铝合金相图
- 格式:ppt
- 大小:4.56 MB
- 文档页数:40
1.1 引言6061铝合金是一种典型的可变形热处理铝合金, 具有良好的综合性能, 其成形方式主要为锻造成形, 其锻件被广泛地应用于汽车、摩托车和游艇上。
目前, 有关6061 铝合金材料的高温力学参数较少, 给该材料的高温性能研究带来了许多困难。
本文采用热压缩模拟试验, 根据所得数据, 确定了6061 铝合金的材料常数, 即激活能Q、应力指数n、应力水平参数A和结构因子A 等。
本文通过研究6061合金在不同退火处理条件下,对其微观组织的影响。
1.2铝概述铝是地壳中分布最广、储量最多的金属元素之一,约占地壳总质量的8.2%,仅次于氧和硅,比铁(约占5.1%)、镁(约占2.1%)和钛(约占0.6%)的总和还多。
它的化学元素符号为AL,在元素周期表中属第三主族,相对原子质量为26.9815,面心立方晶系,常见化合价为+3价。
我国拥有发展铝工业的优越条件,铝土矿储量丰富,可供开发电容量3.8×108kW,动力煤储量3300亿吨,以及十分充裕的劳动力后备军,资源居世界前列。
铝加工业包括铝加工的熔炼和铸造,铝及铝合金板、带、条、箔材,管、棒、型、线材,锻材和模锻件,粉材以及深加工产品的生产与经营,是一个涉及面很广、对国防军工现代化、国民经济发展和人民生活水平提高有重大影响的行业,是一个技术含量和附加值很高的产业。
铝加工是整个铝业产业链条中最强的一环。
世界铝及铝加工产业发展很快,已具有相当规模,中国已成为铝业打过,但还不是铝业强国,而且产品的比例仍不够协调,需要加大产品结构调整力度。
中国铝业的年增长速度大大高于世界各国,在不久的将来,中国会很快赶上世界先进水平。
除了进口一部分特殊管材、型材和棒材及特殊板、带、箔等工业用材外,建筑型材和铝箔已大批出口,成为净出口国。
由此可见,我国铝加工的产业结构和产品结构是极不合理的,需要大力调整。
另外铝加工装备的整体水平还不高,技术自主开发能力还不够强,与国外相比差距较大。
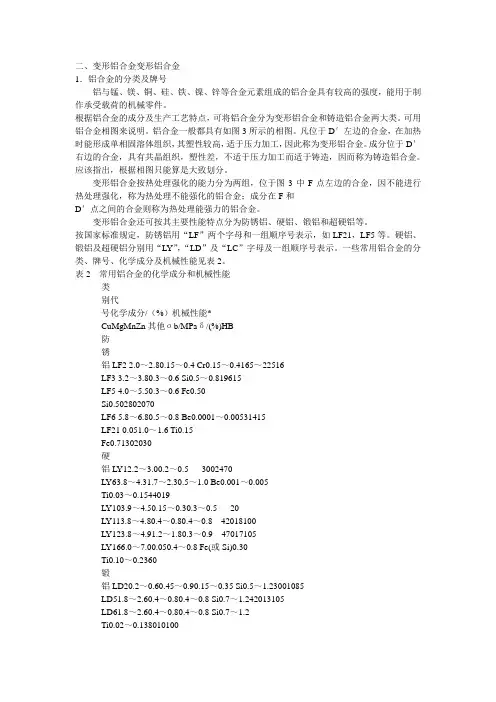
一、6063铝合金特点6063属低合金化的Al-Mg-Si系合金,国标GB/T 3190—1996规定该牌号的化学成分(%)为:Mg=0.45~0.90,Si=0.20~0.60,Fe≤0.35,Cu≤0.10,Mn≤0.10,Cr≤0.10,Zn≤0.10,Ti≤0.10,其它≤0.15,其余为Al。
其中Mg和Si为主要强化元素,形成主要强化相Mg2Si。
6063合金中Mg2Si含量为1.2%左右,Mg与Si的含量是按形成Mg2Si所需要的量,即Mg∶Si=1.73而设计的。
实际上按此比例往往Mg过剩,而过剩的Mg使Mg2Si在Al中的溶解度显著减少,降低强化效果,故多使Si稍偏高,过剩的Si有强化作用,但Si过剩太多则降低合金的抗蚀性。
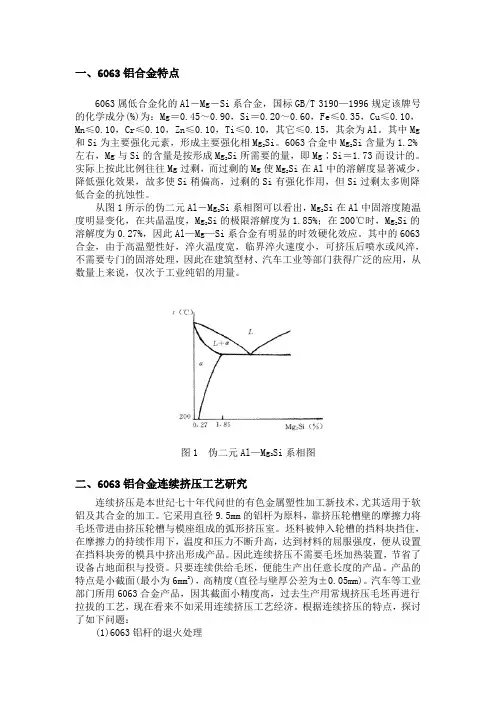
从图1所示的伪二元Al-Mg2Si系相图可以看出,Mg2Si在Al中固溶度随温度明显变化,在共晶温度,Mg2Si的极限溶解度为1.85%;在200℃时,Mg2Si的溶解度为0.27%,因此Al—Mg—Si系合金有明显的时效硬化效应。
其中的6063合金,由于高温塑性好,淬火温度宽,临界淬火速度小,可挤压后喷水或风淬,不需要专门的固溶处理,因此在建筑型材、汽车工业等部门获得广泛的应用,从数量上来说,仅次于工业纯铝的用量。
图1 伪二元Al—Mg2Si系相图二、6063铝合金连续挤压工艺研究连续挤压是本世纪七十年代问世的有色金属塑性加工新技术,尤其适用于软铝及其合金的加工。
它采用直径9.5mm的铝杆为原料,靠挤压轮槽壁的摩擦力将毛坯带进由挤压轮槽与模座组成的弧形挤压室。
坯料被伸入轮槽的挡料块挡住,在摩擦力的持续作用下,温度和压力不断升高,达到材料的屈服强度,便从设置在挡料块旁的模具中挤出形成产品。
因此连续挤压不需要毛坯加热装置,节省了设备占地面积与投资。
只要连续供给毛坯,便能生产出任意长度的产品。
产品的特点是小截面(最小为6mm2),高精度(直径与壁厚公差为±0.05mm)。

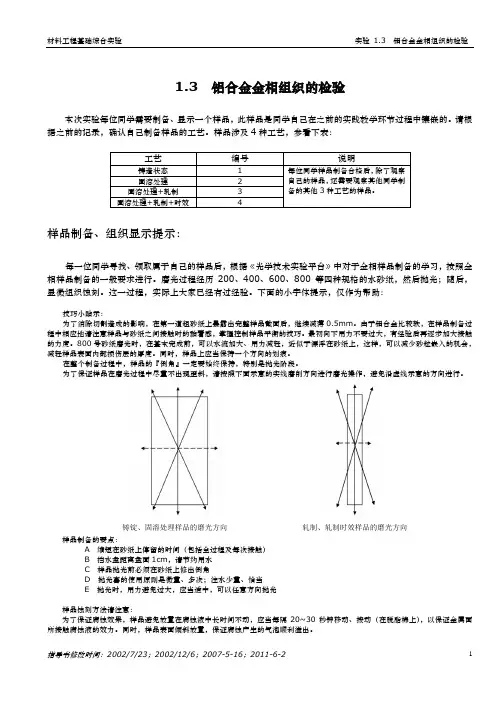
1.3 铝合金金相组织的检验本次实验每位同学需要制备、显示一个样品,此样品是同学自己在之前的实践教学环节过程中镶嵌的。
请根据之前的记录,确认自己制备样品的工艺。
样品涉及4种工艺,参看下表:样品制备、组织显示提示:每一位同学寻找、领取属于自己的样品后,根据《光学技术实验平台》中对于金相样品制备的学习,按照金相样品制备的一般要求进行。
磨光过程经历200、400、600、800等四种规格的水砂纸,然后抛光;随后,显微组织蚀刻。
这一过程,实际上大家已经有过经验。
下面的小字体提示,仅作为帮助:技巧小贴示:为了消除切割造成的影响,在第一道粗砂纸上暴露出完整样品截面后,继续减薄0.5mm。
由于铝合金比较软,在样品制备过程中相应地请注意样品与砂纸之间接触时的黏着感,掌握控制样品平衡的技巧。
最初向下用力不要过大,有经验后再逐步加大接触的力度。
800号砂纸磨光时,在基本完成前,可以水流加大、用力减轻,近似于漂浮在砂纸上,这样,可以减少砂粒嵌入的机会,减轻样品表面内部损伤层的厚度。
同时,样品上应当保持一个方向的划痕。
在整个制备过程中,样品的『倒角』一定要始终保持,特别是抛光阶段。
为了保证样品在磨光过程中尽量不出现歪斜,请按照下面示意的实线磨削方向进行磨光操作,避免沿虚线示意的方向进行。
铸锭、固溶处理样品的磨光方向轧制、轧制时效样品的磨光方向样品制备的要点:A 缩短在砂纸上停留的时间(包括全过程及每次接触)B 挡水盘距离盘面1cm,请节约用水C 样品抛光前必须在砂纸上修出倒角D 抛光膏的使用原则是微量、多次;注水少量、恰当E 抛光时,用力避免过大,应当适中,可以任意方向抛光样品蚀刻方法请注意:为了保证腐蚀效果,样品避免放置在腐蚀液中长时间不动,应当每隔20~30秒钟移动、按动(在脱脂棉上),以保证金属面所接触腐蚀液的效力。
同时,样品表面倾斜放置,保证腐蚀产生的气泡顺利溢出。
实验涉及到的设备、耗材、器具:M-2型预磨机,P-2型抛光机,帆船牌水砂纸,海军尼,金刚石抛光膏(2.5W ),培养皿,脱脂棉,不锈钢镊子,蚀刻剂,吸水纸以及金相显微镜(CK40M )。