齿轮范成法加工原理(可控制的动态图)
- 格式:pps
- 大小:5.32 MB
- 文档页数:99
实验三渐开线齿廓加工原理一、实验任务及目的(一)观察渐开线齿廓的形成过程,掌握用范成法制造渐开线齿轮齿廓的基本原理;(二)观察渐开线齿轮产生根切的现象,了解产生的原因以及如何避免根切;(三)分析比较标准齿轮和变位齿轮的相同点和不同点,理解变位齿轮的概念。
二、实验设备和工具(一)齿轮范成仪;(二)圆规、绘图纸、三角板、剪刀、两支不同颜色的铅笔或者圆珠笔(学生自备);(三)渐开线齿轮模型、挂图或者“齿轮范成实验”电教片(可省略)。
三、实验原理和方法范成法是利用一对齿轮啮合时,其共轭齿廓互为包络线的原理来加工轮齿的一种方法。
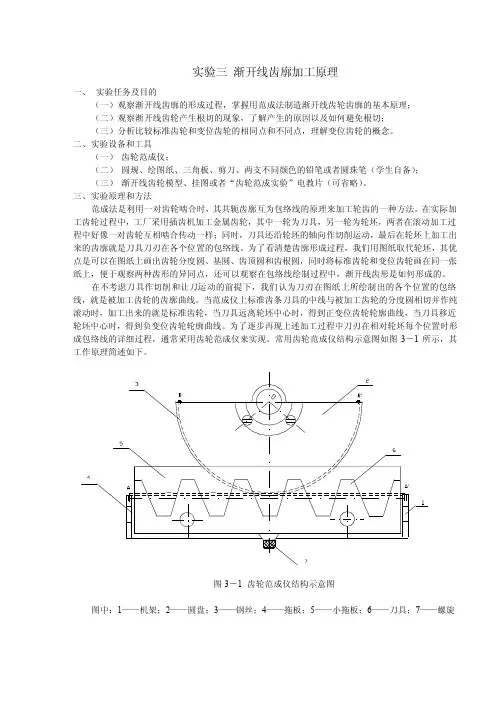
在实际加工齿轮过程中,工厂采用插齿机加工金属齿轮,其中一轮为刀具,另一轮为轮坯,两者在滚动加工过图中:1——机架;2——圆盘;3——钢丝;4——拖板;5——小拖板;6——刀具;7——螺旋圆盘2绕固定于机架1上的轴心0转动,在圆盘的周缘刻有凹槽,内部嵌有两根钢丝3,其中心线(图3-1中圆盘2上虚线为钢丝3的中心线)形成的圆相当于被加工齿轮的分度圆。
两根钢丝的一端分别固定在圆盘2上B、'B,另一端分别固定在拖板4的A、'A处,拖板4可在机架上沿水平方向移动,钢丝便拖动圆盘转动,这与被加工齿轮相对于刀具的运动是相同的。
在拖板4上还装有带刀具6的小拖板5,转动螺旋7可使其相对拖板4垂直移动,从而调解刀具中线至轮坯中心的距离。
四、实验步骤和要求ha,顶隙系数*c)和被加工齿(一)根据已知刀具参数(齿距p,压力角α,齿顶高系数*轮参数(分度圆直径d),计算被加工齿轮的基圆半径、最小变位系数和最小变位量、标准齿轮的齿顶圆和齿根圆直径、变位齿轮的齿顶圆和齿根圆直径,将这些圆画在同一张绘图纸上并进行标注,沿最大圆直径将绘图纸剪成圆形纸片,作为本实验用的“轮坯”。
(二)将“轮坯”安装在圆盘上,保证其圆心与圆盘中心重合。
(三)调节刀具中线,使其与被加工齿轮分度圆相切,此时处于切制标注齿轮时的安装位置。

基于Matlab的渐开线齿轮的范成法仿真摘要:本文介绍了应用编Matlab进行编程实现齿轮和齿圈的范成仿真,实现参数化设计.通过此程序可以得到齿轮的范成动态模拟图,从而更形象了表达了齿轮的加工过程,也能帮助设计人员提前发现齿轮传动过程中可能发生的干涉,提高了设计效率。
关键词:Matlab;齿轮;范成仿真;参数化设计K inematical simulation of gears based on MatlabTIAN Donglong WU Baolin(1.School of Mechanical Engineering Tianjin Polytechnic University TianJin 300387;2.Tianjin Polytechnic University Academic Affairs Office TianJin 300387)Abstract:The paper introduces themethod of Matlab simulation ofmaking involute gears and gear ring, and provides away of parametric design bymeans of Matlab language. We can get exact profile of gear teeththrough themethod. It can help the designer check the interference beforemanufacture, and enhance the design efficiency.Key words:Matlab; gear; kinematical simulation; parametric design0前言渐开线齿轮的范成是利用一对齿轮在相互啮合是,其共轭齿廓互为包络线的原理来加工齿轮的一种方法。
实验渐开线齿轮齿廓范成原理实验一、实验目的1.掌握用范成法加工渐开线齿轮的根本原理,观察渐开线齿轮齿廓曲线的形成过程。
2.理解渐开线齿轮齿廓的根切现象和用径向变位防止根切的方法。
3.分析比拟标准齿轮与变位齿轮齿形的异同。
二、实验仪器和工具〔1〕齿轮展成仪。
〔2〕钢直尺、圆规、剪刀。
〔3〕铅笔、三角板、绘图纸。
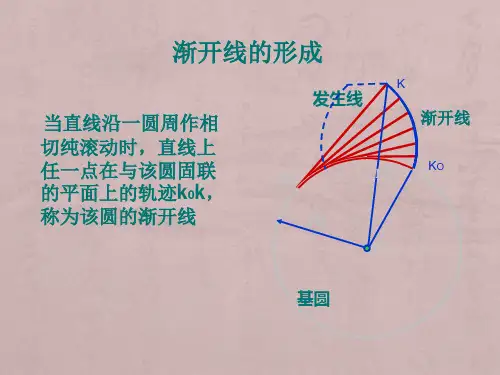
三、实验原理由齿轮啮合原理可知:一对渐开线齿轮(或齿轮和齿条)啮合传动时,两轮的齿廓曲线互为包络线。
范成法就是利用这一原理来加工齿轮的。
用范成法加工齿轮时,其中一轮为形同齿轮或齿条的刀具,另一轮为待加工齿轮的轮坯。
刀具与轮坯都安装在机床上,在机床传动链的作用下,刀具与轮坯按齿数比作定传动比的回转运动,与一对齿轮(它们的齿数分别与刀具和待加工齿轮的齿数一样)的啮合传动完全一样。
在对滚中刀具齿廓曲线的包络线就是待加工齿轮的齿廓曲线。
与此同时,刀具还一面作径向进给运动(直至全齿高),另一面沿轮坯的轴线作切削运动,这样刀具的刀刃就可切削出待加工齿轮的齿廓。
由于在实际加工时看不到刀刃包络出齿轮的过程,故通过齿轮范成实验来表现这一过程。
在实验中所用的齿轮范成仪相当于用齿条型刀具加工齿轮的机床,待加工齿轮的纸坯与刀具模型都安装在范成仪上,由范成仪来保证刀具与轮坯的对滚运动(待加工齿轮的分度圆线速度与刀具的挪动速度相等)。
对于在对滚中的刀具与轮坯的各个对应位置,依次用铅笔在纸上描绘出刀具的刀刃廓线,每次所描下的刀刃廓线相当于齿坯在该位置被刀刃所切去的局部。
这样我们就能清楚地观察到刀刃廓线逐渐包络出待加工齿轮的渐开线齿廓,形成轮齿切削加工的全过程。
四、齿轮范成仪的构造及使用方法简介实验所用的范成仪有两种规格,它们的构造原理一样。
范成仪构造如图1所示,由机座1,扇形盘2,旋钮3,齿条刀4,溜板5,螺母6等组成。
机座上有两孔为O1和O2;扇形盘可绕轴心(大扇绕O1,小扇O2)转动,扇形盘上装有扇形齿轮,溜板上装有齿条,它与扇形齿轮相啮合,在扇形齿轮的分度圆与溜板齿条的节线(分度线)上该有数字,挪动溜板时可看到它们一一对应,即表示齿轮的分度圆与齿条的节线(分度线)作纯滚动。
实验二齿轮范成原理实验一目的1.了解用范成法切制渐开线齿轮的基本原理;2.观察渐开线齿廓的形成过程及根切现象。
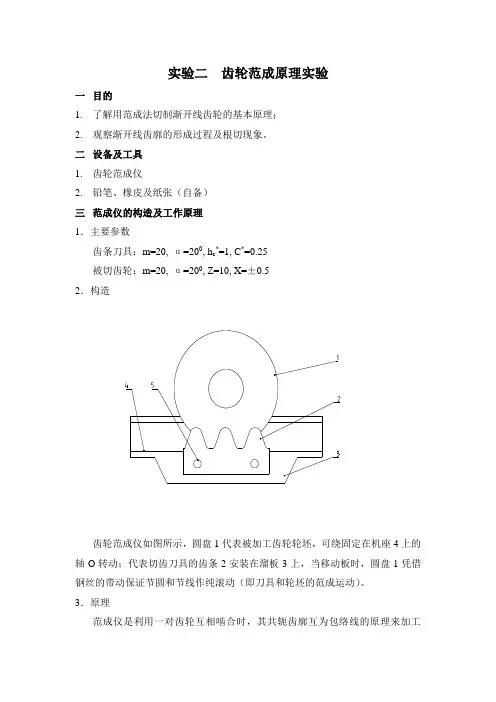
二设备及工具1.齿轮范成仪2.铅笔、橡皮及纸张(自备)三范成仪的构造及工作原理1.主要参数齿条刀具:m=20, α=200, h c*=1, C*=0.25被切齿轮:m=20, α=200, Z=10, X=±0.52.构造齿轮范成仪如图所示,圆盘1代表被加工齿轮轮坯,可绕固定在机座4上的轴O转动;代表切齿刀具的齿条2安装在溜板3上,当移动板时,圆盘1凭借钢丝的带动保证节圆和节线作纯滚动(即刀具和轮坯的范成运动)。
3.原理范成仪是利用一对齿轮互相啮合时,其共轭齿廓互为包络线的原理来加工的。
该实验制造齿轮的刀具是齿条,它和被切齿轮轮坯的相对运动,正好和齿轮齿条的啮合一样,即是说具有渐开线齿形的齿条刀具在切削过程中切出它的包络线,该包络线就是被加工齿轮的渐开线齿廓。
由于在实际加工时,看不见形成包络线的刀刃的一系列位置,故通过范成仪来实现上述刀具与轮坯的范成运动,用铅笔画出刀刃的一系列位置,就能清楚地观察到齿轮的范成过程。
四实验步骤1.根据已知的基本参数m, α, h c*, C*计算被加工齿轮的分度圆直径,以及标准齿轮、正、负变位齿轮的基圆、根圆及节圆直径,将结果填入实验报告中,并标注在已等分的圆形图纸上。
2.将图纸固定在圆盘上,使刀具处于切制标准齿轮的位置上。
3.“切齿”:将齿轮刀具溜板推到最右边(或最左边),然后每当把溜板向左(或向右)移动一个微小距离(2~3㎜)时,便用铅笔在绘图纸上描下刀具的刀刃位置,直到形成2~3个完整的轮齿为止。
4.“观察”:在“切齿”过程中,观察齿的形成过程和根切现象。
5.“变位”:正变位时,将刀具离开轮坯中心向外移动X㎜后,再按上述步骤切齿;负变位时,将刀具靠近轮坯中心移动X㎜后,也按上述步骤“切齿”。
6.比较三次所切齿形的变化。
7.填写好实验报告,将齿廓图附于实验报告中。

范成法加工原理反转法
范成法加工齿轮的基本原理是保持刀具和轮坯之间按渐开线齿轮啮合的运动关系来进行切齿的,即利用共轭齿廓互为包络线的原理来加工齿轮的。
这种方法是比较完善的切齿方法,生产效率高、加工精度高。
常用的刀具有齿轮插刀,齿条刀刀、内内轮液力等。
加工齿轮时只要刀具和被加工齿轮的模数及压力角相等,则不论被加工齿轮的齿数是多少,都可以用同一把刀具加工.,给生产带来很大的方便,故范成法得到广泛的应用。
[2]
范成法加工齿轮常用的是插齿和滚齿的方法。
加工过程:
(a) 范成运动:插刀和轮坯按恒定的传动比i=ω(刀)/ω(坯)回转;(刀具与工件按确定的运动关系作相对运动)
(b) 切削运动:插刀沿轮坯轴线方向作往复切削运动;
(c) 进给运动:插刀向轮坯中心作径向运动,以便切出齿轮的高度;
(d) 让刀运动:防止刀具向上退刀时擦伤已加工好的面,损坏刀刃,轮坯作微小的径向让刀运动,刀刃再切削时,轮坯回位.。
实验二 齿轮范成原理一、目的要求1.巩固和掌握用范成法切制渐开线齿轮的基本原理。
观察齿廓的渐开线部分及过渡曲线部分的形成过程。
2.了解渐开线的根切现象和齿顶变尖原因以及用变位修正来避免根切的方法,并分析、比较标准齿轮和变位齿轮的异同点。
3.巩固齿轮基本几何尺寸的计算,并进一步了解基本参数m ,z ,α,x 在齿轮设计和加工中的意义和作用。
二、仪器设备 1.齿轮范成仪:齿条刀具的主要参数(图1)m=20mm ,α=20°,00.1*=a h ,25.0*=C被切齿轮的主要参数:m=20 (mm),α=20°,z =10,.1*=a h =1,25.0*=C2.代替被加工齿轮坯件的图纸一张 3.同学需要自备如下的东西(1) 削尖的铅笔二支 (2) 圆规、三用板及胶皮擦三、范成仪的构造及工作原理图2为齿轮范成仪简图,圆盘1表示被加工齿轮的毛坯,安装在机架4上,并可绕机架上的固定轴O 转动。
齿条刀具2安装在溜板3上,当移动溜板时,轮坯圆盘1上安装的与被加工齿轮具有同等大小分度圆的齿轮与并固接在溜板上的齿条啮合,并保证被加工齿轮的分度圆与溜板3上的齿条节线作纯滚动,从而实现范成运动。
松开螺母5即可调整齿条刀具相对于轮坯中心的距离,因此,齿条2可以安装在相对于圆盘1的各个位置上,如使齿条分度线与圆盘1的分度圆相切,则可以绘出标准齿轮的齿廓。
当齿条2的中线与圆盘1的分度圆间有距离时,(其移距值xm 可以在溜板3的刻度上直接读出来),则可按移距的大小和方向绘出各种正移距或负移距变位齿轮。
范成法是利用一对齿轮互相啮合时,共轭齿廓互为包络线的原理来加工的。
加工时其中图1一轮为刀具。
另一轮为毛坯,而由机床的传动链迫使它们保持固定的角速比旋转,完全和一对齿数比相同的齿轮相互相传动一样,同时刀具还沿轮坯轴线方向作切削运动,如此切出的齿轮的轮廓,就是刀具刀刃的一系列位置,就能清楚的观察到加工齿轮的范成过程。
实验三齿轮范成原理实验一、实验目的1、掌握范成法加工渐开线齿轮的基本原理;2、了解渐开线齿轮产生根切现象的原因和避免跟切的方法;3、分析比较标准齿轮和变位齿轮的异同点。
二、实验预习内容1、齿轮啮合的基本理论;2、齿轮的加工方法。
三、设备和工具1、齿轮范成仪,参见图3-12、圆规;3、三角尺;4、图纸;5、铅笔。
四、齿轮加工原理和方法齿轮加工的方法基本上有两种——范成法和仿形法。
由于范成法可以用一把刀具加工出不同齿数和变位系数的渐开线齿轮,同时具有较高的精度,故以范成法应用最广泛。
范成法是利用一对齿轮相互啮合时其共轭齿廓互为包络线的原理来加工齿轮的。
加工时其中一个为刀具,另一个为轮坯,它们和一对真正的齿轮相互啮合传动一样,保持固定的角速比传动,同时刀具还沿着轮坯的轴线做切削运动,这样得到的齿轮的齿廓就是刀具刀刃在各个位置的包络线。
若用渐开线作为刀具的齿廓,则包络线必为渐开线。
由于实际加工时看不到刀刃在各个位置形成包络线的过程,故通过齿轮范成仪来实现轮坯与刀具间的传动过程,并用铅笔将刀具刀刃的各个位置描绘在图纸上,这时我们就能清楚地观察到齿轮范成的过程。
本实验所用的刀具为齿条刀具:压力角α=20o、模数m=20毫米、齿顶高系数h a=1、径向间隙系数c*=0.25、被加工齿轮的分度圆直径d=200mm。
范成仪的构造如图3-1所示:圆盘1绕其固定轴心O转动。
在圆盘下面的盘缘刻有凹槽,槽内绕有钢丝2,钢丝绕在槽内以后,其中心线所形成的的圆应等于被加工齿轮的分度圆。
钢丝的一端固定在横滑板3上的a处,另一端固定在b 处。
横滑板可以在机架上沿水平方向移动,通过钢丝的作用使圆盘相对于横滑板作无滑动滚动,保证了固定角速比传动,即v=rω。
刀具5是由螺钉6固定在横滑板上3上,放松螺钉可使刀具相对于横滑板上下移动,从而可调节刀具中线至轮坯中心的距离。
模拟齿轮的加工过程,首先将刀具推到左方的极限位置,并在图纸上用削尖的铅笔描出齿条刀具的齿形,这就相当于刀具在此位置切削一次留下的刀痕。
实验二 齿轮范成原理一、目的要求1.巩固和掌握用范成法切制渐开线齿轮的基本原理。
观察齿廓的渐开线部分及过渡曲线部分的形成过程。
2.了解渐开线的根切现象和齿顶变尖原因以及用变位修正来避免根切的方法,并分析、比较标准齿轮和变位齿轮的异同点。
3.巩固齿轮基本几何尺寸的计算,并进一步了解基本参数m ,z ,α,x 在齿轮设计和加工中的意义和作用。
二、仪器设备 1.齿轮范成仪:齿条刀具的主要参数(图1)m=20mm ,α=20°,00.1*=ah ,25.0*=C被切齿轮的主要参数:m=20 (mm),α=20°,z =10,.1*=a h =1,25.0*=C 2.代替被加工齿轮坯件的图纸一张 3.同学需要自备如下的东西(1) 削尖的铅笔二支 (2) 圆规、三用板及胶皮擦三、范成仪的构造及工作原理图2为齿轮范成仪简图,圆盘1表示被加工齿轮的毛坯,安装在机架4上,并可绕机架上的固定轴O 转动。
齿条刀具2安装在溜板3上,当移动溜板时,轮坯圆盘1上安装的与被加工齿轮具有同等大小分度圆的齿轮与并固接在溜板上的齿条啮合,并保证被加工齿轮的分度圆与溜板3上的齿条节线作纯滚动,从而实现范成运动。
松开螺母5即可调整齿条刀具相对于轮坯中心的距离,因此,齿条2可以安装在相对于圆盘1的各个位置上,如使齿条分度线与圆盘1的分度圆相切,则可以绘出标准齿轮的齿廓。
当齿条2的中线与圆盘1的分度圆间有距离时,(其移距值xm 可以在溜板3的刻度上直接读出来),则可按移距的大小和方向绘出各种正移距或负移距变位齿轮。
范成法是利用一对齿轮互相啮合时,共轭齿廓互为包络线的原理来加工的。
加工时其中图1一轮为刀具。
另一轮为毛坯,而由机床的传动链迫使它们保持固定的角速比旋转,完全和一对齿数比相同的齿轮相互相传动一样,同时刀具还沿轮坯轴线方向作切削运动,如此切出的齿轮的轮廓,就是刀具刀刃的一系列位置,就能清楚的观察到加工齿轮的范成过程。
范成法范成法是利用·对齿轮互相啮合时,共辘齿廓互为包络线的原理来加工的,加工时其巾一轮为刀具,另一轮为轮坯.山机床的传动链迫使它们保持固定的角速比旋转,完全和一对真正的齿轮互相啮合传动一样,同时刀具还沿轮坯的轴向作切削运动,这样所得齿轮的齿w就是刀具刀刃在各个位置的包络线。
用渐开线作为刀具齿廓,则其包络线必亦为渐开线、由于在实际加工时.看不到刀刃在各个位置形成包络线的过程,故通过齿轮范成仪来实现刀具与轮坯间的传动过程(范成运动)。
并用笔将刀具刀刃的各个位置记录在纸上(轮坯),这样就能清楚地观察到齿轮范成的全过程。
3.1.4步骤要求①根据已知的刀具参数和被加T.齿轮分度之直径,计算被加工齿轮的分度圆直往、基回直径、最小变位系数,标准齿轮的街顶圆与齿根圆直径,以及变位齿轮的齿顶圆与齿根圆直径;然后根据计算数据及已加下完毕的标准w轮及变位齿轮进行比较,并找出它们的异同点。
③调节刀共中线,使其与被加工w轮分度元相切。
④“切削”齿廓时,先将齿条刀具移liJ一端,但刀具的齿廓退出轮坯中标准齿轮的齿顶圆,然后每当刀具向另一端移动2一3 mm距离时,用笔将刀刃在轮坯上的位置如实的记录下来,每移动一次距离时,就记录一下,直到形成完整的齿形为止,同时应注意轮坯上齿廓形成的过W _吹时切割出的街轮为标准街轮。
因为用一个虚拟构件和两个转动副的组合会引人一个约束,而原机构中的一个平面高副也具有一个约束.因此.必然使替代前后的两机构的自由度保持不变。
将转动副中心配置于曲率中心可保持高副低代后机构瞬时运动(速度和加速度)保待不变.需要指出的是,当机构运动时,随着接触点的改变,两轮廓曲线在接触点处的曲第2章平面机构的结构分析率中心也随着改变。
因此,对于一般高副元素为非圆曲线的高副机构只能进行瞬时替代.机构在不同位置时将有不同的瞬时替代机构,但是替代机构的甚本形式不变.由上述可见.高副低代的关键是找出构成高副的两轮廓曲线在接触点处的曲率中心,然后用一个构件和位于两个曲率中心的两个回转副来代替该高副.如果两接触轮w之·为直线,如图2-25(a)所示,则因直线的曲率中心已趋于无穷远,故该替代转动副演化为移动副,如图2-25 (b)所示。