FANUC PMC培训资料
- 格式:pdf
- 大小:3.03 MB
- 文档页数:90
引言概述:发那科数控系统是一种重要的工业自动化设备,广泛应用于制造业中。
为了更好地理解和掌握发那科数控系统的操作及应用技巧,培训资料的编写成为必要的举措。
本文是关于发那科数控系统培训资料的第二部分,将详细介绍该系统的高级功能、编程技巧、调试与故障排除方法,并结合实例进行解析,以帮助读者深入理解并掌握发那科数控系统的应用。
正文内容:一、高级功能1.1G代码扩展:介绍如何使用G代码扩展来实现更加复杂的操作和控制。
1.2M代码指令:解释不同的M代码指令和它们的功能,如刀具切换、冷却液开关等。
1.3轴间插补:详细介绍轴间插补的原理,以及如何使用该功能实现多轴同时运动。
1.4刀具半径补偿:讲解刀具半径补偿的概念和作用,介绍如何正确应用该功能。
1.5宏指令编程:介绍宏指令的编写和调用,以及如何利用宏指令简化程序。
二、编程技巧2.1编程语法规则:介绍发那科数控系统的编程语法规则,如注释、变量声明等。
2.2坐标系与坐标系转换:讲解发那科数控系统的坐标系及其转换方法,以及常见的坐标系问题的解决办法。
2.3工件坐标系与机床坐标系:解释工件坐标系和机床坐标系的概念,以及它们之间的关系和转换方法。
2.4常用运动指令:介绍常见的运动指令,如直线插补、圆弧插补等,以及它们的使用技巧。
2.5子程序的使用:详细讲解子程序的定义和调用,以及如何利用子程序提高程序的复用性。
三、调试与故障排除方法3.1程序调试方法:介绍如何利用发那科数控系统的调试工具对程序进行调试,以找出问题和改进程序。
3.2机床运动调试:讲解机床运动调试的步骤和方法,以确保机床在运行过程中的准确性和稳定性。
3.3故障排除流程:详细介绍故障排除的流程和方法,如如何分析问题、定位故障点和修复故障。
3.4常见故障分析与解决:一些常见的故障案例,分析其原因,并提供解决方法以供参考。
3.5故障预防措施:介绍一些预防故障的方法和措施,以减少故障发生的可能性和影响。
总结:本文主要针对发那科数控系统的高级功能、编程技巧、调试与故障排除方法进行了详细的阐述。
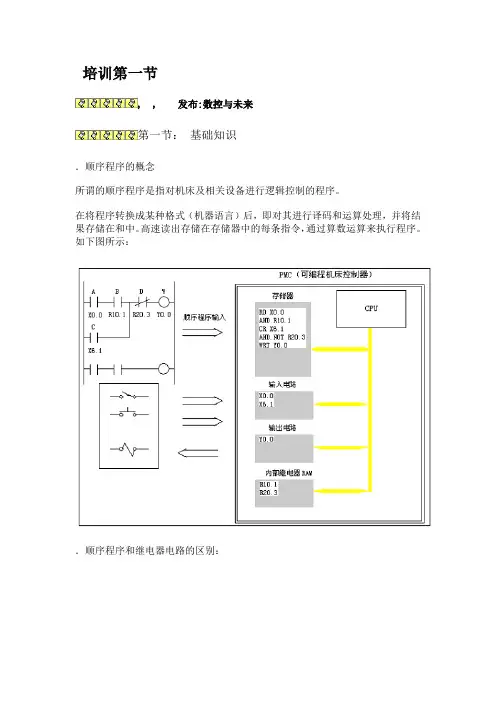
培训第一节, , 发布:数控与未来第一节:基础知识.顺序程序的概念所谓的顺序程序是指对机床及相关设备进行逻辑控制的程序。
在将程序转换成某种格式(机器语言)后,即对其进行译码和运算处理,并将结果存储在和中。
高速读出存储在存储器中的每条指令,通过算数运算来执行程序。
如下图所示:.顺序程序和继电器电路的区别:上图所示:继电器回路()和()的动作相同。
接通(按钮开关)后线圈和中有电流通过,接通后断开。
程序中,和继电器回路一样,通后、接通,经过一个扫描周期后关断。
但在中,(按钮开关)接通后接通,但并不接通。
所以通过以上图例我们可以明白顺序扫描顺序执行的原理。
.的程序结构对于的来说,其程序结构如下:第一级程序—第二级程序—第三级程序(视的种类不同而定)—子程序—结束如图:在执行扫描过程中第一级程序每执行一次,而第二级程序在向的调试中传送时,第二级程序根据程序的长短被自动分割成等分,每中扫描完第一级程序后,再依次扫描第二级程序,所以整个的执行周期是*。
因此如果第一级程序过长导致每扫描的第二级程序过少的话,则相对于第二级所分隔的数量就多,整个扫描周期相应延长。
而子程序是位于第二级程序之后,其是否执行扫描受一二级程序的控制,所以对一些控制较复杂的程序,建议用子程序来编写,以减少的扫描周期。
输入输出信号的处理:一级程序对于信号的处理:如上图可以看出在内部的输入和输出信号经过其内部的输入输出存储器每由第一级程序所直接读取和输出。
而对于外部的输入输出经过内部的机床侧输入输出存储器每由第一级程序直接读取和输出。
二级程序对于信号的处理:而第二级程序所读取的内部和机床侧的信号还需要经过第二级程序同步输入信号存储器锁存,在第二级程序执行过程中其内部的输入信号是不变化的。
而输出信号的输出周期决定于二级程序的执行周期。
所以由上图可以看出第一级程序对于输入信号的读取和相应的输入信号存储器中信号的状态是同步的,而输出是以为周期进行输出。

fanuc pmc手册
FANUC PMC(可编程逻辑控制器)手册是一份详细的指南,提供了有关如何编程和使用FANUC PMC控制器的信息。
这份手册包括了各种编程指令、功能、操作和维护等方面的信息。
以下是FANUC PMC手册的一些主要内容:
1.概述:介绍了FANUC PMC控制器的特点和功能,以及其应用范围。
2.编程基础:介绍了编程语言和语法,以及如何编写程序和调试代码。
3.功能模块:详细介绍了各种功能模块,包括输入/输出模块、模拟量模块、高速计数
器模块等。
4.指令集:提供了FANUC PMC控制器支持的各种指令,包括逻辑运算、算术运算、
比较运算等。
5.程序结构:介绍了如何构建程序结构,包括子程序、中断程序和主程序等。
6.操作和维护:介绍了如何操作和维护FANUC PMC控制器,包括硬件连接、电源管
理、故障排除等。
7.示例程序:提供了各种示例程序,以帮助用户更好地理解和使用FANUC PMC控制
器。
总之,FANUC PMC手册是一份非常有用的资源,对于使用FANUC PMC控制器的工程师和技术人员来说是必不可少的。
通过阅读这份手册,用户可以更好地了解如何编程和使用FANUC PMC控制器,并解决在使用过程中遇到的问题。
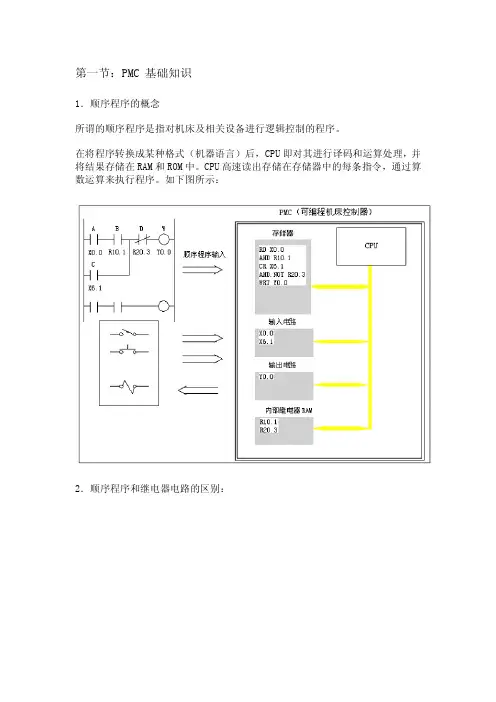
第一节:PMC基础知识1.顺序程序的概念所谓的顺序程序是指对机床及相关设备进行逻辑控制的程序。
在将程序转换成某种格式(机器语言)后,CPU即对其进行译码和运算处理,并将结果存储在RAM和ROM中。
CPU高速读出存储在存储器中的每条指令,通过算数运算来执行程序。
如下图所示:2.顺序程序和继电器电路的区别:上图所示:继电器回路(A)和(B)的动作相同。
接通A(按钮开关)后线圈B和C中有电流通过,C接通后B断开。
PMC程序A中,和继电器回路一样,A通后B、C接通,经过一个扫描周期后B 关断。
但在B中,A(按钮开关)接通后C接通,但B并不接通。
所以通过以上图例我们可以明白PMC顺序扫描顺序执行的原理。
3.PMC的程序结构对于FANUC的PMC来说,其程序结构如下:第一级程序—第二级程序—第三级程序(视PMC的种类不同而定)—子程序—结束如图:在PMC执行扫描过程中第一级程序每8ms执行一次,而第二级程序在向CNC的调试RAM中传送时,第二级程序根据程序的长短被自动分割成n等分,每8ms 中扫描完第一级程序后,再依次扫描第二级程序,所以整个PMC的执行周期是n*8ms。
因此如果第一级程序过长导致每8ms扫描的第二级程序过少的话,则相对于第二级PMC所分隔的数量n就多,整个扫描周期相应延长。
而子程序是位于第二级程序之后,其是否执行扫描受一二级程序的控制,所以对一些控制较复杂的PMC程序,建议用子程序来编写,以减少PMC的扫描周期。
输入输出信号的处理:一级程序对于信号的处理:如上图可以看出在CNC内部的输入和输出信号经过其内部的输入输出存储器每8MS由第一级程序所直接读取和输出。
而对于外部的输入输出经过PMC内部的机床侧输入输出存储器每2MS由第一级程序直接读取和输出。
二级程序对于信号的处理:而第二级程序所读取的内部和机床侧的信号还需要经过第二级程序同步输入信号存储器锁存,在第二级程序执行过程中其内部的输入信号是不变化的。

FANUC机器人培训手册(目录版)FANUC培训手册一、引言随着科技的不断发展,工业已成为现代制造业的重要组成部分。
FANUC作为全球领先的工业制造商,其产品广泛应用于各个领域。
为了帮助用户更好地了解和掌握FANUC的操作与维护,我们特编写本培训手册。
本手册将为您详细介绍FANUC的基本知识、操作方法、维护保养等内容,帮助您快速提升技能,充分发挥FANUC的效能。
二、FANUC基本知识1.FANUC简介FANUC是FANUC公司研发的一种工业,具有高精度、高速度、高稳定性等特点。
FANUC广泛应用于焊接、搬运、装配、喷涂等领域,为客户提供了高效、稳定的自动化解决方案。
2.FANUC分类FANUC根据应用领域和负载能力可分为多种类型,如:搬运、焊接、喷涂、装配等。
用户可根据实际需求选择合适的型号。
3.FANUC技术参数FANUC技术参数包括负载能力、工作范围、重复定位精度、速度等。
了解这些参数有助于用户更好地评估和选择合适的。
三、FANUC操作方法1.开机与关机(1)开机:确保处于安全位置,接通电源,按下开机按钮,等待自检完成。
(2)关机:将切换到空闲模式,按下关机按钮,等待停止运行,关闭电源。
2.编程与调试(1)编程:FANUC采用FANUC语言(FL)进行编程。
用户可根据实际应用需求编写程序,实现的各种动作。
(2)调试:在程序编写完成后,需进行调试。
调试过程中,可通过示教器观察的运行状态,调整程序参数,确保按照预定轨迹运行。
3.操作模式FANUC具有手动、自动、示教三种操作模式。
(1)手动模式:通过操作面板手动控制的各个关节,实现的运动。
(2)自动模式:按照预设程序自动运行。
(3)示教模式:通过示教器实时调整的运动轨迹,实现精确控制。
四、FANUC维护保养1.日常检查(1)检查外观,确保无损坏、漏油等现象。
(2)检查各个关节的运动情况,确保运动顺畅、无异响。
(3)检查电缆、气管等连接部位,确保连接牢固、无破损。