灾难性破坏。
煤气化近期用煤分析
一、近期用煤及调整情况
1、煤气化双炉在2017年2月7日及以前用煤主要为:
白羊墅贫瘦煤:东川蒙煤:瑞丰蒙煤=23%:14%:63%。
2、受配煤后煤质波动较大影响在2月8日开始双炉上煤按1:1加配了(汽运阳泉贫瘦煤:瑞丰蒙煤=20%:80%),因此煤气化上煤调整为:
(白羊墅贫瘦煤:东川蒙煤:瑞丰蒙煤=23%:14%:63%):(汽运阳泉贫瘦煤:瑞丰蒙煤=20%:80%)=1:1。
3、因近期煤气化消耗较高,为排除相关煤粉指标(如CaO、热值等)对气化炉消耗的影响,自2月14日起煤气化上煤1#炉没变,2#炉改为:
阳泉贫瘦煤:东川大砭窑混蒙煤:大砭窑蒙煤=24%:40%:36%
4、1#炉因前一种煤用完,自2月18日起煤气化1#炉上煤改为:
阳泉贫瘦煤:瑞丰蒙煤:东川蒙煤=18%:64%:18%
二、煤质分析
1、灰分
根据下图1、2#炉用煤灰分可以看出(主要看中采),本月上旬灰分波动较大,上煤时调整为1:1后灰分趋于稳定;2#炉换煤后灰分较同期1#炉要稳定。
2、低位热值
从下图可以看出,双炉低位发热量变化同灰分变化相同,双炉上旬波动较大,中采热值在5700左右;中旬经过两次换煤后双炉热值都有所提高在5800左右。
3、硅铝比
从下图可以看出,本月上煤2月7日调整后硅铝比略有下降,从2.1降到2.0左右;2月14日2#炉第二次调整后从2.0涨到2.2左右;2月18日1#炉调整后硅铝比有所上涨。
4、CaO变化
从下图可以看出本月上旬双炉中采CaO含量基本在6%左右,但波动较大,经双炉上煤调整后波动有所好转;2#炉14日换煤后稳定在6%-7%;1#炉18日换煤后有上涨趋势(受数据较少只供参考)。
三、气化炉控制
从下图47控制可以看出其控制值变化与煤硅铝比变化比较吻合,上旬控制1#炉4.7左右,2#炉4.5左右,2月7日上煤调整后由于硅铝比下降,T4温度有所上涨,双炉47值控制有所上涨在4.8左右。
2#炉经2月14日换煤及有效期含量低要求炉温向下控制,后47有所下降,1#炉控制4.5,2#炉控制4.3左右。
同时也可以看出,炉温控制也与有效气含量有关,当炉温控制高时有效期含量就会降低。
2#炉换煤后有效期含量也有所上涨。
四、消耗
1、本月中上旬1#炉煤耗、氧耗受77压差上涨降负荷,及有效期含量波动的影响,消耗呈上涨趋势。
2、2#炉受炉温控制及有效气含量的影响,煤耗、氧耗呈现中间高两头低的趋势。
五、结论
本月气化炉操作可以分为五个阶段:
第一阶段:1#、2#炉本月经过2月8日上煤调整后,煤质波动幅度较以前有明显降低,但因硅铝比的降低使得气化炉炉温控制较之前有明显升高,有效气成分有所降低,造成本阶段煤耗、氧耗呈现上涨趋势。
第二阶段:受77压差上涨影响1#炉在2月11日负荷从85%降
到80%,气化炉炉温控制有所提高,有效气含量再次降低,造成1#
炉煤耗、氧耗再次升高。
第三阶段:2#炉在2月14日换煤后煤质波动较之前明显降低,
气化炉操作相关指标趋于稳定,煤耗、氧耗也趋于稳定。
第四阶段:在2月16日开完消耗分析会后,会上分析有效气含
量低主要由炉温控制偏高及改造进CO2造成,会上要求现降低炉温,提高有效气含量,经煤气化调整双炉在此时段有效气含量有小幅上涨,消耗有小幅降低。
第五阶段:在2月18日1#炉换煤时气化炉控制O/C有所增加,有效气含量有所下降,造成煤耗、氧耗有所增加。
(此阶段受数据较
少只供参考)。