TA12钛合金电子束焊接接头性能和断口分析
- 格式:pdf
- 大小:1021.36 KB
- 文档页数:3
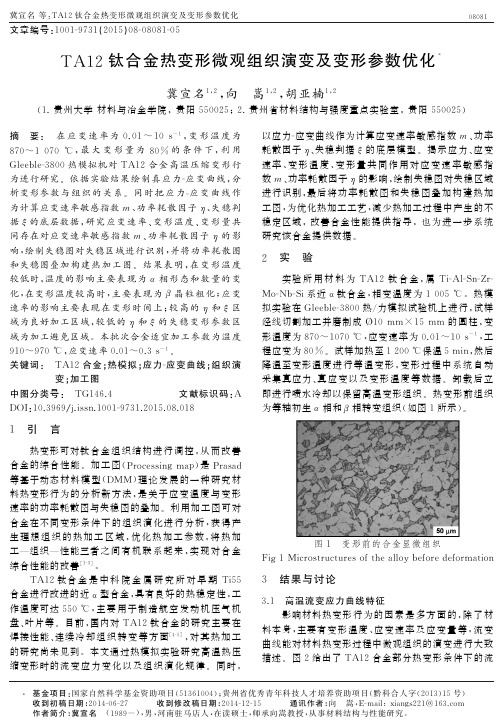
文章编号:1001G9731(2015)08G08081G05T A12钛合金热变形微观组织演变及变形参数优化∗冀宣名1,2,向㊀嵩1,2,胡亚楠1,2(1.贵州大学材料与冶金学院,贵阳550025;2.贵州省材料结构与强度重点实验室,贵阳550025)摘㊀要:㊀在应变速率为0.01~10s-1,变形温度为870~1070ħ,最大变形量为80%的条件下,利用G l e e b l eG3800热模拟机对T A12合金高温压缩变形行为进行研究.依据实验结果绘制真应力G应变曲线,分析变形参数与组织的关系.同时把应力G应变曲线作为计算应变速率敏感指数m㊁功率耗散因子η㊁失稳判据ξ的底层数据,研究应变速率㊁变形温度㊁变形量共同存在对应变速率敏感指数m㊁功率耗散因子η的影响,绘制失稳图对失稳区域进行识别,并将功率耗散图和失稳图叠加构建热加工图.结果表明,在变形温度较低时,温度的影响主要表现为α相形态和数量的变化,在变形温度较高时,主要表现为β晶粒粗化;应变速率的影响主要表现在变形时间上;较高的η和ξ区域为良好加工区域,较低的η和ξ的失稳变形参数区域为加工避免区域.本批次合金适宜加工参数为温度910~970ħ,应变速率0.01~0.3s-1.关键词:㊀T A12合金;热模拟;应力G应变曲线;组织演变;加工图中图分类号:㊀T G146.4文献标识码:A D O I:10.3969/j.i s s n.1001G9731.2015.08.0181㊀引㊀言热变形可对钛合金组织结构进行调控,从而改善合金的综合性能.加工图(P r o c e s s i n g m a p)是P r a s a d 等基于动态材料模型(D MM)理论发展的一种研究材料热变形行为的分析新方法,是关于应变温度与变形速率的功率耗散图与失稳图的叠加.利用加工图可对合金在不同变形条件下的组织演化进行分析,获得产生理想组织的热加工区域,优化热加工参数,将热加工 组织 性能三者之间有机联系起来,实现对合金综合性能的改善[1G3].T A12钛合金是中科院金属研究所对早期T i55合金进行改进的近α型合金,具有良好的热稳定性,工作温度可达550ħ,主要用于制造航空发动机压气机盘㊁叶片等.目前,国内对T A12钛合金的研究主要在焊接性能㊁连续冷却组织转变等方面[4G5],对其热加工的研究尚未见到.本文通过热模拟实验研究高温热压缩变形时的流变应力变化以及组织演化规律.同时,以应力G应变曲线作为计算应变速率敏感指数m㊁功率耗散因子η㊁失稳判据ξ的底层模型.揭示应力㊁应变速率㊁变形温度㊁变形量共同作用对应变速率敏感指数m㊁功率耗散因子η的影响,绘制失稳图对失稳区域进行识别,最后将功率耗散图和失稳图叠加构建热加工图,为优化热加工工艺,减少热加工过程中产生的不稳定区域,改善合金性能提供指导,也为进一步系统研究该合金提供数据.2㊀实㊀验实验所用材料为T A12钛合金,属T iGA lGS nGZ rGM oGN bGS i系近α钛合金,相变温度为1005ħ.热模拟实验在G l e e b l eG3800热/力模拟试验机上进行,试样经线切割加工并磨制成Ø10mmˑ15mm的圆柱,变形温度为870~1070ħ,应变速率为0.01~10s-1,工程应变为80%.试样加热至1200ħ保温5m i n,然后降温至变形温度进行等温变形,变形过程中系统自动采集真应力㊁真应变以及变形温度等数据.卸载后立即进行喷水冷却以保留高温变形组织.热变形前组织为等轴初生α相和β相转变组织(如图1所示).图1㊀变形前的合金显微组织F i g1M i c r o s t r u c t u r e s o f t h e a l l o y b e f o r e d e f o r m a t i o n 3㊀结果与讨论3.1㊀高温流变应力曲线特征影响材料热变形行为的因素是多方面的,除了材料本身,主要有变形温度㊁应变速率及应变量等,流变曲线能对材料热变形过程中微观组织的演变进行大致描述.图2给出了T A12合金部分热变形条件下的流18080冀宣名等:T A12钛合金热变形微观组织演变及变形参数优化∗基金项目:国家自然科学基金资助项目(51361004);贵州省优秀青年科技人才培养资助项目(黔科合人字(2013)15号)收到初稿日期:2014G06G27收到修改稿日期:2014G12G15通讯作者:向㊀嵩,EGm a i l:x i a n g s221@163.c o m 作者简介:冀宣名㊀(1989-),男,河南驻马店人,在读硕士,师承向嵩教授,从事材料结构与性能研究.变应力曲线.图2㊀T A 12合金真应力G真应变曲线F i g 2T r u e s t r e s s Gs t r a i n c u r v e s o fT A 12a l l o y在高温热变形中,随变形的进行,位错不断产生,位错密度迅速增大,产生加工硬化.当位错密度增加到一定程度时,合金发生动态再结晶,使位错密度因位错相互重组等降低,由图2(a )可知,在变形温度一定的情况下,应力G应变曲线呈现为典型的动态再结晶类型,同变形量下的流变应力随应变速率的增加而逐渐增加.这是由于,随着应变速率的增大,变形时间缩短,动态回复和动态再结晶不能充分进行.由图2(b )可知,当应变速率一定时,流变应力随变形温度的升高而减小.这是因为随温度的升高,合金原子活性增强,扩散能力增大,位错运动阻力较小;同时,随温度的升高,合金由α相向β相转变,β相为体心立方结构,滑移系比α相多,容易变形.随温度的升高,流变曲线由动态再结晶型(870,910,950ħ)向动态回复型转变(990,1030ħ).3.2㊀热变形组织演化3.2.1㊀变形温度对合金组织影响图3为T A 12合金在应变速率为1s-1时,不同温度下的显微组织.从图3可知,在应变速率一定时,变形温度低于β相变温度时,温度对组织的影响主要表现为α相和β相转变组织含量的变化,随温度的升高,α相不断转化,故变形温度低于β相变温度越多,初生α相含量越多.同时,初生α相的形态从开始时变形拉长而形成的长条状向粒状转变.当合金在(α+β)/β相变温度以下950ħ变形时,α相明显减少,并拉长弯曲,造成组织破碎,组织大量球化.当试样在990ħ变形时,可能由于应变诱导相变加快了α到β相的转变,此时α相接近完全转变,组织为粗大的β相析出针状的α相.此温度以上,由于原子在β相中扩散较快,晶粒较粗大,且晶粒因变形在变形方向严重拉长.因此,在相变温度以下,温度的影响表现为α相形态和数量的变化,在相变温度以上,表现为β晶粒粗化.图3㊀应变速率为1s -1不同温度下显微组织F i g 3T h em i c r o s t r u c t u r e o f d i f f e r e n t t e m pe r a t u r ew h e n s t r a i n r a t e i s 1s -13.2.2㊀应变速率对合金组织影响变形温度为910ħ,不同应变速率下的显微组织如图4所示.随应变速率的变化,α相变化主要为形态的变化,含量变化不大.在较大的应变速率下280802015年第8期(46)卷(10s -1)下,组织呈现明显的方向性,α相沿与压力垂直方向被拉长成条状,如图4(d)所示.组织再结晶现象不明显且组织较细小,这是由于在较高的应变速率下,畸变激活能较高,满足再结晶能量需求,但速率大时间短,原子来不及扩散,再结晶来不及发生.在应变速率(1,10s-1)下,应变速率降低,变形时间有所增加,组织在此状况下发生再结晶形核和长大,同样的,由于变形时间不充分,晶粒长大现象不明显,如图4(b )㊁(c)所示.随着速率进一步下降,高温变形时间较为充足,使得再结晶及长大现象比较明显,组织显得较为粗大.图4㊀910ħ不同应变速率下的显微组织F i g 4Th em i c r o s t r u c t u r e o f d i f f e r e n t s t r a i n r a t e s a t 910ħ㊀㊀在加工生产中,应变速率较小时,变形时间较长,工件和模具热量损失较大.速率过大时,变形时产生大量的热量,由于钛合金热导性较差,会使工件内部温度升高甚至局部温度过高,导致变形严重.如图4(d )所示,组织为严重变形拉长的条状组织,同时,周围有着等轴状组织,在变形的过程中,周围等轴状组织无法越过长条状部分,试样整体变形不均匀,在中间部位出现局部流变失稳,严重影响工件整体性能.3.3㊀T A 12合金加工图加工图(P r o c e s s i n g m a p)是印度学者P r a s a d 等基于动态材料模型(OMM )理论发展的一种分析材料热变形行为的新方法[6G7].在OMM 理论中[8],热加工过程中变形体被视作一个非线性能量耗散体,合金热变形吸收的能量一部分是通过塑性变形以热量形式耗散(G );另一部分由显微组织变化引起的功率消耗(J ),两部分能量之间的比例关系由材料的应变速率敏感因子m 决定P =σ ε =G +J =ʏε0σd ε +ʏσ0ε d σ(1)m =∂J ∂G =ε∂σσ∂ε =∂(l n σ)∂(l n ε )ε,T (2)㊀㊀对于稳态流变应力,m 在0~1之间变化.当m =1时表示材料处于理想线性耗散状态,J 此时达到一个最大值J m a x =σε2㊀㊀功率耗散图表示材料通过组织变化耗散能量的模式.微观组织变化的速率由常数η来表示η=J J m a x=2mm +1(3)㊀㊀式中,η为功率耗散率因子,η与m 相关,是应变量ε㊁应变速率ε和变形温度T 的函数,功率耗散效率随T 和ε 的变化就构成了功率耗散图.功率耗散图中η较大区域不一定是良好热加工区域,需要进一步结合失稳判据进行分析.P r a s a d 等根据Z i e g l e r 提出的最大熵产生率原理将不可逆热动力学的极大值原理应用于大应变塑性流变中,得出塑性流变稳定的微商不等式[9]ξ(ε )=∂lg (m m +1)∂l gε +m <0(4)㊀㊀通过3次样条插值函数拟合得到不同变形条件下的m 值,代入式(3),据此画出功率耗散图;同理通过式(4)得到不同变形条件的ξ(ε),在等势图上标出ξ(ε)为负值的区域得到失稳图.功率耗散图和失稳图38080冀宣名等:T A 12钛合金热变形微观组织演变及变形参数优化都能对合金加工起到一定的指导作用,但具有较高功率耗散率的稳定加工区域才是值得推荐的加工区域,故需要进一步把失稳图重叠到功率散图上构成加工图.利用加工图来分析合金加工性能,不仅可以避免流变失稳区域,而且可以优化热加工参数.本文以应变量为0.6时的加工图来进行分析.图5㊀T A12合金真应变为0.5和0.6时的热加工图F i g5H o t p r o c e s s i n g m a p o fT A12a l l o y a t s t r a i n0.5a n d0.6图5中数字表示功率耗散率η,随着温度升高,η值先变大然后减小;应变速率较低,η值较大,随着应变速率的增大,由于变形时间短,变形协调性差,用于组织变化的能量较少,η值变小.图5中阴影部分为失稳区,是合金加工性能较差区域.此加工图存在2个峰值区(η值较大区域)和2个失稳区,温度为920~950ħ,应变速率为1~10s-1范围,η出现最小值约为0.07.峰值1:变形温度在870~960ħ,应变速率在0.01~0.3s-1.峰值效率>0.6,峰值对应温度和变形速率为950ħ与0.01s-1;峰值2:变形温度在1035~1060ħ,应变速率在0.01~0.1s-1.峰值效率>0.5,峰值对应温度和变形速率为1050ħ与0.01s-1.失稳区1面积范围较大,变形温度从870~960ħ,变形速率从0.3~10s-1,均有较大部分失稳区域;失稳区2:变形温度在1050~1070ħ,应变速率在2~10s-1的范围.加工图分析:分析加工图可以确定合金良好热加工区域,优化加工参数,避免裂纹㊁剪切变形等不良区域.由于超塑性变形和楔形裂纹区域均表现为较大的功率耗散率,因此,需要对变形组织进行分析,以对加工图进行验证.由图5可知,阴影区域对应的η值较小,且随着应变速率的增加,η值进一步减小.钛合金出现流变失稳,这是由于绝热剪切带的形成和局部流变引起.变形产生的热量来不及扩散,局部温度较高,变形不均匀,形成绝热剪切带,使材料塑性降低.同时,由于大部分能量以热能的形式耗散在局部塑性流动带上,其η值一般较小.绝热剪切带出现在有一定的流向性,一般与主压力方向成45ʎ角,且随变形量的增加,出现绝热剪切带和局部流变失稳的概率增大,塑性失稳区扩大.局部塑性流变的机理和剪切变形带一样,试样承受局部变形,只是局部变形程度比绝热剪切带稍小,一般也在高应变速率下发生.图5(d)和图6为该部位显微组织,局部晶粒沿变形方向被拉长,部分区域为等轴组织,在变形过程中,由于长条状的阻碍,试样整体变形不均匀,呈现明显的局部流变现象,此区域为明显的不适合加工区域.图6㊀合金在950ħ,10s-1下不同位置的组织F i g6T h em i c r o s t r u c t u r e o f a l l o y a t950ħ,10s-1图7㊀合金在950ħ,0.01s-1下的组织F i g7T h em i c r o s t r u c t u r e o f a l l o y a t950ħ,0.01s-1据文献报道,再结晶一般发生在功率耗散率为40%~50%区域.本文中,此功率耗散率主要出现在910~970ħ较低的应变速率下.图4(a)和图7为该480802015年第8期(46)卷区域范围的显微组织,由图可以看出,变形后组织呈现动态再结晶,本区域组织主要演化规律为动态再结晶.综上所述,本批次T A 12合金本文参数范围内最佳热加工参数为910~970ħ,0.01~0.3s-1.4㊀结㊀论(1)㊀T A 12合金流变应力对变形温度和应变速率均比较敏感,随变形温度的升高而减小,随应变速率的增大而增大.(2)㊀相变温度以下,变形温度的影响表现为α相形态和数量的变化,相变温度以上表现为β晶粒粗化;在较低应变速率区域,变形时间长,再结晶比较充分.(3)㊀在本文参数范围内,温度在870~960ħ,应变速率在0.01~0.3s -1范围以及温度在1035~1060ħ,应变速率在0.01~0.1s-1范围,为功率耗散率较大区域,合金发生动态再结晶.变形温度从870~960ħ,变形速率从0.3~10s-1范围,整体变形不均匀,呈现局部流变失稳,为不可加工区域.因变形温度较高可能会引起组织粗大,对材料的性能产生不利影响.故T A 12合金本文参数范围内的最佳热加工参数为910~970ħ,0.01~0.3s-1.参考文献:[1]㊀X i a oJ i n s h e n g .S e v e r a lw a y s t o i m pr o v e m e c h a n i c a l p r o Gp e r t i e s o f h i g h Gt e m p e r a t u r eT i Gb a s e d a l l o ys [J ].T r a n s a c Gt i o n so f N o n f e r r o u s M e t a l sS o c i e t y ofC h i n a ,1997,7(4):97G105.[2]㊀P r a s a dY V R K ,G e ge lH L ,D o r a i v e l uS M ,e t a l .M o d Ge l i n g o fd yn a m i c m a t e r i a lb e h a v i o ri nh o td e f o r m a t i o n :f o r g i n g ofT i G6242[J ].M e t a l lT r a n sA ,1984,15:1883.[3]㊀P a d m a v a r d h a n iD ,P r a s a dY.C h a r a c t e r i z a t i o no fh o td e Gf o r m a t i o n b e h a v i o ro fb r a s s e s u s i ng p r o c e s s i n g m a ps :p a r tⅠ.αB r a s s [J ].M e t a l l u r gi c a l T r a n s a c t i o n sA ,1991,22(12):2985G2992.[4]㊀R e nP i n g ,Z h a n g B i n g h a i ,C u i Z e j u n .P e r f o r m a n c e a n a l yGs i s o fT A 12t i t a n i u ma l l o y b y m o d i f i e dw e l d jo i n t e l e c t r o n b e a m w e l d i n g m e t h o d [J ].A e r o n a u t i c a l M a n u f a c t u r i n gT e c h n o l o g y,2010,(1):78G80.[5]㊀F a n g B o ,C h e n g M i n g .R e s e a r c ho nt h ef o r m a b i l i t y of T A 12t i t a n i u ma l l o y s h e e t [J ].J o u r n a l o fN e t s h a pe F o r m Gi n g E n g i n e e r i n g,2011,(4):1G3.[6]㊀J o n a s JJ ,S e l l a r sC M ,T e g a r t W J M G.S t r e n gt ha n d s t r u c t u r eu n d e rh o t Gw o r k i n g c o n d i t i o n s [J ].M e t a l l u r gi c a l R e v i e w s ,1969,14(1):1G24.[7]㊀L u o A A.R e c e n tm a g n e s i u m a l l o y d e v e l o pm e n t f o re l e Gv a t e d t e m p e r a t u r e a p pl i c a t i o n s [J ].I n t e r n a t i o n a lM a t e r i a l s R e v i e w s ,2004,49(1):13G30.[8]㊀P r a s a d Y V R K ,S e g h a c h a r yu l u T.I n t M a t e rR e v [J ].1998,43:243.[9]㊀Q u a nG u o z h e n g ,W a n g Y a n g ,Z h a n g Ya n w e i ,e t a l .C o n Gs t r u c t i o n f o r p r o c e s s i n g m a pb a s e do nD MMa n d i d e n t i f i Gc a t i o nf o rt h es t a b l eh o t Gw o r k i n gpa r e m e t e r eo fT i G6A l G2Z r GM o GV a l l o y [J ].J o u r n a lo f F u n c t i o n a l M a t e r i a l s ,2011,42(12):2301G2305.[10]㊀S n e d d o n IN ,H i l lR ,e t a l .P r o gr e s s i ns o l i d m e c h a n i c s [M ].A m s t e r d a m :N o r t h GH o l l a n dP u b l i s h i n g,1965.[11]㊀G a n G u o q i a n g ,L iP i n g ,X u eK e m i n .E f f e c to fh o td e Gf o r m a t i o n p a r a m e t e r so n m i c r o s t r u c t u r eo fT A 15a l l o ya n d p h a s et r a n s f o r m a t i o nk i n e t i c s [J ].J o u r n a lo fF u n c Gt i o n a lM a t e r i a l s ,2011,42(s 5):828G831.[12]㊀T a nZ h i l i n ,X i a n g S o n g.B e h a v i o r o f h o t d e f o r m a t i o n a n d c r i t i c a l s t r a i nf o rd y n a m i cr e c r ys t a l l i z a t i o no fQ 690l o w c a r b o nm i c r o a l l o ye ds t e e l [J ].T r a n s a c t i o n sof M a t e r i a l s a n dH e a tT r e a t m e n t ,2013,34(5):42G46.M i c r o s t r u c t u r e e v o l u t i o na n d p a r a m e t e r s o p t i m i z a t i o nd u r i n g ho t d e f o r m a t i o no fT A 12t i t a n i u ma l l o yJ IX u a n Gm i n g 1,2,X I A N GS o n g 1,2,HU Y a Gn a n 1,2(1.S c h o o l o fM a t e r i a l s a n d M e t a l l u r g y ,G u i z h o uU n i v e r s i t y ,G u i y a n g 550025,C h i n a ;2.T h eK e y L a b o r a t o r y fo rM e c h a n i c a l B e h a v i o r a n d M i c r o s t r u c t u r e o fM a t e r i a l s ,G u i z h o uP r o v i n c e ,G u i y a n g 550025,C h i n a )A b s t r a c t :T h eh o t d e f o r m a t i o nb e h a v i o r s o fT A 12a l l o y w i t h t h e s t r a i no f 80%,s t r a i n r a t e r a n ge of 0.01G10s -1a n d t e m p e r a t u r e r a n g e o f 870G1070ħw a s s t u d i e db y u s i n g Gl e e b l e G3800t h e r m a l s i m u l a t i o nm a c h i n e .T h e t r u e f l o ws t r e s s Gt r u e s t r a i nc u r v e s o fT A 12w e r e o b t a i n d o n t h e b a s i s o f t h e e x p e r i m e n t a l pa r a m e t e r s ,a n d t h e i n f l u Ge n c e o f d e f o r m a t i o n p a r a m e t e r so nt h eo r g a n i z a t i o na n dt h eo r g a n i z a t i o ne v o l u t i o nw e r ea n a l yz e d .M e a n w h i l e ,t h e s t r a i n r a t e s e n s i t i v i t y i n d e x m ,p o w e rd i s s i p a t i o n f a c t o r η,i n s t a b i l i t y c r i t e r i o n ξw e r ec a l c u l a t e db a s e do n t h e u n d e r l y i n g d a t a f r o mt h e s t r e s s s t r a i n c u r v e .Av a r i e t y o fm e c h a n i s m s o f c o n v e r s i o n p r o d u c e db y co m b i n e d e f f e c t o f s t r e s s ,s t r a i n r a t e ,d e f o r m a t i o n t e m p e r a t u r e a n d d e f o r m a t i o nw e r e a n a l y z e d .I n s t a b i l i t y ar e a sw e r e i d e n Gt i f i e db y d r a w i n g i n s t a b i l i t y f i g u r e s f u r t h e r .M o r e o v e r ,h o tw o r k i n g f i g u r e sw e r e c o n s t r u c t e d t h o u g ho v e r l a y i n gp o w e r d i s s i p a t i o n f i g u r e a n d i n s t a b i l i t y f i g u r e .T h e r e s u l t s s h o wt h a t :a t l o wt e m pe r a t u r e ,t h em a i n i nf l u e n c e o f t h e t e m p e r a t u r e i n c l u d e d c h a ng e s i nαph a s em o r p h o l o g y a n d t h en u m b e r ,a n da thi g ht e m pe r a t u r e ,t h em a i n p e rf o r m a n c ew a s βgr a i n c o a r s e n i n g ;t h e i n f l u e n c e o f s t r a i n r a t ew a sm a i n l y m a n i f e s t e d i n d e f o r m a t i o n t i m e ;t h e h i g h e r a r e a o f ηa n d ξw a s a g o o d p r o c e s s i n g a r e a ,t h e l o w e r i n s t a b i l i t y d e f o r m a t i o n p a r a m e t e r s a r e a o f ηa n d ξw a s a na v o i d e d p r o c e s s i n g a r e a .t h ea p p r o p r i a t e p r o c e s s i n g c o n d i t i o no ft h i sa l l o y w a st e m pe r a t u r eo f910G970ħ,s t r a i n r a t e of 0.01G0.3s -1.K e y w o r d s :T A 12a l l o y ;t h e r m a l s i m u l a t i o n ;t r u e s t r e s s Gt r u e s t r a i n c u r v e s ;c o n s t i t u t i v e e q u a t i o n ;p r o c e s s i n g m a ps 58080冀宣名等:T A 12钛合金热变形微观组织演变及变形参数优化。
2023年 5月下 世界有色金属129前沿技术L eading-edge technology焊接方法对钛合金板焊接接头组织性能的影响研究王 刚(西安核设备有限公司,陕西 西安 710021)摘 要:本文通过对不同焊接方法下钛合金板接头组织性能展开研究,对比分析了氩弧焊、冷焊、激光焊、电子束焊以及电阻点焊之间的异同之处,对使用各焊接方法的焊接接头进行强度、硬度、塑性、韧性对比,综合判断各焊接方法的优缺点与适用环境。
实验结果表明:氩弧焊最好使用TA18焊丝,接头强度平均值为982.5MPa,伸长率为7.5%,强度和塑性匹配良好;冷焊焊缝区硬度小于热影响区,且不宜发生变形,平均接头强度为974.5MPa;激光焊接头伸长率与母材相似,平均接头强度为956.5MPa;电阻点焊接头的剪切应力与薄板件厚度、焊接电流强度和通电时间等因素正向相关。
综合分析发现,对焊接质量要求较高的,需要使用高精度的电子束焊接。
关键词:TC4钛合金;焊接方法;金相组织;组织性能中图分类号:TG457.1 文献标识码:A 文章编号:1002-5065(2023)10-0129-3Study on the Effect of Welding Methods on the Microstructure andProperties of Titanium Alloy Plate Welding JointsWANG Gang(Xi'an Nuclear Equipment Co., Ltd,Xi’an 710021,China)Abstract: This paper studies the microstructure and properties of titanium alloy plate joints under different welding methods, compares and analyzes the similarities and differences between argon arc welding, cold welding, Laser beam welding, electron beam welding and resistance spot welding, compares the strength, hardness, plasticity and toughness of welded joints using various welding methods, and comprehensively judges the advantages and disadvantages of each welding method and the applicable environment. The experimental results show that TA18 welding wire is the best choice for argon arc welding, with an average joint strength of 982.5MPa and an elongation of 7.5%. The strength and plasticity match well; The hardness of the cold welded seam area is smaller than that of the heat affected zone and should not undergo deformation. The average joint strength is 974.5MPa; The elongation of laser welded joint is similar to that of base metal, and the average joint strength is 956.5MPa; The shear stress of resistance spot welding joints is positively correlated with factors such as thin plate thickness, welding current intensity, and electrification time. Through comprehensive analysis, it was found that those with high requirements for welding quality require the use of high-precision electron beam welding.Keywords: TC4 titanium alloy; Welding method; Metallographic structure; Organizational performance收稿日期:2023-03作者简介:王刚,男,生于1978年,汉族,陕西西安人,本科,工程师,研究方向:焊接工艺及焊接技能培训。

热处理对100mm厚TC4钛合金电子束焊接接头性能的影响房卫萍;黎小辉;张宇鹏;罗子艺;余陈【摘要】针对100 mm厚TC4钛合金板进行电子束对接,焊后对接头分别进行850 c℃再结晶退火和920℃+2h和500℃+4 h固溶时效热处理,观察接头的微观形貌,测试其硬度和拉伸性能.结果表明,经过再结晶退火后,焊缝中部开始出现β相晶界,热影响区熔合线附近的针状α'相变少,β相等轴晶界开始出现.经过920 ℃+2 h和500 ℃+4 h固溶时效处理后,焊缝中部和底部都出现明显的β相晶界,热影响区熔合线附近的p相等轴晶界明显可见,为细片层β转变组织.力学性能测试表明,经过固溶时效热处理的接头焊缝区、热影响区及母材区的显微硬度明显高于焊态,其接头拉伸强度比焊态提升11.3%,屈服强度比焊态提升17.2%,但接头延伸率比焊态降低近59%.%The welded joints of TC4 titanium alloy plates with thickness of 100 mm are obtained after electron beam welding.The welded joints are divided into three groups.The first group is treated with 850 ℃ recrystallization annealing treatment,the second one is treated with 920 ℃ +2 h and 500 ℃+4 h solid solution and ageing heat treatment and the third one maintains welded state.The microstructure,micro-hardness and tensile properties of different joints are evaluated.The results show that after recrystallization annealing treatment,the β phase boundaries begin to appear in the middle part of the welds,acicular α'p hase reduces near the fusion lines in the heat affected zone,and equal axis β phase boundaries begin to appear.After solid solution and ageing heat treatment,the β phase boundaries clearly appeared in the middle and bottom parts of the welds,the equal axis β phase boundary is clearly visible near the fusionlines in the heat affected zone.The mechanics performance testing shows that the micro-hardness of weld zone,heat affected zone and base metal zone of second group joints are all significantly higher than that of the third group joints,the tensile strength of second group joints increases by 11.3% and its yield strength increases by 17.2%,but its elongation reduces nearly 59%.【期刊名称】《电焊机》【年(卷),期】2017(047)006【总页数】6页(P82-87)【关键词】大厚度钛合金;电子束焊接;热处理;力学性能【作者】房卫萍;黎小辉;张宇鹏;罗子艺;余陈【作者单位】广东省焊接技术研究所(广东省中乌研究院)广东省现代焊接技术重点实验室,广东广州510650;广东省材料与加工研究所,广东广州510650;广东省焊接技术研究所(广东省中乌研究院)广东省现代焊接技术重点实验室,广东广州510650;广东省焊接技术研究所(广东省中乌研究院)广东省现代焊接技术重点实验室,广东广州510650;广东省焊接技术研究所(广东省中乌研究院)广东省现代焊接技术重点实验室,广东广州510650【正文语种】中文【中图分类】TG457.19钛合金具有密度低、比强度高、耐腐蚀性好以及韧性好等优点,广泛应用于航空航天领域[1-2]。

有关工业纯钛TA2的焊接分析思考焊接工业纯钛TA2时,其表面颜色会随着温度的升高呈现出不同的变化,根据这些变化,可以确定在TA2焊接时的保护范围,本文利用钨氩弧焊来对TA2进行对接焊接实验,通过金相分析与力学性能检验来对其工艺参数进行确定,经过实验,在400℃时TA2表面颜色呈现出金黄色,需要在此温度时进行保护,样件的力学性能符合设计规范和要求,说明参数可靠,可以用于指导生产。
工业纯钛基于其良好的化学性能与物理性能,在多个恶劣的环境中应用。
目前钛制设备已经在石油化工、海洋工程等领域中得到了广泛地应用。
工业纯钛焊接要求较高,稍有外界因素污染干扰,就可能会导致焊接质量受到严重影响。
在钛设备制造中,焊接工艺是一项重要的工艺控制过程,采取合理的工艺参数将会对焊缝的质量起到重要的保证作用。
本文通过对工业纯钛TA2的焊接实验来对焊接工艺进行分析。
TA2的物理特性与化学特性纯钛的力学性能与其纯度有着直接的关系,间隙杂质含量增加,强度虽升高,但塑性将会大幅度降低。
工业纯钛的切削加工难度较大,是因为它的摩擦系数较大,导热性低,热量集中于刀尖上,刀尖很快熔化。
在常温下,钛的塑性要比其他的六方结构金属高很多。
纯钛的强度随着温度的升高而不断降低,当加热到250℃时抗拉强度将会减少到原来的一半。
它的疲劳性能与钢类似,具备比较明显的物理疲劳极限,纯钛的反复弯曲疲劳极限为0.6-0.8Rm,其耐热性比铁要低一些,钛可以进行一些锻造、轧制、挤压等各压力状态下的加工,加热钢材用的设备可以用钛材,要求炉内有弱氧化性,不可使用氢气加热。
钛的化学性能高,温度升高时,容易粘附刀具,造成粘结磨损。
TA2的焊接特点在较高的温度下,钛与氢、碳等都有着较强的亲和力,氢在250℃的钛中溶解度可以达到33%以上。
一旦氢在钛中溶解,将会造成气孔的现象,同时将会形成氢化钛,沿滑移面析出,增加了金属中的含氧量,使韧性急剧下降,有可能会造成裂纹的产生。
间隙杂质在特殊的条件下也会引起焊缝的断裂。

铸造Ti-Al-Mo-Zr钛合金电子束焊接接头组织与性能雷小伟【摘要】The Ti-Al-Mo-Zr titanium alloy with 14 mm in thickness was welded by the electron beam welding (EBW) technique.A weld joint in good formation with free defects was obtained by the proper welding parameters.The weld joint's microstructure,microhardness and mechanical property were measured at the room temperature.The results show that,in the fusion zone there is mainly a mixture of the β and α structure with coarse needle shape.The structure in the HAZ transformed into basket widmanstaten.The microhardness in the weld seam is slightly higher than that in the base metal.The microhardness is uniformly distributed in the weld joint,which indicates that there is no reduction area in the joint.The tensile strength in the weld joint is higher than that in the base metal The average impact values of the weld seam and the HAZ are75 J/cm2 and 73 J/cm2,the Ti-Al-Mo-Zr alloy joint by the EBW technique has good impact toughness.%选用电子束焊接方式对14 mm厚铸态Ti-Al-Mo-Zr钛合金进行焊接,在合适的工艺参数下获得成形良好、无内部缺陷的焊接接头.室温下测试与分析焊接接头的显微组织、显微硬度和力学性能,结果显示焊缝处主要由β相基体和粗大的针状α相组成,热影响区处受焊接热循环作用部分转变为网状片层组织,.焊缝处硬度略高于母材处,接头整体硬度分布均匀,无明显弱化区域;接头焊缝处抗拉强度优于母材,焊缝处冲击值AKV达到75 J/cm2,热影响区冲击值为73 J/em2,Ti-Al-Mo-Zr钛合金电子束焊接接头冲击韧性良好.【期刊名称】《电焊机》【年(卷),期】2017(047)012【总页数】4页(P24-27)【关键词】电子束焊接;铸造Ti-Al-Mo-Zr钛合金;接头组织;力学性能【作者】雷小伟【作者单位】中国船舶重工集团公司第七二五研究所,河南洛阳471039【正文语种】中文【中图分类】TG174.20 前言真空电子束焊接能量密度高、焊缝熔深大、焊接环境纯净、焊缝质量好,具有其他焊接方法无法比拟的优势[1-2],在钛合金焊接中占有非常重要的地位。
TA1中厚板电子束焊接头组织及力学性能白威;李大东;李军;王莹;张宇鹏;黎小辉【摘要】针对30 mm厚TA中厚板开展电子束焊接试验.通过光学显微镜、维氏硬度仪、拉伸试验机等检测手段,分析焊接过程对TA1微观组织及力学性能的影响.结果表明,采用电子束焊在适当规范下可获得优质接头.接头不同区域组织差异显著:母材为等轴α;焊缝由柱状α、锯齿α和少量针状α组成;热影响区为锯齿α.随熔深增加,焊缝中柱状α与锯齿α晶粒尺寸递减,柱状α晶界逐渐变模糊.拉伸试验中,焊接试样出现颈缩并断于母材.对于取自不同位置的母材及焊接试样,拉伸性能差异不大,但焊接试样强度略高于母材.不同熔深处接头横向硬度分布趋势大致相同:焊缝中心区最高,热影响区其次,母材最低.与母材相比,接头的一系列性能表现与电子束焊接过程中较快的冷速、TA1材料传热特性以及锯齿α与针状α的强化作用有关.【期刊名称】《电焊机》【年(卷),期】2017(047)002【总页数】5页(P31-35)【关键词】TA1中厚板;电子束焊接;微观组织;力学性能【作者】白威;李大东;李军;王莹;张宇鹏;黎小辉【作者单位】攀钢集团研究院有限公司钒钛资源综合利用国家重点实验室,四川攀枝花617000;攀钢集团研究院有限公司钒钛资源综合利用国家重点实验室,四川攀枝花617000;攀钢集团研究院有限公司钒钛资源综合利用国家重点实验室,四川攀枝花617000;攀钢集团研究院有限公司钒钛资源综合利用国家重点实验室,四川攀枝花617000;广东省焊接技术研究所(广东省中乌研究院),广东广州510650;广东省材料与加工研究所,广东广州510650【正文语种】中文【中图分类】TG456.3工业纯钛TA1是重要的耐蚀结构材料,广泛应用于石油化工、海洋工程及原子能领域[1]。
目前,钛材的焊接方法主要包括钨极氩弧焊(TIG)、激光焊及电子束焊(EBW)。
TIG焊的单道熔深受钨极载流能力限制,当焊接厚板时需开坡口进行分层多道焊,焊接过程中多次热输入易导致接头过热脆化及工件变形。
天津大学硕士学位论文电子束局部热处理对焊接接头组织和力学性能影响的研究姓名:张莉申请学位级别:硕士专业:材料加工工程指导教师:张玉凤2002.1.1摹津^掌硬士掌位-隆文摘要一般电子束焊接接头在焊后都需要进行真空或炉中整体热处理,以改善接头的组织和性能。
电子束局部热处理是一种新型的热处理方式,具有精确度高、灵活性好、效率高、节省能源和提高生产率的优点。
因此探讨该热处理对电子柬焊接接头组织与性能的影响,具有十分重要的实际意义。
本文结合金相分析,研究探讨了焊后电子束局部热处理对30CrMnSiNi2A钢电子束焊接接头断裂和疲劳性能的影响;采用小孔法测量了BT20钛合金电子束焊接接头,在焊态和焊后电子束局部热处理两种状态下残余应力的分布;同时还对B,r20钛合金上述两种状态下焊缝和母材的疲劳性能进行了研究。
舱文主要工作有以下几个方面:通过金相组织分析、拉伸试验、硬度测试和冲击试验等试验手段,研究探讨了焊后电子束局部热处理对30CrMnS凇A钢焊接接头组织和力学性能的影响,并与焊后整体热处理状态接头的组织和性能进行了比较。
结果表明,焊后电子柬局部热处理可以在一定程度上改善焊接接头特别是焊缝的组织和综合力学性能。
采用三点弯曲试样,研究探讨焊后电子柬局部热处理对30CrMnSiNi2A钢焊接接头断裂韧度(CTOD)的影响,并与焊后整体热处理状态接头的断裂韧度进行比较。
结果发现,焊后电子束局部热处理可以提高焊缝的断裂韧度:同时指出其提高的杌理与焊缝得到的组织密切相关。
采用紧凑拉伸试样,研究探讨了焊后电子束局部热处理对30CrMnSiNi2A钢焊缝和母材两区域的疲劳裂纹扩展速率d枷N和门槛值△K曲的影响,并与焊后整体热处理状态相应区域的疲劳裂纹扩展速率dgdN和门槛值△Kth进行比较的结果发现,焊后电子束局部热处理可以提高焊接接头的抗裂纹扩展能力。
根据组织分析、力学性能、断裂韧度和疲劳裂纹扩展试验所得到的试验结果,综合评价了电子束局部热处理在30CrMnSiNi2A钢上的应用可行性。