MasterCAM在模具制造中的应用实例
- 格式:pptx
- 大小:3.46 MB
- 文档页数:23
实例2 利用MasterCAM 完成模具型腔CAD/CAM 实例1.启动MasterCAM 中的MILL 模块。
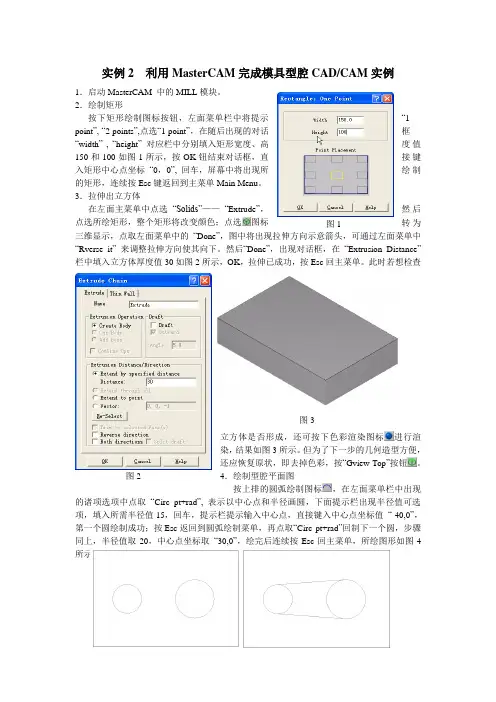
2.绘制矩形按下矩形绘制图标按钮,左面菜单栏中将提示 “1 point ”, “2 points ”,点选“1 point ”,在随后出现的对话框 “width ” , “height ” 对应栏中分别填入矩形宽度、高度值150和100如图1所示,按OK 钮结束对话框,直接键入矩形中心点坐标 “0,0”, 回车,屏幕中将出现所绘制的矩形,连续按Esc 键返回到主菜单Main Menu 。
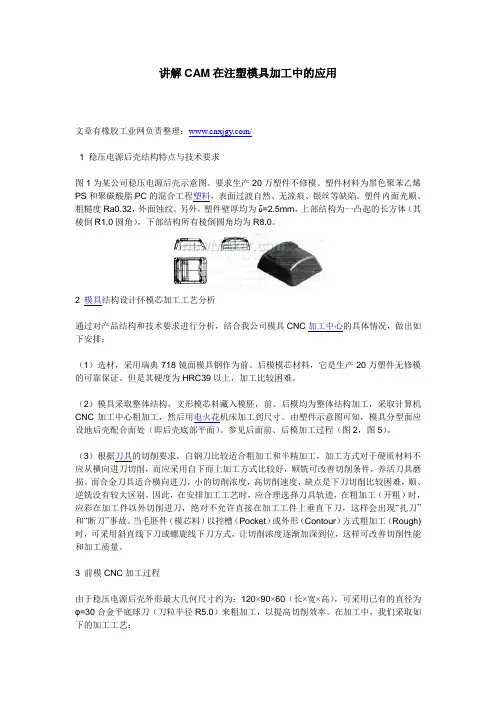
3.拉伸出立方体在左面主菜单中点选 “Solids”—— “Extrude ”,然后点选所绘矩形,整个矩形将改变颜色;点选图标转为三维显示,点取左面菜单中的 “Done ”,图中将出现拉伸方向示意箭头,可通过左面菜单中“Rverse it ” 来调整拉伸方向使其向下。
然后“Done ”,出现对话框,在 “Extrusion Distance ”栏中填入立方体厚度值30如图2所示,OK ,拉伸已成功,按Esc 回主菜单。
此时若想检查立方体是否形成,还可按下色彩渲染图标进行渲染,结果如图3所示。
但为了下一步的几何造型方便,还应恢复原状,即去掉色彩,按“Gview-Top ”按钮。
4.绘制型腔平面图按上排的圆弧绘制图标,在左面菜单栏中出现的诸项选项中点取 “Circ pt+rad ”, 表示以中心点和半径画圆,下面提示栏出现半径值可选项,填入所需半径值15,回车,提示栏提示输入中心点,直接键入中心点坐标值 “-40,0”,第一个圆绘制成功;按Esc 返回到圆弧绘制菜单,再点取“Circ pt+rad ”回制下一个圆,步骤同上,半径值取20,中心点坐标取 “30,0”,绘完后连续按Esc 回主菜单,所绘图形如图4所示。
图1图2图3图4 图5按上排的直线绘制图标,在左面菜单栏中出现的诸项选项中点取 “Tangent ”,表示要绘制切线,在随后出现的菜单中选 “2 arcs ”,表示切于两弧,然后分别点取两个圆的上部形成第一条切线,接着分别点取两个圆的下部,形成第二条切线,结果如图5所示,连续按Esc 键回主菜单。
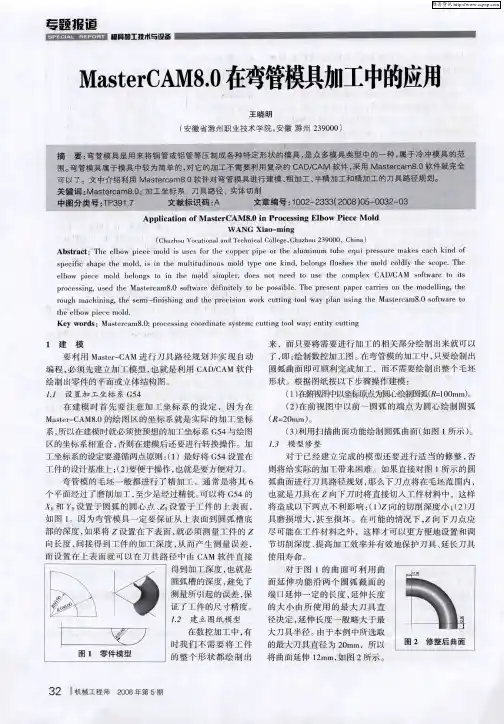
讲解CAM在注塑模具加工中的应用文章有橡胶工业网负责整理:/1 稳压电源后壳结构特点与技术要求图1为某公司稳压电源后壳示意图。
要求生产20万塑件不修模。
塑件材料为黑色聚苯乙烯PS和聚碳酸脂PC的混合工程塑料,表面过渡自然、无流痕、银丝等缺陷。
塑件内面光顺、粗糙度Ra0.32,外面蚀纹。
另外,塑件壁厚均为δ=2.5mm,上部结构为一凸起的长方体(其棱倒R1.0圆角),下部结构所有棱倒圆角均为R8.0。
2 模具结构设计怀模芯加工工艺分析通过对产品结构和技术要求进行分析,结合我公司模具CNC加工中心的具体情况,做出如下安排:(1)选材,采用瑞典718镜面模具钢作为前、后模模芯材料,它是生产20万塑件无修模的可靠保证。
但是其硬度为HRC39以上,加工比较困难。
(2)模具采取整体结构,文形模芯料藏入模胚,前、后模均为整体结构加工,采取计算机CNC加工中心粗加工,然后用电火花机床加工到尺寸。
由塑件示意图可知,模具分型面应设地后壳配合面处(即后壳底部平面)。
参见后面前、后模加工过程(图2,图5)。
(3)根据刀具的切削要求,白钢刀比较适合粗加工和半精加工,加工方式对于硬质材料不应从横向进刀切削,而应采用自下而上加工方式比较好,顺铣可改善切削条件,养活刀具磨损。
而合金刀具适合横向进刀,小的切削浓度,高切削速度,缺点是下刀切削比较困难,顺、逆铣没有较大区别。
因此,在安排加工工艺时,应合理选择刀具轨迹,在粗加工(开粗)时,应彩在加工件以外切削进刀,绝对不允许直接在加工工件上垂直下刀,这样会出现“扎刀”和“断刀”事故。
当毛胚件(模芯料)以控槽(Pocket)或外形(Contour)方式粗加工(Rough)时,可采用斜直线下刀或螺旋线下刀方式,让切削浓度逐渐加深到位,这样可改善切削性能和加工质量。
3 前模CNC加工过程由于稳压电源后壳外形最大几何尺寸约为:120×90×60(长×宽×高),可采用已有的直径为φ=30合金平底球刀(刀粒半径R5.0)来粗加工,以提高切削效率。

基于MasterCAM X5教学应用实例摘要:MasterCAM是现代模具应用比较广泛的软件。
本文以实例的形式介绍了在MasterCAM中如何生成刀具路径以及MasterCAM软件的一些设计技巧,其特点是步骤详细,简洁明了且实用性强。
关键词:MasterCAM;数控教学;自动编程;后处理1.引言MasterCAM X5是基于微机平台的一体化软件。
其对硬件要求不高,具有卓越的设计和加工功能,好学易用,功能强大,广泛用于机械制造业和模具行业中二维绘图,三维造型,数控自动编程与加工等。
运用MasterCAM X5可以模拟加工过程,且能自动生成NC数控代码,这些代码可直接用在数控加工中。
下面,以图1所示的零件自动编程,阐明CAM软件编程的一般步骤,希望对读者有所帮助。
2.建立零件模型数控加工的基础是建立零件的几何模型,MasterCAM X5在建模时无需画出零件的三维模型,只要把加工轮廓线画出就可以了,尺寸线、厚度、点画线等都可以不画。
在建模时,要按实际尺寸标注来绘制,以保证零件加工时刀路按照实际图形走刀,图2所示即为建模好了的零件轮廓图,该图是一个二维图形,画图时以眼睛作为基准点,画圆,画切线,切弧,倒圆角等就可以完成。
3.分析零件的工艺性对于图2的零件建模图,在应用软件进行零件数控加工前,还必须分析零件工艺性,确定加工顺序,为了提高加工的效率,减少换刀次数,还要尽可能保证零件加工精度和表面粗糙度,加工时要求先加工主要表面后加工次要表面,先做粗加工后做精加工。
具体参数可按表1进行设置.4.设置具体刀具参数4.1.毛胚的准备。
选择菜单机床类型→铣床→默认,在软件操作管理器中,执行:属性→双击材料设置→选边界盒,选择所有图素,x,y两个方向设置分别延伸6,z不延伸,z厚度设为13(留3mm铣平面),确定。
4.2.铣平面。
选择菜单刀具路径→平面铣,在串联选项中选取整个外轮廓,点开2D平面铣设置窗口,选取f36的面铣刀,主轴转速设为1600,,进给速度设为550,加工方式选择双向加工,深度设为-3,其它采取默认参数就可以,点确定,生成刀具的路径1。
应用MasterCAM在手机壳模具建模和加工著者:不详出处:不详MasterCAM是当今广泛使用的CAD/CAM软件。
合理地利用CAD/CAM软件可以大幅提高机械设计和加工的工作质量和效率。
本文以手机壳模具的建模和加工过程为例,就如何灵活运用MasterCAM进行机械设计和加工进行了初步探讨。
一、模具制件的设计运用MasterCAM中的Rectangle矩形命令、Arc命令绘制出Top面轮廓线,并用Fillet命令做圆角处理,绘制出Top面。
通过实体Solids/Extrude命令拉伸12mm得到实体轮廓。
在Front视图中,运用Spline曲线、Arc圆弧曲线等命令绘制出手机上表面曲线。
同样,运用Extrude命令进行实体拉伸,在Extrude Chain窗口中选中Cut Body选项,使其对前面在Top面中绘制的实体进行实体剪切,即挤压实体中的布尔运算,从而得到手机上表面曲面。
选Solids→Fillet对所做的实体倒圆角,完成模具制件的设计。
在绘图过程中,应用Level图层功能对设计有很大帮助。
可以将不同的曲线、实体单独放在各自的图层里,并对其命名加以区分。
根据需要屏蔽无关图层,使视图简化、清晰,方便修改,减少操作失误。
二、模具实体的设计1. 机体的设计设置构图平面、视图平面均为Top平面,把(0,0)点定位在手机左下角,按照制件设计完成实体制作。
手机按键与机体并不是同一整体,在机体制造中,按键部分应该为孔,所以在模具上表现为凸出。
2. 按键的设计在Level打开一个新的图层,设置构图平面、视图平面均为Top平面,设置工件深度Z为12,选Create→Next Menu→Ellipse绘制两个交*的椭圆,选Modify→Trim修剪两个椭圆,得到按键的平面轮廓线。
因为左右两边的按键对称,选Xform→Mirror命令来镜像前面所绘制的按键,再在中间位置绘制一个椭圆形按键。
选Translate命令,选中前面绘制的三个按键图形并确定,出现Translate Direction命令对话框,选择两点间式,在平移对话框中设定Operation选项为Copy,Number Of Steps为3确定,通过输入坐标定位,得到12个手机基本按键。
MasterCAM软件在叶片刀口模数控加工应用随着数控加工工艺的日益普及,CAD/CAM软件也在不断地更新,Master CAM作为一款高端CAD/CAM软件,在实际加工中有着广泛的应用。
文章针对模具零件的特点,分析了模具零件数控铣削加工编程中工艺参数的选择对加工质量的影响,并结合实际介绍了模具数控加工中CAM编程时工艺参数的设定方法和原则。
MasterCAM软件在叶片刀口模数控加工应用何洪均(杭州杭氧透平机械有限公司)摘要:随着数控加工工艺的日益普及,CAD/CAM软件也在不断地更新,MasterCAM作为一款高端CAD/CAM软件,在实际加工中有着广泛的应用。
文章针对模具零件的特点,分析了模具零件数控铣削加工编程中工艺参数的选择对加工质量的影响,并结合实际介绍了模具数控加工中CAM编程时工艺参数的设定方法和原则。
关键词:MasterCAM;加工工艺;切削参数前言数控加工技术已广泛应用于模具制造业,如数控铣削、镗削、车削和线切割等,其中数控铣削作为复杂模具零件的主要加工方法。
对于简单的模具零件,通常采用手工编程的方法,对于复杂的模具零件,往往借助于CAM软件编制加工程序,如UG、Cimatron、Pro/En-gineer、MasterCAM软件等。
无论是手工编程或计算机软件辅助编程,在编制加工程序时,选择合理的工艺参数,是编制高质量加工程序的前提。
1MasterCAM软件的功能及运用MasterCAM是一种功能强大的CAD/CAM软件,由CAD和CAM 两大部分组成,并分成Design(造型)、Mill(铣削加工)、Lathe(车削加工)和Wire(线切割)4个功能模块,集设计、制造于一体,通过对所设计的零件进行加工工艺分析,并绘制几何图形及建模,以合理的加工步骤得到刀具路径,通过程序的处理生成数控加工指令代码,输入到数控机床即可完成加工。
下面结合实例介绍MasterCAM软件在数控加工自动编程中的使用。
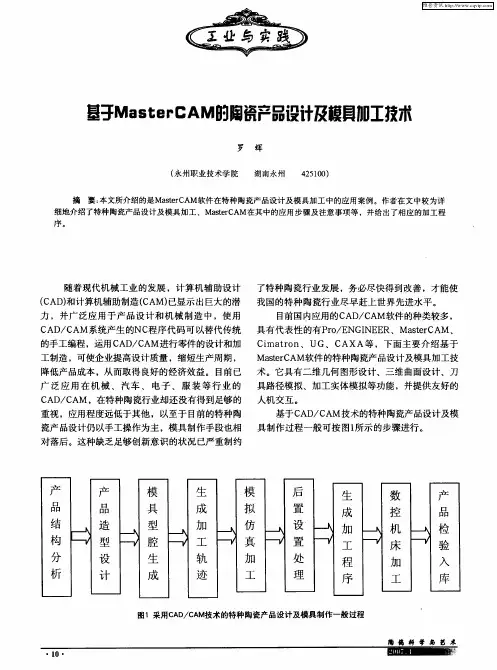
浅谈CAM技术在模具工业中的应用模具是制造业中使用最大、影响面广的工具产品。
没有型腔模、压铸模、铸模、深拉模和冲压模,就无法生产出被广泛应用和具有竞争价格的塑料件、合金压铸件、钢板件和锻件。
在现代批量生产中,没有高水平的模具,就没有高质量产品,它对企业提高生产效率、降低生产成本也有重要作用。
模具制造已成为先进制造技术的一个重要组成部分。
制造模具的材料通常是难加工材料,目前国内模具型腔一般都釆用电火花加工成型和高速加工技术。
现代加工技术中,模具制造业是最早应用计算机技术来提高设计、制造水平的。
自从现代高速加工技术被引进模具制造工业以来,计算机辅助设计(CAD)、计算机辅助测量(CAT)、反求工程(RE)、计算机辅助工程(CAE)、计算机辅助制造(CAM)和快速原型制造(RP)等在模具制造中获得了广泛而有效的应用。
下面只简要介绍高速加工中CAM技术的应用情况。
计算机辅助制造(CAM)主要用来解决产品造型设计和分析、加工问题,可完成模具产品造型、产品可装配性检查、动态流体分析等工作。
常用软件有UG、Pro/Engineer、Mastercam、Cimatron和CAXA等,这些软件都具有模具设计开发功能。
运用知识工程技术(KBE),把模具设计原理、经验、技能和规范等结合到系统中,设计人员只要输入工况参数、工程参数或应用要求,系统就能自动推理构造出符合要求的数字化几何模型。
有的设计软件如(UG)还具有数据读入、零件建模、缩放控制、自动模型布局、分模等功能,通过使用过程模板和标准件库,把过程向导技术应用于模具的优化设计中,使只有最基础模具设计概念的初级设计人员也能设计出高质量的模具来,大大提高了模具设计工作的效率。
由于模具的型腔大多数由复杂曲面构成,在高速数控机床上加工时,数控编程是一项繁重工作,编程质量在很大程度上决定了模具零件的加工质量。
影响模具零件编程质量的主要因素有:加工工艺路线、刀具类型、走刀方式和方向、切削用量、转角清根的处理以及加工精度与过切的检查等。
机械设计方向综合实验实验报告院(系)名称:机电工程学院实验题目:手机外壳模具数控加工班级:姓名:学号:图形处理图4.1.1 指定文挡名对话框4.1.2所示的IGES文件参数设置对话框,单击OK按钮。
图4.1.2 IGES文件参数设置对话框4.1.3所示的删除当前文件提示对话框中,单击是按钮。
坐标处理/ 4.1.6.在菜单栏中选择转换/(清除颜色)/(全屏显示)4.1.5 旋转参数设置对话框图4.1.6旋转前凹模模型图4.1.7旋转后凹模模对刀点的确定图4.1.8 设置图层对话框图4.1.9 产生曲面边界3.将边界线的左上角平移到系统的原点(为对刀点);在菜单栏中选择回主功能表/转换/平移/所有的点),系统弹如图4.1.10所示平移参数设置对话框,单击确定/(清除颜色)/按钮,屏幕显示如图4.1.12 所示的平移后凹模模型的对刀点,图为平移前凹模模型的对刀点。
平移参数设置对话框图4.1.11 平移前凹模模图4.保存文件在菜单栏中选择回主功能表/档案/存档,系统弹如图4.1.13所示保存文档对话框,输入文档名称,单击存档按钮图4.1.13 保存文档对话框规划曲面挖槽粗加工刀具路径(留余量0.3)1.刀具路径规划⑴单击工作拦中的(构图面——俯视图)按钮,构图面设为俯视构图面。
⑵选择刀具路径/曲面加工/粗加工/挖槽粗加工命令。
⑶选择所有的/曲面命令,选择所有曲面,选择执行命令。
⑷系统弹出如图4.1.14所示曲面粗加工挖槽刀具参数对话框,鼠标放在空白处,单击从刀库中选取刀具,系统弹出如图4.1.15所示的刀具库对话框,从刀具库中选取直径为10刀尖角为1的圆角铣刀(如果刀库中无此刀具,可单击建立新的刀具,系统弹出如图4.1.16所示的刀具型式对话框,选择圆鼻刀类型,并设置刀具规格如图4.1.17所示),在曲面挖槽刀具参数设置对话窗中输入切削参数、程序名、冷却等,如图4.1.18所示。
图4.1.14 曲面粗加工挖槽刀具参数对话框图4.1.15 刀具库对话框图4.1.16 刀具型式对话框图4.1.17 刀具规格选项卡图4.1.18 已设置的刀具参数对话框⑸单击曲面挖槽刀路对话框中的曲面加工参数选项卡,参数设置如图图4.1.20 挖槽粗加工参数选项卡单击切削方向误差值选项卡,参数设置如图4.1.21所示。
基于MasterCAM的彩显模具数控加工应用研究一、引言模具工业民经济的基础行业,模具工业的发展水平标志着一个国家的工业水平及产品开发能力。
模具行业涉及了汽车工业、航空航天、军工企业、家电工业、包装工业和日用五金等几乎全部的工业门类。
在过去的20年中,我国模具工业得到了足的进步,模具CAD/CAM技术的成功应用为我国的模具工业的发展起到了重要的推动作用。
现代模具技术的发展,在很大程度上依赖于模具标准化程度、优质模具材料的研究、先进的设计与制造技术和专用的机床设备及生产技术管理等。
其中CAD/CAM技术在模具生产中的应用,无疑占有很重要的地位。
它被认为是现代模具技术的核心和重要的发展方向。
为了提高模具企业的设计水平和加工能力,中国模具协会向全国模具行业推荐适合于模具企业使用的CAD/CAM系统。
模具设计和加工使用的CAD/CAM系统,不要求系统十分庞大,但对某些方面要求较高,如曲面造型、三轴数控加工等。
CAD/CAM系统的计算机硬件包括各种类型的计算机、存储设备和输入输出设备。
CAD/CAM系统的软件是根据系统硬件设备的配置,为适合某一个或多个设计应用领域,所能完成某些特定功能的一组计算机应用程序。
现今CAD/CAM系统软件有Auto CAD、MasterCAM、3Dmax和Pro/ENGINEER等。
CAM技术发展至今,无论在软硬件平台、系统结构和功能特点等方面都发生了翻天覆地地变化。
CAM的软件平台是Windows NT或Windows 2000,硬件平台是高档PC或NT工作站系列。
随着高档NC控制系统的PC化、网络化及CAM的专业化与智能化的发展,编程也可能会有较大的发展。
它们摈弃了多层菜单式的界面形式,取而代之的是Windows 界面,操作简便,并附有项目管理和工艺管理树结构。
新一代CAM系统是基于知识的智能化的CAM系统,它面向对象和工艺特征,能够独立运行,使相关性编程成为可能,并提供更方便的工艺管理手段。