拉伸速度及其他参数变化对束纤维细化过程的影响
- 格式:pdf
- 大小:168.95 KB
- 文档页数:3

拉伸试验测定结果的数据处理和分析一、试验结果的处理有以下情况之一者,可判定拉伸试验结果无效:(1)试样断在机械刻划的标距上或标距外,且造成断后伸长率不符合规定的最小值者。
(2)操作不当(3)试验期间仪器设备发生故障,影响了性能测定的准确性。
遇有试验结果无效时,应补做同样数量的试验。
但若试验表明材料性能不合格,则在同一炉号材料或同一批坯料中加倍取样复检。
若再不合格,该炉号材料或该批坯料就判废或降级处理。
此外,试验时出现2个或2个以上的缩颈,以及断样显示出肉眼可见的冶金缺陷(分层、气泡、夹渣)时,应在试验记录和报告中注明二、数值修约(一)数值进舍规则数值的进舍规则可概括为“四舍六入五考虑,五后非零应进一,五后皆零视奇偶,五前为偶应舍去,五前为奇则进一”。
具体说明如下:(1)在拟舍弃的数字中,若左边第一个数字小于5(不包括5)时,则舍去,即所拟保留的末位数字不变。
例如、将13.346修约到保留一位小数,得13.3。
(2)在拟舍弃的数字中,若左边第一个数字大于5(不包括5)时,则进1,即所拟保留的末位数字加1。
例如,将52. 463修约到保留一位小数,得52.5。
(3)在拟舍弃的数字中,若左边第一个数字等于5,其右边的数字并非全部为零时,则进1,所拟保留的末位数字加1。
例如,将2.1502修约到只保留一位小数。
得2.2。
(4)在拟舍弃的数字中若左边第一个数字等于5,其右边无数字或数字皆为零碎时,所拟保留的末位数字若为奇数则进1,若为偶数(包括0)则舍弃。
例如,将下列数字修约到只保留一位小数。
修约前0.45 0.750 2.0500 3.15修约后0.4 0.8 2.0 3.2(5)所拟舍弃的数字若为两位数字以上时,不得连续进行多次修约,应根据所拟舍弃数字中左边第一个数字的大小,按上述规则一次修约出结果。
例如,将17.4548修约成整数。
正确的做法是:17.4548→17不正确的做法是:17.455→17.46→17.5→18(二)非整数单位的修约试验数值有时要求以5为间隔修约。

拉伸速度和冷却速度对制品内分子的取向有何影响
型坯在拉伸吹塑时应保持一定的拉伸速度,以保证有一定的取向度。
结晶型材料的结晶度不是百分之百,内部结构存在晶区和无定型区。
拉伸取向过程中晶区和无定型区(非晶区)的形变可同时进行,但速度不同。
结晶区的取向发展得快,而非晶区取向发展得慢。
当非晶区达到中等取向程度时,结晶区的取向已达最大程度。
因此,拉伸速度要适应两区的变化。
对加热后的型坯要有足够的拉伸速度,以防止拉伸过程中出现定向还原现象,同时,也防止型坯拉伸温度急剧下降。
但拉伸速度不能太大,否则会破坏聚合物结构,使制品出现微小裂缝等缺陷。
因此,拉伸吹塑成型时可选择一级吹胀或二级吹胀(二次充气)。
生产中聚丙烯坯料的拉伸速度一般在20cm/s 左右。
保持一定的冷却速度对制品的取向也是很重要的。
在型坯拉伸吹塑已经完成而尚未发生解取向之前,将聚合物骤冷至T以下的温度,把取向的分子结构“冻结”起来,可使高聚物保持较高的取向程度,并有助于缩短成型周期。
制品的冷却速度与模具温度、结构、材料及制品壁厚等因素有关。
一般情况下,PP制品的模具温度为15~25℃;而PET制品的模具温度为3~10℃。
通常拉伸比、拉伸速度、拉伸吹胀温度、冷却速度与制品的取向有下列关系:
①在给定拉伸比和拉伸速度的情况下,拉伸吹胀温度越低越好。
②在给定拉伸比和拉伸吹胀温度的情况下,拉伸速度越大,所得制品分子取向程度越高。
③在给定拉伸速度和拉伸吹胀温度的情况下,拉伸比越大,分子取向程度越高。
④在其他条件一定的情况下,制品在模具内冷却速度越快,能够保持取向的程度越高。

纤维的力学性能与应用分析在我们的日常生活和众多工业领域中,纤维材料扮演着举足轻重的角色。
从我们身上穿着的衣物,到汽车、飞机的制造,再到医疗领域的创新应用,纤维无处不在。
而纤维之所以能够发挥如此广泛且重要的作用,很大程度上取决于其独特的力学性能。
纤维的力学性能是指纤维在受到外力作用时所表现出的各种特性,包括强度、模量、伸长率、韧性等。
这些性能直接影响着纤维的使用范围和效果。
先来说说强度,这是纤维最重要的力学性能之一。
强度高的纤维能够承受较大的拉力而不断裂。
比如碳纤维,它具有极高的强度,被广泛应用于航空航天领域,用于制造飞机的结构部件,大大减轻了飞机的重量,同时提高了结构的强度和稳定性。
模量则反映了纤维在受力时抵抗变形的能力。
像玻璃纤维,其模量较高,常用于增强复合材料,如在制造风力发电叶片时,能够增加叶片的刚度,使其在高速旋转时保持良好的形状和性能。
伸长率也是一个关键指标。
有些纤维,如氨纶,具有很高的伸长率,能够在拉伸后迅速恢复原状,因此被大量用于制作弹性衣物,如运动服、泳衣等,提供了良好的舒适度和适应性。
而韧性则综合体现了纤维吸收能量和抵抗断裂的能力。
一些天然纤维,如麻纤维,具有较好的韧性,在传统的纺织和绳索制造中一直备受青睐。
纤维的力学性能不仅仅取决于其化学组成和分子结构,还与纤维的制造工艺密切相关。
例如,在合成纤维的生产过程中,纺丝速度、拉伸倍数等工艺参数的调整,能够显著改变纤维的力学性能。
在纺织行业中,纤维的力学性能直接决定了织物的质量和性能。
强度高、伸长率适中的纤维可以织造出耐用且舒适的衣物面料。
比如棉质纤维,其柔软舒适,同时具有一定的强度和伸长率,是制作日常衣物的常用材料。
在复合材料领域,纤维作为增强材料的力学性能更是至关重要。
碳纤维增强复合材料(CFRP)在汽车制造中逐渐崭露头角,不仅减轻了车身重量,还提高了车辆的碰撞安全性和燃油效率。
在医疗领域,纤维的应用也日益广泛。
例如,可降解的纤维材料可以用于制造手术缝合线,其力学性能既要保证在伤口愈合期间能够维持足够的强度,又要能够在适当的时候自然降解,避免二次手术取出的痛苦。
实验参数对织物撕破强力的影响
分别选取不同拉伸速度和隔距长度, 讨论实验参数对织物撕破强力的影响。
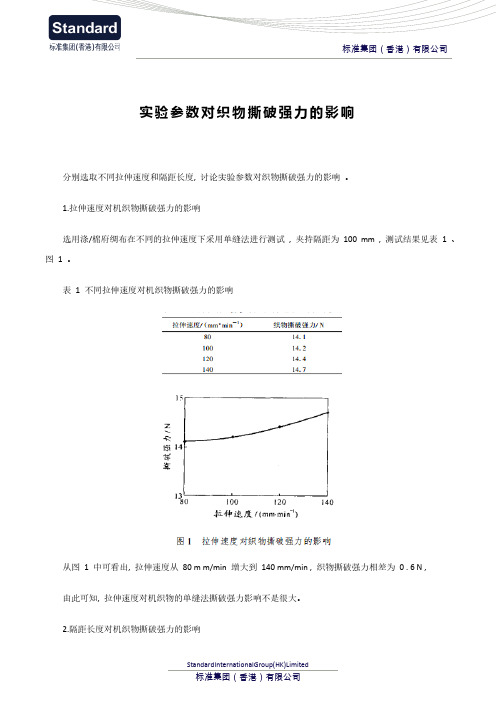
1.拉伸速度对机织物撕破强力的影响
选用涤/棉府绸布在不同的拉伸速度下采用单缝法进行测试, 夹持隔距为100 mm , 测试结果见表1 、图 1 。
表1 不同拉伸速度对机织物撕破强力的影响
从图1 中可看出, 拉伸速度从80 m m/min 增大到140 mm/min , 织物撕破强力相差为0 . 6 N ,
由此可知, 拉伸速度对机织物的单缝法撕破强力影响不是很大。
2.隔距长度对机织物撕破强力的影响
本次实验选用涤/棉府绸布在不同的夹持隔距长度下采用单缝法进行测试分析, 拉伸速度为100
mm/min ,测试结果见表2、图2 。
表2 夹持隔距长度对机织物撕破强力的影响
从图2 中可知, 隔距长度为50 m m 时, 织物撕破强力最大,而后随着隔距长度的增大,织物撕破强力逐渐下降。
撕裂拉伸速度对单缝法测试机织物撕破强力的影响不明显。
随着拉伸隔距长度的增大, 织物撕破强力逐渐减小, 但是隔距为50 mm 时, 单缝法测试机织物撕破强力会有所变化。


滚丝控制参数滚丝控制参数是指在纺纱过程中对滚丝工艺进行调控的一些重要参数。
通过合理调整这些参数可以达到改善纺纱质量、提高生产效率的目的。
本文将从不同角度详细介绍滚丝控制参数的作用及调整方法。
一、张力控制参数在纺纱过程中,张力是一个非常重要的参数。
合理的张力控制可以保证纱线的均匀性和强度。
常见的滚丝控制参数包括张力传感器的灵敏度、张力调节装置的参数设置等。
通过调整这些参数,可以实现对不同纤维的纺纱过程进行精确控制。
二、速度控制参数纺纱过程中的速度控制也是非常关键的。
通过调整滚丝机的转速、辊子的直径、纺纱机的进给速度等参数,可以控制纱线的细度、强度和均匀性。
此外,还可以根据纺纱机的特性和纺纱纤维的特点,选择合适的速度控制方法,如恒速控制、变速控制等。
三、温度控制参数温度对纺纱过程中纤维的拉伸、变形和结晶等过程起着重要作用。
通过调整滚丝机的加热温度、冷却温度等参数,可以控制纤维的熔融状态、拉伸率和结晶度,从而影响纱线的质量。
此外,不同纤维材料对温度的敏感性也有所不同,需要根据具体情况进行调整。
四、湿度控制参数湿度也是影响纺纱质量的重要因素之一。
适当的湿度可以改善纤维的柔软性和延伸性,有利于纺纱过程的进行。
通过调整纺纱车间的湿度、纺纱机的湿度控制装置等参数,可以实现对湿度的精确控制。
五、压力控制参数纺纱过程中的压力控制也是非常重要的。
合理的压力控制可以改善纤维的拉伸和结晶,提高纱线的强度和均匀性。
常见的压力控制参数包括滚丝辊子的压力、纺纱机的压力传感器的灵敏度等。
通过调整这些参数,可以实现对纺纱过程中压力的精确控制。
六、其他控制参数除了上述几种常见的滚丝控制参数外,还有一些其他参数也对纺纱质量有一定影响。
比如,纺纱机的清洁度、纺纱机的维护保养情况等。
通过定期清洗纺纱机、更换磨损部件等措施,可以保证纺纱机的正常运行,提高纺纱质量。
滚丝控制参数对纺纱质量和生产效率具有重要影响。
合理调整这些参数可以实现对纺纱过程的精确控制,从而达到提高纺纱质量、降低生产成本的目的。
不同拉伸速度下尼龙66 材料的性能研究楼莉丹,张素秋,王彩梅,刘鹏鹏,秦高峰( 泛亚汽车技术中心有限公司,上海200120)摘要:研究不同拉伸速度对两种尼龙(PA) 材料(纯P A66 和增韧P A66) 拉伸性能的影响,并通过扫描电子显微镜(SEM) 研究不同速度下PA 材料的断口形貌。
结果表明,无论增韧与否,随着拉伸速度的减小,拉伸强度下降,断裂伸长率增加。
当拉伸速度足够小时,纯PA66 由脆性断裂转变为韧性断裂。
从SEM 结果可以看出,两种PA 材料拉伸断口的平坦区面积均随着拉伸速度下降而增加。
由于增韧PA66 的两相结构,两种PA 材料拉伸断口形貌存在显著差异。
关键字:尼龙66 ;增韧;拉伸速度;拉伸性能;断口形貌中图分类号:TQ326 .9文献标识码:A文章编号:1001-3539(2014)09-0085-05Study of Properties for Nylon 66 Material under Different T ensile SpeedsLou Lidan,Zhang Suqiu,Wang Caimei,Liu Pengpeng,Qin Gaofeng(Pan Asia Technical Automotive Center Co. Ltd.,Shanghai 200120, China)Abstract :The tensile propert ies of nylon materials(pure PA66 and toughening PA66) under different tensile speeds (0.001~500 mm/min) were researched. Scanning electron microscopy(SEM) was used to study the fracture morphology of the nylon materials under different speeds. The results show that,the tensile strength of the two nylon materials decreases respectively with tensile speed decreases,and elongation at break increases. When the tensile speed is small enough,the brittle-tough transition of pure PA66 appears. From SEM images,the tensile fracture flat area of both pure PA66 and toughening PA66 increase with tensile speed decreases. Due to two-phase structure of toughening PA66,different fracture surfaces are obtained of the two types PA66 materials.Keywords :nylon 66 ;toughening ;tensile speed ;tensile property ;fracture morphology目前汽车行业的首要课题就是节油[1–2],因而在汽车上以塑代钢的新应用将愈加广泛,尼龙(PA)66 材料是其中最重要的一种,其用量已接近车用塑料用量的10%[3]。
第一章绪论一、掌握高分子材料的基本概念,特别是化学纤维的各种定义;1、名词解释:人造纤维(02年)、复合纤维(04年)、异形纤维(06年)、再生纤维(05年)。
2、填空题塑料按热行为的不同,可分为两大类,其中,(热塑性)塑料成形时,通过(冷却)熔体而凝固成形。
改变温度,可令其反复变形。
而(热固性)塑料成形时,通过(加热)而固化成形,材料定性后若再受热,不发生(变形)。
(06年)3、选择题高吸湿涤纶纤维属于一类(D)(07年)A 高感性纤维B 高性能纤维C差别化纤维D功能纤维第二章聚合物流体的制备第一节聚合物的熔融一、掌握聚合物的熔融方法,特别是有熔体强制移走的传导熔融1、简述题(1)简述聚合物在螺杆挤压机中熔体的能量来源。
(02年)(2)试述塑料在挤出机中压缩段由固体转变为熔体的过程和机理。
(04年)第二节聚合物的溶解一、影响聚合物溶解度的因素1、影响聚合物溶解度的因素有(大分子链结构)、(超分子结构)、(溶剂的性质)。
(02年)二、溶剂的选择1、溶剂的选择原则有哪些?2、聚合物的溶解过程分为(溶胀)和(溶解)两个阶段。
未经修正的“溶解度参数相近原则”适用于估计(非极性聚合物)和(非极性溶剂)体系的互溶性。
(06年)3、“溶解度参数相近原则”适用于估计(B)的互溶性。
(08年)A、非极性高聚物与极性溶剂B、非极性高聚物与非极性溶剂C、极性高聚物与极性溶剂D、极性高聚物与非极性溶剂4、在估计聚合物与溶剂的互溶性时,三维溶解度参数图适用于(D)(07年)A非极性聚合物和非极性溶剂体系B极性聚合物和极性溶剂体系C极性聚合物和非极性溶剂体系D A+B4、聚氯乙烯的溶度参数与氯仿和四氢呋喃相近,但为什么四氢呋喃能很好的溶解聚氯乙烯而氯仿不能与之相溶?(08年)三、聚合物—溶剂体系的相分离与相图1、对于具有上临界混溶温度的聚合物-溶剂体系,可采用(改变体系组成)、(升温)、(改变溶剂组成)等几种可能的方法来实现使聚合物溶解形成溶液。
纺织材料学试题题库浙江工程学院天然纤维部分天然转曲沿棉纤维纵向的正反螺旋形扭曲,是在棉纤维生长发育过程中纤维素按螺旋方向淀积而造成的。
转曲数与棉花品种及成熟度有关,转曲愈多,纤维抱合性能愈好。
成熟度表示棉纤维胞壁增厚程度,即棉纤维发育的正常程度,与棉花品种及生长条件有关,通常以胞壁厚度与中腔宽度之比的有关参数来表示。
常用指标为成熟系数、成熟百分率等。
成熟度与纤维其它性能关系密切,是反映棉纤维性能的重要指标。
日轮是棉纤维结构特征之一.用显微镜观察经过膨化的棉纤维横截面,可看到许多轮纹状层次,称为日轮。
在胞壁加厚过程中,如遇气温较高,纤维素淀积致密;气温较低,淀积较疏松。
由于昼夜温差的存在,纤维横截面上形成层层“日轮”,其轮数大体与胞壁加厚的天数相当。
韧皮纤维从一年生或多年生草本双子叶植物的韧皮层中获得的纤维的总称。
因为质地柔软,适宜纺织加工,亦称“软质纤维”。
纺织上采用较多的有苎麻、亚麻、黄麻、洋麻、大麻、罗布麻等。
韧皮纤维一般具有强度高、伸长小、吸湿放湿快等品质特征。
经过初步加工后的韧皮纤维,可纺织制造衣着或包装用织物、绳索等。
茧的解舒缫丝时茧层丝圈顺次离解的程度,常用解舒丝长或解舒率来表示。
解舒丝长是茧丝每接头一次(添绪)连续缫取的丝长(m)。
解舒率是解舒丝长与茧丝长之百分比。
茧丝离解容易,缫丝时茧丝断头少,茧的解舒好。
茧的解舒好坏直接关系到缫丝的产量和蚕茧的消耗(缫折)。
细羊毛细羊毛属‘同质毛’。
直径在25μm以下(或品质支数在 60支以上),无髓质层,卷曲和油汗较多,羊毛长度和粗细较均匀,手感柔软有弹性,光泽柔和,毛丛长度一般在5~12cm,是精纺制品的主要原料。
茧丝茧丝由二根平行排列的丝素经丝胶包覆粘合而成,蚕丝分桑蚕茧丝、柞蚕茧丝、蓖蚕茧丝、木薯茧丝、樟蚕茧丝等。
其中主要是桑蚕茧丝和柞蚕茧丝。
我国蚕茧产量居世界首位。
生丝桑蚕茧(或柞蚕茧)通过缫丝工艺,将数根茧丝依靠丝胶粘合而成的连续长丝。