游标卡尺读法大全
- 格式:doc
- 大小:2.26 MB
- 文档页数:5
游标卡尺的读数方法和使用方法游标卡尺是一种常见的测量工具,用于测量物体的细小尺寸。
它通过移动游标和主尺尺刻上的刻度来测量物体的长度,能够达到毫米和亚毫米的精度。
游标卡尺的读数方法和使用方法如下:1.读数方法:游标卡尺上通常有两个游标,一个固定游标和一个可移动游标。
固定游标位于主尺上,刻度基本和主尺上的刻度一致,用于确定主尺上的整数刻度。
可移动游标则位于固定游标上方,上面有分度尺。
两个游标之间的距离可以通过游标上的刻度来测量。
-首先,将测量物放置在卡尺的测量面上。
-其次,将卡尺缓慢闭合,确保测量物与游标之间的紧贴。
- 注意游标的读数。
游标上的刻度分为长刻度和短刻度。
长刻度表示0.1mm,短刻度表示0.02mm。
-游标的读数应该包括主尺上的整数刻度和可移动游标上的刻度。
主尺上的整数刻度是固定游标最接近0刻度的刻度。
可移动游标上的刻度是与固定游标对齐的刻度。
- 长刻度上的刻度读取是整数,短刻度上的刻度读取是小数。
根据短刻度的位置,确定小数的读数,例如0.02mm、0.04mm、0.06mm等。
- 读取测量结果时,将主尺上的整数刻度和可移动游标上的刻度加在一起,得到最终的读数结果。
例如,主尺读数为10mm,游标读数为0.46mm,那么总读数为10.46mm。
2.使用方法:-使用前,确保卡尺的刻度清晰可读,并保持卡尺的整洁。
-打开卡尺,确保游标能够自由移动,并且刻度之间没有阻碍。
-在测量前,检查卡尺的零点误差。
将游标完全闭合并对齐零刻度,确认游标刻度零刻度与主尺刻度对齐。
-将测量物放置在测量面上。
可以使用手或其它合适的方式将测量物固定在测量面上,以确保其在测量过程中不会移动。
-缓慢闭合卡尺,让测量物与游标之间的间隙最小,并保持垂直于测量平面。
-读取游标卡尺的测量结果,按照上述读数方法确定最终结果。
-注意避免强力击打或弯曲卡尺,以免影响测量精度。
-使用后,应仔细清洁卡尺并放置在干燥的地方,避免受潮或受损。
总结:游标卡尺是一种简单易用,测量精度较高的测量工具。
普通游标卡尺的读数方法
普通游标卡尺的读数方法如下:
1. 清零游标卡尺:在使用前,将游标卡尺摆至两个测量范围的极限位置,并旋转滑动轴上的调零螺栓直至游标指针对准卡尺上的零刻度线,以进行零位调整,使游标卡尺的读数为零。
2. 选择测量对象:根据需要测量的物体尺寸,选择一个合适的卡尺刻度和尺寸范围。
3. 对齐测量对象:将游标卡尺的测量爪夹在要测量的物体上,并用适当的力量将其对齐。
4. 读取卡尺读数:根据游标卡尺上指针的位置,读取尺度上的刻度值。
读数应从小刻度(通常以毫米为单位)开始,然后是大刻度(通常以厘米为单位)。
5. 估算读数:如果指针位于两个刻度之间,则估算中间值。
通常情况下,游标卡尺的精度为0.02毫米,因此可以通过估算来确定更精确的读数。
6. 记录测量结果:将读取的刻度值记录下来,可以是以毫米为单位或其他适当的单位。
需要注意的是,在读取卡尺读数时应尽量避免视觉偏差,保持卡尺垂直于测量对象,并尽量避免身体和手部的晃动,以确保准确度和精确度。
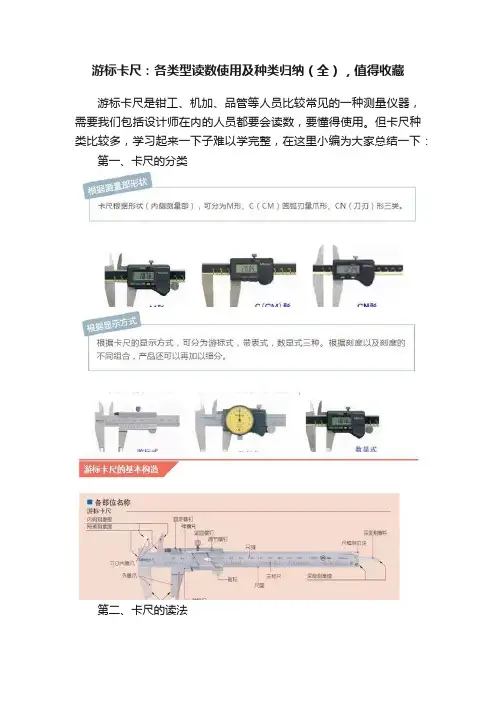
游标卡尺:各类型读数使用及种类归纳(全),值得收藏
游标卡尺是钳工、机加、品管等人员比较常见的一种测量仪器,需要我们包括设计师在内的人员都要会读数,要懂得使用。
但卡尺种类比较多,学习起来一下子难以学完整,在这里小编为大家总结一下:第一、卡尺的分类
第二、卡尺的读法
第三、卡尺使用过程中有哪些东西是需要注意的
使用卡尺前,用干净柔软的布,轻轻擦拭滑动面以及测量面,擦除灰尘后再使用。
外侧测量爪请用白纸清洁。
针对数显卡尺,更换电池之后,请使用“ORIGIN”键设置原点
划伤数显卡尺的主尺、或用电笔在上面写字等,会给电装部带来很大的干扰,从而造成故障
卡尺注意防止掉落,撞击
由于卡尺尖端非常锋利,使用过程中一定要小心不要受伤
当用爪子的根部或尖端去测量时,需要特别小心,因为在这种情况下可能会发生较大误差的情况
用后将水(油)擦干后擦上一层防锈油再收纳保管。
防水型卡尺的本体也会生锈,所以请一定要将水擦拭干净
第四、常见的存放注意要点
避免阳光直射、高温、低温和储存在高湿度环境里
关于卡尺的使用方法,各位看官你们还有什么需要补充的吗?。
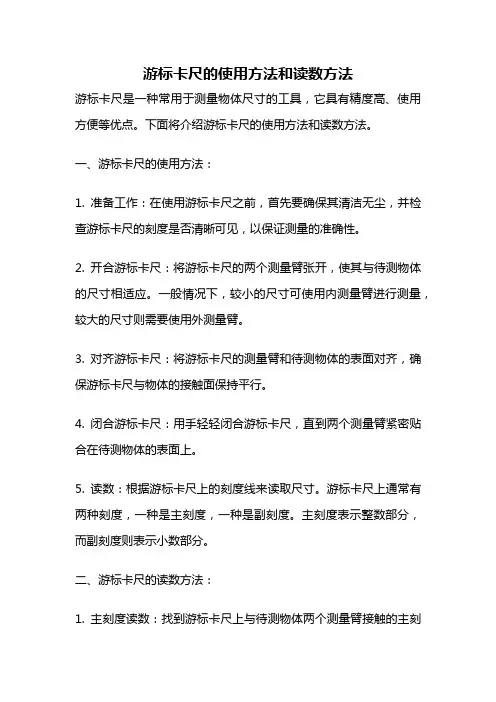
游标卡尺的使用方法和读数方法游标卡尺是一种常用于测量物体尺寸的工具,它具有精度高、使用方便等优点。
下面将介绍游标卡尺的使用方法和读数方法。
一、游标卡尺的使用方法:1. 准备工作:在使用游标卡尺之前,首先要确保其清洁无尘,并检查游标卡尺的刻度是否清晰可见,以保证测量的准确性。
2. 开合游标卡尺:将游标卡尺的两个测量臂张开,使其与待测物体的尺寸相适应。
一般情况下,较小的尺寸可使用内测量臂进行测量,较大的尺寸则需要使用外测量臂。
3. 对齐游标卡尺:将游标卡尺的测量臂和待测物体的表面对齐,确保游标卡尺与物体的接触面保持平行。
4. 闭合游标卡尺:用手轻轻闭合游标卡尺,直到两个测量臂紧密贴合在待测物体的表面上。
5. 读数:根据游标卡尺上的刻度线来读取尺寸。
游标卡尺上通常有两种刻度,一种是主刻度,一种是副刻度。
主刻度表示整数部分,而副刻度则表示小数部分。
二、游标卡尺的读数方法:1. 主刻度读数:找到游标卡尺上与待测物体两个测量臂接触的主刻度线。
主刻度线的读数是从游标卡尺的固定端开始往游标卡尺的活动端数过去的刻度数。
如果有一个主刻度线与活动端对齐,则读数为该主刻度线的刻度值;如果有两个主刻度线与活动端分别对齐,则读数为这两个主刻度线之间的刻度值加上活动端对齐的主刻度线的刻度值。
2. 副刻度读数:在主刻度的基础上,再根据副刻度的位置进行读数。
副刻度一般是10个等分,每个等分表示0.1毫米。
如果活动端对齐的主刻度线中间有副刻度线与之对齐,则读数为该副刻度线的刻度值。
3. 综合读数:将主刻度和副刻度的读数综合起来,得到最终的测量结果。
如果没有副刻度,只有主刻度的读数,则直接将主刻度的读数作为测量结果。
总结:游标卡尺是一种常用的测量工具,使用方法简单,读数准确。
通过掌握游标卡尺的使用方法和读数方法,可以方便地进行尺寸测量工作。
在使用游标卡尺时,需要注意保持其清洁无尘,对齐测量臂和待测物体的表面,并准确读取刻度值。
这样才能获得准确的测量结果,满足实际应用的需求。
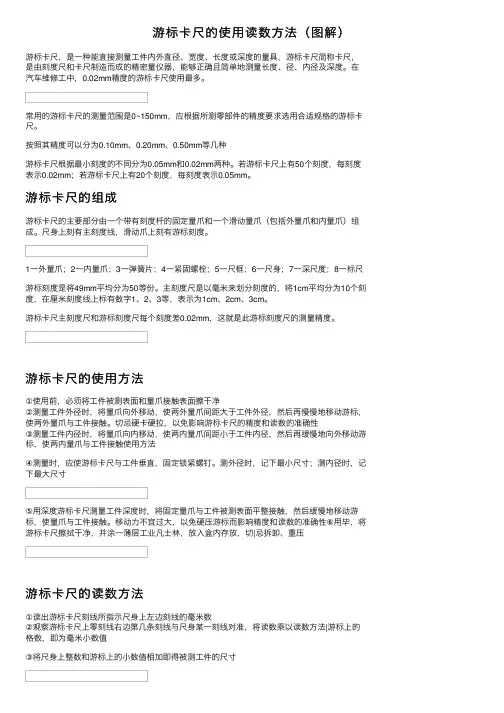
游标卡尺的使⽤读数⽅法(图解)游标卡尺,是⼀种能直接测量⼯件内外直径、宽度、长度或深度的量具,游标卡尺简称卡尺,是由刻度尺和卡尺制造⽽成的精密量仪器,能够正确且简单地测量长度、径、内径及深度。
在汽车维修⼯中,0.02mm精度的游标卡尺使⽤最多。
常⽤的游标卡尺的测量范围是0~150mm,应根据所测零部件的精度要求选⽤合适规格的游标卡尺。
按照其精度可以分为0.10mm、0.20mm、0.50mm等⼏种游标卡尺根据最⼩刻度的不同分为0.05mm和0.02mm两种。
若游标卡尺上有50个刻度,每刻度表⽰0.02mm;若游标卡尺上有20个刻度,每刻度表⽰0.05mm。
游标卡尺的组成游标卡尺的主要部分由⼀个带有刻度杆的固定量⽖和⼀个滑动量⽖(包括外量⽖和内量⽖)组成。
尺⾝上刻有主刻度线,滑动⽖上刻有游标刻度。
1⼀外量⽖;2⼀内量⽖;3⼀弹簧⽚;4⼀紧固螺栓;5⼀尺框;6⼀尺⾝;7⼀深尺度;8⼀标尺游标刻度是将49mm平均分为50等份。
主刻度尺是以毫⽶来划分刻度的,将1cm平均分为10个刻度,在厘⽶刻度线上标有数字1、2、3等,表⽰为1cm、2cm、3cm。
游标卡尺主刻度尺和游标刻度尺每个刻度差0.02mm,这就是此游标刻度尺的测量精度。
游标卡尺的使⽤⽅法①使⽤前,必须将⼯件被测表⾯和量⽖接触表⾯擦⼲净②测量⼯件外径时,将量⽖向外移动,使两外量⽖间距⼤于⼯件外径,然后再慢慢地移动游标,使两外量⽖与⼯件接触。
切忌硬卡硬拉,以免影响游标卡尺的精度和读数的准确性③测量⼯件内径时,将量⽖向内移动,使两内量⽖间距⼩于⼯件内径,然后再缓慢地向外移动游标,使两内量⽖与⼯件接触使⽤⽅法④测量时,应使游标卡尺与⼯件垂直,固定锁紧螺钉。
测外径时,记下最⼩尺⼨;测内径时,记下最⼤尺⼨⑤⽤深度游标卡尺测量⼯件深度时,将固定量⽖与⼯件被测表⾯平整接触,然后缓慢地移动游标,使量⽖与⼯件接触。
移动⼒不宜过⼤,以免硬压游标⽽影响精度和读数的准确性⑥⽤毕,将游标卡尺擦拭⼲净,并涂⼀薄层⼯业凡⼠林,放⼊盒内存放,切|忌拆卸、重压游标卡尺的读数⽅法①读出游标卡尺刻线所指⽰尺⾝上左边刻线的毫⽶数②观察游标卡尺上零刻线右边第⼏条刻线与尺⾝某⼀刻线对准,将读数乘以读数⽅法|游标上的格数,即为毫⽶⼩数值③将尺⾝上整数和游标上的⼩数值相加即得被测⼯件的尺⼨。
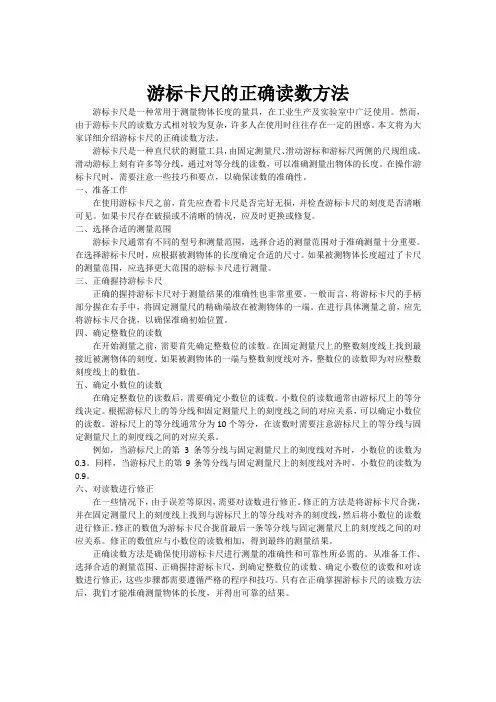
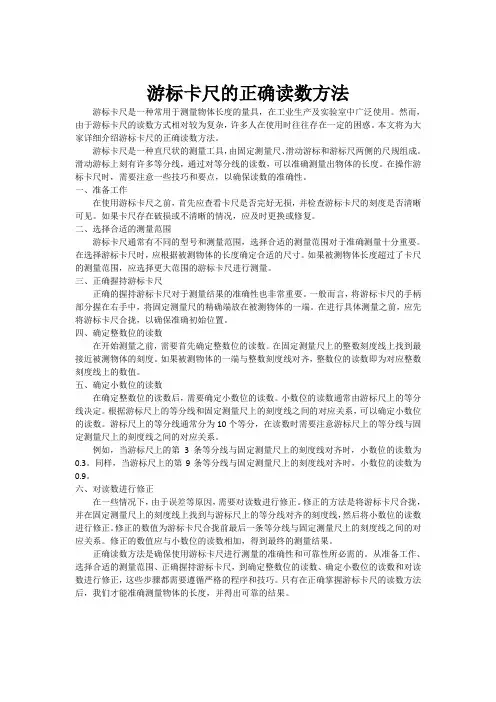
游标卡尺的正确读数方法游标卡尺是一种常用于测量物体长度的量具,在工业生产及实验室中广泛使用。
然而,由于游标卡尺的读数方式相对较为复杂,许多人在使用时往往存在一定的困惑。
本文将为大家详细介绍游标卡尺的正确读数方法。
游标卡尺是一种直尺状的测量工具,由固定测量尺、滑动游标和游标尺两侧的尺规组成。
滑动游标上刻有许多等分线,通过对等分线的读数,可以准确测量出物体的长度。
在操作游标卡尺时,需要注意一些技巧和要点,以确保读数的准确性。
一、准备工作在使用游标卡尺之前,首先应查看卡尺是否完好无损,并检查游标卡尺的刻度是否清晰可见。
如果卡尺存在破损或不清晰的情况,应及时更换或修复。
二、选择合适的测量范围游标卡尺通常有不同的型号和测量范围,选择合适的测量范围对于准确测量十分重要。
在选择游标卡尺时,应根据被测物体的长度确定合适的尺寸。
如果被测物体长度超过了卡尺的测量范围,应选择更大范围的游标卡尺进行测量。
三、正确握持游标卡尺正确的握持游标卡尺对于测量结果的准确性也非常重要。
一般而言,将游标卡尺的手柄部分握在右手中,将固定测量尺的精确端放在被测物体的一端。
在进行具体测量之前,应先将游标卡尺合拢,以确保准确初始位置。
四、确定整数位的读数在开始测量之前,需要首先确定整数位的读数。
在固定测量尺上的整数刻度线上找到最接近被测物体的刻度。
如果被测物体的一端与整数刻度线对齐,整数位的读数即为对应整数刻度线上的数值。
五、确定小数位的读数在确定整数位的读数后,需要确定小数位的读数。
小数位的读数通常由游标尺上的等分线决定。
根据游标尺上的等分线和固定测量尺上的刻度线之间的对应关系,可以确定小数位的读数。
游标尺上的等分线通常分为10个等分,在读数时需要注意游标尺上的等分线与固定测量尺上的刻度线之间的对应关系。
例如,当游标尺上的第3条等分线与固定测量尺上的刻度线对齐时,小数位的读数为0.3。
同样,当游标尺上的第9条等分线与固定测量尺上的刻度线对齐时,小数位的读数为0.9。
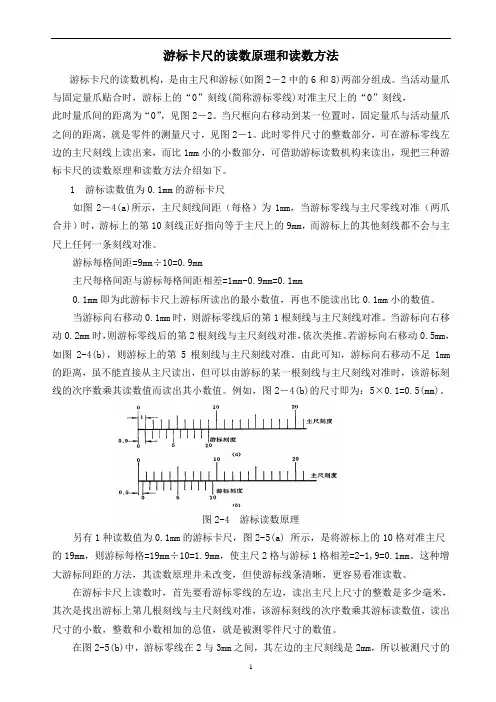
游标卡尺的读数原理和读数方法游标卡尺的读数机构,是由主尺和游标(如图2―2中的6和8)两部分组成。
当活动量爪与固定量爪贴合时,游标上的“0”刻线(简称游标零线)对准主尺上的“0”刻线,此时量爪间的距离为“0”,见图2―2。
当尺框向右移动到某一位置时,固定量爪与活动量爪之间的距离,就是零件的测量尺寸,见图2―1。
此时零件尺寸的整数部分,可在游标零线左边的主尺刻线上读出来,而比1mm小的小数部分,可借助游标读数机构来读出,现把三种游标卡尺的读数原理和读数方法介绍如下。
1游标读数值为0.1mm的游标卡尺如图2―4(a)所示,主尺刻线间距(每格)为1mm,当游标零线与主尺零线对准(两爪合并)时,游标上的第10刻线正好指向等于主尺上的9mm,而游标上的其他刻线都不会与主尺上任何一条刻线对准。
游标每格间距=9mm÷10=0.9mm主尺每格间距与游标每格间距相差=1mm-0.9mm=0.1mm0.1mm即为此游标卡尺上游标所读出的最小数值,再也不能读出比0.1mm小的数值。
当游标向右移动0.1mm时,则游标零线后的第1根刻线与主尺刻线对准。
当游标向右移动0.2mm时,则游标零线后的第2根刻线与主尺刻线对准,依次类推。
若游标向右移动0.5mm,如图2-4(b),则游标上的第5根刻线与主尺刻线对准。
由此可知,游标向右移动不足1mm 的距离,虽不能直接从主尺读出,但可以由游标的某一根刻线与主尺刻线对准时,该游标刻线的次序数乘其读数值而读出其小数值。
例如,图2―4(b)的尺寸即为:5×0.1=0.5(mm)。
图2-4 游标读数原理另有1种读数值为0.1mm的游标卡尺,图2-5(a) 所示,是将游标上的10格对准主尺的19mm,则游标每格=19mm÷10=1.9mm,使主尺2格与游标1格相差=2-1,9=0.1mm。
这种增大游标间距的方法,其读数原理并未改变,但使游标线条清晰,更容易看准读数。
游标卡尺的正确读数方法游标卡尺是一种常用于测量物体长度的量具,在工业生产及实验室中广泛使用。
然而,由于游标卡尺的读数方式相对较为复杂,许多人在使用时往往存在一定的困惑。
本文将为大家详细介绍游标卡尺的正确读数方法。
游标卡尺是一种直尺状的测量工具,由固定测量尺、滑动游标和游标尺两侧的尺规组成。
滑动游标上刻有许多等分线,通过对等分线的读数,可以准确测量出物体的长度。
在操作游标卡尺时,需要注意一些技巧和要点,以确保读数的准确性。
一、准备工作在使用游标卡尺之前,首先应查看卡尺是否完好无损,并检查游标卡尺的刻度是否清晰可见。
如果卡尺存在破损或不清晰的情况,应及时更换或修复。
二、选择合适的测量范围游标卡尺通常有不同的型号和测量范围,选择合适的测量范围对于准确测量十分重要。
在选择游标卡尺时,应根据被测物体的长度确定合适的尺寸。
如果被测物体长度超过了卡尺的测量范围,应选择更大范围的游标卡尺进行测量。
三、正确握持游标卡尺正确的握持游标卡尺对于测量结果的准确性也非常重要。
一般而言,将游标卡尺的手柄部分握在右手中,将固定测量尺的精确端放在被测物体的一端。
在进行具体测量之前,应先将游标卡尺合拢,以确保准确初始位置。
四、确定整数位的读数在开始测量之前,需要首先确定整数位的读数。
在固定测量尺上的整数刻度线上找到最接近被测物体的刻度。
如果被测物体的一端与整数刻度线对齐,整数位的读数即为对应整数刻度线上的数值。
五、确定小数位的读数在确定整数位的读数后,需要确定小数位的读数。
小数位的读数通常由游标尺上的等分线决定。
根据游标尺上的等分线和固定测量尺上的刻度线之间的对应关系,可以确定小数位的读数。
游标尺上的等分线通常分为10个等分,在读数时需要注意游标尺上的等分线与固定测量尺上的刻度线之间的对应关系。
例如,当游标尺上的第3条等分线与固定测量尺上的刻度线对齐时,小数位的读数为0.3。
同样,当游标尺上的第9条等分线与固定测量尺上的刻度线对齐时,小数位的读数为0.9。
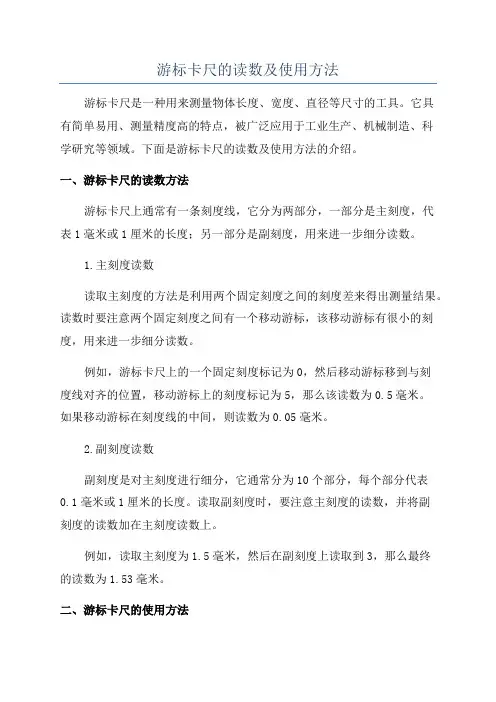
游标卡尺的读数及使用方法游标卡尺是一种用来测量物体长度、宽度、直径等尺寸的工具。
它具有简单易用、测量精度高的特点,被广泛应用于工业生产、机械制造、科学研究等领域。
下面是游标卡尺的读数及使用方法的介绍。
一、游标卡尺的读数方法游标卡尺上通常有一条刻度线,它分为两部分,一部分是主刻度,代表1毫米或1厘米的长度;另一部分是副刻度,用来进一步细分读数。
1.主刻度读数读取主刻度的方法是利用两个固定刻度之间的刻度差来得出测量结果。
读数时要注意两个固定刻度之间有一个移动游标,该移动游标有很小的刻度,用来进一步细分读数。
例如,游标卡尺上的一个固定刻度标记为0,然后移动游标移到与刻度线对齐的位置,移动游标上的刻度标记为5,那么该读数为0.5毫米。
如果移动游标在刻度线的中间,则读数为0.05毫米。
2.副刻度读数副刻度是对主刻度进行细分,它通常分为10个部分,每个部分代表0.1毫米或1厘米的长度。
读取副刻度时,要注意主刻度的读数,并将副刻度的读数加在主刻度读数上。
例如,读取主刻度为1.5毫米,然后在副刻度上读取到3,那么最终的读数为1.53毫米。
二、游标卡尺的使用方法1.准备工作首先,要确保游标卡尺的刻度线清晰可见,并且游标卡尺可以自由移动。
如果刻度线模糊不清或游标卡尺无法移动,需要进行清洁和维护。
2.放置测量物体将需要测量的物体放在游标卡尺上,确保物体与游标卡尺平行且贴紧。
这样可以避免误差的产生。
3.读取测量结果根据上述所述的读数方法,准确读取游标卡尺的测量结果。
如果有需要,可以多次测量并取平均值,以提高测量的准确性。
4.注意事项使用游标卡尺时,需要注意以下几点:(1)避免直接用手触摸游标卡尺的刻度线部分,以免产生污染或损坏刻度线。
(2)使用完毕后,应将游标卡尺清洁干净,并放回存放位置,以免丢失或损坏。
(3)在进行测量时,注意避免外界因素对测量结果的影响,例如风力、振动等。
三、游标卡尺的维护保养为了保证游标卡尺的使用寿命和测量的准确性,以下是一些推荐的维护保养方法:1.定期清洁使用清洁的布擦拭游标卡尺的表面,特别是刻度线和刻度线之间的间隙。
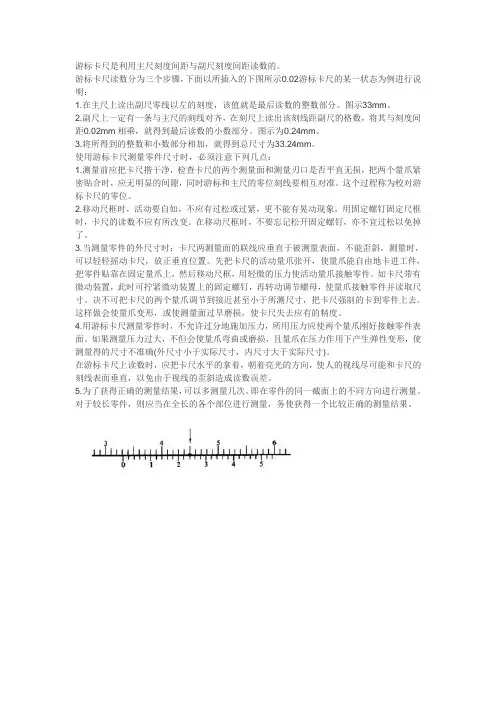
游标卡尺是利用主尺刻度间距与副尺刻度间距读数的。
游标卡尺读数分为三个步骤,下面以所插入的下图所示0.02游标卡尺的某一状态为例进行说明:1.在主尺上读出副尺零线以左的刻度,该值就是最后读数的整数部分。
图示33mm。
2.副尺上一定有一条与主尺的刻线对齐,在刻尺上读出该刻线距副尺的格数,将其与刻度间距0.02mm相乘,就得到最后读数的小数部分。
图示为0.24mm。
3.将所得到的整数和小数部分相加,就得到总尺寸为33.24mm。
使用游标卡尺测量零件尺寸时,必须注意下列几点:1.测量前应把卡尺揩干净,检查卡尺的两个测量面和测量刃口是否平直无损,把两个量爪紧密贴合时,应无明显的间隙,同时游标和主尺的零位刻线要相互对准。
这个过程称为校对游标卡尺的零位。
2.移动尺框时,活动要自如,不应有过松或过紧,更不能有晃动现象。
用固定螺钉固定尺框时,卡尺的读数不应有所改变。
在移动尺框时,不要忘记松开固定螺钉,亦不宜过松以免掉了。
3.当测量零件的外尺寸时:卡尺两测量面的联线应垂直于被测量表面,不能歪斜。
测量时,可以轻轻摇动卡尺,放正垂直位置。
先把卡尺的活动量爪张开,使量爪能自由地卡进工件,把零件贴靠在固定量爪上,然后移动尺框,用轻微的压力使活动量爪接触零件。
如卡尺带有微动装置,此时可拧紧微动装置上的固定螺钉,再转动调节螺母,使量爪接触零件并读取尺寸。
决不可把卡尺的两个量爪调节到接近甚至小于所测尺寸,把卡尺强制的卡到零件上去。
这样做会使量爪变形,或使测量面过早磨损,使卡尺失去应有的精度。
4.用游标卡尺测量零件时,不允许过分地施加压力,所用压力应使两个量爪刚好接触零件表面。
如果测量压力过大,不但会使量爪弯曲或磨损,且量爪在压力作用下产生弹性变形,使测量得的尺寸不准确(外尺寸小于实际尺寸,内尺寸大于实际尺寸)。
在游标卡尺上读数时,应把卡尺水平的拿着,朝着亮光的方向,使人的视线尽可能和卡尺的刻线表面垂直,以免由于视线的歪斜造成读数误差。
游标卡尺的正确读数方法游标卡尺是一种常用于测量物体长度的量具,在工业生产及实验室中广泛使用。
然而,由于游标卡尺的读数方式相对较为复杂,许多人在使用时往往存在一定的困惑。
本文将为大家详细介绍游标卡尺的正确读数方法。
游标卡尺是一种直尺状的测量工具,由固定测量尺、滑动游标和游标尺两侧的尺规组成。
滑动游标上刻有许多等分线,通过对等分线的读数,可以准确测量出物体的长度。
在操作游标卡尺时,需要注意一些技巧和要点,以确保读数的准确性。
一、准备工作在使用游标卡尺之前,首先应查看卡尺是否完好无损,并检查游标卡尺的刻度是否清晰可见。
如果卡尺存在破损或不清晰的情况,应及时更换或修复。
二、选择合适的测量范围游标卡尺通常有不同的型号和测量范围,选择合适的测量范围对于准确测量十分重要。
在选择游标卡尺时,应根据被测物体的长度确定合适的尺寸。
如果被测物体长度超过了卡尺的测量范围,应选择更大范围的游标卡尺进行测量。
三、正确握持游标卡尺正确的握持游标卡尺对于测量结果的准确性也非常重要。
一般而言,将游标卡尺的手柄部分握在右手中,将固定测量尺的精确端放在被测物体的一端。
在进行具体测量之前,应先将游标卡尺合拢,以确保准确初始位置。
四、确定整数位的读数在开始测量之前,需要首先确定整数位的读数。
在固定测量尺上的整数刻度线上找到最接近被测物体的刻度。
如果被测物体的一端与整数刻度线对齐,整数位的读数即为对应整数刻度线上的数值。
五、确定小数位的读数在确定整数位的读数后,需要确定小数位的读数。
小数位的读数通常由游标尺上的等分线决定。
根据游标尺上的等分线和固定测量尺上的刻度线之间的对应关系,可以确定小数位的读数。
游标尺上的等分线通常分为10个等分,在读数时需要注意游标尺上的等分线与固定测量尺上的刻度线之间的对应关系。
例如,当游标尺上的第3条等分线与固定测量尺上的刻度线对齐时,小数位的读数为0.3。
同样,当游标尺上的第9条等分线与固定测量尺上的刻度线对齐时,小数位的读数为0.9。
使用游标卡尺的读数方法及注意事项游标卡尺是一种精密测量工具,可用于测量小物品的精确尺寸。
它具有高精度、易于读取等优点,因此被广泛应用于制造业、机械加工、电子器件等领域。
本文将介绍游标卡尺的读数方法及注意事项。
一、读数方法1. 量程选择在使用游标卡尺之前,需要根据所需要测量的物品的长度选择合适的量程。
游标卡尺的量程一般为0~150mm或0~300mm,不同量程的游标卡尺有不同的精度和读数方式。
2. 测量方法(1)外径测量把要测量的物品放在游标卡尺两个测量下巴之间,用轻轻的手势夹紧,观察游标卡尺的刻度盘,取最靠近物品的一条白线,这就是目标物品的实际尺寸。
(2)内径测量把两个内径测量下巴插入到需要测量的物品中,使其与游标卡尺的刻度线对齐。
此时读数应该是从小到大的。
需要注意的是,测量小于直径14mm的圆孔时,无法使用内径测量下巴,而是需要使用“V”形测量钳。
(3)深度测量将测量下巴插入到需要测量的物品中,调整游标卡尺使其与物品表面平行,观察游标卡尺的刻度盘,取与物品表面最接近的一条刻度,即为物品的实际深度。
3. 读数方法游标卡尺的刻度盘分为两个部分,一个是固定刻度盘,一个是动态刻度盘。
两个刻度盘之间的差值即为测量的物品的实际尺寸。
游标卡尺通常可读到更小的尺寸,如0.05毫米或0.1毫米。
读数时,需要注意固定刻度盘上的刻度线与动态刻度盘上刻度线的重叠点,即是测量的尺寸。
二、注意事项1. 操作规范在操作游标卡尺时,一定要遵守相关的操作规范。
首先,需要保证游标卡尺的读数准确,不要将总刻度环旋转。
第二个是保持工作面的干净。
最后,不要强行使用力量来夹住测量目标。
2. 保存方法游标卡尺是一种高精度的仪器,在长时间的使用过程中,可能会有磨损或损坏。
因此,需要注意保存方法。
按照说明书上的建议,保持游标卡尺的刀口干净和干燥,不要摆放在过于潮湿、阴暗的地方,以免影响其使用寿命。
3. 精度校准为保证游标卡尺的测量精度,需要定期对其进行精度校准。
游标卡尺的读数方法和读数公式图解游标卡尺和读数方法游标卡尺的作用:可以方便地测量外径、内径、深度。
游标卡尺一般分为10分度、20分度和50分度三种,10分度的游标卡尺可精确到0.1mm , 20分度的游标卡尺可精确到0.05mm , 而50分度的游标卡尺则可以精确到0.02mm。
读数方法1、看游标尺总刻度确定精确定度(10分度、20分度、50分度的精确度)2、读出游标尺零刻度线左侧的主尺整毫米数(X);3、找出游标尺与主尺刻度线“正对”的位置,( 电工之家)并在游标尺上读出对齐线到零刻度线的小格数(n)(不要估读);4、按读数公式读出测量值。
读数公式:测量值(L)=主尺读数(X)+游标尺读数(n×精确度)10分度游标卡尺尺上的最小分度是1mm,游标上有10个等分度,总长为主尺上的9mm,则游标上每一个分度为0.9mm,主尺上一个刻度与游标上的一个刻度相差0.1mm。
注意:如果小数点后面的数字是0,不能省略,表示精度。
50分度游标卡尺主尺的最小分度是1 mm,游标尺上有50个小的等分刻度它们的总长等于49 mm,因此游标尺的每一分度与主尺的最小分度相差0.02mm。
【注意事项】1.游标卡尺是比较精密的测量工具,要轻拿轻放,不得碰撞或跌落地下。
使用时不要用来测量粗糙的物体,以免损坏量爪,不用时应置于干燥地方防止锈蚀。
2.测量时,应先拧松紧固螺钉,移动游标不能用力过猛。
两量爪与待测物的接触不宜过紧。
不能使被夹紧的物体在量爪内挪动。
3.读数时,视线应与尺面垂直。
如需固定读数,可用紧固螺钉将游标固定在尺身上,防止滑动。
4.实际测量时,对同一长度应多测几次,取其平均值来消除偶然误差。
游标卡尺读数两种方法游标卡尺是一种广泛应用于测量长度和直径的工具,它是通过读取游标尺上的刻度来确定物体的尺寸。
在使用游标卡尺时,有两种方法可以读取尺寸,分别是主刻度法和主次分刻度法。
1. 主刻度法主刻度法是最常用的读取游标卡尺的方法。
这种方法利用了游标尺上的主刻度来确定物体的长度。
下面是主刻度法的步骤:a. 将游标卡尺的两个测尺爪打开,将需要测量的物体夹在中间。
b. 用适当的力量将测尺爪夹紧,确保物体稳定。
c. 读取主刻度上与尺寸最接近的整数,这是物体的整数部分。
d. 利用游标尺上的游标刻度,确定物体的小数部分。
游标刻度是位于测尺爪内侧的一条刻度,它与主刻度形成一个称为游标的薄片。
e. 游标尺上的游标标记了与主刻度之间的位置差异,通过对齐游标尺上的游标和最接近物体边缘的主刻度,可以确定小数部分的读数。
2. 主次分刻度法主次分刻度法是一种更精确的读取游标卡尺的方法,它比主刻度法提供了更精确的测量结果。
下面是主次分刻度法的步骤:a. 使用与主刻度法相同的方式夹住物体,并将测尺爪夹紧。
b. 读取主刻度上的整数部分,与主刻度法相同。
c. 利用游标刻度的位置确定小数部分的读数。
与主刻度法不同的是,在主次分刻度法中,我们将主刻度上的一个刻度细分为10个小刻度。
这些小刻度与游标上的刻度形成了一系列的次刻度。
d. 通过对齐游标的位置,可以确定小数部分的读数。
如果游标完全对齐,表示测量物体边缘与一个整数刻度之间没有差异,读取该整数作为小数部分的读数。
如果游标不完全对齐,我们可以通过估计游标所在位置的小数值来确定小数部分的读数。
总结:游标卡尺的读数方法有主刻度法和主次分刻度法两种。
主刻度法是一种简单直接的读取方法,但精确度稍低。
主次分刻度法则提供了更精确的测量结果,但需要更仔细地读取游标刻度。
无论使用哪种方法,都需要注意读取时的精确度和准确性,以确保测量结果的可靠性。
游标卡尺的快速正确的读数方法
游标卡尺是科研和工程技术上常用的的比较精确的长度测量工具。
它的正确使用和准确读数是历届高考的热点。
下面介绍游标卡尺的一种快速正确的读数方法。
游标卡尺的读数公式推导:
设某次测量物体的长度的情况如图1所示,其中
L 1为主尺的零刻度线到游标尺的零刻度线之间的整毫
米数,设有a 小格,则为a 毫米;L 2是主尺上紧靠游
标尺前的整毫米刻度线到与游标尺对齐的刻度线之间
的长度,设有b 小格,则为b 毫米;L 3是游标尺上的
零刻度线到游标尺上与主尺对齐的刻度线之间的长
度,设有c 小格;主尺零刻度线到游标尺零刻度线之
间的长度等于待测物体的长度为L 。
则有:
x a L L L L 321+=-+=
其中a 是以毫米为单位读数的整数部分;x 是以毫米为单位读数的小数部分,显然有:32L L x -=。
设游标尺总的长度为m 毫米,有n 个等分小格,每1小格的长度等于n
m 毫米。
50等分的游标尺长度为49毫米,20等分的游标尺长度为19毫米,10等分的游标尺长度为9毫米,这类游标卡尺,有1n m -=。
另外有一种10等分的游标尺长度为19mm ,则1n 2m -=。
则n
m c b L L x 32⨯
-=-=, 当1n m -=时, )n
11(c b n m c b x --=⨯-=, 这类游标卡尺,实践中发现c b =,即主尺上紧靠游标尺的零刻度线前毫米刻度线到与游标尺对齐的刻度线的毫米数b ,等于游标尺上的零刻度线到游标尺与主尺对齐的刻度线之间的小格数c 是相等的。
则有:
n
1c x ⨯=。
当1n 2m -=时,
)n
12(c b n m c b x --=⨯-=, 对这种游标卡尺,实验中发现,c 2b =。
则同样有:
n
1c x ⨯=。
所以待测物体的长度L ,n
1c a L ⨯+=。
其中的n 分之一毫米就是该种游卡尺的准确度,所以游标卡尺读数的小数部分就等于c 乘以该游标卡尺的精确度。
正确的游标卡尺的测量长度是主尺零刻度到游标尺零刻度之间的长度。
游标卡尺的读数结果一般先以毫米为单位,然后再换算成所需要的单位。
游标卡尺的读数一般不用估读。
游标卡尺的读数等于主尺上的整毫米数加上游标尺上的毫米以下的小数部分。
游标卡尺的读数可分为两步:第一步读出主尺的零刻度线到游标尺的零刻度线之间的整毫米数a ;第二步根据游标尺上与主尺对齐的刻度线读出毫米以下的小数部分,两者相加就是待测物体的测量值。
一般是第一步较容易,第二步比较困难,下面着重介绍第二步的读数方法。
对于游标尺上有10个等分小格的,是精确
度0.1毫米的游标卡尺,游标尺的刻度如图3所
示。
这种游标尺的第几条刻度线与主尺的某条刻
度线对齐就读零点几毫米,第0条、第1条、第
2、第3条、第4条、第5条、第6条、第7条、
第8条、第9条,它们对应的读数分别就是:0.0、
0.1、0.2、0.3、0.4、0.5、0.6、0.7、0.8、0.9、
0.0mm 。
对于游标尺上有20个等分小格的,是精确到0.05毫米的游标卡尺,游标尺的刻度如图
4所示。
游标尺上从零刻度线开始,每隔2小
格的刻度线分别标上数字1、2、3、4、5、6、
7、8、9、0。
从游标尺的零刻度线开始,各条
刻度线与主尺某条刻度线对齐时,所对应的读
数分别是:0.00,0.05,0.10,0.15,0.20,0.25mm ,
如此等等,直到0.90、0.95、0.00mm 。
例如,
当游标尺的第10条刻度线与主尺的某条刻度线对齐时,其小数部分的读数为0.50mm ,这时刚好是标有数字5的刻度线与主尺的某条刻度线对齐;当当游标尺标有数字5刻度线右边的第1条刻度线与主尺的某条刻度线对齐时,游标尺的读数为0.55mm ;当游标上标有数字6的刻度线与主尺上的某条刻度线对齐时,其小数部分的读数为0.60mm ,注意不是0.6mm ,因为这时准确度为0.05mm ,对毫米为单位,小数后面应该有两位。
对于游标尺上有50个等分小格的,是精确到0.02毫米的游标卡尺,游标尺的刻度如图5所示。
游标尺上从零
刻度线开始,每隔5
小格的刻度线分别标
上数字1、2、3、4、5、
6、7、8、9、0。
从游
标尺的零刻度线开
始,各条刻度线与主
尺某条刻度线对齐时,所对应的读数分别是:0.00、0.02、0.04、0.06、0.08、0.10、0.12mm,如此等等,直到0.90、0.92、0.94、0.96、0.98、0.00 mm 。
例如,当游标尺的第20条刻度线与主尺上的某条刻度线正对时,游标尺上的读数就是0.40mm ,游标尺上的哪条刻度线刚好就是标有数字4的刻度线,当游标上尺上标有数字4的刻度线右边的第1条刻度线与主尺
的某条刻度线对齐时,游标尺的读数为0.42mm,依次右边第2条读数为0.44mm,右边第3条读数为0.46mm,右边第4条的读为0.48mm;当游标尺上标有数字5的刻度线与主尺的某条刻度线对齐时,游标尺的读数为0.50mm。
通过以上对常见的3种游标卡尺的读数分析可知,在游标卡尺上,以毫米为单位,毫米以下的小数部分的读数,与直尺上的读非常相似,从小到大地读,找准游标上与主尺对齐的刻度线,看清游标卡尺的精确度,看懂游标尺的类型,就可以快速正确地读出。
注意:出游标卡尺读数的题目时,游标卡尺的读数图必须符合实际情况,精确度要明确,刻度上的数字指示必须规范。
游标卡尺的读数举例如下:由于画图存在误差的原因,所以对齐的线段以作标记的为准。
圖1. 游標卡尺讀數放大圖解14.55≈14.60 mm 1.46cm
40.70 mm
(资料日期2005年10月日)(整理日期2009年8月22日星期六)。