第四章角度及锥度的测量
- 格式:pdf
- 大小:511.32 KB
- 文档页数:19
实验角度和锥度的测量原理角度和锥度测量是工程和科学领域中常用的测量技术,用于测量物体的几何属性。
角度指的是两条直线或面之间的夹角,而锥度指的是物体的腰部或端部相对于其中心轴线的倾斜度。
测量角度和锥度的原理可以通过多种方法来实现,下面将介绍几种常用的测量原理。
一种常用的测量角度的原理是三角法。
即通过测量和计算三个点之间的夹角来确定角度的大小。
这种方法一般适用于平面上的角度测量。
测量过程中,首先要确定一个基准线,然后通过仪器或工具测量出基准线上的两个点,并记录测量结果。
接下来移动测量仪器或工具,再测量一个新的点与基准线上的一个点之间的夹角,并记录测量结果。
最后,通过计算这三个夹角,就可以确定所测量的角度的大小。
另一种常用的测量角度的原理是光学测量。
这种方法利用光的传播特性来测量角度。
测量过程中,首先要确定一个基准线,然后在基准线上设置一个光源和一个光接收器。
光从光源发出,经过物体反射或折射后,会到达光接收器。
通过测量光线从光源到光接收器的路径,可以得知光线经过物体后的偏转情况,从而间接地确定角度的大小。
测量锥度的原理也可以通过多种方法来实现。
其中一种常用的方法是使用锥度测量仪。
这种仪器通常由一个圆锥形部件和一个测量装置组成。
测量过程中,首先将待测物体放置在锥度测量仪的圆锥形部件上,然后通过移动测量装置,使其接触物体的表面。
测量装置会记录下圆锥与物体接触的位置,并根据接触点的数量和位置计算出物体的锥度。
另一种常用的测量锥度的方法是影像测量法。
这种方法利用光学影像技术来测量物体的几何属性。
测量过程中,首先将待测物体固定在一个特定的位置和角度上,然后使用一台摄像机或扫描仪来拍摄或扫描物体的影像。
通过对影像进行处理和分析,可以获得物体的几何参数,包括锥度。
需要注意的是,在进行角度和锥度的测量之前,一般需要校正测量仪器或工具,以确保其准确度和精度。
此外,测量过程中需要注意环境因素的影响,如光线、温度和湿度等。
角度和锥度测量方法探讨文/葛 红测量角度和锥度的方法有各种各样,计量器具的类型也有很多种,笔者将常用的几种测量方法及相应的计量器具简单介绍如下。
一、比较测量法比较测量法的实质,是将角度量具与被测角度或锥度相比较,用光隙法或涂色法估计出被测角度或锥度的偏差,或判断被测角度或锥度是否在允许的公差范围内。
比较测量法的常用角度量具有:角度量块、角度样板、直角尺、圆锥量规等。
1.角度量块角度量块是角度测量中的标准量具,用来检定和调整测角仪器和量具,校正角度样板,也可直接用于检验精度高的工件。
角度量块有三角形和四边形:三角形的角度量块只有一个工作角;四边形的角度量块有α、β、γ、δ四个工作角度。
国产角度量块精度分1级和2级两种,其工作角的偏差:1级精度不超过±10″,2级精度不应超过 30″,测量的平面度误差不应超过0.3μm。
成套的角度量块由94件组成,各块工作角的公称值均有详细规定,角度量块可以单独使用,也可以利用角度量块附件组合使用,测量范围为10°~350°,与被测工件比较时,借光隙法估定工件的角度误差。
2.角度样板角度样板是根据被测角度的两个极限角值制成的,有通端和止端之分。
检验工件的角度时,若用通端角度样板,光线从角顶到角底逐渐增大;用止端角度样板,光线从角底到角顶逐渐增大。
这就表明,被测角度的实际值在规定的两个极限角度范围内,被测角度合格;反之,则不合格。
3.直角尺角尺的公称角度为90°,故称直角尺。
用于检验工件的直角偏差时,是借目测光隙或用塞尺来确定偏差的大小的。
角尺的外工作角α和内工作角β在长度H上的垂直度误差是划分角尺精度的依据,按照工作角极限偏差的大小,角尺分为0、1、2、3级四种精度等级。
0级精度等级最高,用于检验精密量具,1级用于精密工具制造,2、3级用于一般机械制造。
4.圆锥量规圆锥量规,可以检验内、外锥体工件锥度和基面距偏差。
检验内锥体用锥度量规,检验外锥体用锥度套规。
1课前分析23课堂内容设计思路分度值为2′的角度尺 a 整度数30°b 角度“′”值:对齐的刻线代表7格×2′=14′c 读数=30°+14′=30°14′图Aa 整度数63°b 角度“′”值:对齐的刻线代表9格×2′=18′c 读数=63°+18′图B=63°18′(5)使用前注意事项:a 角度尺属于中等精密量具,要爱护量具,避免磕碰游标万能角度尺。
b 校正“0”线。
基尺和直尺贴合面不透光,尺身和游标的“0”线对齐。
c 确定测量圆锥角度的基准面,也就是确定基尺贴在工件的哪个表面。
d 基准面要求平整,光洁,无毛刺,且与圆锥面在一次装夹中完成。
e 测量时,工件应与角度尺的两个测量面在全长上接触良好。
f 锁紧制动器后,再读角度值。
课堂练习可进一步强化游标万能角度尺读数方法的掌握。
只有让学生熟悉使用前的注意事项才能测量出准确的角度。
这是使用角度尺前必不可少的环节。
为正确使用角度尺铺垫基础。
56课堂内容设计思路特点:通过换算测出圆锥角度β.这种测量 方法基尺贴在圆锥端面上,接触面大,稳定,读 值准确,车削时优先采用。
检测B 面圆锥角度时:方法一:以圆柱面C 的以一条母线为测量基准, (如图三所示)基尺贴在外圆的母线上,90°角尺 贴在圆锥母线上。
特点:基尺贴在外圆母线上,接触面小, 不稳定,影响读值准确性,一般不采用。
方法二:以外圆端面为测量基准,(如图四所示) 基尺贴在外圆端面上,90°角尺贴在圆锥母线上。
检测B 面圆锥角时, 可以启发学 生参考A 面 的检测方法 来检测B 面, 从而得出结 论,师生互 动,让学生产生兴趣。
7直尺基尺αA β图二图三89版面设计§2-4锥度的检测(游标万能角度尺、角度样板)一、检测锥度、角度使用的量具1、游标万能角度尺(简称角度尺)(1)分度值:2′5′(2)结构:尺身、游标、基尺、90°角尺、直尺、卡块、制动器、捏手。
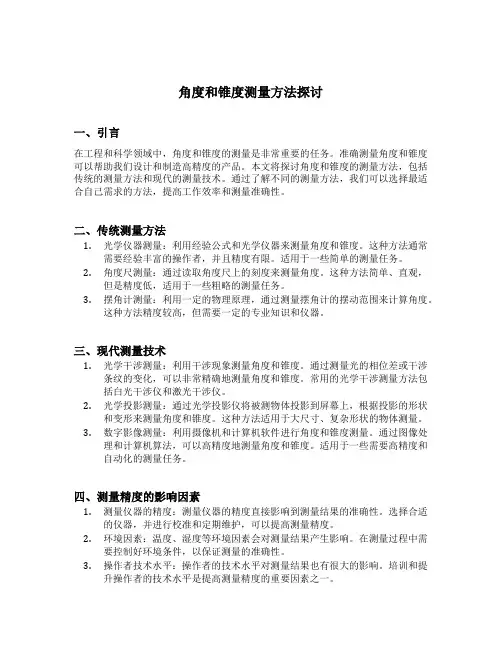
角度和锥度测量方法探讨一、引言在工程和科学领域中,角度和锥度的测量是非常重要的任务。
准确测量角度和锥度可以帮助我们设计和制造高精度的产品。
本文将探讨角度和锥度的测量方法,包括传统的测量方法和现代的测量技术。
通过了解不同的测量方法,我们可以选择最适合自己需求的方法,提高工作效率和测量准确性。
二、传统测量方法1.光学仪器测量:利用经验公式和光学仪器来测量角度和锥度。
这种方法通常需要经验丰富的操作者,并且精度有限。
适用于一些简单的测量任务。
2.角度尺测量:通过读取角度尺上的刻度来测量角度。
这种方法简单、直观,但是精度低,适用于一些粗略的测量任务。
3.摆角计测量:利用一定的物理原理,通过测量摆角计的摆动范围来计算角度。
这种方法精度较高,但需要一定的专业知识和仪器。
三、现代测量技术1.光学干涉测量:利用干涉现象测量角度和锥度。
通过测量光的相位差或干涉条纹的变化,可以非常精确地测量角度和锥度。
常用的光学干涉测量方法包括白光干涉仪和激光干涉仪。
2.光学投影测量:通过光学投影仪将被测物体投影到屏幕上,根据投影的形状和变形来测量角度和锥度。
这种方法适用于大尺寸、复杂形状的物体测量。
3.数字影像测量:利用摄像机和计算机软件进行角度和锥度测量。
通过图像处理和计算机算法,可以高精度地测量角度和锥度。
适用于一些需要高精度和自动化的测量任务。
四、测量精度的影响因素1.测量仪器的精度:测量仪器的精度直接影响到测量结果的准确性。
选择合适的仪器,并进行校准和定期维护,可以提高测量精度。
2.环境因素:温度、湿度等环境因素会对测量结果产生影响。
在测量过程中需要控制好环境条件,以保证测量的准确性。
3.操作者技术水平:操作者的技术水平对测量结果也有很大的影响。
培训和提升操作者的技术水平是提高测量精度的重要因素之一。
五、实际应用角度和锥度的测量广泛应用于各个领域,例如: 1. 机械制造业:在机械制造过程中,角度和锥度的测量是非常重要的,可以帮助制造高精度的零件和装配件。
锥度的测量知识精讲一、用角度样板检测角度1、角度样板:用于检验螺纹车刀、成型刀具及零件上斜面或倒角等。
2、角度样板测量种类:(1)、刃磨时检测:采用透光法检查。
(2)、对刀时检测:刀尖对准工件中心,保证刀尖的间平分线与工件的轴线相垂直二、用万能角度尺测量角度1、万能角度尺:用来测量精密零件内外角度或进行角度画线。
2、万能角度尺的结构:主尺、游标尺、基尺、锁紧头、角尺、直尺。
3、测量范围:0°~50°、50°~140°、140°~230°、230°~320°三、用锥度量规检测零件锥度1、圆锥角α:通过圆锥轴线的截面内(轴截面),两素线的夹角。
2、圆锥直径:最大圆锥直径D;最小圆锥直径d。
3、圆锥长度L:最大直径的截面到最小直径截面的距离。
4、锥度C:两个截面的直径差与长度之比,C=(D-d)/L5、锥度量规:主要用于检测锥体工件综合误差的定性量具。
6、工件锥度合格判定:(1)、看接触着色:如果擦去均匀,表明被测工件锥角正确;如果小端擦去,大端没有擦去,说明锥角大了,反之,说明锥角小了。
(2)、看刻线:工件圆锥端面位于量规基准端面上的间距为m的两刻线之间为合格。
四、用正弦规测量锥度1、正弦规:用于准确检验零件及量规角度和锥度的量具,利用三角函数的正弦关系来度量的,故称正弦规、正弦尺或正弦台。
2、测量:H=L×sinα式中:H—量块高度L—正弦尺两圆柱的中心距α—圆锥塞规圆锥角五、其他定角度量具1、90°角尺:主要用于检验直角、垂直度和平行度误差的测量工具。
2、角度量块:用于检定角度样板和万能角度尺等,也可用于直接测量精密模具零件的角度。
能力训练一、填空题1、角度可以采用______和______进行测量;锥度可以采用______和______进行测量。
2、安装螺纹车刀时,刀尖对准______,用样板对刀,以保证刀尖角的角平分线与工件的轴线相______,车出的牙型角才不会偏斜。
角度和锥度测量方法探讨角度和锥度是机械加工中常用的两个参数,它们的测量对于保证加工质量和精度至关重要。
本文将探讨角度和锥度的测量方法。
一、角度测量方法1. 角度尺测量法角度尺是一种常用的角度测量工具,它可以直接读取角度值。
使用时,将角度尺放置在待测角度上,读取刻度值即可。
角度尺的精度一般为0.1度,适用于一般精度要求的角度测量。
2. 万能角度尺测量法万能角度尺是一种功能更加强大的角度测量工具,它可以测量各种形状的角度。
使用时,将万能角度尺放置在待测角度上,调整尺子的形状,使其与待测角度吻合,读取角度值即可。
万能角度尺的精度一般为0.05度,适用于高精度要求的角度测量。
3. 光学投影仪测量法光学投影仪是一种高精度的角度测量工具,它可以测量各种形状的角度,并且具有高精度和高效率的特点。
使用时,将待测工件放置在投影仪上,通过光学放大和投影,可以直接读取角度值。
光学投影仪的精度一般为0.01度,适用于高精度要求的角度测量。
二、锥度测量方法1. 锥度规测量法锥度规是一种常用的锥度测量工具,它可以直接读取锥度值。
使用时,将锥度规放置在待测锥度上,读取刻度值即可。
锥度规的精度一般为0.01mm/m,适用于一般精度要求的锥度测量。
2. 万能锥度规测量法万能锥度规是一种功能更加强大的锥度测量工具,它可以测量各种形状的锥度。
使用时,将万能锥度规放置在待测锥度上,调整尺子的形状,使其与待测锥度吻合,读取锥度值即可。
万能锥度规的精度一般为0.005mm/m,适用于高精度要求的锥度测量。
3. 光学投影仪测量法光学投影仪也可以用于测量锥度,使用方法与角度测量类似。
将待测工件放置在投影仪上,通过光学放大和投影,可以直接读取锥度值。
光学投影仪的精度一般为0.001mm/m,适用于高精度要求的锥度测量。
综上所述,角度和锥度的测量方法有多种,选择合适的测量工具和方法可以保证加工质量和精度。
在实际应用中,应根据具体情况选择合适的测量方法,并注意测量精度和误差控制。