简析汽车钢化玻璃自爆原因分析
- 格式:doc
- 大小:264.00 KB
- 文档页数:7
钢化玻璃自爆的原因是什么
钢化玻璃的自爆原因复杂多样,以下是一些常见的原因:
1.制造缺陷:钢化玻璃在制造过程中,如果控制不当,可能会引入一
些制造缺陷,如表面不均匀的应力、机械性破坏或化学性缺陷。
这些缺陷
会削弱玻璃的耐力,导致自爆。
2.温度差异:钢化玻璃具有较高的抗热冲击性能,但当温度差异较大时,玻璃会受到一定的应力。
如果温度急剧变化,或玻璃表面有冷热不均
匀的情况,玻璃的应力可能会不均匀释放,导致自爆。
3.压力变化:玻璃表面受到外部冲击力,或周围环境压力变化,都可
能导致钢化玻璃自爆。
例如,玻璃表面被撞击后,会引起局部应力的变化,进而导致自爆。
4.玻璃混入金属离子:在玻璃加工过程中,如果杂质或残留物进入玻
璃内部,并与玻璃表面相互作用,可能导致玻璃发生离子交换。
这种离子
交换会导致玻璃表面的压应力增加,从而增加了玻璃自爆的风险。
5.玻璃安装不当:如果钢化玻璃的安装不符合规范,如安装时没有遵
循正确的承载和支撑方式,或者安装过程中发生突发事件,这些因素都可
能导致钢化玻璃自爆。
当钢化玻璃发生自爆时,可能会出现玻璃全面碎裂的情况,也可能只
是玻璃表面出现小碎片。
无论是哪种情况,都会给人们带来损失和伤害。
因此,在使用钢化玻璃时,应当遵守相关的安全操作规程,确保正确安装
和维护,减少钢化玻璃自爆的风险。
最后,总结一下,钢化玻璃自爆的原因包括制造缺陷、温度差异、压
力变化、玻璃混入金属离子和玻璃安装不当等多种因素。
为了减少钢化玻
璃自爆的风险,应严格按照规范安装和维护玻璃,并保持良好的使用环境,避免剧烈温度变化和外力冲击。
钢化玻璃自爆的主要原因及解决方案在广义上,钢化玻璃自爆一般定义为钢化玻璃在无直接外力作用下发生自动炸裂的现象。
实际上,钢化加工过程中的自动爆裂与储存、运输、使用过程中的自爆是两个完全不同的概念,二者不可混淆。
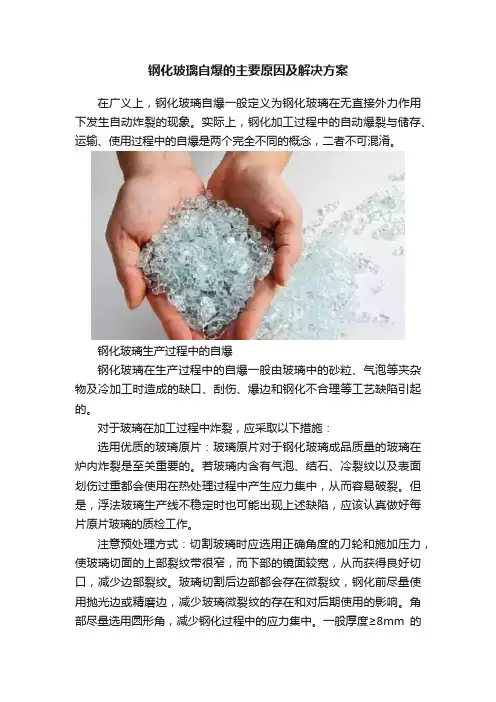
钢化玻璃生产过程中的自爆钢化玻璃在生产过程中的自爆一般由玻璃中的砂粒、气泡等夹杂物及冷加工时造成的缺口、刮伤、爆边和钢化不合理等工艺缺陷引起的。
对于玻璃在加工过程中炸裂,应采取以下措施:选用优质的玻璃原片:玻璃原片对于钢化玻璃成品质量的玻璃在炉内炸裂是至关重要的。
若玻璃内含有气泡、结石、冷裂纹以及表面划伤过重都会使用在热处理过程中产生应力集中,从而容易破裂。
但是,浮法玻璃生产线不稳定时也可能出现上述缺陷,应该认真做好每片原片玻璃的质检工作。
注意预处理方式:切割玻璃时应选用正确角度的刀轮和施加压力,使玻璃切面的上部裂纹带很窄,而下部的镜面较宽,从而获得良好切口,减少边部裂纹。
玻璃切割后边部都会存在微裂纹,钢化前尽量使用抛光边或精磨边,减少玻璃微裂纹的存在和对后期使用的影响。
角部尽量选用圆形角,减少钢化过程中的应力集中。
一般厚度≥8mm的玻璃要求进行精磨边,厚度≤6mm的玻璃可以用湿砂带磨边机磨边。
合理设置炉温:从玻璃受热及内应力变化分析来看,温度的剧烈变化是引起玻璃炉内炸裂是主要的外部因素。
温度越高,玻璃厚度方向上温度梯度越大,内应力越大,玻璃炸裂概率越高。
12mm、15mm、19mm厚的玻璃危险性更大。
因此,在钢化温度范围内不宜采用过高的温度。
合理设置输送速度:当玻璃从上片台输入钢化炉时,玻璃前端先进入炉内受热膨胀,而处于炉外的玻璃后端较冷。
在冷热交界处平面方向上产生的温度差,使冷端产生张应力,热端产生压应力。
输送速度越快,这种温差越小。
但是,如果加快输送速度,玻璃迅速处于高温之中,受热冲击增大,即在厚度方向上的温度梯度相对增大,玻璃炉内炸裂概率随之增大。
因此,在实际生产中就要权衡利弊,然后选择合理输送速度。
玻璃自爆原因探讨及防范措施玻璃自爆原因:1玻璃热应力:一般来自玻璃本体部位不均匀所致。
如玻璃平整度差,厚薄不均,玻璃内有气泡夹渣等。
在阳光直接照射下,玻璃吸收阳光的红外光和部分可见光,使玻璃本题温度升高并形成玻璃四周热膨胀。
玻璃镶嵌在框、扇内不能受热,导致整体受热不均匀,内部热应力形成,玻璃中区热膨胀对玻璃边缘产生张应力,当张应力大于玻璃本身的抗张强度时就会造成玻璃的自爆。
热应力自爆现象表征:⑴玻璃破裂边缘裂口整齐,裂口数量少,破裂线为曲折单线或复线⑵玻璃破裂线与玻璃边缘一般成直角⑶在玻璃中区的破裂线多为弧线形2玻璃本身质量不良:在采用人工裁切玻璃时,裁切的玻璃边缘有崩边、牙边、崩角等缺陷,玻璃为脆性材料,边缘允许张应力大小与玻璃边缘缺陷极为密切,而崩边等缺陷会导致应力集中及严重降低允许张应力,此时玻璃正常的弯曲应力和热应力等均可造成自爆。
钢化玻璃中有硫化镍的存在也能导致玻璃自爆。
硫化镍高温α态在玻璃急冷时被冻结,使用中他们在恢复到β态时将产生体积增大,在玻璃内部产生局部应力集中,这时钢化玻璃将产生自爆,此时的典型特征就是蝴蝶斑。
3玻璃挤压:玻璃在安装时,若门窗扇、框内口所预留尺寸不足或者精度不够高低不平,导致玻璃装进去后无缝隙,则玻璃在以后使用过程中可能受热膨胀,门窗扇、框对玻璃造成挤压导致自爆。
4玻璃尺寸选择错误:使用过程中玻璃面积大,厚度过小,则该玻璃抗弯和抗热应力均小,容易自爆,因此玻璃的选用应严格按照有关规范选取。
尤其是镀膜玻璃对太阳辐射能的吸收率热应力均远大于一般透明玻璃,其对玻璃原片质量要求也相应提高,只能采用浮法玻璃不能用一般平板玻璃。
防范措施:1提议玻璃生产厂控制钢化应力大小,硫化镍结石的临界半径越小,能引起自爆的结石就越多。
钢化应力控制在适当的范围内,这样既可保证钢化碎片颗粒度满足有关标准,也能避免高应力引起的不必要自爆风险。
2使用玻璃时严格查看厂家提供的玻璃边缘是否有崩边、崩角等缺陷,防止自爆。
钢化玻璃自爆原因以及解决方法1、自爆的定义及其分类:钢化玻璃自爆可以定义为:钢化玻璃在无外部作用力直接作用与玻璃的情况下而玻璃本身自动发生裂纹、破碎的的自然现象。
表现为玻璃在钢化加工、贮存、运输、搬运、安装、使用等过程中均可发生钢化玻璃自爆。
自爆按起因不同主要可分为两种:一是:由玻璃中产生可见缺陷所引起的自爆现象,例如砂粒、结石、气泡、渗杂物、爆边、缺口、裂纹纹理、划伤等各种原因;二是:由玻璃中内部硫化镍(NiS)杂质相变体积膨胀引起的自爆。
玻璃的这是两种不同类型的自爆现象,人们应明确分类,区别对待,采用相对应的方法来应对和处理,减少玻璃引自爆而产生的损失。
前者一般可见现象,在检测检验时注意观察即可相对容易发现,因此在生产的过程之中可以控制好玻璃的质量;后者主要表现由玻璃中存在着很多微小的硫化镍颗粒体积发生膨胀而引发的自爆现象,与前者不同,其是在检验检测时无法目测到,所以该现象无法控制。
在实际运作和处理上,前者一般可以在安装前剔除,后者因无法检验而继续存在,成为使用中的钢化玻璃自爆的主要因素。
由于硫化镍类引起的自爆后更换难度大,处理费用高,同时会伴随较大的质量投诉及经济损失等问题,造成业主的不满意甚至出现危机生命财产等更为严重的其他后果,所以硫化镍引发的自爆是我们讨论的重点。
二、钢化玻璃发生自爆现象机理钢化玻璃内部的硫化镍膨胀是造成钢化玻璃自爆的主要原因。
由于玻璃经过钢化处理后,玻璃表面层会形成压应力。
内部板芯层则形成张应力,同时压应力和张应力共同构成一个平衡体。
但是玻璃这种材料脆性很高,耐压型很强,但受拉性却很弱,因此玻璃破碎大多数是张应力的变化而引发的。
当钢化玻璃中硫化镍晶体(处在玻璃板芯张应力层)在发生相变时,其体积发生膨胀使钢化玻璃内部产生更大的张应力,张应力就会大于压应力,当张应力超过玻璃自身所能承受的极限时,压应力和张应力这对平衡体就会发生破坏,就会导致钢化玻璃自爆。
多年来国内外研究证明:制造玻璃主要原料石英砂或者砂岩带入镍,在生产过程之中燃料及辅料会带入硫,在1400℃~1500℃高温熔窑中燃烧发生化学反应形成硫化镍。
钢化玻璃自爆原因及预防措施摘要:钢化玻璃在无荷载、无直接外力作用下发生的自发性炸裂称为自爆,这是钢化玻璃固有的特性之一。
通过对玻璃自爆残片的电镜观察和成分分析,发现引起钢化玻璃自爆的来源主要是硫化镍微粒,采用有限元对自爆源微粒引起自爆的力学机理进行了分析。
结果表明玻璃中的裂纹萌发和扩展主要是由于在异质颗粒附近处的径向残余拉应力所导致的。
在相变膨胀过程所产生的应力。
玻璃凭借其特有的采光、通透性能及自重轻、标准化和工业化程度高等特点,同时有一定的刚度和承载力,逐渐取代其他材料被广泛应用到建筑、家具、交通工具等多个领域。
可以说在日常生活中,玻璃无处不在,正因如此,玻璃爆裂的危害也时刻潜藏在我们身边,蓦然发生让人防不胜防,近些年幕墙、家具、淋浴房、汽车等玻璃爆裂伤人的事件频频见报,更是加深了人们对“玻璃会自爆”的印象与担忧。
关键词:钢化玻璃;自爆原因;预防措施1自爆的介绍“自爆”是指钢化玻璃存在非玻璃体杂质而造成应力集中,当应力超过玻璃的承受极限时玻璃就会破裂。
自爆特征独特而明显:⑴以起爆点为中心,碎片裂纹呈放射状态,起爆点由两块较大的碎片颗粒组成,形似蝴蝶的翅膀,俗称“蝴蝶斑”,如图所示;⑵蝴蝶斑的表面平整,横断处无凹坑和粉末碎屑;⑶横断截面中间位置可以看到一个点状小颗粒,通常称之为自爆源,颜色可能是黑色、褐色、白色或半透明状。
2自爆机理大量研究表面,玻璃原片中的硫化镍结石、异质相颗粒是钢化玻璃的自爆源,其自爆机理也因自爆源的不同而分为两大类,简单介绍如下:2.1硫化镍相变引发自爆自爆源以硫化镍为代表。
硫化镍是一种晶体,存在高温相和低温相,相变问题为379℃。
玻璃在钢化炉内加热时,因为加热温度达到610~630℃,高于硫化镍相变温度,硫化镍全部转化为高温相。
在随后的快速淬冷过程中,高温相来不及转变为低温相,从而冻结在钢化玻璃中。
在室温环境下,高温相有逐渐转变为低温相的趋势。
这种转变伴随着2%~4%的体积膨胀,使玻璃承受巨大的相变张应力,当相变张应力与钢化玻璃本身的内部张应力之和超出玻璃自身能够承受的范围时,就会发生自爆。
钢化玻璃自爆的根因分析钢化玻璃在现代生活中扮演着重要的角色,尤其在高楼大厦、车辆和各种设施中广泛应用。
然而,近年来我们经常听到关于钢化玻璃自爆的新闻,许多人对此感到困惑。
本文将对钢化玻璃自爆的根因进行深入分析,帮助大家了解这一现象背后的原因。
据统计分析,钢化玻璃自爆的主要原因中,超过90%的案例都和硫化镍(NiS)颗粒有关。
硫化镍在浮法玻璃生产过程中被夹入玻璃体内,在随后的钢化过程中,如果存在硫化镍颗粒,受到钢化的高温和快速冷却处理,硫化镍发生体积变化,从而造成内部应力,久而久之可能引起玻璃的自爆。
但问题并非仅在于硫化镍。
事实上,随着新的安装技术的进步,由于安装不当造成的玻璃自爆已经越来越少。
这也说明了,大部分的自爆问题其实在浮法玻璃生产阶段就已经产生。
而这种“预埋”的自爆风险,会在钢化加工后表现出来。
那么,为什么现在的钢化玻璃自爆似乎越来越普遍?一个主要原因是高楼的普及和国家安全标准的提高。
为了确保建筑安全,国家强制要求高层建筑必须使用钢化玻璃。
这无疑增加了钢化玻璃的使用量,从而使自爆的数量相对增加。
另一个不可忽视的因素是浮法玻璃生产过程中的变化。
随着矿山资源的开采,原料的品位逐渐降低,这导致玻璃中镍的含量上升。
与此同时,由于能源成本上涨,玻璃的熔化温度有所降低,这也为硫化镍的形成提供了条件。
综上所述,钢化玻璃自爆的根因是一个复杂的问题,涉及到多个环节和因素。
为了减少自爆的风险,我们需要更深入地了解和掌握玻璃制造和生产的全过程,从源头上解决问题。
同时,公众对于钢化玻璃的自爆问题也不应过于恐慌,因为这并不是普遍现象。
只要我们了解其背后的原因,在浮法玻璃生产制造过程中采取适当的措施,例如采用筱豹检测设备对浮法玻璃进行风险检测并分级,就可以有效地降低风险。
关于钢化玻璃自爆说明钢化玻璃自爆是钢化玻璃在无直接外力作用下发生的自动性炸裂,它可能发生在玻璃的钢化过程、储存过程以及安装后若干年使用过程,“自爆”是钢化玻璃本身具有的特性。
钢化玻璃“自爆”是由于原片玻璃含有硫化镍(NiS)的杂质所致。
由于玻璃中硫化镍(NiS)杂质膨胀引起的,玻璃在钢化加热过软化程中硫化镍(NiS)晶体结构是以体立方结构存在,这种结构不稳定,在钢化急冷过程中硫化镍(NiS)再由体立方结构还圆面立方结构转化,其体积会变大。
由于钢化急冷过程较快一部分硫化镍(NiS)还没转化完全玻璃就已经完全冷却变硬,在后期的使用过程中玻璃中的硫化镍(NiS)晶体在玻璃内部不断的还原,硫化镍(NiS)体积增加,当硫化镍(NiS)晶体体积增加所产生的压力超过玻璃极限强度时,必然引起了玻璃的爆裂,也就是我们通常说的自爆。
在浮法玻璃国家标准《GB11614》中,浮法玻璃原片允许有长度在0.5mm 以下的缺陷(如气泡、夹杂物等)。
通常目视可见的缺陷长度为0.4mm以上,而目前世界上最先进的缺陷检测仪也只能可靠地检测出长度大于0.2mm的小缺陷,但浮法原片中所含的长度大于0.06mm的硫化镍杂质就会引起自爆。
由于小硫化镍(NiS)结石无法被检测到,这样的玻璃在钢化后就有机率出现自爆现象。
一般来说,排除施工安装因素,玻璃自身因素造成的自爆在玻璃安装完成以后一年左右的时间里发生的机率相对较大,以后随着时间的推移,自爆发生的机率逐渐减小。
无论国外还是国内检测手段及标准中规定的玻璃原片所含的杂质指标,都还远不能避免钢化玻璃“自爆”,所以钢化自爆非人为所能控制。
根据国内外的数据统计,一般情况每4吨玻璃就有一例“自爆”,转化成微具体的片数,就是行业内的3‰—5‰,我司对外承诺依照3‰为标准。
钢化玻璃“防自爆”措施主要是进行二次热处理即热浸(均质)处理,具体工艺过程为将钢化玻璃放到热浸炉中进行加热、保温和降温等过程,使有自爆缺陷的钢化玻璃提前引爆,从而大大降低使用过程中的自爆率。
(汽车行业)简析汽车钢化玻璃自爆原因分析简析汽车钢化玻璃自爆原因分析【摘要】随着经济的发展,汽车的使用越来越普及,同时人们对汽车技术及性能的要求也越来越高。
诸如汽车钢化玻璃的自爆,对汽车性能有壹定影响。
然而造成玻璃自爆的原因又是是多种多样的,本文从生产实际出发探讨了造成汽车玻璃自爆的多种因素,这些因素包括了车身的变形、玻璃本身的质量、设计尺寸、生产装配工艺和用户的使用等。
通过对这些因素的分析以便给设计,生产装配和用户使用提供参考。
【关键词】汽车,玻璃自爆,汽车性能AnalysesoftheCarSteelGlassspontaneousexplosionAbstract:Witheconomicdevelopment,theuseofcarshasbecomemorewidely,andtheautomotivetechnolo gyandperformancerequirementsisincreasing.Suchasspontaneousexplosionwhichhassomeinfluenceo ncarperformance.However,therearemanykindsofreasonsforthisphenomenon.Inthisarticlewediscusse dmanyfactorsofspontaneousexplosion.Suchasbodydeformation,thequalityoftheglass,designdimensio ns,theproductionassemblyprocess,usersandsoon.Throughanalysisofthesefactorsinordertogivethedesi gn,productionassemblyanduserstoprovidereference.Keywords:car,glassspontaneousexplosion,automotiveperformance1汽车玻璃简述汽车玻璃壹般采用硅玻璃,其中主要成分氧化硅的含量超过70%,其余由氧化钠、氧化钙、镁等组成,通过浮法工艺制成。
简析汽车钢化玻璃自爆原因分析【摘要】随着经济的发展,汽车的使用越来越普及,同时人们对汽车技术及性能的要求也越来越高。
诸如汽车钢化玻璃的自爆,对汽车性能有一定影响。
然而造成玻璃自爆的原因又是是多种多样的,本文从生产实际出发探讨了造成汽车玻璃自爆的多种因素,这些因素包括了车身的变形、玻璃本身的质量、设计尺寸、生产装配工艺和用户的使用等。
通过对这些因素的分析以便给设计,生产装配和用户使用提供参考。
【关键词】汽车,玻璃自爆,汽车性能Analyses of the Car Steel Glass spontaneous explosionAbstract: With economic development, the use of cars has become more widely, and the automotive technology and performance requirements is increasing. Such as spontaneous explosion which has some influence on car performance. However, there are many kinds of reasons for this phenomenon. In this article we discussed many factors of spontaneous explosion. Such as body deformation, the quality of the glass, design dimensions, the production assembly process, users and so on. Through analysis of these factors in order to give the design, production assembly and users to provide reference.Key words: car, glass spontaneous explosion, automotive performance1 汽车玻璃简述汽车玻璃一般采用硅玻璃,其中主要成分氧化硅的含量超过70%,其余由氧化钠、氧化钙、镁等组成,通过浮法工艺制成。
钢化玻璃自爆解决措施
钢化玻璃自爆解决措施
(一)分析原因:
由于本工程大量地使用了钢化玻璃,而由于玻璃中存在微小的硫化镍结石,在热处理后一部分结石随着时间会发生晶态变化,体积变大,在玻璃内部引发微裂纹,从而可能导致钢化玻璃自爆,所以防止钢化玻璃自爆就成了本工程的质量保证的一大重点。
(二)解决措施:
我司主要采取以下措施来减少钢化玻璃自爆:
1)严格控制玻璃钢化应力的均匀度;
2)浮法玻璃生产工业,在浮法玻璃中添加硫酸锌和硝酸锌能减少硫化镍结石的数量;
3)采用均质处理(HST)来消除钢化玻璃自爆;
4)采用吸热率较低的钢化玻璃,避免玻璃吸热后非均匀膨胀而产生热炸裂;
5)合理的分格玻璃板块尺寸,避免玻璃由于板块过大而受热膨胀炸裂;
6)玻璃板块四周做倒棱及精磨边处理,以消除边部切割时留下的细小裂纹;
7)对现场的安装工人进行教育培训,避免野蛮施工带来的玻璃应力,留下自爆的隐患;
8)加工时要严格对玻璃板片检查,禁止有进边、裂纹等现象的玻璃使用,避免由于玻璃缺陷造成自爆;
9)采取单元板块扭拧回弹措施,防止在风荷载作用、温度应力及扭拧应力变形应力作用下,发生自爆。
只要板不回弹,就保证玻璃不会因三种应力共同作用,产生自爆。
钢化玻璃自爆原因分析及检测方法研究摘要:钢化玻璃在人们的日常生活中随处可见,无论是建筑玻璃还是汽车玻璃都会由于化学性质不稳定而导致自爆的问题发生,而后果也会威胁居民的生命安全和财产安全,因此如何减少钢化玻璃自爆事件的发生就显得尤为重要。
基于此,本文着重分析了钢化玻璃的自爆原因,并提出相应的检测方法,以便更好地控制此类事件的发生。
关键词:钢化玻璃;自爆;检测方法一、钢化玻璃自爆原因分析(一)钢化玻璃自爆类型1.玻璃中含有硫化镍结晶物:通常以结晶形式出现的含硫镍夹杂,且常伴随着一定的容积膨胀。
当这种杂质发生在钢化玻璃的张应力区域时,或由于负载而导致其在张应力区时,发生体的膨胀将导致自然爆震。
由于硫化镍微粒所致的钢化玻璃爆炸,其爆裂处的裂缝常常与蝴蝶一样,也就是所谓的蝶形裂缝,而在爆炸中心处,则会出现一种彩色的微粒,这种微粒被视为一种具有一定的腐蚀性的物质。
在爆炸之前,由于爆炸的缘故,硫化镍颗粒的大小并不相同,爆炸之前很难被发现,爆炸之后,它的大小会变得更大,而且位置也更固定,所以很难被发现。
2.在加工、运输、贮存、施工时,玻璃的表层和边缘容易出现划痕、炸口、裂口等问题,容易引起应力的聚集,从而引起钢化玻璃的自爆。
由于玻璃钢本身具有较多的微观裂缝,因此,其力学性能符合破裂机理。
在某些情况下,这种微观裂缝的扩张速度会加快,比如蒸汽作用、荷载作用等。
一般来讲,微观裂缝的扩张速率非常慢,以一个固定的数值表示。
然而,在玻璃的微观裂纹中存在着一个门槛,在微观裂缝大小接近或到达一定程度后,会迅速膨胀,最终造成玻璃破碎。
当玻璃的表面出现细小的裂缝时,例如在加工、运输、贮存和施工中产生的划痕、炸口、爆边等,在很少的载荷下,玻璃的表层会出现细小的裂缝,从而使其开裂。
3.在使用钢化玻璃时,由于受温度和温度影响,由于玻璃在温度和温度上的不均匀性以及沿着厚度的不均匀性,会使其在薄板上产生不均匀的应力和沿着薄壁的不均匀性,从而使其发生爆炸。
钢化玻璃自爆诊断及解决方案
首先,钢化玻璃自爆的原因可以归结为以下几点:制造过程中的缺陷、安装过程中的失误、使用过程中的温度变化等。
要进行诊断钢化玻璃自爆的原因,可以通过以下步骤进行:
1.收集相关信息:收集钢化玻璃自爆事件发生时的具体情况,包括时间、环境温度、使用方式等。
2.检查爆裂痕迹:仔细观察玻璃断裂的形态特征,确定是否为典型的
钢化玻璃自爆。
3.检查玻璃安装方式:了解玻璃的安装方式是否符合标准,包括使用
的密封胶、安装厚度等。
4.测量温度变化:记录使用过程中可能导致玻璃温度变化的因素,并
测量温度变化的幅度。
基于以上诊断结果,可以制定相应的解决方案。
以下是几个常见的解
决方案:
1.制造和安装过程中的改进:通过改进制造过程中的工艺,并加强品
质控制,减少玻璃制造时的缺陷。
在安装过程中,确保玻璃的安装符合标准,使用合适的密封胶,并正确安装厚度。
2.加强玻璃的涂层处理:通过在玻璃表面添加特殊的涂层来增强其强
度和抗冲击性能。
3.改变玻璃的设计和厚度:根据使用场景和需要,重新设计玻璃的结
构和厚度,以提高其强度和稳定性。
4.调整使用方式和环境:控制环境温度的变化,避免突然的温度波动,同时根据玻璃的使用要求,合理调整使用方式,避免过度挤压和撞击。
总结起来,钢化玻璃自爆是一个非常严重的问题,对安全和建筑物的
保护带来了隐患。
通过诊断和制定相应的解决方案,可以有效地减少钢化
玻璃自爆的发生,增强玻璃的强度和稳定性,提高使用安全性。
同时,定
期进行维护和检查,确保玻璃的正常使用,也是非常重要的。
钢化玻璃自爆原因
钢化玻璃自爆一般是由以下原因造成的:
1.不均匀切割:如果在切割钢化玻璃的过程中没有达到完全均匀的切割,就会导致玻璃产生较大的内在紧张,从而影响玻璃的强度和稳定性,可能在使用过程中自爆。
2.表面瑕疵:钢化玻璃的表面存在瑕疵,如凸起、凹陷、气泡等,这些表面的缺陷会导致玻璃承受的张力不均匀,从而导致自爆。
3.强烈的温度差异:钢化玻璃在使用中需要承受很大的温度变化,如果温度差异过大,玻璃内部的应力就会产生不均匀变化,导致自爆。
4.环境的震动或冲击:钢化玻璃容易因受到环境的震动或冲击而自爆,尤其是在初始的使用短时间内,可能会出现突然自爆的情况。
因此,使用钢化玻璃时应该注意以上原因,并进行适当的防护和保养。
钢化玻璃自爆原因分析一、自爆的原因玻璃内部包含硫化镍杂质,以小水晶状态存在,存在二种晶相:高温相α-Nis和低温相β-Nis,相变温度为379℃,玻璃在钢化炉内加热时,因加热温度远高于相变温度,Nis全部转变为α相。
然而在随后的急速淬冷过程中,α-Nis来不及转变为β-Nis,从而被冻结在钢化玻璃中。
在室温环境下,α-Nis是不稳定的,有逐渐转变为β-Nis的趋势。
这种转变伴随着约2~4%的体积膨胀,使玻璃承受巨大的相变张应力,从而导致自爆。
从自爆后玻璃碎片中提取的Nis结石的扫描电镜照片中可看到,其表面起伏不平、非常粗糙。
如图:自爆图片Nis结石的扫描电镜钢化玻璃的自爆发生时间无确定性,可能是刚出炉,也可能是1-2个月后,也有可能是1-2年之后,一般2年之后发生自爆的几率较小。
由于钢化玻璃自爆不可控,事前无任何征兆,称为“玻璃幕墙的癌症”。
“玻璃幕墙的癌症”出自著名建筑师福斯特之口:由福斯特事务所设计的伦敦市政厅几块从地板到天花板高度的玻璃破裂。
这座市政厅靠近伦敦塔桥,全部用玻璃做覆面,承包商不得不着手检查所有的内部玻璃。
大伦敦市议会发言人说,根据初步调查,题目出在玻璃含有镍硫化物上,也就是说,在玻璃生产过程中被镍元素污染,镍和玻璃中的硫化物进行化学反应,造成破裂。
硫化镍类自爆后安全隐患巨大,二是更换难度大,同时会伴随较大的质量投诉及经济损失,造成业主的不满甚至更为严重的其他后果,称之为“玻璃幕墙的癌症”。
在国内的重点项目中,也因为出现玻璃自爆而引发了严重的安全隐患和高昂的后期更换、维护费用,比如:北京南站、CCTV大楼、梅兰芳大剧院、北京西环广场、北京南站、上海X2地块、广州西塔等。
二、应对措施对于玻璃自爆,一直是困扰着业内玻璃提升的大问题,尝试通过各种方式来减少和避免。
随着生产技术的提升以及新材料的研发,目前主要有2种方式通过实践是最有效的方法:1、采用超白玻璃(低铁玻璃)。
由于玻璃中的重金属铁和镍是共生的,随着超白玻璃铁含量的大大降低,镍含量也大大降低,可以从源头上控制解决自爆的问题。
钢化玻璃自爆分析及其建议目前公司施工已经完工的项目普遍发应存在玻璃自爆现象,给我司的施工和后期维修造成了一定的损失,对以后的安全造成了一定的隐患,针对此问题也多次与相关玻璃厂家协调解决此问题.但是从目前情况来看,难以从根本上彻底解决以上问题,针对玻璃自爆问题搜集相关资料,只能尽可能的降低玻璃自爆率.自爆及其分类钢化玻璃自爆可以表述为钢化玻璃在无外部直接作用的情况下而自动发生破碎的现象。
在钢化加工、贮存、运输、安装、使用等过程中均可发生钢化玻璃自爆。
自爆按起因不同可分为两种:一是由玻璃中可见缺陷引起的自爆,例如结石、砂粒、气泡、夹杂物、缺口、划伤、爆边等;二是由玻璃中硫化镍(NiS)杂质膨胀引起的自爆。
这是两种不同类型的自爆,应明确分类,区别对待,采用不同方法来应对和处理。
前者一般目视可见,检测相对容易,故生产中可控。
后者则主要由玻璃中微小的硫化镍颗粒体积膨胀引发,无法目测检验,故不可控。
在实际运作和处理上,前者一般可以在安装前剔除,后者因无法检验而继续存在,成为使用中的钢化玻璃自爆的主要因素。
硫化镍类自爆后更换难度大,处理费用高,同时会伴随较大的质量投诉及经济损失,造成业主的不满甚至更为严重的其他后果。
所以,硫化镍引发的自爆是主要问题所在。
钢化玻璃自爆机理钢化玻璃内部的硫化镍膨胀是导致钢化玻璃自爆的主要原因。
玻璃经钢化处理后,表面层形成压应力。
内部板芯层呈张应力,压应力和张应力共同构成一个平衡体。
玻璃本身是一种脆性材料,耐压但不耐拉,所以玻璃的大部分破碎是张应力引发的。
钢化玻璃中硫化镍晶体发生相变时,其体积膨胀,处于玻璃板芯张应力层的硫化镍膨胀使钢化玻璃内部产生更大的张应力,当张应力超过玻璃自身所能承受的极限时,就会导致钢化玻璃自爆。
国外研究证明:玻璃主料石英砂或砂岩带入镍,燃料及辅料带入硫,在1400℃~1500℃高温熔窑燃烧熔化形成硫化镍。
当温度超过1000℃时,硫化镍以液滴形式随机分布于熔融玻璃液中。
建筑玻璃与工业玻璃2020,№4- 9 -0 引 言物理钢化玻璃(以下简称钢化玻璃)是将普通退火玻璃先切割成要求尺寸,然后在钢化炉中快速风热加热到接近玻璃软化点左右,再进行快速均匀风冷却而得到的一种表面为压应力,中心为拉应力的玻璃制品。
因玻璃经物理钢化后强度在原有基础上增加2~4倍,从而提高了其抗风压、热震及其它力学性能。
特别是物理钢化后,破碎后玻璃颗粒呈碎粒状,有效低降低了其引发的安全事故。
在我国,钢化玻璃被作为安全玻璃的一种而广泛应用于建筑、家电、汽车及其它领域。
然而,钢化玻璃在应用过程中,经常会出现玻璃突发性自爆破裂事故。
钢化玻璃自爆是指无任何外力作用下的突发爆裂,难以事先预测和防控。
我国2018年生产钢化玻璃总量约4.7亿平方米(数据来源于中国建筑玻璃与工业玻璃协会),累计用量也超过20亿平方米,因服役中的钢化玻璃数量巨大,致使每年因其自爆而带来的安全事故不断发生,且该类事故难以避免和防控。
特别是应用于高层建筑的钢化玻璃自爆后,玻璃碎片高空撒落给城市带来了严重的安全隐患。
因此,钢化玻璃自爆及防控措施一直是玻璃生产与应用领域中的一个热点话题及重要研究方向。
工程应用中的钢化玻璃难免会含有微小的缺陷和异质颗粒存在于玻璃体内,因钢化玻璃是一种应力玻璃,当这些异质颗粒或缺陷分布在钢化玻璃拉应力层中,因其引发的集中应力与钢化拉应力叠加超过玻璃的本征强度时,即可引发钢化玻璃自爆。
因此,引发钢化玻璃自爆的根本原因是玻璃内部的异质颗粒引发的集中应力,集中应力大小与各种异质颗粒的类型、尺寸大小、分布位置等因素有关。
前期大量研究表明,玻璃内部含的硫化镍异质颗粒是引发钢化玻璃自爆的最主要因素,其它异质颗粒,如单质硅、三氧化二铝等杂质也会引发钢化玻璃自爆。
作者通过对大量的工程现场已自爆的钢化玻璃自爆源颗粒进行成分分析,统计结果也证明了这一点。
作为点状缺陷的一种,因分布在钢化玻璃内部的异质颗粒尺寸大部分在0.05~0.3mm 之间,虽然国家标准GB 11614-2009对平板玻璃的不同尺寸的点状缺陷允许个数进行了限定,但其并未完全杜绝能够引发自爆的点状缺陷在玻璃内部的存在。
简析汽车钢化玻璃自爆原因分析
【摘要】随着经济的发展,汽车的使用越来越普及,同时人们对汽车技术及性能的要求也越来越高。
诸如汽车钢化玻璃的自爆,对汽车性能有一定影响。
然而造成玻璃自爆的原因又是是多种多样的,本文从生产实际出发探讨了造成汽车玻璃自爆的多种因素,这些因素包括了车身的变形、玻璃本身的质量、设计尺寸、生产装配工艺和用户的使用等。
通过对这些因素的分析以便给设计,生产装配和用户使用提供参考。
【关键词】汽车,玻璃自爆,汽车性能
Analyses of the Car Steel Glass spontaneous explosion
Abstract: With economic development, the use of cars has become more widely, and the automotive technology and performance requirements is increasing. Such as spontaneous explosion which has some influence on car performance. However, there are many kinds of reasons for this phenomenon. In this article we discussed many factors of spontaneous explosion. Such as body deformation, the quality of the glass, design dimensions, the production assembly process, users and so on. Through analysis of these factors in order to give the design, production assembly and users to provide reference.
Key words: car, glass spontaneous explosion, automotive performance
1 汽车玻璃简述
汽车玻璃一般采用硅玻璃,其中主要成分氧化硅的含量超过70%,其余由氧
化钠、氧化钙、镁等组成,通过浮法工艺制成。
在制作过程中,材料加热到1500℃温度时融化,溶液通过1300℃左右的精炼区时浇注到悬浮槽(液态锡)
上,冷却到600℃左右,在此阶段形成质量特别好的平行的两面平面体上面是溶液平面,下面时液态锡上平面),在通过冷却区域后形成玻璃并切割成规定尺寸。
然后玻璃进一步加工成钢化玻璃或夹层玻璃。
加工成的成品汽车玻璃,从外观上看应该没有明显的气泡和划痕,应该符合国家汽车玻璃安全标准[1]。
汽车玻璃按照加工工艺分为:夹层玻璃、区域钢化玻璃、钢化玻璃、中空安全玻璃以及塑玻复合材料;按照应用部位的不同可以分为风窗玻璃和风窗以外玻璃,目前汽车前风窗玻璃一般采用夹层玻璃,前风窗以外的玻璃一般采用钢化玻璃。
本论文主要简述汽车钢化玻璃自爆的原因分析,其余玻璃的原因分析方法和钢化玻璃的分析类似。
2 汽车玻璃自爆分析
汽车玻璃自爆原因有很多种,本文主要从钣金变形,玻璃设计尺寸,生产装配工艺和用户的使用等四个方面分析了汽车玻璃自爆的原因。
2.1 钣金变形
汽车在设计过程中,玻璃的安装面与钣金的止口边应均匀一致,但是,由于车身钣金设计结构不够合理或者钣金的材质偏软,造成车身钣金止口边强度偏低,玻璃安装后,车身变形,玻璃周边受力不均,发生自爆。
玻璃自爆后,为了分析是否由于车身变形而造成的玻璃自爆,首先量取玻璃与车身钣金之间的间隙是否均匀,初步判断自爆的原因;然后扫描车身钣金止口边,将扫描的点云数据与设计3D图纸进行对比分析,查看实物与图纸之间的差值,来判断是否由于钣金的变形而造成玻璃自爆。
如根据市场反馈某款车型尾门玻璃自爆率较高,而对该车型尾门钣金进行的分析。
图1 尾门点云与图纸对比
将扫描的点云与3D图纸找三个稳定的安装孔位,捏合圆,用三个圆心定下坐标系。
相对应的取数模中安装孔,通过其圆心定下一个坐标系。
把两坐标系重合,保证点云与数模贴合的准确性。
通过此法得出的尾门点云与图纸对比图片如图1所示。
沿玻璃弧面线截50个断面,在于玻璃接触面上,点云断面线与数模断面线的差值,负值表示点云低于数模,正值反之,如图2:
图2 断面线对比
通过对比可以发现尾门钣金已经发生变形,对玻璃自爆产生影响,但是是否是主要因素,还需要对玻璃本身进行进一步的分析。
2.2玻璃设计尺寸[2]
图3 玻璃特性分析项目
图3是我们对玻璃特性进行分析的所有项目,其中对玻璃自爆影响最大的就是玻璃拱高和曲率半径,为了区分纵向和横向,一般我们又将拱高分为球面(纵向)和拱高(横向)
2.2.1玻璃球面
玻璃在成型的过程中,首先要将玻璃加热到比较软能够变形的状态,如果球面越大,那么在成型过程中就要求有较高的温度,其次是在成型过程中,成型的时间比较长,这样玻璃受模具压制的时间也较长,玻璃应力受到影响,易产生自爆;即玻璃球面越大,玻璃的自爆概率也会相应增大。
2.2.2玻璃曲率半径
曲率半径是直接影响到玻璃球面及拱高大小的主要因素之一。
玻璃曲率半径越小,工艺难度越大玻璃的自爆概率也会相应增大
2.2.3玻璃面积
为了获得良好的视野,现代汽车玻璃面积正在不断增大,面积越大,对工艺要求越高,玻璃自爆的几率也就相应的加大。
2.3 生产装配工艺
2.3.1玻璃自身原因
玻璃中含有硫化镍结晶物,硫化镍夹杂物一般以结晶的小球体存在,直径在(0.1~2)mm。
外表呈金属状,已知理论上的NiS在375℃时有一相变过程,从高温状态的α-NiS六方晶系转变为低温状态β-Ni三方晶系过程中,伴随出现2.38%的体积膨胀,这一结构在室温时保存下来。
如果以后玻璃受热就可能迅速出现α-β态转变。
如果这些杂物在钢化玻璃受张应力的内部,则体积膨胀会引起自发炸裂。
如果室温时存在α-NiS,经过数年数月也会慢慢转变到β态,在这一相变过程中体积缓慢增大未必造成内部破裂。
2.3.2钢化过程参数设置
钢化过程参数设置不合理,影响钢化效果,可以通过观察碎片状态是否合格判定钢化参数设置是否合理。
碎片状态,一般国标[1]是40~380(片),其数值越低越好,该数值通过控制生产过程中的各项参数来实现改变的。
2.3.3装配工艺
由于多数主机厂采用的是人工打胶及安装,打胶的质量(均匀性、厚度等)与装配工的经验及态度密切相关。
由于装车后玻璃胶的固化会产生体积的变化,这样对玻璃会有一个拉力。
如果打胶及装配力不均匀,会造成装车后玻璃受力不均,易产生自爆;
玻璃装车后与钣金件接触,如果打胶不到位造成装车后玻璃与钣金件接触,装车后在开车过程中玻璃不断受到钣金件的冲击,易产生自爆;
玻璃与车框不匹配,如果玻璃吻合度误差较大或者车框不稳定,造成装车后玻璃中车框不匹配,这样在装车后就有很大的力作用在玻璃上,易产生自爆。
2.4 使用方面
车辆出售给消费者后,消费者为了能够达到更好的遮阳效果,一般会采取加贴遮阳膜。
而玻璃经过加热烘弯炉加工后,内部分子在常温状态已经趋于稳定状态,但是在贴遮阳膜时,局部瞬时温度会高达160℃,使得玻璃内部应力被局部破坏,就失去了原平衡状态,从而为以后的自爆埋下了隐患;
贴遮阳膜后,在阳光的直接照射下,由于遮阳膜具有吸热功能,造成玻璃表面的温度增加,玻璃受热后造成玻璃内部的NiS迅速从α-β转变,引起体积膨胀而出现自爆;
同时由于遮阳膜与玻璃的膨胀系数相差约10倍,遮阳膜吸热后会破坏玻璃表面的应力,造成应力不均,从而易产生自爆。
3 结论
玻璃自爆的原因是多种多样的,本文通过对钣金变形,玻璃设计尺寸,生产装配工艺和用户使用等四个方面分析了造成汽车玻璃自爆的原因,通过对这些因素的分析,为设计,生产装配和用户使用提供参考一定参考价值,同时相信随着汽车制造工艺水平的不断提高,玻璃的自爆几率会越来越低。
【参考文献】
[1] 全国汽车标准化技术委员会安全玻璃委员会. GB 9656-2003 汽车安全玻璃北京:中国标准出版社,2003.
[2] 全国汽车标准化技术委员会安全玻璃分技术委员会. GB/T17340-1998 汽车安全玻璃的尺寸、形状及外观北京:中国标准出版社,1998.。