钢结构焊接自检记录
- 格式:doc
- 大小:353.50 KB
- 文档页数:10
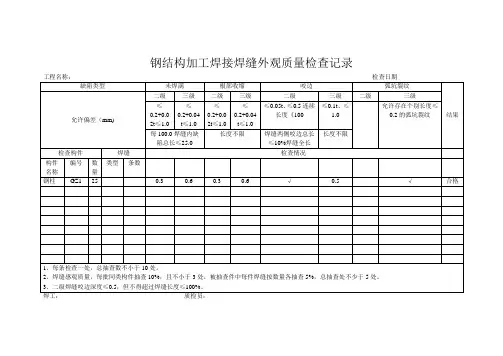
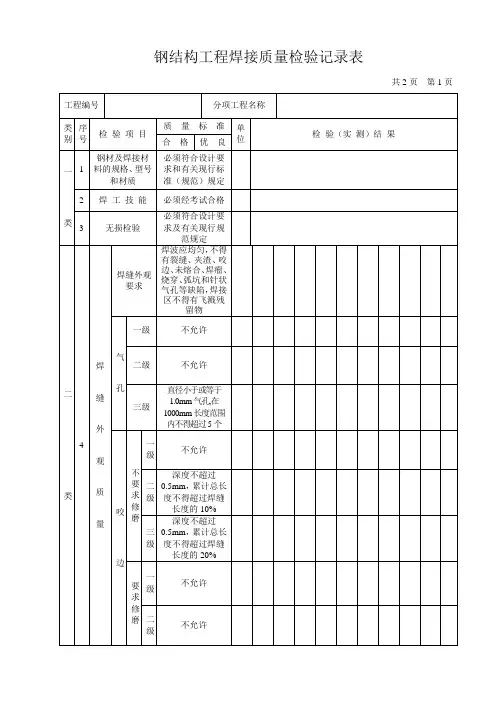
钢结构加工焊接焊缝外观质量检查记录工程名称: 检查日期缺陷类型未焊满 根部收缩 咬边弧坑裂纹结果允许偏差(mm)二级 三级 二级三级二级三级 二级 三级≤0.2+0.02t ≤1.0≤0.2+0.04t ≤1.0≤0.2+0.02t ≤1.0 ≤0.2+0.04t ≤1.0≤0.05t 、≤0.5连续长度《100 ≤0.1t 、≤1.0允许存在个别长度≤0.2的弧坑裂纹每100.0焊缝内缺陷总长≤25.0长度不限焊缝两侧咬边总长≤10%焊缝全长长度不限检查构件 焊缝 检查情况构件名称 编号 数量 类型 条数 钢柱 GZ1 25 0.3 0.6 0.3 0.6 √ 0.5 √ 合格1、每条检查一处,总抽查数不小于10处。
2、焊缝感观质量,每批同类构件抽查10%,且不小于3处,被抽查件中每件焊缝按数量各抽查5%,总抽查处不少于5处。
3、二级焊缝咬边深度≤0.5,但不得超过焊缝长度≤100%。
焊工: 质检员:钢结构零件及部件加工(矫正和成型)质量检查记录工程名称:达州化工产业区公路物流港6#标准仓库钢结构工程施工单位:四川恒沣建设有限公司检查日期:检查内容7.3.1条钢材矫正后的允许偏差(㎜)表面质量冷矫正加工环境温度碳素钢和低合钢热矫正时加热温度钢板的局部平面度(△)型钢弯曲矢高角钢的垂直度槽钢翼缘对腹板的垂直度工字钢、H型钢翼缘对腹板的垂直度不能有明显的凹面和损伤及划痕碳素钢低合金结构钢t≤14t>14允许偏差(㎜)不低于不应超过900℃1.5 1.0l∕100,≯5.0b∕100,双肢栓接不得大于90°b∕80b∕100,≯2.0划痕深度≯0.5且≯负偏差的1∕2﹣16℃﹣12℃构件号零部件抽查件检查情况(㎜)规格数量编号数量GZ2a 8 3 1.2 2.0 0.1注:1、冷矫正的加工温度全数检查制作工艺报告和施工记录; 2、钢材矫正后允许偏差,按矫正件抽查10%,不少于3件;3、t-为加工件厚度,l-为构件长度,M-为1米长度范围,b-为型钢肢宽;4、7.3.1条为主控项目。
钢材自检记录日期:2022年10月12日检验单位:ABC钢铁有限公司材料名称:Q345B钢板规格:厚度10mm,宽度1500mm,长度6000mm批号:202210120011. 材料外观检验- 表面光洁度:经目测,钢板表面无明显划痕、凹陷或氧化现象。
- 钢板边缘:边缘整齐切割,无毛刺或锈蚀。
- 钢板平整度:通过直尺检查,钢板平整度符合国家标准要求。
2. 尺寸检验- 厚度测量:使用千分尺在钢板不同位置进行测量,平均厚度为10.05mm,符合要求。
- 宽度测量:使用宽度测量仪对钢板进行测量,宽度为1500.2mm,符合要求。
- 长度测量:使用长度测量仪对钢板进行测量,长度为6000.1mm,符合要求。
3. 化学成分分析- 抽样分析:从批号为20221012001的Q345B钢板中随机抽取样品进行化学成分分析。
- 成分检测:样品送至实验室进行成分检测,结果如下:- 碳含量:0.17%- 硅含量:0.25%- 锰含量:1.10%- 磷含量:0.035%- 硫含量:0.030%- 成分符合标准要求:经与国家标准GB/T 1591-2018《低合金高强度结构钢》进行对比,钢板的化学成分均符合标准要求。
4. 机械性能测试- 抽样测试:从批号为20221012001的Q345B钢板中随机抽取样品进行机械性能测试。
- 抗拉强度测试:样品送至实验室进行抗拉强度测试,结果为550MPa,符合标准要求。
- 屈服强度测试:样品送至实验室进行屈服强度测试,结果为345MPa,符合标准要求。
- 延伸率测试:样品送至实验室进行延伸率测试,结果为21%,符合标准要求。
5. 表面质量检验- 表面粗糙度:使用表面检测仪对钢板表面进行检测,结果为Ra 0.8μm,符合标准要求。
- 表面涂层:经目测,钢板表面涂层均匀,无剥落或起泡现象。
- 表面硬度:使用硬度计对钢板表面进行测试,结果为HV 160,符合标准要求。
综上所述,经过对批号为20221012001的Q345B钢板进行自检,所有检验项目均符合国家标准要求,具备良好的外观和优异的物理性能,可满足生产使用的需求。
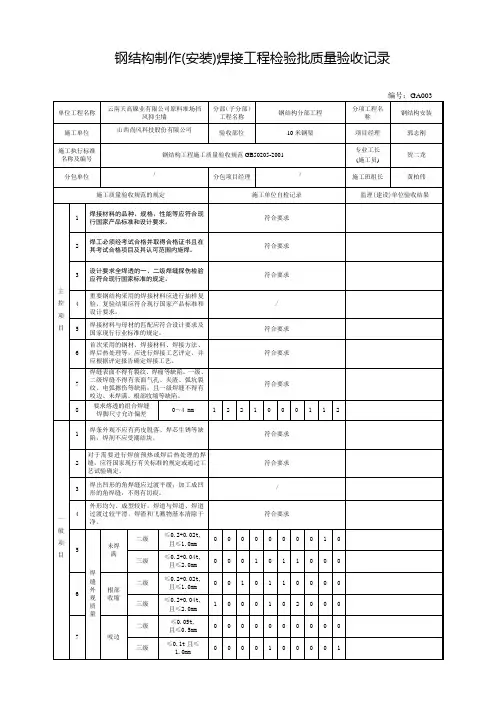
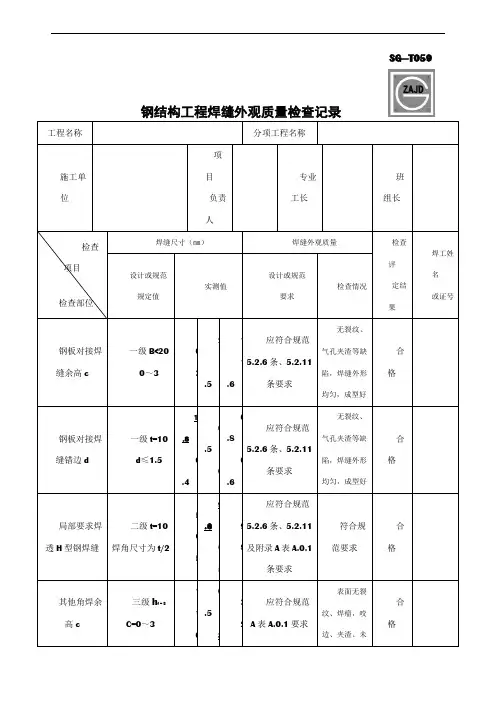
SG—T059钢结构工程焊缝外观质量检查记录工程名称分项工程名称施工单位项目负责人专业工长班组长检查项目检查部位焊缝尺寸(㎜)焊缝外观质量检查评定结果焊工姓名或证号设计或规范规定值实测值设计或规范要求检查情况钢板对接焊缝余高c 一级B<200~3321.511.6应符合规范5.2.6条、5.2.11条要求无裂纹、气孔夹渣等缺陷,焊缝外形均匀,成型好合格钢板对接焊缝错边d 一级t=10d≤1.51.8.4.5.8.6应符合规范5.2.6条、5.2.11条要求无裂纹、气孔夹渣等缺陷,焊缝外形均匀,成型好合格局部要求焊透H型钢焊缝二级t=10焊角尺寸为t/25659.66598应符合规范5.2.6条、5.2.11及附录A表A.0.1条要求符合规范要求合格其他角焊余高c三级h f = 8C=0~311.5332应符合规范A表A.0.1要求表面无裂纹、焊瘤,咬边、夹渣、未合格注:本表也适用于幕墙钢结构框架的焊缝外观质量检查记录。
四川省建设厅制SG—T059填写说明一、本表是用于钢结构工程焊缝质量检查记录,同时也适用于建筑幕墙工程的焊缝质量检查记录。
幕墙钢框架可根据工程中出现的焊缝类型立项检查并记录。
二、本记录为钢结构焊接和建筑幕墙工程检验批质量验收记录的支撑表。
三、填写示范以钢柱为例,实际当中,工程由哪种构件,就按哪种构件出现的焊缝检查记录。
四、焊缝的外形尺寸和表面质量应按规范第5.2.6条和附表A表A.0.1、表A.0.2、表A.0.3等规定进行控制。
五、一、二级焊缝的内部质量检测,应在焊缝尺寸和外观质量检查合格后进行。
六、碳素钢应在焊缝冷却到环境温度,低合金结构应在完成焊接24h后进行探伤检验。
七、焊工姓名或证号,可填姓名,也可只填焊工合格证书的编号。
八、焊缝尺寸检查用焊缝量规。
九、一般项目其检查结果应有80%及以上的检查(值)符合规范要求,且最大值不应超过其允许差值的1.2倍,方可判定合格。
十、本表一式两份,施工单位、建设单位各存一份。
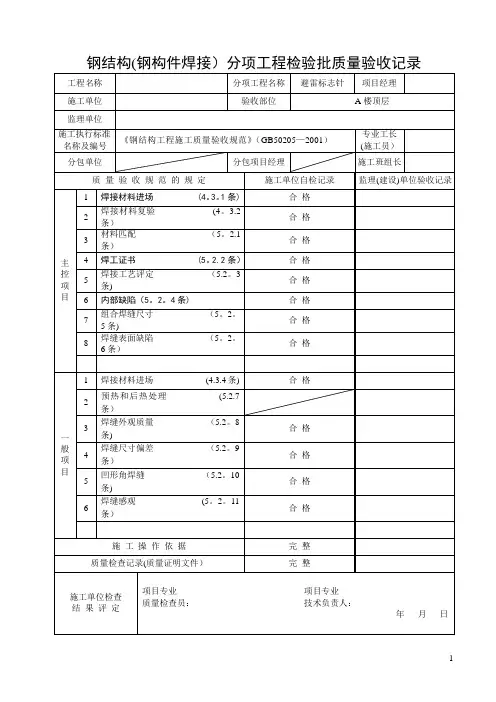
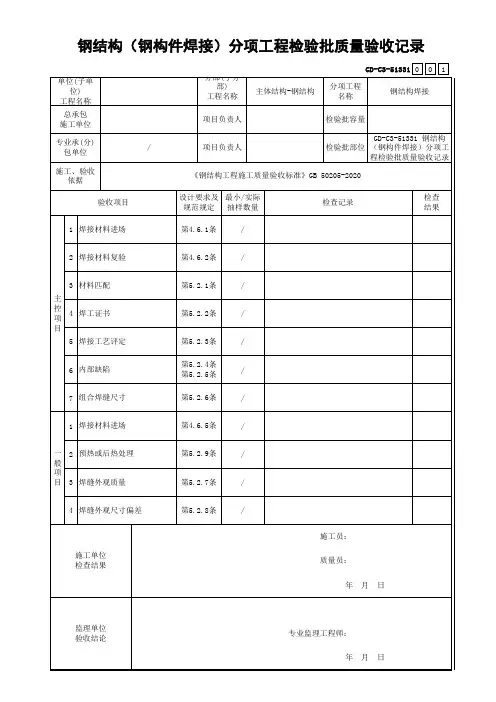
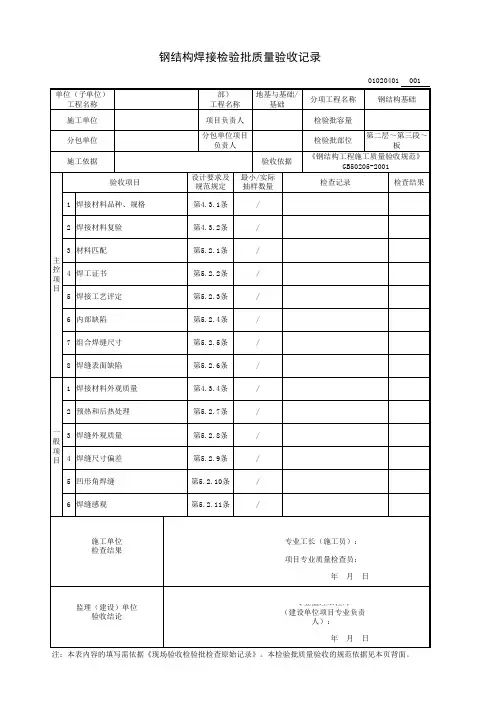
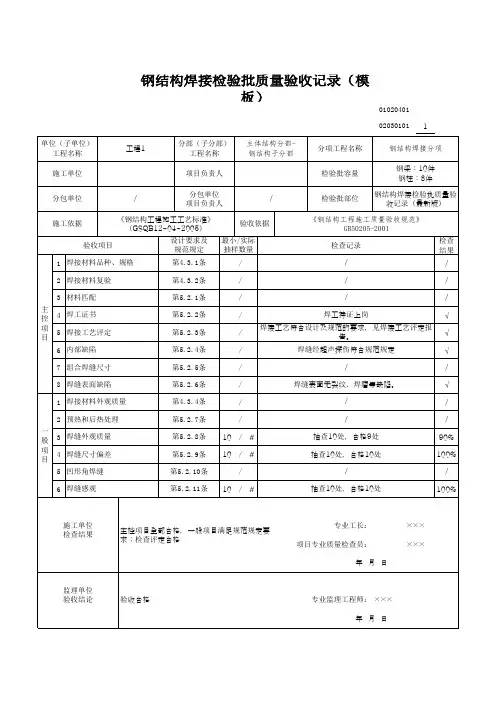
钢结构(钢构件焊接)分项工程检验批质量验收记录钢结构(焊钉焊接)分项工程检验批质量验收记录(GB50205—2001)表J.O.2编号:010902/020402□□□钢结构(普通紧固件连接)分项工程检验批质量验收记录钢结构(高强度螺栓连接)分项工程检验批质量验收记录钢结构(零件及部件加工)分项工程检验批质量验收记录(GB50205-2001)表J.0。
5 编号:010905/020405010905/020405□□□接上表钢结构(构件组装)分项工程检验批质量验收记录(GB50205—2001)表J。
0。
6 编号:020406钢结构(预拼装)分项工程检验批质量验收记录(GB50205-2001)表J.O。
7编号:020407□□□钢结构(单层结构安装)分项工程检验批质量验收记录(GB50205—2001)表J。
0。
8 编号:020408□□□钢结构(多层及高层结构安装)分项工程检验批质量验收记录(GB50205-2001)表J。
0。
9 编号:020409□□□钢结构(网架结构安装)分项工程检验批质量验收记录(GB50205-2001)表J.0。
10 编号:020410续下表钢结构(压型金属板)分项工程检验批质量验收记录(GB50205-2001)表J。
0.11 编号:020411钢结构(防腐涂料涂装)分项工程检验批质量验收记录(GB50205—2001)表J。
0。
12编号:020412□□□钢结构(防火涂料涂装)分项工程检验批质量验收记录(GB50205—2001)表J.0.13编号:020413□□□。
钢结构自检记录钢结构自检记录1. 概述本文档用于记录钢结构的自检过程,旨在确保钢结构的安全性和质量。
钢结构自检是指由工程施工方或者相关负责人员进行的检查和评估,以确认钢结构的设计、创造、安装和维护是否符合相关标准和规范要求。
2. 检查前准备2.1 材料准备- 确保所有使用的钢材符合国家标准,并具有相关证书;- 检查材料是否有损坏、锈蚀等情况,并记录。
2.2 设备准备- 准备各种必要的检测仪器和设备,如超声波探伤仪、焊缝探伤仪等;- 确保仪器设备的准确性,进行校准并记录。
2.3 工作人员准备- 指定专人负责钢结构自检工作;- 确保工作人员具有相关的专业知识和经验;- 提供必要的培训和指导,以确保工作人员能正确执行自检工作。
3. 自检内容3.1 钢材自检- 核对钢材的型号、规格和数量与设计文件是否一致;- 检查钢材表面是否有裂纹、疤痕、变形等缺陷;- 使用超声波探伤仪对焊缝进行检测,确保焊接质量良好。
3.2 焊接自检- 核对焊工持证情况,确保焊工具备相关的技术资质;- 检查焊缝的质量,包括焊缝的几何尺寸、外观质量、焊缝内部缺陷等;- 使用焊缝探伤仪进行焊缝的探伤检测。
3.3 表面处理自检- 检查钢结构表面处理的质量,包括除锈、喷漆等工艺;- 对喷漆后的表面进行检测,确保漆膜的平整、附着力良好。
3.4 安装自检- 检查钢结构的安装位置、角度、间距等是否符合设计要求;- 测量钢结构的垂直度和水平度,保证安装质量。
4. 记录和报告钢结构自检完成后,需要进行详细的记录和报告,并保存相关文件。
记录内容包括但不限于以下几个方面:- 检查日期、地点;- 自检的具体内容和方法;- 所发现的问题和缺陷;- 问题的处理方法和结果。
5. 扩展内容附件:- 钢结构自检记录表- 相关证书、报告和图片等法律名词及注释:- 钢结构:指使用钢材组成的结构工程,具有高强度、刚度和耐久性的特点。
- 检测仪器和设备:指用于对钢结构进行检测和评估的仪器和设备,如超声波探伤仪、焊缝探伤仪等。
钢网架焊接质量无损检验检测原始记录工程名称报告编号探伤面焊接方法试块探伤时机扫描比例表面补偿探伤方法仪器探伤比例检验规程验收标准耦合剂焊缝种类探伤灵敏度质量等级探伤部位示意图:探伤结果和返修情况构件名称抽样数量焊缝编号检验长度mm焊缝总长mm评定级别评定结果备注返修合格检验员UT级审核UT级报告日期年月日杆件焊缝锥头涂层厚度检测原始记录检验:审核:年月日高强度大六角螺栓检测原始记录检验:审核:年月日扭剪型高强螺栓检测原始记录检验:审核:年月日紧固件机械性能检测原始记录检验:审核:年月日粗牙螺纹螺母检测原始记录检验:审核:年月日六角头螺栓检测原始记录检验:审核:年月日钢网架螺栓球节点高强螺栓检测原始记录检验:审核:年月日钢网架螺栓球节点检测原始记录检验:审核:年月日钢网架焊接空心球节点检测原始记录检验:审核:年月日钢筋焊接件检测原始记录检验:审核:年月日焊接接头和焊接试样检测原始记录检验:审核:年月日构件摩擦面检测原始记录检验:审核:年月日焊接球和螺栓球加工质量检测原始记录检验:审核:年月日钢网架杆件尺寸检测原始记录检验:审核:年月日钢网架支承面检测原始记录检验:审核:年月日总拼和安装质量检测原始记录检验:审核:年月日钢柱垂直度检测原始记录检验:审核:年月日节点承载力检测原始记录检验:审核:年月日网架工程挠度检测原始记录表检测:审核:钢网架整体偏差检测原始记录检验:审核:年月日垂直度和侧向弯曲检测原始记录检验:审核:年月日主体结构尺寸检测原始记录检验:审核:年月日。
钢结构焊接自检记录钢结构安装自检记录
钢结构焊接自检记录:
1. 焊接工艺规程符合要求,焊工持证上岗。
2. 焊接设备完好,焊条、焊丝质量合格。
3. 焊缝准备工作完善,表面清洁,无油污、氧化物等。
4. 焊缝尺寸符合设计要求,无明显凹凸。
5. 焊接质量符合规定,无裂纹、夹渣、气孔等缺陷。
6. 焊接变形控制良好,尺寸满足设计要求。
7. 焊接接头的连接强度达到要求。
8. 焊接标识清晰可辨。
钢结构安装自检记录:
1. 钢结构件检验符合设计要求,无变形、损伤等缺陷。
2. 安装前验收工作完善,施工图纸与实际安装符合。
3. 安装前清理基础,无杂物、尘土等。
4. 安装过程中严格按照施工图纸要求进行安装。
5. 安装过程中吊装设备符合要求,操作安全。
6. 安装位置、相互间距符合设计要求。
7. 安装连接部位牢固,紧密配合。
8. 所有安装工作符合当地建筑标准和安全规范。
9. 安装后进行验收,符合设计要求。
10. 安装完成后进行防腐处理并保护好表面涂层。
以上为钢结构焊接自检记录和钢结构安装自检记录的一般内容,具体内容可能根据钢结构的具体要求和相关建筑标准进行调整。
在进行自检记录时,应按照规定的程序和要求进行记录,并保留相关证明文件。
河北纵横集团丰南钢铁有限公司烧结机及配套项目
工程质量报验单
编号:
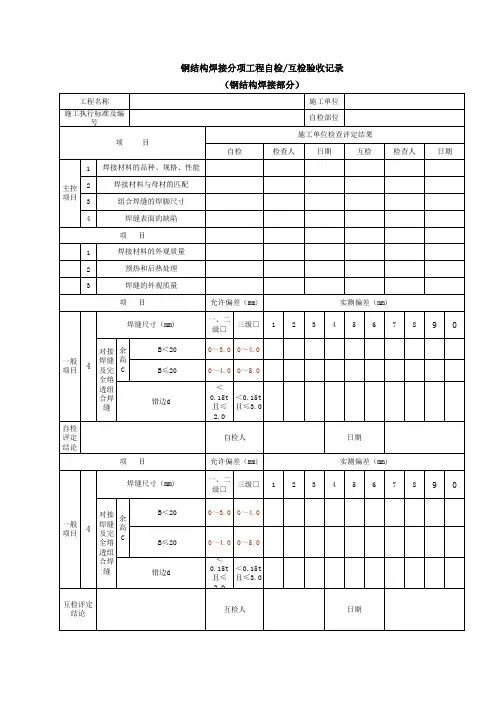
钢结构焊接分项工程自检、互检验收记录
(钢结构焊接部分)
钢结构焊接分项工程自检、互检验收记录
(钢结构焊接部分)
钢结构焊接分项工程自检、互检验收记录
(钢结构焊接部分)
钢结构焊接分项工程自检、互检验收记录
(钢结构焊接部分)
钢结构焊接分项工程自检、互检验收记录
(钢结构焊接部分)
钢结构焊接分项工程自检、互检验收记录
(钢结构焊接部分)
钢结构焊接分项工程自检、互检验收记录
(钢结构焊接部分)。