上海大众设计规范
- 格式:pdf
- 大小:146.53 KB
- 文档页数:7
上海大众汽车公司的运营管理0 引言2009年中国尚未走出世界金融危机带来的阴霾,但出乎很多业内人士预料,国内汽车生产销售井喷式爆发却提前来到了。
秋日的上海安亭,梧桐树的落叶在微风中翩翩飞舞.张工是上海大众汽车有限公司计划控制与物流部的工程师,负责协调汽车线束供应商的供应事宜。
后天又到了周五例会的时间了,摆在张工面前最烦心的事情莫过于汽车线束供应商的供应不足以至于影响整车装配线的生产安排。
张工虽负责公司线束供应协调工作多年,却明显感觉到目前他所主管业务的压力,照这样下去,一些车型的生产产量将受到限产。
目前公司两个长期合作的供应商已经开足马力生产,但上海大众仅仅是他们在国内的一个用户,其他汽车厂家也在等他们的产品……是另外寻求同类产品的供应商,还是提高采购价格从现有的供应商那里保障供给?张工的思绪随着窗外飞舞的梧桐叶而飘动。
他知道明天的周例会上必须对线束的采购问题做出抉择,作为业务主管的他必须事先提出决策依据,供公司主管领导裁定.1 上海大众公司概况上海大众汽车有限公司(以下简称上海大众)是成立于1985 年的中德合资企业,中德双方投资比例各为50%。
公司总部位于上海安亭国际汽车城.上海大众南京分公司为第四个整车生产基地,位于南京市江宁经济技术开发区。
上海大众目前具备了年生产60 万辆的能力,是国内规模最大的现代化轿车生产基地之一。
上海大众目前拥有Santana 桑塔纳、桑塔纳Vista志俊(在南京工厂生产)、Passat 帕萨特、Polo 波罗、Touran途安、Tiguan 途观、Lavida朗逸和Octavia明锐、Fabia 晶锐、Superb 昊锐等多个产品品牌系列。
截至2009年3 月,上海大众累计产销各类轿车460 万辆,是国内保有量最大的轿车企业。
中德合资双方已于2002 年提前续签了延长合营合同,合作期将限延展至2030 年。
2009 年10 月15 日上海大众第500 万辆轿车昊锐驶下上海大众汽车三厂的总装生产线,当日为上海大众25 周年生日。
vw标记标准VW标记标准是大众汽车集团的全球标准化体系,其目的是确保大众汽车旗下所有品牌的车辆生产和服务达到统一的质量标准。
该标准包含了一系列的指南和规定,涵盖了车辆设计、生产、质量控制、供应链管理以及售后服务等各个环节。
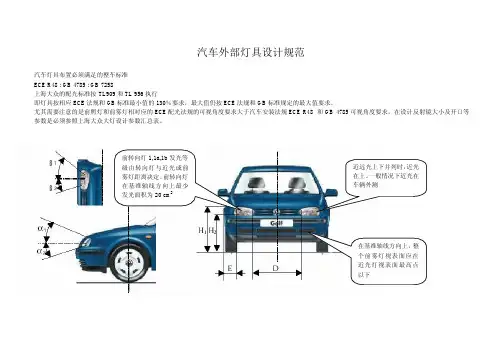
1. 车辆设计标准:VW标记标准对车辆设计提出了严格的要求,涵盖了外观设计、内饰设计、车身结构、车灯照明、座椅舒适性等多个方面。
其中,外观设计要求车辆具有大众家族化的特征,内饰设计要求符合人机工程学的原则,车身结构要求具备良好的抗碰撞性能,车灯照明要求具备良好的照明效果,座椅舒适性要求具备良好的支撑和调节功能。
2. 生产标准:VW标记标准对车辆生产提出了严格的要求,涵盖了生产工艺、设备要求、工作环境等多个方面。
其中,生产工艺要求具备高效、精确、环保的特点,设备要求要采用先进的生产设备和技术,工作环境要求具备良好的安全和舒适性。
3. 质量控制标准:VW标记标准对质量控制提出了严格的要求,涵盖了零部件质量、制造工艺、产品检验等多个方面。
其中,零部件质量要求具备稳定可靠的性能,制造工艺要求具备高度的标准化和自动化水平,产品检验要求对每台车辆进行全面的检查和测试。
4.供应链管理标准:VW标记标准对供应链管理提出了严格的要求,涵盖了供应商选择、供应商评价、供应商审计等多个方面。
其中,供应商选择要求根据一定的评估指标选择具备良好声誉和稳定供应能力的供应商,供应商评价要求对供应商的质量管理能力进行定期评估,供应商审计要求对供应商的质量管理体系进行审查和验证。
5. 售后服务标准:VW标记标准对售后服务提出了严格的要求,涵盖了售后服务网络、售后服务流程、售后服务质量等多个方面。
其中,售后服务网络要求建立完善的售后服务网点,售后服务流程要求具备透明、高效、便利的特点,售后服务质量要求提供高品质、全方位的服务。
总的来说,VW标记标准在为大众汽车集团旗下各品牌确立了一套统一的质量标准体系。
这些标准旨在提高车辆的质量和性能,加强生产和服务的规范化管理,提升客户的满意度和品牌形象。

共25页第 1 页关键词:焊接,气体保护焊接,钢,钢板连接,板材122.12.233.13.244.14.2更改:相对于VW 011 06-1:1997-01有以下部分进行更改:-标准从新分段-图例再进行加工-补充特殊焊缝形状-计算接缝厚度在构件端面上的焊焰穿透裂缝尺寸长度与板材i有关的焊缝厚度板材i的板材厚度板材厚度总和图1-熔焊连接2.2.1.1焊缝 焊接范围是指工件或焊接接头上的工件中的位置。
焊缝由基本材料和/或焊接添加剂组成。
2.2.1.2熔化线 焊接时被熔化材料和坚固保持不变的材料之间的边界。
2.2.1.3焊缝金属 焊接后材料发生硬化的物质,不是由材料就是由焊接添加物和基本材料组成。
焊缝金属内的元素也能够含有焊条涂药和/或辅助材料(DIN ISO 857-1)。
2.2.1.4热影响区域WEZ 焊接时通过导入的能量得到热组织变化使得基本材料坚固保持不变的范围。
2.2.1.5 不受影响的基本材料 焊接时通过导入的能量没有明显的组织变化现象的基本材料范围。
2.2.2 同种类材料 在化学合成和焊接可能性(DIN 8528-1)中无本质区别的材料。
2.2.3 不同种类的材料 在化学合成和焊接可能性中有本质区别的材料。
3 惰性气体保护焊接方法描述 惰性气体保护焊接归属于熔焊方法。
电弧光作为热源。
它燃烧在电极和工件之间此时一个“惰性气体罩”盖住防大气压的电弧光和熔池,按照下述方法确定使用分类的电极种类:3.1 钨-惰性气体焊接(MIG) 采用该方法时,在一个非熔化的钨电极和工件之间使一个电弧点着。
氩气或氦气作为保护气体。
从侧面送入添加的材料(如气焊)。
3.2 金属-保护气体焊接(MIG/MAG) 采用该方法时,在电焊条(添加材料)熔化末端和工件之间使一个电弧点着。
焊接电流经过气焊嘴夹具内的滑动触点流向电焊条。
在添加活动气体时(例如和部分氧气)关系到金属-活性气体-焊接(MAG).该方法用于焊接非合金和低合金钢材。
上海大众打造标准生产系统上海大众汽车有限公司(简称上海大众)成立于1985年3月,是上海汽车股份有限公司与德国大众各出资50%组建而成的中国第一家轿车合资企业。
20多年来,上海大众通过滚动发展,注册资本从最初的1. 6亿元增加到目前的106亿元,目前已拥有大众(VW)和斯柯达(Skoda)两大品牌,年生产能力为50万辆。
2003年之前,上海大众在同行业中一直处于绝对领先地位,不仅保有量占了半壁江山,销售量也处于第一位。
随着世界各大汽车厂商加快向中国市场的开拓,本田.丰田、通用等厂商快速占领一席之地,尤其是2004 年后上海通用的崛起,上海大众的市场份额急剧下滑。
市场竞争的加剧,使得上海大众必须在持续保证质量的前提下从各个环节降低过程成本,通过管理提高,消除各类浪费,从而提高产品性价比,满足市场用户的需求。
上海大众走过了20多年,产品结构从单一的桑塔纳发展到拥有桑塔纳、高尔、波罗、帕萨特、途安.斯柯达等全系列车型,以满足市场用户不断升级的需求;生产区域也由单一的汽车一厂,发展到拥有3大轿车生产中心.1个冲压中心和1个发动机生产中心。
上海大众无论在产品系列、生产区域、年度产量上,都有了巨大的扩展和提升,在管理经验上,也有了充足的积累。
虽然每个工厂均积累了大量的管理经验,但各个工厂起点不同,长期处于较为分散的状态,各自秉承了独有的管理方式,未形成统一的、能够覆盖汽车生产工艺全过程的管理标准,使得上海大众整个生产系统显得较为发散,不利于系统自身完善、资源统一配置和管理信息共享。
为此,上海大众进行了标准生产系统建设,也就是以确保产品质量、降低企业管理和运营成本、提高劳动生产率、促进产品性价比的提高为目标,覆盖汽车制造领域的全过程。
通过对组成汽车制造领域的所有环节进行模块化管理,形成对每个模块的制定具有指导性、操作性的若干标准,依托制度和文化保障,确保标准能够被所有人员准确执行和持续改善。
坚持标准化原则,使组成汽车生产领域的所有环节,成为可追溯、可继承、可复制、易接受、易操作的标准,并为进一步的改善活动提供依据。
编号:04上海大众汽车有限公司汽车二厂改扩建项目涂装车间工程主体分部工程质量评估报告编制人:刘伟总监理工程师:批准人:批准时间:目录一、工程概况二、工程施工情况简述三、工程质量评估依据四、工程质量验收划分五、施工单位检查评定结果六、建筑工程质量验收组织情况七、工程质量验收情况主体分部工程质量评估报告一工程概况工程名称:上海大众汽车有限公司汽车二厂扩建项目涂装车间。
建设地点:上海市嘉定区安亭镇和静路、米泉路。
工程主要建筑物建筑性质:生产厂房。
工程等级:建筑结构安全等级为二级;地基基础安全等级为二级;地基基础设计等级为乙级;桩基设计等级为乙级。
本工程参建单位如下:建设单位:上海大众汽车有限公司项目管理单位:机械工业部第四设计研究院设计单位:上海市机电设计研究院有限公司勘察单位:上海岩土工程勘察设计研究院有限公司施工单位:上海绿地建设(集团)有限公司监理单位:上海建科工程咨询有限公司工程由一个结构单体工程涂装车间组成的生产厂房,占地面积 37542 m2,总建筑面积72821m2,主厂房建筑层数二层(局部夹层)、仅D区三层(局部夹层)。
建筑高度23.37m,局部高度29.85m(室外地面至屋面最高点)。
室内地面设计标高±0.000相当于绝对标高(吴淞高程)4.500 m。
本工程建筑结构安全等级为二级,地基基础安全等级为二级,地基基础设计等级为乙级,桩基设计等级为乙级。
抗震设防类别为标准设防类(简称丙类),设防烈度为7度。
涂装车间设计轴线编号为:东西向1~23线,柱距12.0m,轴线总长264m;南北向A~R轴,轴距10.6~12.45m,轴线总长151.8m。
一层层高9m、10.8m(C~E轴/12-23线),局部夹层4.5m、6.75m,排风机房楼面标高21.5m,烟囱高度40m。
辅房(A~C轴/10-23线)一层层高6m、二层层高7.4m~7.930m。
梁板柱砼均采用C30,保护层厚度,梁、柱为20mm,板为15mm。
宁波四维尔工业份有限公司
- 过程参数(压力,温度,时间,速度,...)- 机器/模具/辅助工具的相关数据(模具和机器编号)- 检验要求(特殊特征,属性特征,检验工具,方法,检验频
须对检验特征,检验工具,检验方法,检验频度/周期,再
评定等加以描述和定义。
对于影响到产品特征/质量的过程参数必须加以完整的说明。
TRL审核检查表
“需要特殊验证的零部件/产品”的使用和操作,必须为员工提供相应的培训。
- 质量信息(设定参数值/实际参数值)- 零缺陷计划- 改进建议
- 自愿的特殊行动(培训,质量小组)
在加工工位/检验工位上,生产和检验文件(生产控制计划(PLP),
针对误操作可能引起的后果,对所有员工都进行了培训教育(例如产
品培训,如果产品被错误的装配,会发生什么,检验工具的使
- 过程和工艺技术发生变更时的培训规划- 产品培训– 起因TRL7义务)。
同时,还应考虑到集成在过程中的、对产品特征有影响的测
量技术的校准。
- 检验工具校准证明- 和客户协商沟通,对检验工具/测量方法加以调整
必须定期清洁周期,并且加以监控。
加工工位/装配流水线上的零部件/材料供应必须实现可靠的搬运。
- 企业内部的运输容器- 防止受损
量精度要求。
能够提供检验工具的校准证明(检验标牌)。
- 测量精度/检验工具能力- 检验过程能力证明
中,必须通过合适的运输单位,保护零部件避免受到损坏和污染。
仓储位置/加工工位/容器必须达到零部件/产品所需的必要的整洁度/- 仓储条件
- 批准的特种和标准运输容器到位
■ 星号提问有一个评分为4分C级评定原则
■ 星号提问有一个评分为0分。
2.3上海大众汽车有限公司(1)实习时间: 2013年9月5日下午(2)实习地点:上海大众汽车有限公司(3)带队老师:胡丽娜杨华(4)实习主要内容:听取报告参观生产线(5)实习过程:①公司简介成立于1985年的上海大众汽车有限公司(以下简称上海大众)是一家中德合资企业,经过多年的发展,目前已经形成了以上海安亭为总部,辐射上海安亭和江苏南京、仪征的三大生产基地。
此外,宁波工厂、乌鲁木齐工厂正在规划建设中。
上海大众是国内规模最大的现代化轿车生产基地之一。
②卓越的企业文化上海大众在推进企业发展的同时,适时地对企业文化进行了梳理,在继承和创新的基础上,提炼出以“追求卓越永争第一”为核心价值观的卓越文化。
③先进的工艺设备公司坚持运用世界一流的生产设备和工艺。
先进的全自动化冲压生产线、2000T全封闭快速成型多工位压机、SCHULER新型高速冲压线、大量采用的机械手,确保冲压件的制作精度;先进的激光焊接技术、大量的焊接机器人,大大提高了车身结构的刚性强度和表面的光洁度;双面镀锌钢板、先进的空腔注蜡工艺,结合先进的轿车涂装工艺和自动喷涂设备,保证车身多年防腐;精密的水珩磨工艺、自动化的生产线和装配线冷测试技术,保证了发动机的优良性能;模块化生产方式的总装线、先进的激光在线检测设备,确保轿车制造质量稳定可靠。
④严谨的质量管理质量是上海大众的生命。
公司建立了完善的质量保证体系和质量评估体系,从生产规划、工艺装备的确定到设备的维护保养,从原材料进库到成品出厂,每一道都处于缜密的监控之下。
⑤雄厚的开发能力经过规划和调整,公司已形成了从市场调研、产品规划、造型、总布置、模拟计算、结构设计到产品试制、试验全过程的开发流程;形成了包括车身自主开发,发动机、底盘、电子电器匹配开发在内的整车自主开发能力。
在三厂,我们首先参观了展示大厅。
大厅里展示的是上海大众目前全系的在产车型。
大家都兴奋地拉着旁边的人拍照、合影。
下午14时左右,我们先观看了上海大众汽车有限公司的介绍视频。
1.目的康采恩标准VW01059"CAD/CAM数据要求"是用于德国汽车行业开展CAD/CAM技术应用,进行CAD/CAM数据交换的标准。
所有开展CAD/CAM 技术应用的用户,其数据格式、精度都必须符合VW01059标准。
为了便于中德以及配套厂今后在CAD/CAM技术领域内进行技术交流与合作,我们参照VW01059 T3(01.03.2002版)标准和德国大众的CATIA设计规则制定了上海大众汽车有限公司CATIA设计规则。
该规则以在“车身”.“电器”和“内饰”设计 , 制造过程中用CATIA系统进行处理为出发点,对于用其它CAD系统进行“车身” .“电器”和“内饰”设计不受本规则限定。
如果需要将系统设计的零件数据传递到其它的CAD系统 , 用户必须按照“与德国大众公司的CAD数据转换” 的文件要求进行。
2适用范围公司内部各相关部门,只适用于CATIA V4版本。
3术语CATIA - 是指CATIA V4版本,不适用于CATIA 5版本。
CATIA – 特定的功能,输入和概念用大写字母;RPS - 基准点坐标系统;KVS - 产品设计信息管理系统;DMU/数字模型 - DMU是一种产品及其特性在计算机中的真实的说明。
4责任TPO负责依据德国大众VW01059标准和开展CATIA系统应用需要,制定和修改CATIA设计准则,并将其纳入产品技术文件资料管理。
5规定5.1模型5.1.1基础模型对于新CATIA模型,要应用CATIA系统环境中提供的CATIA-启动模型。
启动模型中包含了使用CATIA所必须的各种预先设置,它适合于VW康采恩范围内的所CATIA用户,而且要使用最新版本的启动模型。
编制日期:审核日期:批准日期:版本:3.0编制:审核:批准:5.1.2零件模型、零件图纸、模型名称由于过程管理的缘故,要在图纸准备好待用之前,准备好三维模型,在KVS 设计管理系统中存入下列各项内容:1. 零件模型(TM):包含3D几何元素(SPACE )2. 零件图纸(TZ) :包含3D几何元素(SPACE ) + 图纸 (DRAW )或者只有图纸(DRAW)模型名称有下列部分组成:产品数据类型:3个符号(TM_或TZ_)零件号码:16个符号1个空格符号名称:26个符号1个空格符号日期:10个符号(TT.MM.JJJJ)1个空格符号设计员:最多8个符号零件号、名称和加工者要用下划线填上。
5.2模型结构5.2.1层的分配CATIA系统提供了从0至254共255层,用户可以将零件进行分层设计。
对于汽车零件及总成件的设计,规定了表1 所示的层结构。
对于其它应用,(例如:NC 编程、有限元计算等, 则需要重新划分各自任务范围的层结构。
必须整个的以平面几何图形或SOLIDS表示汽车部件,而且必须处于指定的层中。
根据可能应将FACE元素合成SKIN元素,同时用FACE来说明特征的轮廓。
用*SUR、*FAC、*SKI、*SOL类元素对汽车零件进行完整的描述, 这些元素应该放在001至040层上或放在041-080更改层上。
081-120放置辅助元素。
相对于最近认可的技术开发状况,发生变化的构件的SPACE几何元素应该放在更改层上。
在层的范围内的一种设计,由设计员自己负责。
181至237层是制造过程的专用层,见表2的规定。
用FAC表示的零件面,它的父元素SUFACE曲面应放在 NO SHOW中。
NOSHOW状态下的所有SPACE元素必须遵守层的规定。
模型的结构在254层上说明。
表1 用CATIA设计汽车零件的层结构类型层内容备注SPACE+DRAW 0 坐标系DMU SPACE 001-040 零件几何形状*SUR,*FAC,*SKI,*SOLDMU SPACE 041-080零件几何形状修改*SUR,*FAC,*SKI,*SOLSPACE 081-120辅助和边界几何元素自由支配设计层SPACE+DRAW 121-180 视图,截面和Detail181-237制造过程专用层SPACE+DRAW 238-240 238 XZ汽车网格线239 XY汽车网格线240 YZ汽车网格线DRAW 241DRAW 242 尺寸标注DRAW 243 剖面线DRAW 244文本,表格,重复文本DRAW 245 中文文本DRAW 246-249DRAW 250 图框,文字说明DRAW 251DRAW 252图纸规格,辅助图框定位点:U_LINKS和O_RECHTSDRAW 253 更改栏/更改内容DRAW 254层结构目录/内容目录表2.制造过程的专用层制造过程层内容181 切边轮廓181-185 焊点车身开发186-237 RPS点5.2.2模型的修改在汽车模型设计中,设计层和修改层一起给出汽车零件的完整描述。
SPACE 元素的修改在041-80层上。
前一次批准修改的零件几何元素, 被转到001-040层上, 041-080层总是存放当前修改内容。
图纸的修改内容记录在图纸修改栏中。
5.2.3模型空间模型空间尺寸的大小直接影响模型的计算精度。
在基础模型中已将模型的空间尺寸预设置为2,000mm,任何用户不得修改!因为在CATIA系统中生成几何元素时,几何元素的内部计算由模型空间尺寸的大小来决定(预设参数为"dimension")。
为了保证VW01059标准所要求的精度, 必须将模型空间的尺寸大小设置为2,000 mm。
模型空间尺寸设置为2,000mm,并不表示只有不超过该尺寸的零件才可设计,它的无限空间( 预设置参数 "infinity" )在模型的XYZ每个方向上是模型的十倍,即+/-20,000mm。
所有要建立的模型必须使用指定的基础模型来预置,以便统一模型的空间尺寸大小和精度等。
模型建立后,禁止修改模型的空间尺寸大小。
不同模型空间尺寸大小的模型,原则上不应使用"MERGE"功能进行模型合并!5.2.4坐标系在汽车设计中所指的坐标系, 一般是指汽车或发动机的坐标系( 按VW01059或VW01052 ) 。
*AXS1 是汽车或发动坐标系, 它与CATIA系统提供的坐标系相一致。
在设计汽车零件中,用户可以使用局部坐标系进行某一零件的设计,当零件设计完成后,应将零件模型的所有局部坐标系删除。
在DRAW方式下,每个视图只允许存在一个h_v坐标系。
用 CATIA 系统进行汽车零件设计时,不允许使用左手坐标系和不固定坐标系。
5.3工程视图5.3.1视图基础模型的DRAW方式已预定义了如下视图。
.V A XZ (主视图).V A FORMAT (图框)使用CATIA系统的DRAW方式生成其它视图时,应视零件的复杂程度而定。
一般情况下,以表达一个完整的零件工程图为准。
但随着计算机技术应用的深入与普及。
工程图有只作参考用的发展趋势,而将三维模型作为制造零件的依据。
5.3.2视图命名基础模型中预定义的视图名字不允许更改。
此外,其它视图应按如下约定来进行命名。
1. 字母V. 表示视图标记 (VIEW)2 . 字母A. 表示视图 (Ansicht)S. 表示截面 (Schnitt)E. 表示局部视图 (Einzelheit)例如:X1000 表示X = 1000 的截面,视图命名为 VS X1000A - A 表示 A - A 截面,视图命名为VS A - AXY 表示 XY 平面视图,视图命名为V A XYFORMAT 表示图纸边框,视图命名为V A FORMATZ 表示局部视图,视图命名为 VE Z5.3.3视图布置每个视图必须用一视图边框加以限定,不允许出现"无限边框" 的视图。
视图的边界线必须在视图边框内,所有视图必须在图纸边框内。
图纸框在SVW_RAHMEN库内,该库包括了A0 . A1 . A2 . A3 和A0+图框。
用户可根据视图大小选择合适的图框布置各个视图。
无内容的视图必须删除(基础模型视图:V A FORMAT除外) 。
截面和视图必须从SPACE 派生,每个视图必须按视图命名规则命名。
5.3.3.1图纸尺寸图纸宽度最大允许为841mm,(即A0) ,在252层上必须标出打印区域的左下角和右上角两点,指定工程图的打印区,左下角点标上" U_LINKS",右上角点标上 "O_RECHTS"。
.5.3.3.2尺寸标注、线型和文字DIMENS2 功能用来进行图纸尺寸的标注或修改,尺寸辅助线、箭头不允许标注后单独修改。
用MARKUP + ARROW 生成的箭头,只允许使用TYPE2。
只允许使用4种线宽和4种标准线型,用户不得自定线型。
为了与德国大众保持一致,文字只允许使用“EUDT-VCF”和“Chinese”两种类型,不能使用特殊字体或自造字体。
5.4元素特性元素的图形特性、颜色都在基础模型中作了定义,原则上,用户不要修改元素的图形表示和颜色。
为了与别的CAD系统进行数据交换,NO PICK 状态中不应有几何元素。
因为用IGES进行转换时,NO PICK元素将被转换成NO SHOW元素,这种不对应性,转换后的结果可能不符合设计者的原意。
所以,用户在用CATIA系统进行零件设计时,模型的最终状态NO PICK中应没有几何元素。
5.5模型的最终检查及存盘状态德国大众的04.EZT1.01资料中规定了产品开发过程中CAD 数据检查要求。
在模型设计完成后,上载到KVS进行统一存储管理之前,应进行如下工作,并且需要通过CATIA GRC3.11 中的ENDCHK2.4.2检测。
z清理模型,为了实现DMU的加工要求,应将多余的和不需要用于汽车零件描述的几何元素从模型中删除。
z必须保持模型的层结构。
z用CATCLEAN (/cln) 实用程序检查、清理、修改模型中有缺陷的元素。
z激活主工作空间:*MASTER。
z激活正确的窗口。
只有SPACE 模型时,W1 = ‘XYZ’只有DRAW模型时,W1 = ‘d’SPACE和DRAW同时存在时,W1 = ‘d’.z指定绘图框。
z激活000 层。
z激活*AXS1 坐标系。
z将SPACE 坐标系放在NO SHOW中。
z删除模型中未使用的DETAIL。
z删除模型中未使用的SYMBOLS。
z删除空的几何集,对于零件图,模型中最终只允许一个几何集。
(SETS)z删除空的视图。
z SP/DR 的状态,若模型只有SPACE 元素,置为SP状态, 其余为DR状态。
z对于*SPC,COLOUR = NONE 。
z按TYPE设置颜色(COLOR)。
z只有SPACE 模型时,打开通用过滤器“ DMU ”,即:001-080层可见。
z中文环境下的CATIA文件可以直接上载KVS,作为正式归档文件。