丝印移印知识
- 格式:docx
- 大小:70.06 KB
- 文档页数:12
丝印移印知识
故障 原因
故障 原因
图象区域网孔不通 冲洗后残留水分去除不撤底
底片密度不够
曝光前涂好的模版存放过久
曝光前涂好的模版离热源过近
模版冲洗时乳剂脱落 模版曝光不足
曝光前乳剂未完全干燥
丝网表面有油污
印刷:套印不准 丝网张力不够
网距过大
一套网版张力不一致
丝网选择不当
承印材料移动
丝网图象有锯齿边缘 刮板太靠近网框边缘
印刷图象有锯齿边缘 模版处理技术不当
原稿阳圆底片质量差
网版清洗过于频繁
细微层次复制不好 模版曝光过度
印版与印物之间产生静电
油墨干固在模版上
印刷漏墨过多
刮板太软
刮板外形不适合
出现龟纹 丝网目数选择不当
加网角度不对
网点尺寸相关于丝网太细
刮板太硬
四色版加网角度不对
印刷品墨色不均匀 网距或者网版张力过小
模版厚度不均匀
模版图象尺寸相关于模版过大 制版:
张网过程中丝网撕裂 张力过大
张网前丝网有损坏
张网时拉力不均匀
丝网嵌进张网夹头不均匀
拉杆的夹角处或者之间应力的作用
拉紧过快
网框边棱锋锐或者表面有尖锐性凸
网版张力减少 张网时过快达到张力值
网框过弱
张力过大
丝网从网框上撕裂或者脱落
模版附着不牢 丝网除脂不好
曝光不足
印刷的模版未完全干燥
感光性模版材料过期
模版出现针孔 曝光不足
丝网上有杂质颗粒
使用侵蚀性油墨或者溶剂
阳圆与阴圆底片质量差
直接乳剂涂布时产生气泡
印刷期间印版冲洗过于频繁
印刷的分辨率差 模版曝光过度
使用未染色的丝网
原稿阳圆片密度不够
乳剂层未干就曝光
使用漫射光源
原稿底片与模版表面接触不好
感光性模版材料过期
曝光前涂好的模版存放过久
曝光前涂好的模版离热源过近
敏化剂存放过期
印刷边缘清晰度差 模版曝光不足
底片边缘质量差密度不够
模板乳剂面与底片接触不好 模版制作不好 刮墨不均匀
网版各部位的张力不一致
使用乳剂类型不对
有印刷条纹 刮板刃口磨损
[关闭窗口]
一、如何针对不一致之承印物选择丝网:
丝网的选择
聚酯网布 尼龙网布
普通油墨 光固油墨 普通油墨
精细印刷 线条印刷
光油
网点到28L/cm
网点从28L/cm到54L/cm 90-40 120-35
90-40 120-35
120-35 150-35
120-30 150-30
150-35
140-30 165-30
150-27 165-27 140-35 165-31
140-35 180-30
140-35 180-27
150-35 180-30
165-30 180-27
电路版 光固阻焊油墨
SMT焊膏
阻焊油墨:双组份
导电线高度<30my
35-70my
>70my
抗蚀油墨
抗电镀油墨
标记印刷 24-125 71-45
31-71
71-45 79-45
55-63
43-80 49-71
90-48 120-35
90-48 120-35
120-35 140-30
68-70 120-35
120-35 140-35
120-35
140-35 150-30
薄膜开关 绝层
银浆
胶粘剂
光固防蚀刻油墨
通常挥干油墨
透明窗口的光油 35-81 71-45
49-71 71-45
49-71 79-45
90-48 120-35
120-35
77-61 165-30
T衫 植绒
覆印
转移胶浆
颜料/染料,片状及线条印刷
通常的织物 31-100
31-100 39-80
35-80 90-48
39-80 71-45
47-55 胶浆直接印刷
转印昇华油墨
网点 55-63 120-35
77-61 120-35
63-48 71-61
织物印刷 大面积家居织物印刷(如毛巾等)
较软滑的印刷品(如桌布及窗帘)
较软滑及轻量印刷品(如围巾)
较软滑及轻量印刷品(如人造织物)
特轻质织物(特幼线条效果) 49-71
43-80 55-63
55-63 79-45
71-45
79-45 120-35
90-35
陶瓷印刷 照光层/水膜印刷
玻璃印刷,通常到精细
打底颜色
表面颜色/转移印刷
网点及线条印刷
金黄色与光泽的准备工作 31-100
63-63
43-80 100-40
79-45 150-30
100-40 165-30
120-35 165-30
62-70
43-80 100-43
77-61 150-35
100-43 165-30
120-35 180-30
物件印刷 遮盖力强油墨,大面积,
网点与细线印刷 100-40 120-35
120-35 165-27 140-35 150-30
150-30 180-27 100-43 150-35
120-35 180-30
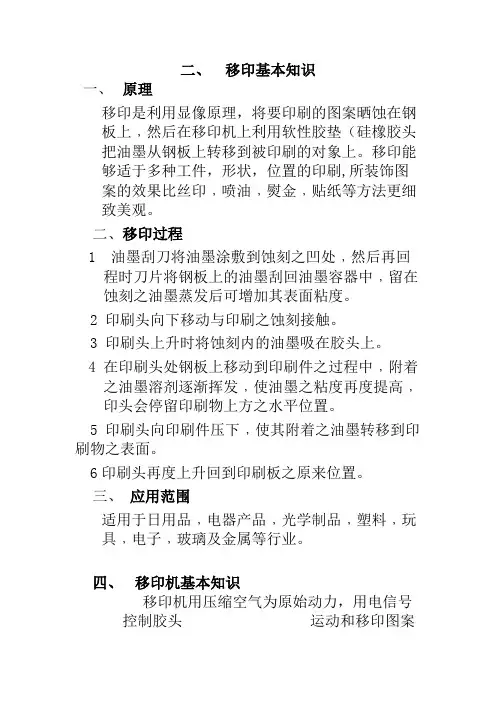
二、感光胶工作图示指引
1.配制感光胶
A
PLUS 2000
PLUS 6000
PLUS 7000
PLUS 8000
B
Aatosol 2000
Aatosol 3000
PIUS II
Sp-1200H
C
直接使用 PLUS 1-SR
XL
PF-28
PF-28A 2.涂布、干燥
曝光指引(100-40目/厘米白色丝网)
LAMP DISTANCE PLUS 1-SR PLUS II
Classis PLUS
2000 PLUS
6000 PLUS
7000 PLUS
8000 XL PF-28 PF-28A
2Kw MH 120cm 40-60 secs 3-4 mins 3-4 mins 4-5 mins 3-4 mins 3-4 mins 30-50 30-50 30-50
5Kw MH 120cm10cm 10-30 secs 1-2 mins 1-2 mins 2-3 mins 1-2 mins 1-2 mins 15-25 15-25 15-25
COLOUR 颜色 蓝 蓝 紫 紫 蓝 蓝 蓝 蓝 蓝
固体含量 35% 34% 34% 44% 34% 38% 42% 42% 38%
粘度 70-75 poise 60-65
poise 60-75
poise 60-65 poise 70-75
poise 65-70
poise
-------------------------------------------------------------------------------------
三、感光膜操作图示指引
1.网版前处理
2.贴膜、干燥
3.揭膜
4.曝光、显影、干燥
曝光指引(100-40目/厘米白色丝网)
曝光灯 距离 CapilleX15 CapilleX18 CapilleX25 CapilleX35 CapilleX50 MS-15 MS-30
2Kw 120cm 1分钟 2分钟 2分钟 3分钟 5分钟 50秒 80秒
5Kw 120cm 40秒 1分钟 1分钟 1.5分钟 2.5分钟 20秒 35秒
四、曝光时间测定
准确的曝光时间,可借助曝光时间曝光片测量。这种曝光时间测算片设计用以通过五种曝光效果的比较,能够快速与简单地确定 感光模版材料的最佳曝光时间。
它还帮助您核对分辨率与清晰度,与某种情况的光线作用。它由五组清晰度标板与字体构成。
第一组后面没有滤色片,曝光系数为1.0。
其它四组标板后面各有一块中性灰滤色片用来减少到达网版的光量,系数分别为0.7、0.5、、0.33、0.25。因此你可同时进行五种曝光。
使用曝光时间测算片前先预测您所使用的网版感光材料厂大致的曝光时间(可根据您使用的产品随附的资料),然后以双倍计。
将曝光时间测算片与感光模版系统曝光(尺的药膜面要贴紧网版面),并以普通的方式显影。
显影后从五组标板图案中选出效果最好的一个。
比如你已确定最佳曝光为0.5,用这个系数乘总的时间,您将得到最佳的曝光。
比如:你原先预测的大致曝光时间为2.5分钟。以双倍计,则测试时对模版曝光是为5分钟。显影后,假如最佳系数大概是0.5,用5乘0.5等于2.5分钟。因此,你的预测曝光时间是正确的。
注意 :
(1) 假如系数1.0看起来是最佳曝光,则需要以刚才的方法重新测试,但要将刚才的曝光时间再双倍计。
(2) 假如系数0.25是最佳的,以刚才的曝光时间之一半重新测试。