常用塑料缺口冲击强度对照表
- 格式:docx
- 大小:8.33 KB
- 文档页数:2
塑料缺口冲击强度测试参数设置
塑料缺口冲击强度测试是材料或产品设计中非常重要的一项技术,冲击测试可以评估材料
和产品在极端环境中的性能。
而塑料缺口冲击强度测试参数的设置则是冲击试验必须考虑的。
塑料缺口冲击强度测试的参数包括:测试材料类型、样品形状、样品尺寸、测试温度、冲击限度等。
首先,测试材料类型要求确定,主要是包括:聚脂类、聚酯、聚酰胺和聚氨酯等类型。
其次,样品形状和尺寸也要确定,一般可以选择不同类型的样品,如:圆形、方形和梯形等。
再次,在测试之前需要确定标准的测试温度,可以选用常温环境、低温环境和高温环境,
以便于反映塑料材料在不同环境下的冲击性能。
最后,要做到冲击限度准确,根据实际应
用场合,判断出塑料材料承受冲击时如何发生裂纹,做到准确定位,此外,还要考虑到不
同类型塑料材料的性能差异。
以上是塑料缺口冲击强度测试参数设置的概述,参数的设置对于冲击测试过程的准确性和
可靠性有着重要的影响,因此,应当认真进行设置,以便更好地反映特定材料的冲击性能。
什么叫“夺钢”共聚甲醛树脂“夺钢)(DURACON)“夺钢”被认为最能信赖的工程塑料,而为各方面所注目。
工程塑料就是“在结构材料及机能配件的领城里寻找主要用途的塑料”。
因此,用做工业材料时,即或生产严酷的温度、负荷、环境条件下放置长时间,其物理性必须要保持信赖性。
由化学的观点来说,“夺钢”是称为“缩醛共聚物”的结晶性热塑树脂,以甲醛三量体的三哑烷(trioxane)为主要原料,而在聚氧化甲烯主锁[--C—0]中含有[--C-C---结合]的共聚物。
共聚用单体<IMG height=48 alt="z-1.jpg (12037 bytes)" src="mk:@MSITStore:C:\Documents%20and%20Settings\ym\My%20Documents\pom.chm::/z-1. jpg" width=350>“夺钢”由于含有做为共聚物而引进的[--C—C---结合],因而即使由于热或是其他原因而开始分解,也由于在聚氧化甲烯主锁[---O---CH2--]以防止以后的分解聚合。
因此,“夺钢”较之缩醛均聚物不论在化学性上或对于热均稳定性上均更卓越。
如此,“夺钢”是具备着共聚物卓越的稳定性和氧化甲烯的卓越机械强度的工程塑料,而在原有的塑料所预料不到的领域里发挥其优越特性,正在开拓着广泛的用途。
,“夺钢”的特点∙如将“夺钢”的特点与其他塑料比较,则可举出如下各点。
∙保持平衡的机械性质∙塑料中能受最高的耐疲劳性∙在广泛环境下卓越的耐蠕动变性∙卓越的磨擦、损耗特性∙卓越的耐有机药品性、耐碱性∙卓越的耐热性.“夺钢”胶粒的种类“夺钢”胶粒的种类可大别为M90系和M25系。
M90系较M25系,熔融粘度为低,一般地适于压射成形,M25系则适于挤压成形。
M90系、M25系均有添加润滑剂者与不添加者。
《第1表》示以胶粒种类和其使用区分的一般原则。
常用塑料性能对照表1二稀、苯乙烯ABS一般35~620.3~0.80.2~0.458 2氨基树脂AF 3氯化聚醚CP490.50.014环氧树脂EP5聚三氟氯乙烯F3较差37<0.01 5.86聚四氟乙烯F4较差27.6<0.0110.57聚四氟乙烯增强F4+20%GF17.5<0.017.18聚全氟乙丙烯F46较差32<0.01 5.89高密度聚乙烯 (孖力士)HDPE较好22~30272~5.0<0.0112.510高抗冲聚苯乙烯 (不脆胶)HIPS200.2~0.60.2 3.4~2111硬质聚氯乙烯HPVC较差45.70.6~1.00.07~0.4512液晶聚合物LCP0.00613低密度聚乙烯LDPE较好7~15 1.5~5.0<0.012214改性聚苯醚MPPO15聚酰胺6PA6较好740.6~1.438.316聚酰胺6 增强PA6+30%GF1100.3~0.7 1.1 2.217聚酰胺66PA66较好800.8~1.5 3.4~3.6718聚酰胺66增强PA66+30%GF1890.2~0.80.5~1.319聚芳砜PASF910.8 1.8 3.620聚对苯二甲酸丁二醇酯PBT550.440.099.221聚对苯二甲酸丁二醇酯增强PBT+30%GF1370.20.07 2.722聚碳酸脂(防弹胶)PC610.50.157.223聚碳酸脂增强PC+30%GF较差1320.20.1 2.725聚醚醚酮PEEK10310 26聚醚酮PEK8.4 27聚醚酮酮PEKK102 28聚醚砜PES850.60.25 5.529聚对苯二甲酸乙二醇酯PET78 1.80.261030(涤纶(的确凉))PET+30%GF1240.2~0.90.05 2.9 31酚醛塑料(电木粉)PF32聚酰亚胺PI1000.750.3333酸酯 (亚加力)PMMA一般55~770.2~0.80.347 34聚甲醛共聚 (赛钢)共聚POM一般62 1.5~3.50.218.5 35聚甲醛共聚增强共聚POM+25%GF130 2.636聚甲醛均聚均聚POM一般70 1.5~30.257.5 37聚丙烯 (百折胶)PP较好291~2.50.01838聚丙烯增强PP+30%GF0.4~0.80.05439聚苯醚PPO较差760.70.034 40聚苯硫醚增强PPS+40%GF137<0.12<0.05341聚苯乙烯(硬胶)PS较好500.4~0.70.05842聚砜PSF较差750.60.22 5.7 43聚氨酯PU44软质聚氯乙烯SPVC10.5~20.5 1.5~2.50.25145超高分子量聚乙烯UHMWPE30~502~3<0.0112.5醋酸纤维素较好39800 1.0569693~607R65~11534 1.4656960~130 1.6~2.232.137********R1152.182113233 2.73 2.262117207 1.82.11551219037R110 571500.951110〉50040~70R70 7800 1.053.54 1.510020.5 2.2~10.6D75~D85 672000.923428〉65080~90R45415000 1.1412070338.3M1143 1.37210376416000 1.14513060399.5M1183 1.3826231021.37121126132438.7M11016000 1.3185200~300 4.3M723 1.5319647.8R121 319000 1.282789020M803 1.45170125<58M901.31113871.341.14891108029612.1M981.381155043 1.6196380R12031.382051665343 1.19110130 2.5~621M11814000 1.419811065M803 1.61182865 1.439012776M94 573000.95045>2000.5R80~110332000 1.0611460127.4R119 387000 1.6204 1.376R132 37500 1.0510*******M65~90 3 1.241289850~10031014.2M169 66500 1.48.80.941110〉500>100R388618990.3890%1980.380%>95 2880.1396%>950.3-198>95 78203155020580.6190600.5248274662201330.3793%14614535 18540 21088% 7090%21585%3600.3610093%17.3 1100.31 1631241020.51181730.3926044 8590%20 185 86%950.1920。
1.塑件不足: 1.1产生原因 1.2 解决措施熔融树脂不能完全充满型 1.1.1 注射量不够,加料量不足。
1.2.1 增加加料量。
腔的各角落,使制品外形残 1.1.2 塑化能力不足及余料不足。
1.2.2 更换机床(设备)或调整工艺参数,使余料增加。
缺不完整的现象。
1.1.3 塑料粒度大小不同或不匀,塑化不均匀。
1.2.3 更换材料(如果使用粉碎料重新造粒),使颗粒均匀。
1.1.4 塑料在料斗中“架桥”,料粒太大或料粒 1.2.4 如粉碎料要挑出大块颗粒,并控制下料口温度结块,下料口处下料不畅,塑化料粒不匀。
使不结块,检查热电偶是否失灵。
1.1.5 料中润滑剂过多,螺杆与料筒间隙大,融 1.2.5 螺杆和料筒磨损严重,维修设备,同时更换料料回流料过多。
进入型腔料不足。
筒和螺杆。
1.1.6 多型腔时进料口平衡不良。
浇口小或 1.2.6 根据射程远近修理浇口,对射程远的型腔加大射程远的型腔进料量不够。
浇口尺寸。
1.1.7 喷嘴温度低,料筒温度低。
1.2.7 调整料筒和喷嘴温度。
1.1.8 杂物堵塞喷嘴孔或孔过小。
1.2.8 清理喷嘴堵塞物,换孔径大的喷嘴。
1.1.9 注射压力小,注射时间短,保压时间短, 1.2.9 调整注射压力、注射及保压时间。
螺杆退回过早。
1.1.10 注射速度太快憋气或射速太慢未充满型 1.2.10 如果射速太快,降低射速或加排气槽;如果腔,料冷却凝固。
型腔盲孔处有异物。
射速慢应加大射速,使熔料在冷却凝固之前充满型腔。
清理盲孔处异物。
1.1.11 塑料流动性差,低。
1.2.11 更换熔融指数高的材料或调整工艺条件。
1.1.12 飞边溢料过多。
1.2.12 加大锁模力.如浇口处溢料须调整或修理喷嘴,使之与模具浇口套R相吻合.使不溢料。
1.1.13 模温低,塑料冷却、凝固快。
1.2.13 提高模温,使融料充满型腔之前不凝固。
1.1.14 模具浇注系统流动阻力大,进料口 1.2.14 抛光模具浇道系统或改变浇道结构及浇口大小。
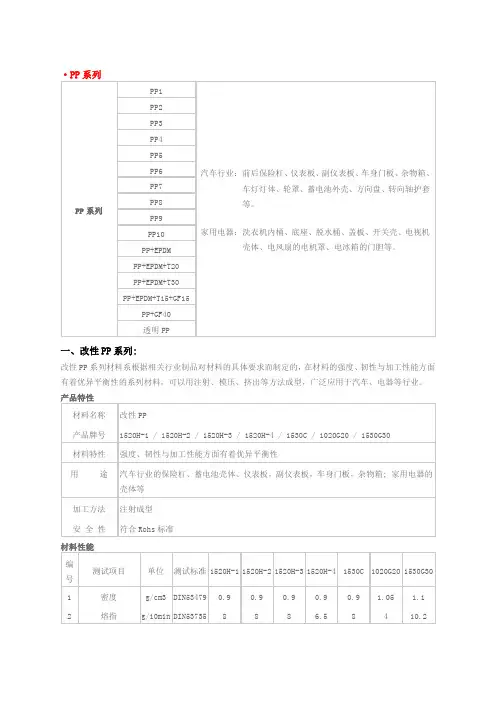
一、改性PP系列:改性PP系列材料系根据相关行业制品对材料的具体要求而制定的,在材料的强度、韧性与加工性能方面有着优异平衡性的系列材料,可以用注射、模压、挤出等方法成型,广泛应用于汽车、电器等行业。
注:上表中数据为产品实测性能,真实可靠,采用注射成型样片得到,仅供参考,不能作为材料标准值。
可以根据客户的要求制作各类产品或在相应的范围内调整。
二、超韧PP系列:超韧PP系列材料具有优异的韧性与强度的平衡性,特别是优异的低温特性,可以用注射、模压、挤出等方法成型,广泛应用于汽车、电器等行业。
注:上表中数据为产品实测性能,真实可靠,采用注射成型样片得到,仅供参考,不能作为材料标准值。
可以根据客户的要求制作各类产品或在相应的范围内调整。
三、填充PP系列:填充PP系列材料系矿粉填充改性PP系列材料,具有高硬度、高刚性、较高的耐热性能以及良好的冲击韧性,可以用注射、模压、挤出等方法成型,广泛应用于汽车、电器等行业。
注:上表中数据为产品实测性能,真实可靠,采用注射成型样片得到,仅供参考,不能作为材料标准值。
可以根据客户的要求制作各类产品或在相应的范围内调整。
推荐注射成型工艺参数ABS系列ABS系列材料在机械性能、加工性能、表面光泽度、配色性能等方面都有优秀表现,可以用注射、模压、一、电镀ABS/阻燃ABS/消光ABS:注:上表中数据为产品实测性能,真实可靠,采用注射成型样片得到,仅供参考,不能作为材料标准值。
可以根据客户的要求制作各类产品或在相应的范围内调整。
二、超韧PP系列:超韧PP系列材料具有优异的韧性与强度的平衡性,特别是优异的低温特性,可以用注射、模压、挤出等方法成型,广泛应用于汽车、电器等行业。
产品特性注:上表中数据为产品实测性能,真实可靠,采用注射成型样片得到,仅供参考,不能作为材料标准值。
可以根据客户的要求制作各类产品或在相应的范围内调整。
一、PC/ABS系列:改性PC/ABS系列材料系PC与ABS共混改性合金系列材料,具有优异的强度、韧性以及耐热性能,产品的尺寸稳定性好,可以用注射、模压、挤出等方法成型,广泛应用于汽车、电子、电器等行业。
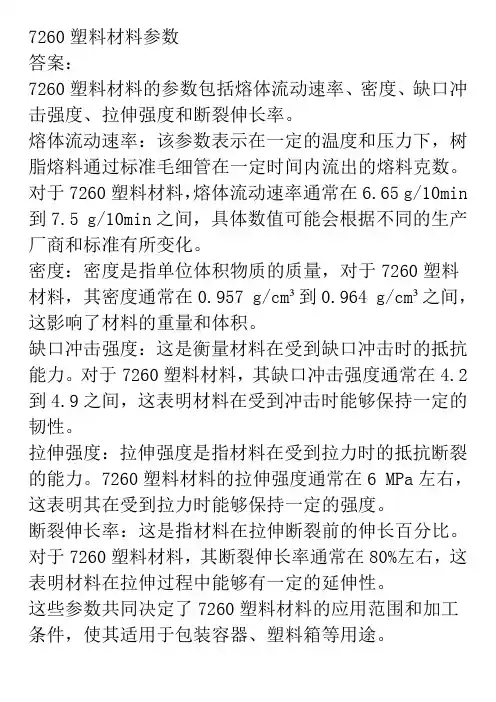
7260塑料材料参数
答案:
7260塑料材料的参数包括熔体流动速率、密度、缺口冲击强度、拉伸强度和断裂伸长率。
熔体流动速率:该参数表示在一定的温度和压力下,树脂熔料通过标准毛细管在一定时间内流出的熔料克数。
对于7260塑料材料,熔体流动速率通常在6.65 g/10min 到7.5 g/10min之间,具体数值可能会根据不同的生产厂商和标准有所变化。
密度:密度是指单位体积物质的质量,对于7260塑料材料,其密度通常在0.957 g/cm³到0.964 g/cm³之间,这影响了材料的重量和体积。
缺口冲击强度:这是衡量材料在受到缺口冲击时的抵抗能力。
对于7260塑料材料,其缺口冲击强度通常在4.2到4.9之间,这表明材料在受到冲击时能够保持一定的韧性。
拉伸强度:拉伸强度是指材料在受到拉力时的抵抗断裂的能力。
7260塑料材料的拉伸强度通常在6 MPa左右,这表明其在受到拉力时能够保持一定的强度。
断裂伸长率:这是指材料在拉伸断裂前的伸长百分比。
对于7260塑料材料,其断裂伸长率通常在80%左右,这表明材料在拉伸过程中能够有一定的延伸性。
这些参数共同决定了7260塑料材料的应用范围和加工条件,使其适用于包装容器、塑料箱等用途。
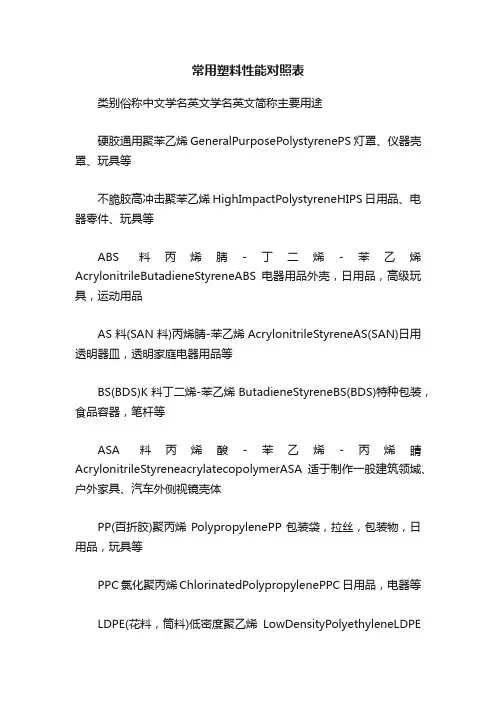
常用塑料性能对照表类别俗称中文学名英文学名英文简称主要用途硬胶通用聚苯乙烯GeneralPurposePolystyrenePS灯罩、仪器壳罩、玩具等不脆胶高冲击聚苯乙烯HighImpactPolystyreneHIPS日用品、电器零件、玩具等ABS料丙烯腈-丁二烯-苯乙烯AcrylonitrileButadieneStyreneABS电器用品外壳,日用品,高级玩具,运动用品AS料(SAN料)丙烯腈-苯乙烯AcrylonitrileStyreneAS(SAN)日用透明器皿,透明家庭电器用品等BS(BDS)K料丁二烯-苯乙烯ButadieneStyreneBS(BDS)特种包装,食品容器,笔杆等ASA料丙烯酸-苯乙烯-丙烯睛AcrylonitrileStyreneacrylatecopolymerASA适于制作一般建筑领域、户外家具、汽车外侧视镜壳体PP(百折胶)聚丙烯PolypropylenePP包装袋,拉丝,包装物,日用品,玩具等PPC氯化聚丙烯ChlorinatedPolypropylenePPC日用品,电器等LDPE(花料,筒料)低密度聚乙烯LowDensityPolyethyleneLDPE包装胶袋,胶花,胶瓶电线,包装物等HDPE(孖力士)高密度聚乙烯HighDensityPolyethyleneHDPE包装,建材,水桶,玩具等EVA(橡皮胶)乙烯-醋酸乙烯脂Ethylene-VinylAcetateEVA鞋底,薄膜,板片,通管,日用品等CPE氯化聚乙烯ChlorinatedPolyethyleneCPE建材,管材,电缆绝缘层,重包装材料尼龙单6聚酰胺-6Polyamide-6PA6轴承,齿轮,油管,容器,日用品尼龙孖6聚酰胺-66Polyamide-66PA66机械,汽车,化工,电器装置等尼龙9聚酰胺-9Polyamide-9PA-9机械零件,泵,电缆护套尼龙1010聚酰胺-1010Polyamide-1010PA-1010绳缆,管材,齿轮,机械零件丙烯酸脂类亚加力聚甲基丙烯酸甲脂PolymethylMethacrylatePMMA透明装饰材料,灯罩,挡风玻璃,仪器表壳改性有机玻璃372#,373#甲基丙烯酸甲脂-苯乙烯PolymethylMethacrylate-StyreneMMS高抗冲要求的透明制品甲基丙烯酸甲脂-乙二烯MethylMethacrylate-ButadieneMMB机器架壳,框及日用品等聚碳酸脂防弹胶聚碳酸脂PolycarbonatePC高抗冲的透明件,作高强度及耐冲击的零部件聚甲醛赛钢聚甲醛Polyoxymethylene(Polyformaldehyde)POM 耐磨性好,可以作机械的齿轮,轴承等赛璐璐硝酸纤维素CelluloseNitrateCN眼镜架,玩具等酸性胶醋酸纤维素CelluloseAcetateCA家用器具,工具手柄,容器等乙基纤维素EthylCelluloseEC工具手柄,体育用品等涤纶(的确凉)聚对苯二甲酸乙二醇脂Poly(EthyleneTerephthalare)PET轴承,链条,齿轮,录音带等聚对苯二甲酸丁二醇脂Poly(ButyleneTerephthalare)PBT聚氯乙烯类PVC聚氯乙烯Poly(VinylChloride)PVC制造棒,管,板材,输油管,电线绝缘层,密封件等F4氟料聚四氟乙烯PolytetrafluoroethylenePTFE高频电子仪器,达绝缘部件F46氟料聚全氟代乙丙烯PerfluorinatedEthylene-PropyleneCopolymerFFP高频电子仪器,雷达绝缘部件F3氟料聚三氟氯乙烯PolychlorctrifluoreethylenePCTFE透明视镜,阀管件等注塑、挤出成型可溶性聚四氟乙烯Teflon,PFA化工配件,机械零件注塑、挤出成型四氟乙烯-乙烯共聚ETFE化工配件,机械零件聚砜polysulfonePSU(PSF)电器零件,结构件,飞机及汽车零件等聚醚砜polyethersulfonePES电器零件,结构件,飞机及汽车零件等氯化聚醚氯化聚醚ChlorinatedPolyethersPENTON(CPT)代替不锈钢,氯塑料等材料聚苯醚聚苯醚poly(phenyleneoxide)PPO较高温度下工作的齿轮,轴承,化工设备及零部件聚芳脂聚芳脂PAR汽车电器,医疗器械聚苯硫醚聚苯硫醚poly(phenylenesulfone)PPS耐热性优良,电器零件,汽车零件,化学设备聚醚砜聚醚砜PES电器开关,插座,齿轮聚甲基戊烯-1聚甲基戊烯-1TPX一次性注射器,奶瓶,汽车灯罩酚醛塑料电木粉苯酚-甲醛树脂Phenol-FormaldehydePF无声齿轮,轴承,钢盔,电机,通讯器材配件等电玉尿素脲-甲醛树脂Urea-FormaldehydeUF生活用品,电机壳,木材粘接剂等科学瓷,美腊密三聚氰氨甲醛树脂Melamine-FormaldehydeResinMF食品,日用品,开关零件等苯氨-甲醛树脂Aniline-FormaldehydeResinAF环氧树脂冷凝胶环氧树脂EpoxideResinEP汽车拖拉机零件,船身涂料聚酰亚胺聚酰亚胺PolyimidesPI太空,电子,飞机零件,汽车零件聚氨脂PU聚氨脂树脂PolyurethaneResinPU鞋底,椅垫床垫,人造皮革,油漆硅树脂Silicone硅氧烷SI橡胶制品,脱模剂,乳液弹性体,清漆涂料等醇酸树脂AlkydResinAK涂料,玻璃钢,装饰件,地板,钮扣等烯丙基树脂AllylResinDAP氟塑料类PVF聚砜氨基塑料聚苯乙烯类改性聚苯乙烯类聚丙烯类聚乙烯类改性聚乙烯类聚酰胺不饱和聚脂塑料原料名称中英文对照表丙烯酸脂共聚物纤维素类饱和聚脂塑料材料特性什么是塑料?塑料是在一定条件下,一类具有可塑性的高分子材料的通称,一般按照它的热熔性把它们分成:热固性塑料和热塑性塑料。
聚碳酸酯(PC)的性能聚碳酸酯(PC)是一种线型碳酸聚酯,分子中碳酸基团与另一些基团交替排列,这些基团可以是芳香族,可以是脂肪族,也可以两者皆有。
双酚A型PC 是最重要的工业产品。
双酚A型PC是一种无定形的工程塑料,具有良好的韧性、透明性和耐热性。
碳酸酯基团赋予韧性和耐用性,双酚A基团赋予高的耐热性。
而PC的一些主要应用至少同时要求这两种性能。
表2-30列出了通用级聚碳酸酯的性能。
表2-30 通用级聚碳酸酯的性能性能数值性能数值拉升强度/MPa60-70玻璃环转变温度/℃150拉伸率(%)60-130熔融温度/℃220-230弯曲强度/MPa100-120比热容/[J/(g.℃)]1.17弯曲弹性模量/GPa2.0-2.5热导率/[W/(m .℃)]0.24压缩强度/MPa80-90 线膨胀系数/(x10-5/℃)5-7简支梁冲击强度(缺口)/(kJ/m2) 50-70 热变形温度(1.82MPa)/℃130-140 布氏硬度150-160 热分解温度/℃≥340力学性能聚碳酸酯的缺点是耐疲劳强度较低,耐磨性较差,摩擦因数大。
聚碳酸酯制品容易产生应力开裂,内应力产生的原因主要是由于强迫取向的大分子间相互作用造成的。
如果将聚碳酸酯的弯曲试样进行挠曲并放置一定时间,当超过其极限应力时便会发生微观撕裂。
在一定应变下发生微观撕裂时间与应力之间的关系依赖于聚碳酸酯的平均相对分子质量。
如果聚碳酸酯制品在成型加工过程中因温度过高等原因发生分解老化,或者制品本身存在缺口或熔接缝,以及制品在化学气体中使用,那么,发生微观撕裂的时间将会大大缩短,其极限应力值也将大幅度下降。
热性能聚碳酸酯的耐热性较好,未填充聚碳酸酯的热变形温度大约为130℃,玻璃纤维增强后可使这个数值再增加10℃。
长期使用温度可达120℃,同时又具有优良的耐寒性,脆化温度为-100℃。
低于100℃时,在负载下的蠕变率很低。
聚碳酸酯没有明显的熔点,在220-230℃呈熔融状态。
常用塑料的性能对照表常用塑料的性能以下是常用塑料的一些性能指标:材料密度:HDPE(0.95-0.97 g/cm2)、LDPE(0.92-0.93 g/cm2)、PP(0.90-0.91 g/cm2)、PS(1.0-1.1 g/cm2)、ABS (1.0-1.1 g/cm2)、PMMA(1.05-1.22 g/cm2)、PTFE(1.8-2.4 g/cm2)、PET(1.35-1.40 g/cm2)、PC(1.13-1.29g/cm2)、POM(1.4 g/cm2)、PA(1.1-1.2 g/cm2)、PI (1.32-1.71 g/cm2)、PPS(1.3-2.0 g/cm2)、PPO(1.04-1.11 g/cm2)。
熔点/工作温度:HDPE(160-182℃/90℃)、LDPE(-120℃/121℃)、PP(-20℃/100℃)、PS(90-120℃)、ABS (115℃)、PMMA(126℃)、PTFE(-50℃/260℃)、PET (243-260℃/166-193℃)、PC(-/116-135℃)、POM(216-221℃/79-116℃)、PA(-/249-288℃)、PI(274-316℃/149-232℃)、PPS(213-260℃/93-121℃)、PPO(-/54-82℃)。
Tg(玻璃化转变温度):HDPE(20-30℃)、LDPE(8-30℃)、PP(R65-R105)、PS(M50-M100)、ABS(R95-R125)、PMMA(M65-M100)、PTFE(D55-D75)、PET(M94-M101)、PC(R120-R125)、POM(R75-R120)、PA(M100-M125)、PI(R116-R123)、PPS(R115-R120)、PPO(18-38℃)。
结晶度:HDPE(20-35%)、LDPE(50-75%)、PP(52-77%)、PS(70%)、ABS(52-88%)、PMMA(20-112%)、PTFE(<500%)、PET(29-68%)、PC(伸长率:100-241%)、POM(45-204%)、PA(伸长率:20-35%)、PI (6.7-15.1%)、PPS(1.4-9.0%)、PPO(5.2-7.0%)。
新性研究常用工程塑料熔接线强度的研究与应用马清水••■刖言工程塑料被广泛应用于电子电气、汽车、建筑、办公设备、机械及航空航天等行业,工程塑料包括纯塑料和有添加玻纤填料的。
玻纤增强塑料是在原有纯塑料的基础上,加入玻璃纤维和其他助剂,从而提高材料的性能。
产品设计过程中的塑料零件设计时各种各样孔类特征不可避免,孔类特征在成型时很容易产生熔接线,所以塑胶产品熔接线强度对整个产品的强度有很大的影响。
本文测试的5种工程塑料包括:ABS(纯)、POM(纯)、PPS(40%玻纤)、PA(60%玻纤)、PPO (30%玻纤)。
依照美国材料实验协会的ASTM—D638—200312|,ASTM D256—9713]设计标准样条,通过模塑制作含有熔接线与不含熔接线的样条,对各样条进行拉伸、冲击、湿热老化实验测试。
设计圆形筒状零件并开模制样,对各孔类零件进行拉伸、爆破、湿热老化实验测试。
依据这5种工程塑料实验数据作为产品设计校核的理论分析依据。
熔接线产生的原因熔接线是模内树脂的料流因模具的形状而产生分流,或因多点浇口在注入树脂时产生的线状痕迹,在模内树脂料流为一个以上时,在料流与料流的合流点产生的。
熔接线的产生一般是由于熔融树脂料流的前部温度低,以及在熔合点有空气挟入等因素所致。
在树脂料流前部,与模具接触部分的温度因模具传热而降低,几乎处于凝固状态。
再从树脂厚度方向的速度分布来看,同类产品流前部为如图1所示的抛物线状。
在此料流与其他料流合流时,因树脂的凝固部分的熔合不充分,而可能形成V形缺口(图2),这就是熔接线。
熔接线是由于树脂温度低,树脂本体熔合不充分,其断面形成V形缺口,所以机械强度降低,影响外观质量[1]。
现在电子机算机可以模拟模内料流的流动,能预测熔接线的位置与汇合角度,为产品强度分析提供强有力的帮助。
777777777图1流动前端状态图2熔接线的形成厦门科K6/2020W创新性研究实验方案设计和测试方法为研究熔接线的强度采用PPO(30%玻纤)、ABS(纯)、PPS(40%玻纤)、PA(60%玻纤)、POM (纯)5种树脂材料来进行实验。