第四章零件受力变形
- 格式:ppt
- 大小:2.81 MB
- 文档页数:61
机械制造工艺学部分习题解答4第四章:机械加工精度及其控制(第3版P226-228)4-1车床床身导轨在垂直平面内及水平面内的直线度对车削圆轴类零件的加工误差有何影响?影响程度各有何不同?答:导轨在垂直平面内的直线度引起的加工误差发生在被加工表面的切线方向上,是非敏感误差方向,对零件的加工精度影响小;导轨在水平面内的直线度引起的加工误差发生在加工表面的法线上是误差敏感方向,对加工精度影响大。
4-2试分析滚动轴承的外环内滚道及内环外滚道的形状误差(如图4-87题4-2图)所引起的主轴回转轴线的运动误差,对被加工零件精度有什么影响?答:轴承内外圈滚道的圆度误差和波度对回转精度影响,对工件回转类机床,滚动轴承内圈滚道圆度对回转精度的影响较大,主轴每回转一周,径向圆跳动两次。
对刀具回转类机床,外圈滚道对主轴影响较大,主轴每回转一周,径向圆跳动一次。
4-3试分析在车床上加工时,产生下述误差的原因:1)在车床上镗孔,引起被加工孔圆度误差和圆柱度误差;2)在车床三爪自定心卡盘上镗孔,引起内孔与外圆同轴度误差;端面与外圆的垂直度误差。
答:1)在车床上镗孔,引起加工孔的圆度误差是主轴圆跳动、刀杆刚度不足,圆柱度误差是车床导轨在水平面和垂直面的直线度误差。
2)在车床三爪卡盘上镗孔,工件同轴度误差原因可能是工件装夹误差、主轴圆跳动;端面垂直度误差原因是主轴轴向圆跳动(轴向窜动)。
4-4在车床两顶尖装夹工件车削细长轴时,出现4-88a,b,c,所示误差原因是什么?可以用什么方法来减少或消除?答:a)是属于工件在切削力的做用下发生变形(工件刚度不足),可以通过改变刀具的角度来减少径向切削分力、或者加装中心架或者跟刀架来减少变形。
b)是机床受力变形所致(机床主轴和尾座的刚度不足),可以通过提高机床各部件的刚度来改变。
c)由刀具磨损引起,可以采用耐磨刀具来切削,或较少单次切削深度来提高刀具耐磨性。
4-5试分析在转塔车床上将车刀垂直安装加工外圆(图4-89)时,影响直径误差的因素中,导轨在垂直面内和水平面内的弯曲,哪个影响大?与卧式车床比较有什么不同?为什么?答:如图4-89所示转塔车床的刀具安装在垂直面内,由于垂直面为误差敏感方向,所以导轨垂直面内的弯曲对工件直径误差影响较大。
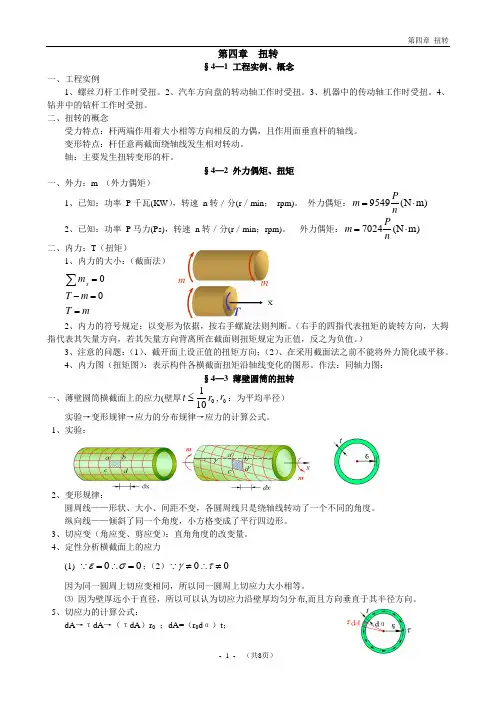
第四章 扭转§4—1 工程实例、概念一、工程实例1、螺丝刀杆工作时受扭。
2、汽车方向盘的转动轴工作时受扭。
3、机器中的传动轴工作时受扭。
4、钻井中的钻杆工作时受扭。
二、扭转的概念受力特点:杆两端作用着大小相等方向相反的力偶,且作用面垂直杆的轴线。
变形特点:杆任意两截面绕轴线发生相对转动。
轴:主要发生扭转变形的杆。
§4—2 外力偶矩、扭矩一、外力:m (外力偶矩)1、已知:功率 P 千瓦(KW ),转速 n 转/分(r /min ; rpm)。
外力偶矩:m)(N 9549⋅=nPm 2、已知:功率 P 马力(Ps),转速 n 转/分(r /min ;rpm)。
外力偶矩:m)(N 7024⋅=nPm 二、内力:T (扭矩) 1、内力的大小:(截面法)mT m T mx==-=∑002、内力的符号规定:以变形为依据,按右手螺旋法则判断。
(右手的四指代表扭矩的旋转方向,大拇指代表其矢量方向,若其矢量方向背离所在截面则扭矩规定为正值,反之为负值。
)3、注意的问题:(1)、截开面上设正值的扭矩方向;(2)、在采用截面法之前不能将外力简化或平移。
4、内力图(扭矩图):表示构件各横截面扭矩沿轴线变化的图形。
作法:同轴力图:§4—3 薄壁圆筒的扭转 一、薄壁圆筒横截面上的应力(壁厚0101r t ≤,0r :为平均半径) 实验→变形规律→应力的分布规律→应力的计算公式。
1、实验:2、变形规律:圆周线——形状、大小、间距不变,各圆周线只是绕轴线转动了一个不同的角度。
纵向线——倾斜了同一个角度,小方格变成了平行四边形。
3、切应变(角应变、剪应变):直角角度的改变量。
4、定性分析横截面上的应力(1) 00=∴=σε ;(2)00≠∴≠τγ因为同一圆周上切应变相同,所以同一圆周上切应力大小相等。
⑶ 因为壁厚远小于直径,所以可以认为切应力沿壁厚均匀分布,而且方向垂直于其半径方向。