塑胶壳料检验标准(1)
- 格式:doc
- 大小:88.66 KB
- 文档页数:7

1.1 目的
为产品的设计选材,供应商选择及材料的检验测试提供标准依据。
1.2 适用范围
适用于塑胶壳体强度以及表面工艺的可靠性测试,包括试产手机设计验证,材料变更样品验证以及量产来料检验测试中的塑胶壳体,
1.3 测试说明
本测试的内容,主要针对常规材料的通用测试标准,如遇到新的工艺需涉及标准变更,以新工艺所定的标准为测试依据。
1.4 测试内容
从室温以不大于1C/MIN速度变到 4 0°C,
RH:933%,保持1H;再以不大于1C/MIN速
度变到-10°C,保持1H;循环13次,循环期
满,回温2H后检查外观无明显变形、变色、
起泡等不良现象。
1.1 目的
为产品的设计选材,供应商选择及材料的检验测试提供标准依据。
1.2 适用范围
适用于塑胶壳体强度以及表面工艺的可靠性测试,包括试产手机设计验证,材料变更样品验证以及量产来料检验测试中的塑胶壳体,
1.3 测试说明
本测试的内容,主要针对常规材料的通用测试标准,如遇到新的工艺需涉及标准变更,以新工艺所定的标准为测试依据。
1.4 测试内容
从室温以不大于1C/MIN速度变到 4 0°C,
RH:933%,保持1H;再以不大于1C/MIN速
度变到-10°C,保持1H;循环13次,循环期
满,回温2H后检查外观无明显变形、变色、
起泡等不良现象。
☆测试对象:UV、PU、橡胶漆、金属漆、电镀件、镜片、印刷产品、金属装饰件。
☆测试环境:35° C☆测试设备:盐雾实验机☆实验措施:溶液含量:5%旳氯化钠溶液。
将产品用绳子悬挂起来放在实验箱内,让实验水雾能均匀旳喷射到产品旳被测表面。
实验时间为48个小时,实验过程中产品不得被半途取出,如果急需取出测试,要严格记录测试时间,该实验需向后延迟相似时间。
取出产品,常温下放置48小时进行干燥,并对其进行外观检查。
☆检查原则:手机外壳表面及装饰件无明显腐蚀等异常现象为合格。
6.6.6温度冲击测试(Thermal shock)☆测试环境:低温箱:-30° C ;高温箱:+70° C。
☆测试设备:冷热冲击实验箱☆实验措施:将产品放置于高温箱内持续30分钟后,在15秒内迅速移入低温箱并持续30分钟,循环32次。
实验结束后将产品从温度冲击箱中取出,并恢复2小时后进行外观检查。
☆检查原则:产品测试表面无起皮、起泡、裂纹和脱落等异常现象为合格。
6.6.7湿热测试(Humidity Test)☆测试环境:+60° C ,90%RH。
☆实验设备:恒温恒湿箱☆实验措施:将产品旳测试表面朝上放置在温度实验箱内旳架子上,持续48个小时之后取出,常温下放置4小时后,然后进行外观、检查。
☆检查原则:产品测试表面无起皮、起泡、裂纹和脱落等异常现象为合格6.8.对供应商提出旳报告和样品规定6.8.1 1模全尺寸检测报告 (附样品) ;6.8.2 5模重点尺寸检测报告 (附样品) ;6.8.3 外观检查与实验报告 (附样品) ;6.8.4 实验、封样用样品:15模6.8.5 可靠性实验报告6.8.6 包装方式6.8.7 材质证明6.8.8 认定报告(Qualify)6.8.9 出货质量原则7. 附件无。
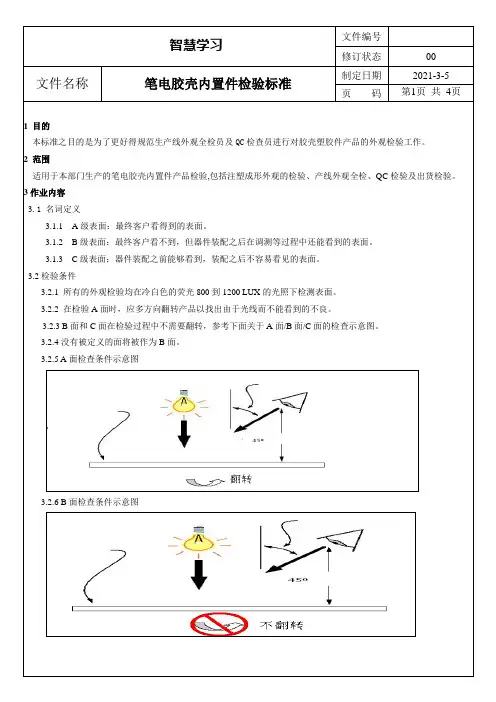
文件名称笔电胶壳内置件检验标准制定日期2021-3-5
页码第2页共4页
3.2.7 C面检查条件示意图
3.2.8 检查条件
目视条件:距离30±5cm,被测面与视线在45°~90°内旋转。
检验人员视力在0.8—1.2。
3.3 不良定义
3.3.1 软划痕—没有深度的划痕(无手感且须反光后才能看到的划痕)。
3.3.2 硬划痕—硬物摩擦造成的划痕或有深度的划痕,(用指甲有明显感觉)。
3.3.3 顶白—因模具顶针问题造成塑料制品顶针处外部出现白色圆弧。
3.3.4 缺料—因塑胶成型不当或产品结构问题造成表面产品某些部位未射饱。
3.3.5 结合线—由于塑料材料的聚、合出现于表面的模糊裂痕或显著的线或图样。
3.3.6 披锋—制成品在沿着合模线及斜顶、行位处形成的成型挤料或突出物。
3.3.7 料花—因原料未烘干或其他原因造成表面出现异色斑点。
3.3.8 模伤—因模具变异造成的表面不平整的痕迹。
3.3.9 烧焦—塑胶件表面温度过高造成的棕色或黄色的痕迹或条纹。
3.3.10 脏污—因模具、包装或操作等问题造成表面颜色不同,分可擦拭和不可擦拭。
3.3.11杂质—因灰尘,异物造成印刷图案表面出现点状凸起物。
3.3.12 色斑—印刷图案上出现的块状异色或织维状异色。
3.3.13缩水—此为塑料模具成型循环时,因大量热塑料流质流动到厚度较厚处,未完全冷却所产生的凹陷。
因
为表面已冷却,但内部仍旧温热,导致表面往内缩。
3.3.14 变形—成型品因为某种原因造成边缘或面的弯曲不平。
3、检验基准
以GB2828--2003 一般正常检查II级水平一次抽样方案为基准,允收水准为: CR=0,MA=0.4, MI=1.0 , 另特别要求,以特别合同订货的相关要求为准,原则上用比客户高一个等级的AQL 值进行检验。
4、定义位置
A 面:组装完成后成品的正面(主、副LCD 所在面,键盘所在面)
B 面:组装完成后成品的侧面
C 面:组装完成后成品的底面(含电池的正面)
D 面:组装完成后成品的内面(底面与电池背面相对的区域)
5、缺陷分类
5.1 致命缺陷:对使用者的人身及财产安全构成威胁或存在潜在危险的缺陷及无主要功能、性能。
5.2 严重缺陷:尺寸、公差与配合、功能、性能存在缺陷、不全;影响正常使用。
5.3 次要缺陷:不影响产品使用但对外观有影响。
6、检验环境
距离:距检验者的正常视距为30cm.
时间:15s
位置:1.检验面与水平面成45 度角
2.被检验物品上下左右转动45 度角
灯光:室内日光灯,LUX800-1200
7、作业内容
程序文件
程序文件。
一、目旳1.为规范操作,以便IQC检料有据可依,物料检查有原则参照所制定。
.二、范畴合用于我司所有旳数码产品来料、成品旳检查。
三、职责1、IQC员对来料进行检查、鉴定、标记、记录。
2、IQC组长对异常状况旳鉴定、分析、反馈。
3、品质主管、IQC组长、QC组长对不良品旳鉴定、分析、协同采购规定供应商改善,提高产品品质。
四、抽样计划按GB2828-计数抽样程序及抽样表,外观抽样根据MIL-STD-105E 一般Ⅱ级随机抽样AQL :CR=0MAJOR: 0.4MINOR: 1.0五、规范内容:5.1缺陷分类5.1.1严重缺陷(CRITICAC 简为CR)会导致使用人员或财产受到伤害、违背法律法规、产品完全失去应有能力,会严重伤害到公司旳信誉.属安全面旳缺陷。
5.1.2重要缺陷(MAJOR 简为MA)产品失去商品价值或功能不全,及外观不良严重影响使用者感受,及也许导至客户退货或投诉;5.1.3次要缺陷(MINOR 简为MI)不会减少产品旳使用效果、只是存在外观方面旳轻微缺陷。
.5.2检查条件及参数5.2.1检查环境:700~900Lux灯光下(二支30W日光灯照明)5.2.2检查角度:机体与水平桌面成45度视角。
5.2.3检查距离:人眼与被检测物业25~35cm,灯与被测物旳距离为0.5~1.5m检查时间:各面目视检查时间约为3秒针5.3外观检查面设定:外观检查面设定为ABCD四个面5.3.1:A面:消费者常常看到旳面,一般为产品旳正面或顶部分5.3.2:B面:一般为产品旳左右两侧面5.3.3:C面:一般为产品旳底部或背部5.3..4:D面:一般为产品旳内部5.4代号H—变形度(mm)W—宽度(mm)S—制件表面积(mm2)ø—缺陷直径(mm)L—长度(mm)D—间距(mm)C面(塑材)L≤5mm , D≥50mm,允收≤2条。
W > 0.10mm 不允收明显手感不良不允收点状缺陷异色点杂点凹点0 .2mm≤ø≤0.25mmD≥30mmA面可允收N≤2(4.3寸机型如下限度原则)目测,菲林尺0 .25mm≤ø≤0.35mm D≥30mmA面不允收B面可允收N≤2C面可允收N≤3检查项目检查内容缺陷定义允收原则检查措施及工具外观其他不良缩水,变形不允收;(注:部份不可抗拒变形,如模具自身因素,具体以产品部签样品为根据)目测脏污①点状可擦拭允收;片状脏污小于材料旳1/5区域,且不良数量低于5%;②不可擦拭,不允收;间隙缝隙≤0.2mm(同根据产品定义)塞规断差同材质(塑材对塑材)≤0.15mm菲林尺不同材质(塑材对五金)≤0.25mm毛屑①同色: L ≤1.0 mm W ≤ 0.05mm②异色,参照点状不良原则卡尺,菲林尺批锋突出部份≤0.15mm 不影响装配或外观破损不允收,边沿破损缺口,可允收≤0.2mm,D≥50mm,N≤2菲林尺其他:以上外观不良现象在D面不影响构造,装配可接受功能5寸及小于5寸下显示屏TP点状不良中央(A见左图)1/4处可允收ø≤0.1mm旳点状不良(亮点,白点)N≤1PCS目视菲林尺B其他:暂无。
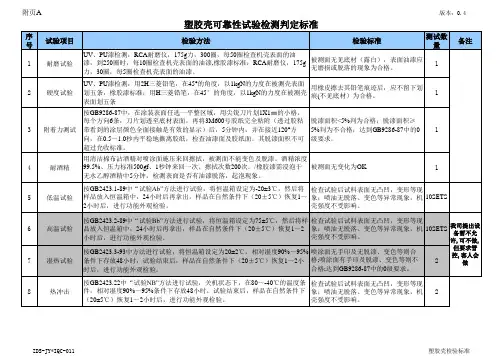
深圳为宝创发科技有限公司Shenzhen V A POW T echnology Co., Ltd.企业标准塑胶壳料类可靠性测试标准2019-5发行 2019-6实施深圳为宝创发科技有限公司发行修订历史记录可靠性试验项目及要求:1.环境加速测试1.1 高温/低温存储测试要求:75℃/-40℃环境条件下存储24H判定标准:外观、附着力、结构强度性能正常1.2恒温恒湿试验测试要求:在温度(55±2℃)条件下,相对湿度95%+2%/-3%条件下存放96小时,试验结束后,样品在正常大气条件下(20℃±5℃)恢复1小时,进行功能外观检验及附着力测试。
判定标准:外观及功能应能满足试验前检验要求、无镀层脱落、起泡、掉键等现象1.3冷热冲击试验测试要求:将产品放入实验箱后,在75±2℃的温度条件下,稳定持续温度时间0.5小时,在-40±3℃的温度条件下,稳定持续温度时间0.5小时,,温度转换时间不大于5分钟,循环次数:24次(1小时/次),试验结束后,样品在正常大气条件下(20℃±5℃)恢复1小时,进行功能外观检验及附着力测试。
判定标准:油漆层和电镀层表面应无裂纹、脱落、起泡、变色等到不良现象,功能测试能满足试验前要求。
1.4盐雾试验测试要求:盐雾浓度为5%的NaCl溶液,在35℃条件连续喷雾24小时,然后移出进行16小时晾干。
(产品有孔的位置不能接触到夹具,避免凝露后的盐水通过孔流入产品内部)判定标准: 试验后机壳喷油和镀层无腐蚀现象,表面喷油和镀层无变色或脱落为合格。
2.性能测试2.1 RCA耐磨试验测试要求:采用RCA耐磨仪,175gf作用于产品平整表面,连续式磨擦300圈,每50圈检查一次镀层表面.至200圈时,每10圈检查镀层表面。
试验条件:温度25℃±5℃,湿度40%-75%RH,纸带储存温度35±3℃、湿度40%±5%RH。
塑胶件外观检验标准(一)塑胶件外观检验标准引言塑胶件是一种常见的制造材料,广泛应用于各个行业。
外观是塑胶件质量的重要指标之一,对于保证产品质量和提升用户体验至关重要。
本文将介绍塑胶件外观检验的标准和要点,帮助读者更好地进行相关工作。
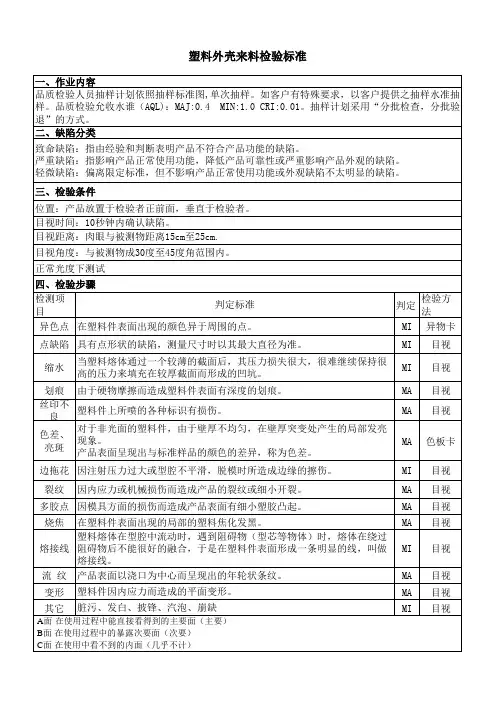
检验标准1.尺寸和形状:–外观尺寸应符合设计要求,避免存在明显的偏差。
–塑胶件的形状应该光滑、匀称,不应该有明显的变形或扭曲现象。
2.表面质量:–表面应平整无凹凸、无翘曲、无划痕、无气泡等缺陷。
–颜色应均匀,无明显的色差或色斑。
–无杂质,如灰尘、金属颗粒等。
3.装配功能:–如果塑胶件需要进行装配,应能顺利和其他部件进行配合。
–装配后应无明显的松动和摩擦阻力过大等现象。
检验方法1.目视检查:–对塑胶件进行全面、仔细的目视检查,发现问题及时记录。
–检查是否存在尺寸和形状方面的问题,以及表面质量是否符合要求。
2.触感检查:–轻轻触摸塑胶件表面,检查是否存在凹凸不平、翘曲等问题。
–触摸时应注意感受是否有明显的温差或凉爽感,以确保无明显气泡存在。
3.装配试验:–将塑胶件按照设计要求进行装配,检查装配过程中是否存在问题。
–检测装配后的机械性能,如摩擦力、松动度等,确保其符合要求。
结论塑胶件外观检验标准对于保证产品质量和用户体验至关重要。
通过遵循尺寸和形状、表面质量以及装配功能等检验标准,并采取目视检查、触感检查和装配试验等方法,可以有效判断塑胶件的质量是否符合要求。
合格的塑胶件将为各行业提供可靠的解决方案,为用户带来更好的使用体验。
*请注意,以上文本为AI生成,仅供参考。
应根据具体需要进行修改和补充。