第4页/共18页
中间层选择
▪ 结晶化学性能差别较大的两种材料连接时,极 易在接触界面生成脆性金属间化合物。 措施:选择中间层,使中间层金属与两侧材料 都能较好的结合,生成固溶体,则实现良好的 连接。
▪ 两种材料的热膨胀系数差别大,在接头区域极 易产生很大的内应力。 措施:用软的中间层(甚至几个中间层)过渡, 缓和接头的内应力
第6页/共18页
中间层选择原则
▪ 1)容易塑性变形,熔点比母材低。 ▪ 2)物理化学性能与母材的差异比被连接材
料之间的差异小。 ▪ 3)不与母材产生不良的冶金反应,如不产
生脆性相或不希望出现的共晶相。 ▪ 4)不引起接头的电化学腐蚀。
第7页/共18页
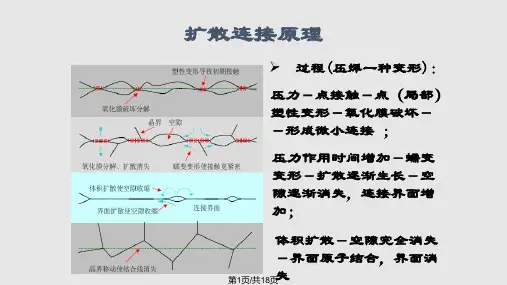
扩散连接的特点
▪ 1)接合区域无凝固(铸造)组织,不生成气孔、宏观 裂纹等熔焊时的缺陷。
▪ 2)同种材料接合时,可获得与母材性能相同的接 头,几乎不存在残余应力。
▪ 3)可以实现难焊材料的连接。塑性差或熔点高的同 种材料、互相不溶解或在熔焊时会产生脆性金属 间化合物的异种材料(包括金属与陶瓷),扩散 连接是可靠的连接方法之一。
▪ 4)精度高,变形小,精密接合。 ▪ 5)可以进行大面积板及圆柱的连接。 ▪ 6)采用中间层可减少残余应力。
第8页/共18页
扩散连接的缺点
▪ 1)无法进行连续式批量生产。 ▪ 2)时间长,成本高。 ▪ 3)接合表面要求严格。 ▪ 4)设备一次性投资较大,且连接工件的尺
寸受到设备的限制。
第9页/共18页
摩擦焊
▪ 利用焊件相对摩擦运 动产生的热量,使连 接端部达到热塑性状 态---然后迅速顶锻, 破碎界面氧化膜--并通过界面元素扩散 及再结晶冶金反应实 现可靠连接的一种压 力焊方法。
第10页/共18页