激光切割工艺.pptx
- 格式:pptx
- 大小:4.06 MB
- 文档页数:59
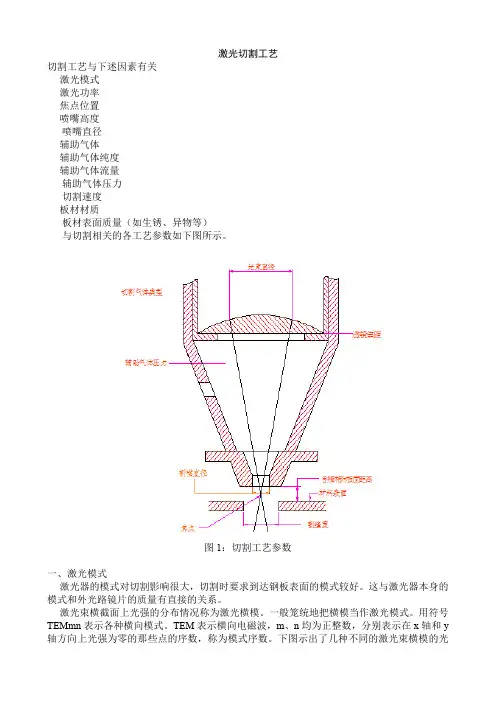
激光切割工艺切割工艺与下述因素有关激光模式激光功率焦点位置喷嘴高度喷嘴直径辅助气体辅助气体纯度辅助气体流量辅助气体压力切割速度板材材质板材表面质量(如生锈、异物等)与切割相关的各工艺参数如下图所示。
图1:切割工艺参数一、激光模式激光器的模式对切割影响很大,切割时要求到达钢板表面的模式较好。
这与激光器本身的模式和外光路镜片的质量有直接的关系。
激光束横截面上光强的分布情况称为激光横模。
一般笼统地把横模当作激光模式。
用符号TEMmn表示各种横向模式。
TEM表示横向电磁波,m、n均为正整数,分别表示在x轴和y 轴方向上光强为零的那些点的序数,称为模式序数。
下图示出了几种不同的激光束横模的光斑。
TEM00模又称基模,其光斑中任何一点光强都不为零。
若光斑在x方向上有一点光强为零,称为TEM10模;在y方向上有一点光强为零,称为TEM01模。
以此类推,模式序数m 和n越大,光斑中光强为零的点的数目越多。
有不同横向模式的激光束称为多模。
图2:模式光斑上图中,TEM00模,称为基模。
TEM*01模,是单环模,也叫准基模。
为了与TEM01区分,特地加上星号*。
TEM01模与TEM10模其实可视为相同的模式,因为X、Y轴原本就是人为划分的。
下面示出的是几种模式的立体图。
图3:TEM00模式立体图图4:TEM20模式立体图图5:TEM23模式立体图图6: 多模二、焦点位置焦点位置是一个关键参数,应正确调节焦点位置。
焦点工表适用于5毫米以下薄碳钢等。
(切断面) 焦点在工件上表面,所以,切割光滑,下表面则不光滑。
焦点工表铝材、不锈钢等工件采用这种方式。
(切断面)焦点在中央,偏下部因此平滑面范围较大,切幅比零焦距的切幅宽,切割气体流量较大,穿孔时间较零焦距为长。
焦点工表切割厚钢板时采用(一般使用氧气)厚钢板切断时,切断用氧气的氧化作用必须从上面到底面。
因厚板之故切幅要宽,和瓦斯切断类似,可以说是用氧气吹断,因此断面较粗糙。

激光切割样件第五章激光加工工艺-激光切割-基本概念•激光切割是利用经聚焦的高功率密度激光束(较多使用CO 2连续激光)照射工件,在超过阈值功率密度的条件下,光束能量及其与辅助气体之间产生的化学反应所产生的热能被材料吸收,引起照射点材料温度急剧上升,到达沸点后,材料开始汽化,形成孔洞。
随着光束与工件的相对移动,最终使材料形成切缝。
切缝处熔渣被一定压力的辅助气体吹走。
激光切割示意图激光切割特点•激光切割总的特点是高速度、高质量。
其具体特点可以概括为:–切缝窄,节省切割材料,还可割盲缝;–切割速度快,热影响区小,因而热畸变程度低;–割缝边缘垂直度好,切边光滑;–切边无机械应力,无剪切毛刺,几乎没有切割残渣;–激光切割是非接触式加工,不存在工具磨损问题,不需要更换刀具,只需调整工艺参量;–热作用区小;切割噪声小;–可以切割多种、多层材料;–由于激光束能以极小的惯性快速偏转,可实行高速切割,并且能按任意需要的形状切割;–由于激光光斑小、切缝窄,且便于自动控制,所以更适宜于对细小部件做各种精密切削;激光切割分类•从切割各类材料不同的物理形式来看,激光切割大致可分为:–汽化切割–熔化切割–氧助熔化切割–控制断裂切割四类。
汽化切割•在激光束加热下,工件温度升高到至沸点以上,部分材料化作蒸汽逸去,部分作为喷出物从切缝底部吹走。
它需要高功率密度,是熔化切割机制所需能量的10倍,这是对不能熔化的材料如木材、碳素和某些塑料所采用的切割方式。
28/10cmW熔化切割•激光束功率密度超过一定值时,会将工件内部材料蒸发、形成孔洞,然后,与光束同轴的辅助气流把孔洞周围的熔融材料去除、吹走,这就是熔化切割。
所需功率密度只有是汽化切割的1/10.氧助熔化切割•如果用氧或其他活性气体代替熔化切割所用的惰性气体,由于热基质的点燃,因此,除激光能量外,另一热源同时产生,且与激光能量共同作用,进行熔化切割。
控制断裂切割•通过激光束加热,可以高速、可控地切断易受热破坏的脆性材料,称为控制断裂切割。