一种测量超长导轨直线度的方法
- 格式:pdf
- 大小:142.00 KB
- 文档页数:2

导轨直线度测量方法
导轨直线度的测量方法有多种,以下是一些常见的方法:
1. 水平仪检测:水平仪是检测导轨直线度的常用仪器,使用方便且检测精度较高。
通过观察水平仪的读数,可以判断导轨的直线度误差。
2. 光学平直仪检测:光学平直仪可用来检测导轨在垂直面和水平面的直线度误差,且精度较高。
但光学平直仪的安装调整较为复杂,需请专业的计量人员操作。
3. 钢丝和读数显微镜检测:对于行程长度大于米的机床,当导轨直线度要求不太高时,可用钢丝和读数显微镜对导轨在水平面的直线度进行检测。
因为钢丝的直径误差对检测精度有直接影响,所以精度不太高。
4. 检查棒和百分表检测:对于行程长度小于等于米的机床,可用检查棒和百分表检测机床床鞍沿导轨的运动在水平面的直线度误差。
5. 节距法测量:一般导轨直线度通常利用水平仪与桥板采用节距法来测量,根据得到的一条近似于导轨实际线的误差曲线来确定导轨的直线度误差。
6. 直尺反转测量误差分离法:在高精度导轨直线度的测量中,由于导轨本身直线度等级与检测工具直线度等级处于一个数量级上,节距法无法将导轨与工具的直线度误差分离开来。
这时需要使用“直尺反转测量误差分离法”来进行误差的有效分离。
以上方法中,无基准测量是被测面上取一定量的测试点,对测量数据进行一定方法的处理。
有基准测量则是将被测直线与所选的标准直线进行比较。
在实际操作中,可以根据导轨的类型、精度要求以及实际条件选择适合的测量方法。
利用激光跟踪仪测量超长导轨直线度的方法王孝坤【摘要】在简要分析和对比各种检测导轨直线度方法的基础上,提出利用激光跟踪仪测量超长导轨直线度的方法,对该方法的基本原理和实现步骤进行了分析和研究.结合工程实例,对一数控机床的20 m超长导轨进行了直线度测量,得到其2个方向上的直线度分别为27μm和25 μm.该方法拓宽了激光跟踪仪的现有功能,能精确快速地完成对超长导轨直线度的检测,并可以实现对超长导轨2个方向直线度的分离,测量导轨的长度可达到70 m,检测精度为0.4μm/m.%On the basis of summing up conventional linearity error testing for guideway,a novel method for testing linearity error of very long guideway by laser tracker is proposed.The basic principle and testing processing of the method are analyzed and researched.A long guideway of 20 m is measured by this method,the linearity error of each direction is 27 μm and 25 μm respectively.This method enlarges the ability of the laser tracker,it can test the linearity error of long guideway precisely and swiftly,and it can separate the linearity error of two directions,the longth of measurement guideway can reach 70 m,and the testing precision is 0.4 μm/m.【期刊名称】《应用光学》【年(卷),期】2013(034)004【总页数】4页(P686-689)【关键词】光学检测;直线度;激光跟踪仪;超长导轨【作者】王孝坤【作者单位】中国科学院长春光学精密机械与物理研究所中国科学院光学系统先进制造技术重点实验室,吉林长春130033【正文语种】中文【中图分类】TN249;TH741引言随着工业技术的不断发展,超长度导轨正越来越多地在多个领域被应用,如机床设备、传送装置、铁路轨道等[1-2]。

导轨直线度检测的方法及工具1. 通过使用激光对导轨进行扫描,可以得到高精度的直线度检测数据。
2. 利用光学显微镜和数字影像处理技术,可以实现对导轨的直线度检测。
3. 使用激光干涉仪器对导轨进行测试,可以获得直线度的精确度信息。
4. 利用高精度的电子测量仪器,可以进行导轨直线度的快速检测。
5. 基于摄像头成像技术设计的导轨直线度检测仪,可以满足不同工件的直线度要求。
6. 使用应变片传感器结合数据采集系统,可以对导轨的直线度进行高精度测量。
7. 利用高精度的连接轴进行导轨的直线度测试,可以获得真实可靠的检测数据。
8. 采用数控机械加工中心进行导轨的直线度检测,可以实现高效率和高精度的检测。
9. 利用光栅尺或线性位移传感器进行导轨直线度的在线监测,可以提升生产线的稳定性。
10. 基于图像处理技术设计的导轨直线度检测软件,可以实现自动化的检测和分析。
11. 通过激光投影仪对导轨进行检测,可以实现对直线度的高精度测量。
12. 利用激光干涉仪和激光测距仪结合进行导轨的直线度检测,可以提高测试的准确性。
13. 基于感应原理的导轨直线度检测装置,可以实现对导轨直线度的非接触式检测。
14. 利用振动传感器和数据采集系统,可以实现对导轨直线度的动态检测。
15. 基于机器视觉技术开发的导轨直线度检测系统,能够实时获取导轨的直线度数据并进行分析。
16. 利用光电编码器对导轨进行直线度测量,可以得到高分辨率的检测结果。
17. 采用多点测量法对导轨直线度进行检测,可以有效避免测量误差的影响。
18. 利用电子水准仪结合自动化测量系统,可以实现对导轨直线度的全方位检测。
19. 基于三坐标测量机设计的导轨直线度检测夹具,可以提高检测的稳定性和准确性。
20. 利用微型惯性导航系统对导轨进行直线度检测,可以实现高速运动状态下的测量。
21. 基于电容式传感器开发的导轨直线度检测设备,可以实现高灵敏度的检测。
22. 利用激光测量仪进行导轨直线度的取样检测,可以有效降低人为误差。

水平仪的使用(作者未知)一、水平仪的使用和读数水平仪是用于检查各种机床及其它机械设备导轨的不直度、机件相对位置的平行度以及设备安装的水平位置和垂直位置的仪器。
水平仪是机床制造、安装和修理中最基本的一种检验工具。
一般框式水平仪的外形尺寸是200×200mm,精度为0.02/1000。
水平仪的刻度值是气泡运动一格时的倾斜度,以秒为单位或以每米多少毫米为单位,刻度值也叫做读数精度或灵敏度。
若将水平仪安置在1米长的平尺表面上,在右端垫0.02毫米的高度,平尺倾斜的角度为4秒,此时气泡的运动距离正好为一个刻度。
如图:1计算如下:水平仪连同平尺的倾斜角α的大小可以从下式中求出:由tgα= = =0.00002 则α=4秒从上式可知0.02/1000精度的框式水平仪的气泡每运动一个刻度,其倾斜角度等于4秒,这时在离左端200mm处(相当于水平仪的1个边长),计算平尺下面的高度H1为:tgα= =0.00002 H1=tgα×L1=0.00002×200=0.004(mm)由上式可知,水平仪气泡的实际变化值与所使用水平仪垫铁的长度有关。
假如水平仪放在500mm长的垫铁上测量机床导轨,那么水平仪的气泡每运动1格,就说明垫铁两端高度差是0.01mm。
另外,水平仪的实际变化值还与读数精度有关。
所以,使用水平仪时,一定要注意垫铁的长度、读数精度以及单独使用时气泡运动一格所表示的真实数值。
由此得知,水平仪气泡运动一格后的数值,是根据垫铁的长度来决定的。
水平仪的读数,应按照它的起点任意一格为0。
气泡运动一格计数为1,再运动一格计数为2,以此进行累计。
在实际生产中对导轨的最后加工,无论采用磨削、精磨还是手工刮研,多数导轨都是呈单纯凸或单纯凹的状态,机床导轨的直线度产生性也是少见的(加工前的导轨会有性的现象)。
测量导轨时,水平仪的气泡一般按照一个方向运动,机床导轨的凸凹是由水平仪的移动方向和该气泡的运动方向来确定。
超长导轨直线度的测量和计算方法陈琪 王晓飞 石峰 张莹 / 江苏省计量科学研究院摘 要 介绍了直线度测量的原理及其测量现状,针对超长导轨的直线度测量提出了一种分段拼接的测量方法,介绍了一种坐标旋转的方法,解决了端点连线法和最小区域法两种直线度测量的计算问题。
关键词 直线度;超长导轨;拼接技术;旋转;端点连线法;最小区域法0 引言直线度是机械零件上各种要素中最常见的一种要素,直线度误差的测量是形状误差测量中最基本的一项测量。
直线度误差的定义是“被测实际轮廓线对理想直线的变动量”。
在实际检测中,“与理想要素比较原理”应用较多,常采用精密加工形成的刃、棱、导轨、平面或拉紧的细钢丝等做为标准直线,这类标准直线通常跨度比较小,不适于对大型长导轨进行测量。
也有利用几何光学原理制成的准直类仪器的光轴来做“标准直线”的,这类仪器在实际使用中,超过一定的长度(极限为几十米)就变得很不稳定,同样也解决不了超长导轨直线度的测量问题。
本文利用光电自准直仪加反射镜的方法,采用分段拼接技术,能很好地解决超长导轨直线度的测量问题。
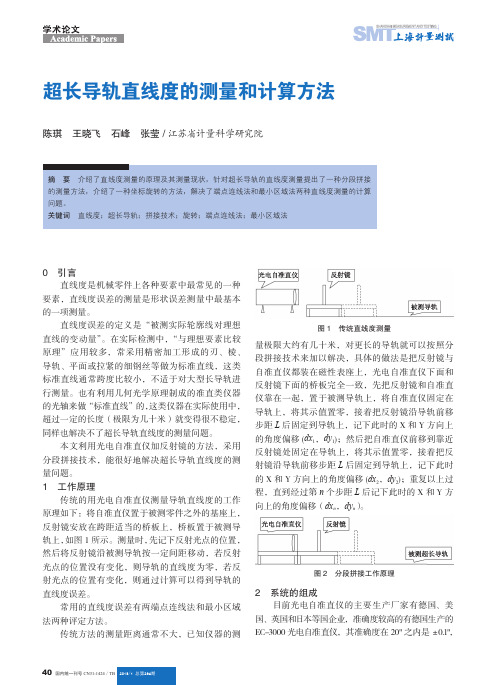
1 工作原理传统的用光电自准直仪测量导轨直线度的工作原理如下:将自准直仪置于被测零件之外的基座上,反射镜安放在跨距适当的桥板上,桥板置于被测导轨上,如图1所示。
测量时,先记下反射光点的位置,然后将反射镜沿被测导轨按一定间距移动,若反射光点的位置没有变化,则导轨的直线度为零,若反射光点的位置有变化,则通过计算可以得到导轨的直线度误差。
常用的直线度误差有两端点连线法和最小区域法两种评定方法。
传统方法的测量距离通常不大,已知仪器的测量极限大约有几十米,对更长的导轨就可以按照分段拼接技术来加以解决,具体的做法是把反射镜与自准直仪都装在磁性表座上,光电自准直仪下面和反射镜下面的桥板完全一致,先把反射镜和自准直仪靠在一起,置于被测导轨上,将自准直仪固定在导轨上,将其示值置零,接着把反射镜沿导轨前移步距L后固定到导轨上,记下此时的X和Y方向上的角度偏移(dx1,dy1);然后把自准直仪前移到靠近反射镜处固定在导轨上,将其示值置零,接着把反射镜沿导轨前移步距L后固定到导轨上,记下此时的X和Y方向上的角度偏移(dx2,dy2);重复以上过程,直到经过第n个步距L后记下此时的X和Y方向上的角度偏移(dx n,dy n)。

第58卷0引言导轨广泛应用于机床设备、输送装置、铁轨等领域。
直线度是导轨非常重要的技术指标,它是指被测导轨实际线对其理想直线的变动量。
导轨直线度误差是形状误差之一[1]。
设备的准确性、可靠性和稳定性都与导轨的直线度高低相关,因此有必要对其进行精确测量。
目前,测试导轨直线度的方法很多,一般有4种方法,分别为水平仪测量法、自准直仪测量法、钢丝和显微镜测量法、激光干涉仪测量法[2]。
本文利用以上4种方法分别测量某导轨的直线度。
其中,水平仪测量法是一种传统的直线度测量方法,其优点是操作简单,使用方便,而且成本较低,缺点是其测量精度较低,需要图解法求解导轨直线度误差,数据的采集和分析很容易出错,不易测量超长导轨的直线度[3];自准直仪测量法的精度相对水平仪测量法有所提高,测量精度为5μm /m 。
此外,由于测试光线在空气中并非绝对准直,测量范围越大,其偏差就越大,不适用于超高精度导轨直线度的测试要求[4];用钢丝和显微镜法测量直线度简单、易操作、读数直观、准确和成本低[5];激光追踪仪测量导轨直线的优点为可测量距离大且测试精度高,一般可到达0.4μm /m ,缺点是在测量超长导轨时,由于光路过长,空气扰动、振动等一系列因素将会对测量产生很大的影响,且该方法的数据处理和运算等比较复杂,因此很难高精度地完成对超长导轨直线度的测量[1]。
收稿日期:2022-09-28;修订日期:2022-10-23作者简介:井溢涛(1985—),男,工程师,从事机械制造工艺技术研究。
E-m ai l :j i ngyi t ao1012@导轨直线度的几种检测方法井溢涛(济南铸锻所检验检测科技有限公司,山东济南250399)摘要:导轨作为机床的一个部件,起到支承和导向作用,主要用于机床的床身、立柱、滑台上。
导轨的几何精度影响工件的表面粗糙度、尺寸精度和形状精度。
本文利用框架水平仪测量法、自准直仪测量法、钢丝和显微镜测量法以及激光跟踪仪测量法四种方法检测同一导轨的直线度,并总结了四种检测方法的适用范围。
导轨直线度检测方法综述导轨直线度是各项机床精度的基础精度,导轨直线度对多项机床精度都有着直接的影响,其检测仪器和检测方法较多也较为复杂,并应根据不同情况采取不同的检测仪器和不同的检测方法。
本文根据学习内容和自己的理解,对导轨直线度的检测方法作一综合叙述。
一、各种导轨直线度检测方法的使用场合根据学习内容我们知道,导轨直线度有四种检测方法,这四种检测方法分别适用于不同的工作场合。
1.用水平仪检测导轨直线度水平仪是检测导轨直线度的常用仪器,使用方便且检测精度较高。
一般常用外形规格尺寸为200×200,测量精度为0.02/1000的框式水平仪。
但水平仪只能检查导轨在垂直面的直线度误差。
2.用光学平直仪检测导轨直线度光学平直仪可用来检测导轨在垂直面的直线度误差,也可用来检测导轨在水平面的直线度误差,且精度较高。
但光学平直仪的安装调整较为复杂,需请专业的计量人员操作。
对于行程长度大于1.6米的精密机床,其导轨在水平面的直线度最好使用光学平直仪进行检测。
对于行程长度小于等于1.6米的机床,其导轨在水平面的直线度一般不用光学平直仪检测,而用检查棒和百分表进行检测。
3.用钢丝和读数显微镜检测导轨直线度对于行程长度大于1.6米的机床,当导轨直线度要求不太高时,可用钢丝和读数显微镜对导轨在水平面的直线度进行检测。
因为钢丝的直径误差对检测精度有直接影响,所以精度不太高。
为保证导轨直线度的检测精度,最好使用光学平直仪检测大行程机床导轨在水平面的直线度误差。
4.用检查棒和百分表检测导轨直线度对于行程长度小于等于1.6米的机床,可用检查棒和百分表检测机床床鞍沿导轨的运动在水平面的直线度误差。
二、框式水平仪结构及工作原理框式水平仪由框架和水准器组成,水准器是一个带有刻度的弧型密封玻璃管,装有酒精或乙醚,并留有一定长度的气泡,当水平仪移动时,气泡移动一定距离。
对于精度为0.02/1000的水平仪,当气泡移动一格时,水平仪的角度变化为4″,即在1000mm长度两端的高度差为0.02mm(tan4″=1.939×10-5≈0.02/1000,其误差为6.1×10-7)。
水平仪的使用(作者未知)一、水平仪的使用和读数水平仪是用于检查各种机床及其它机械设备导轨的不直度、机件相对位置的平行度以及设备安装的水平位置和垂直位置的仪器。
水平仪是机床制造、安装和修理中最基本的一种检验工具。
一般框式水平仪的外形尺寸是200×200mm,精度为0.02/1000。
水平仪的刻度值是气泡运动一格时的倾斜度,以秒为单位或以每米多少毫米为单位,刻度值也叫做读数精度或灵敏度。
若将水平仪安置在1米长的平尺表面上,在右端垫0.02毫米的高度,平尺倾斜的角度为4秒,此时气泡的运动距离正好为一个刻度。
如图:1计算如下:水平仪连同平尺的倾斜角α的大小可以从下式中求出:由tgα= = =0.00002 则α=4秒从上式可知0.02/1000精度的框式水平仪的气泡每运动一个刻度,其倾斜角度等于4秒,这时在离左端200mm处(相当于水平仪的1个边长),计算平尺下面的高度H1为:tgα= =0.00002 H1=tgα×L1=0.00002×200=0.004(mm)由上式可知,水平仪气泡的实际变化值与所使用水平仪垫铁的长度有关。
假如水平仪放在500mm长的垫铁上测量机床导轨,那么水平仪的气泡每运动1格,就说明垫铁两端高度差是0.01mm。
另外,水平仪的实际变化值还与读数精度有关。
所以,使用水平仪时,一定要注意垫铁的长度、读数精度以及单独使用时气泡运动一格所表示的真实数值。
由此得知,水平仪气泡运动一格后的数值,是根据垫铁的长度来决定的。
水平仪的读数,应按照它的起点任意一格为0。
气泡运动一格计数为1,再运动一格计数为2,以此进行累计。
在实际生产中对导轨的最后加工,无论采用磨削、精磨还是手工刮研,多数导轨都是呈单纯凸或单纯凹的状态,机床导轨的直线度产生性也是少见的(加工前的导轨会有性的现象)。
测量导轨时,水平仪的气泡一般按照一个方向运动,机床导轨的凸凹是由水平仪的移动方向和该气泡的运动方向来确定。
水平仪的使用(作者未知)一、水平仪的使用和读数水平仪是用于检查各种机床及其它机械设备导轨的不直度、机件相对位置的平行度以及设备安装的水平位置和垂直位置的仪器。
水平仪是机床制造、安装和修理中最基本的一种检验工具。
一般框式水平仪的外形尺寸是200×200mm,精度为0.02/1000。
水平仪的刻度值是气泡运动一格时的倾斜度,以秒为单位或以每米多少毫米为单位,刻度值也叫做读数精度或灵敏度。
若将水平仪安置在1米长的平尺表面上,在右端垫0.02毫米的高度,平尺倾斜的角度为4秒,此时气泡的运动距离正好为一个刻度。
如图:1计算如下:水平仪连同平尺的倾斜角α的大小可以从下式中求出:由tgα= = =0.00002 则α=4秒从上式可知0.02/1000精度的框式水平仪的气泡每运动一个刻度,其倾斜角度等于4秒,这时在离左端200mm处(相当于水平仪的1个边长),计算平尺下面的高度H1为:tgα= =0.00002 H1=tgα×L1=0.00002×200=0.004(mm)由上式可知,水平仪气泡的实际变化值与所使用水平仪垫铁的长度有关。
假如水平仪放在500mm长的垫铁上测量机床导轨,那么水平仪的气泡每运动1格,就说明垫铁两端高度差是0.01mm。
另外,水平仪的实际变化值还与读数精度有关。
所以,使用水平仪时,一定要注意垫铁的长度、读数精度以及单独使用时气泡运动一格所表示的真实数值。
由此得知,水平仪气泡运动一格后的数值,是根据垫铁的长度来决定的。
水平仪的读数,应按照它的起点任意一格为0。
气泡运动一格计数为1,再运动一格计数为2,以此进行累计。
在实际生产中对导轨的最后加工,无论采用磨削、精磨还是手工刮研,多数导轨都是呈单纯凸或单纯凹的状态,机床导轨的直线度产生性也是少见的(加工前的导轨会有性的现象)。
测量导轨时,水平仪的气泡一般按照一个方向运动,机床导轨的凸凹是由水平仪的移动方向和该气泡的运动方向来确定。