基于PLC的电厂输煤自动化控制系统设计
- 格式:docx
- 大小:28.81 KB
- 文档页数:4
基于PLC的输煤系统自动化控制设计原理随着现代工业的发展,自动化控制系统在各个领域得到了广泛的应用。
在输煤系统中,自动化控制技术的应用不仅可以提高生产效率,降低人工成本,还能保障生产安全。
本文将介绍基于PLC的输煤系统自动化控制设计原理。
一、PLC概述PLC(ProgrammableLogicController,可编程逻辑控制器)是一种广泛应用于工业自动化领域的数字运算控制器。
它通过编程存储器执行用户编写的程序,对输入/输出信号进行逻辑、定时、计数和算术运算等处理,并通过数字或模拟输出信号控制外部设备的工作。
PLC 具有可靠性高、抗干扰能力强、易于扩展和维护等优点。
二、输煤系统简介输煤系统主要用于将煤炭从原料仓输送到锅炉,主要包括原煤仓、输送带、破碎机、筛选机、煤仓等设备。
输煤系统的稳定运行对锅炉的燃烧效果和生产安全具有重要意义。
三、基于PLC的输煤系统自动化控制设计原理1.输入/输出信号采集PLC需要实时采集输煤系统中的各种输入/输出信号,包括设备运行状态、故障报警、物料浓度、输送带速度等。
这些信号通过传感器、开关等设备传输给PLC,为后续控制提供数据基础。
2.控制逻辑设计根据输煤系统的工艺要求,设计合适的控制逻辑。
以输送带为例,当原煤仓中的煤炭达到一定高度时,PLC会输出信号控制输送带启动,将煤炭输送到煤仓。
同时,PLC会监测输送带运行状态,如发生故障,立即输出报警信号并停止输送带运行,确保生产安全。
3.定时/计数功能PLC具有定时和计数功能,可用于输煤系统中的设备运行时间、物料计数等。
例如,PLC可以监测破碎机的运行时间,当达到设定的运行时间后,自动启动筛选机,实现煤炭的筛选作业。
4.模拟量处理输煤系统中涉及到的物料浓度、输送带速度等参数为模拟量信号,PLC可以通过模拟量输入模块进行采集,并进行相应的处理和控制。
例如,PLC可以根据物料浓度实时调整输送带的速度,保证煤炭的正常输送。
5.通信功能现代PLC具有强大的通信功能,可用于实现输煤系统各设备之间的数据交换和远程监控。

基于plc的输煤控制系统毕业设计目录基于plc的输煤控制系统毕业设计.............................................................................................. i i 目录............................................................................................................................................... i i 第一章 (1)绪论 (1)1.1 引言 (1)1.1.1 中控室PLC集中连锁控制 (1)1.1.2 机旁连锁就地控制 (1)1.2 课题的背景与意义 (1)1.3系统的需求与分析 (2)1.3.1 目前存在的主要问题 (2)1.3.2 带式输煤程控系统分析 (3)1.4 PLC的应用 (4)1.4.1 PLC应用情况 (4)1.4.2 控制系统功能 (4)1.5 本文主要研究内容 (5)第2 章 PLC原理及应用 (6)2.1 PLC的简介 (6)2.1.1 CPU主要具有以下功能 (6)2.1.2 存储器 (7)2.1.3 输入、输出接口电路 (7)2.2 PLC有哪些特点 (7)2.2.1 模块化设计 (7)2.3 PLC的工作原理 (8)2.3.1 逐条扫描 (8)2.3.2 循环扫描 (8)2.3.4 程序执行 (8)2.3.5 输出刷新 (8)第3章带式输送机控制系统的设计 (9)3.1 带式输送机控制系统简介 (9)3.1.1 带式输送机控制系统概述 (9)3.1.2 带式输送机控制系统的特点 (9)3.2 带式输送机控制系统结构 (10)3.2.1 设备组成要求 (10)3.2.2 设备的控制方式 (11)3.3 系统的设计与实现 (13)3.3.1 系统的安全设计 (13)3.3.2 带式输送机控制系统流程设计 (15)[键入文字]3.3.3 PLC程序设计 (16)3.4 生产管理功能要求 (16)3.5 本章小结 (17)第4章 PLC输煤控制系统功能实现 (18)4.1 控制系统功能 (18)4.1.1 开关量输入模块 (18)4.1.2 配料控制模块 (18)4.2 报警功能 (19)4.3 控制原理 (19)4.3.1 配比控制 (19)4.3.2 自动调节过程 (20)4.3.3 控制规则 (20)4.4 系统实现的功能 (20)4.4.1 PLC实现的功能 (20)4.4.2 上位机功能 (20)4.5 部分程序梯形图 (20)结论 (23)致谢 (24)参考文献 (25)附录 (26)阳泉学院————毕业设计说明书第一章绪论1.1 引言带式输送机主要用与输煤设备,输煤设备的控制系统可分为皮带运输机(包括筛碎设备、除铁、除木、除尘设备和计量设备)的控制、卸煤设备的控制、煤场机械的控制和给配煤系统设备的控制四个部分。
基于组态软件和PLC的火电厂给煤控制系统设计基于组态软件和PLC的火电厂给煤控制系统设计摘要PLC是80年代发展起来的一种新型的电器控制装置,它的诞生给工业控制带来了一次革命性的飞越。
它将传统的继电器控制技术和计算机控制技术融为一体,具有灵活通用、可靠性高、抗干扰能力强、编程简单、使用方便、功能强大、易于实现机电一体化等显著优点,已经广泛应用于工业生产的各种自动控制过程中。
电厂输煤系统是电力生产过程中非常重要的外围辅机系统,输煤控制系统具有控制设备多、工艺流程复杂、设备分散等特点,沿线环境条件恶劣,粉尘、潮湿、振动、噪音、电磁干扰等都比较严重,传统的强电集中控制方式已不能适应大型火电厂输煤系统自动化的要求,PLC程控方式由于其自身优点,目前在国内大型火电厂输煤系统中已逐渐取代常规的强电集中控制方式,成为大型火电厂输煤程控系统的核心。
燃煤输送是锅炉运行的一个重要环节,如何保证设备运行的可靠性、减少操作人员与维护人员劳动强度、提高经济效益,成为一个值得研究的课题。
可编程控制器(PLC)是近年来发展极为迅速,应用面极广,以微处理器为核心,集微机技术、自动化技术、通信技术于一体的通用工业控制装置。
它具有功能齐全、使用方便、维护容易、通用性强、可靠性高、性能价格比高等优点,已在工业控制的各个领域得到了极为广泛的应用,成为实现工业自动化的一种强有力工具,并以工业电视为辅助手段对现场设备的运行状态进行视频监控、替代传统的现场巡检,确保了输煤系统安全、可靠、高效和经济的生产运行。
关键词火电厂,紫金桥,给煤控制,可编程控制器毕业设计(论文)AbstractPLC is the 80's developed a new type of electrical control devices, which brought about the birth of the industrial control over a revolutionary. It will relay the traditional control technology and computer control technology together with a flexible general-purpose, high reliability and strong anti-interference ability, programming is simple, easy-to-use, powerful and easy to implement, such as mechanical and electrical integration of significant advantages, has been widely used in a variety of automatic control of industrial production process.Coal power plant electricity production system is very important to the process of the external auxiliary system, coal conveying control system with control equipment and more complex processes, equipment and other features distributed along environmental conditions, dust, humidity, vibration, noise, electromagnetic interference are more serious, traditional way of strong centralized control of power can not meet the large-scale coal power plant automation system, PLC controlled manner because of its advantages in large-scale coal power plant systems have gradually replaced conventional strong centralized control of power the way to become large-scale coal thermal power plant control system.Coal-fired boiler transmission is an important part, how to ensure the reliability of equipment and reduce operator and maintenance personnel working strength, enhance economic efficiency, as a subject worthy of study. Programmable Logic Controller (PLC) is very fast in recent years, with wide application to the microprocessor as the core, set computer technology, automation technology, communication technology in one of the common industrial control devices. It has a full-featured, easy to use, easy maintenance, high universality, high reliability and high cost performance has been in various areas of industrial control has been a wide range of applications, industrial automation has become a powerful tool and television industry as a means of supporting the operation of equipment on-site video surveillance state, to replace the traditional on-site inspection to ensure that the coal handling system is safe, reliable, efficient and economic operation of the production.Key words Power Plant,Real,Supplying Coal Control, Programmable Logic Controller .目录摘要 (I)Abstract .......................................................................................................................... I I 1 引言 . (1)1.1火电厂输煤系统 (1)1.2输煤程控简介 (1)1.3输煤程控系统控制方式及其功能特点 (3)1.4输煤控制系统概况及工艺要求 (4)1.5输煤顺序控制系统国内外发展趋势 (4)1.6本次设计的主要目的 (5)2 可编程控制器简介 (6)2.1可编程控制器的定义 (6)2.2PLC的特点 (6)2.3PLC的应用领域 (6)2.4PLC的工作模式 (7)2.5PLC的工作原理 (7)2.6叶轮给煤机上位机与PLC通讯 (8)3 叶轮给煤机系统监控画面设计 (9)3.1监控软件的功能及基本使用方法 (9)3.2控制系统硬件设计 (10)3.2.1 叶轮给煤机控制系统工况分析 (10)3.2.2 叶轮给煤机控制系统构成及功能说明 (10)3.3监控软件设计 (12)3.3.1监控画面设计与功能开发 (12)3.3.2监控画面数据动态联接 (17)4 PLC梯形图程序设计 (19)4.1编程软件介绍 (19)4.2梯形图程序设计 (20)结论 (22)致谢 (23)参考文献 (24)附录 (25)1 引言1.1 火电厂输煤系统大型火力发电厂输煤系统主要由轮斗机、翻车机、皮带输送机、碎煤机及犁煤器等设备组成,用于完成从煤场到原煤仓按计划定时上煤工作。
摘要输煤系统是电厂的重要组成部分,电厂输煤系统运作的性能关系到电厂生产效率以及工人的身体健康。
由于早期的输煤系统的自动化水平不高,人工作业量大,维护困难等缺点,与现代化工业需求不相适应,因此提高输煤系统自动化程度是必然选择。
电厂输煤以往的控制方式落后,本文采用S7-200系列的PLC,以PLC为核心,设计电厂输煤控制系统,实现输煤系统的启停,进煤量的检测与调节,及备用系统自动切换功能。
首先从输煤系统工艺流程出发,对控制系统分析,设计合理的方案。
其次,在硬件部分中对各设备选型,分析需要控制的量,有称重信号,速度信号,报警信号,各设备启停,进煤量调节。
以S7-200 PLC作为主控制器,设计电机和变频器的控制电路,绘制电气控制原理图,通过PLC对变频器的控制达到对皮带机运行速度的控制,从而实现进煤量的调节。
最后,在软件部分,设计系统流程图和编写系统的控制程序,以及对组态监控界面的设计实现对系统的监控。
在这输煤系统中,进煤量控制调节由触摸屏监控,不用在工业现场人工操作,减少工作量,提高输煤效率。
关键词:输煤系统;PLC;变频器;监控AbstractThe coal handling system is an important part of power plant, and the operating performance of coal handling system will affect the productivity of a power plant and the health of its workers. Since the early coal handling systems have the defects such as low automation level, a large amount of manual work and maintenance difficulties, which are incompatible with the needs of modern industry, increasing the automations level of coal handling system is inevitable.The previous control methods of the coal handling system are backward. This thesis used the S7-200 series of PLC as the core to design the coal handling control system which could realize start and stop of coal handling system, detection and regulation of coal feed and automatic switching of backup system. First, with the technological process of the coal handling system as a starting point, it analyzed the control system and designed a reasonable plan. Second, in the hardware part, it selected various devices and analyzed the amount to be controlled, such as weighing signal, speed signal, alarm signal, motor start-stop as well as coal testing and regulation. With S7-200 PLC as the master controller, it designed the control circuit of motor and transducer, drew the electrical control schematics, and realized control over the belt conveyor speed through control over inverter via PLC, so as to regulate the coal feed. Finally, in the software part, it designed the system flow chart, wrote the system control program, and designed the configuration monitoring interface to monitor the system.In the coal conveying system, coal feed control and regulation are monitored via the touch screen, which requires no manual operation in the industrial field, reduces workload, and improves the coal handling efficiency.Key words:Coal handling system;PLC;Inverter;Monitor目录第1章绪论 (1)1.1 输煤系统的背景 (1)1.2 输煤系统的现状 (1)1.3 课题研究的内容及意义 (2)第2章方案设计 (4)2.1 概述 (4)2.2 系统方案分析设计 (4)2.2.1 系统工艺流程 (4)2.2.2 系统分析设计 (5)2.2.3 进煤量控制算法 (7)2.3 系统组成总体结构 (9)第3章控制系统设计 (10)3.1 PLC简介及选型 (10)3.1.1 PLC的概念及发展 (10)3.1.2 工作原理 (10)3.1.3 基本结构 (11)3.1.4 PLC选型 (12)3.2 系统设备选型 (14)3.2.1 给煤机 (14)3.2.2 皮带机 (15)3.2.3 滚轴筛 (17)3.2.4 碎煤机 (18)3.2.5 犁煤器 (20)3.2.6 皮带秤 (21)3.2.7 锅炉 (22)3.2.8 温度传感器 (23)3.2.9 称重传感器 (24)3.2.10 速度传感器 (25)3.3 触摸屏通讯 (26)3.4 变频调速 (27)3.4.1 变频调速原理 (27)3.4.2 变频器选型 (30)3.4.3 变频器参数设置 (31)3.4.4 变频器外部电路设计 (31)3.5 各设备主电路设计 (32)3.5.1 皮带机主电路设计 (32)3.5.2 其它设备主电路设计 (33)3.6 I/O地址分配 (34)3.7 I/O扩展模块 (34)3.8 PLC外部电路的设计 (34)第4章软件设计 (35)4.1 系统流程图设计 (35)4.1.1 主流程图设计 (35)4.1.2 停车流程图设计 (36)4.2 系统程序设计 (37)4.2.1 PLC编程软件 (37)4.2.2 程序设计 (38)第5章系统组态 (39)5.1 MCGS组态软件 (39)5.2 组态 (41)第6章结论 (43)参考文献 (44)致谢 (46)附录I (47)附录II ........................................................................................ 错误!未定义书签。
毕业设计论文输煤系统的PLC控制设计第一章PLC简介1.1 PLC的基本知识可编程控制器(Programmable Controller)是计算机家族中的一员,是为工业控制应用而设计制造的。
早期的可编程控制器称作可编程逻辑控制器(Programmable Logic Controller),简称PLC,它主要用来代替继电器实现逻辑控制。
随着技术的发展,这种装置的功能已经大大超过了逻辑控制的范围,因此,今天这种装置称作可编程控制器,简称PC。
但是为了避免与个人计算机(Personal Computer)的简称混淆,所以将可编程控制器简称PLC。
PLC实质是一种专用于工业控制的计算机,其硬件结构基本上与微型计算机相同,基本构成为:电源、中央处理单元(CPU)、存储器、输入输出接口电路。
1.2 PLC的特点PLC的特点PLC的主要特点:高可靠性、丰富的I/O接口模块、采用模块化结构、编程简单易学PLC的编程大多采用类似于继电器控制线路的梯形图形式、安装简单,维修方便。
PLC的功能 1、逻辑控制 2、定时控制 3、计数控制 4、步进(顺序)控制 5、PID控制 6、数据控制:PLC具有数据处理能力 7、通信和联网。
其它:PLC还有许多特殊功能模块,适用于各种特殊控制的要求,如:定位控制模块,CRT模块。
1.3 PLC的应用S7-200系列在集散自动化系统中充分发挥其强大功能。
使用范围可覆盖从替代继电器的简单控制到更复杂的自动化控制。
应用领域极为广泛,覆盖所有与自动检测,自动化控制有关的工业及民用领域,包括各种机床、机械、电力设施、民用设施、环境保护设备等等。
如:冲压机床、磨床、印刷机械、橡胶化工机械、中央空调、电梯控制、运动系统。
目前,PLC在国内外已广泛应用于钢铁、石油、化工、电力、建材、机械制造、汽车、轻纺、交通运输、环保及文化娱乐等各个行业。
第二章输煤系统的设计方案2.1输煤系统控制要求设计条件:设计一电厂输煤系统,设备包括给煤机、皮带机、振动筛、破碎机等。
摘要从1996年开始我国的发电量就稳居世界第二,而在我国煤炭资源丰富,热力发电厂大部分都是火力发电厂,火电厂中的输煤系统是其重要的组成部分.由于火电厂中运行的环境差和劳动强度大,我们想迫切地想用一种非人力工作来代替我们的人体手工劳动。
改变这种状况的时间是人类发明了可编程逻辑控制器(programmable logic controller,简称PLC),根据电厂的实际情况,在输煤系统自动化改造工程中一般采用可编程逻辑控制器实现对生产设备的自动检测与控制。
电厂输煤程控系统一般包括卸煤系统、储煤系统、上煤系统和配煤系统几个部分,具有组成设备多且位置分散、设备间联锁关系强、设备运行环境恶劣、安全性可靠性要求高等方面特点,一般采用以可编程控制器(PLC)为主要控制设备的监控系统来实现对整个工艺过程的控制。
本文在了解输煤流程和设备的基础上,通过输煤流程图和输煤皮带保护图统计出设备数目,进而统计所需I/O点的数目,进行PLC选型.介绍PLC在输煤控制系统中的应用,主要是通过输煤皮带控制、控制犁煤器抬起落下和叶轮给煤机控制来实现的,最后提出输煤系统的控制策略。
从而改善了火电厂的工作坏境,提高了火电厂的工作效率。
关键词输煤系统,PLC,火电厂AbstractSince 1996 our country’s power is ranks second in the world, and in my country is rich in coal resources, thermal power plants are mostly coal-fired power plants, coal conveying system in thermal power plants is an important part of it. Due to thermal power plants running in the environment and the intensity of labor is big, we want to desperately want to work with a kind of human to replace our human manual labor。
基于PLC的发电厂输煤系统设计摘要:本设计在分析皮带输送机集中控制系统功能基础上,以PLC为中心设计了单条皮带和单台给煤机的自动控制系统。
使用传感器采集皮带偏移量,PLC 针对不同的偏移情况做出对应的报警、停止运行等自动控制。
该系统由操作控制台和PLC组成,用于实时管理和显示操作信息。
PLC主要完成现场信号的采集和实时控制。
关键词:输煤系统;皮带跑偏;PLC控制1、引言发电厂输煤系统在实际应用中较为广泛,而作为输煤系统中重要组成部分,皮带运输机的和除铁机功能实现,对于输煤效率有直接影响。
本文以输煤系统中皮带运输机的皮带为研究对象,利用PLC实现皮带跑偏的监控控制。
通过PLC实现皮带跑偏的自动检测与报警,能够帮助相关人员第一时间识别报警到现场进行检修。
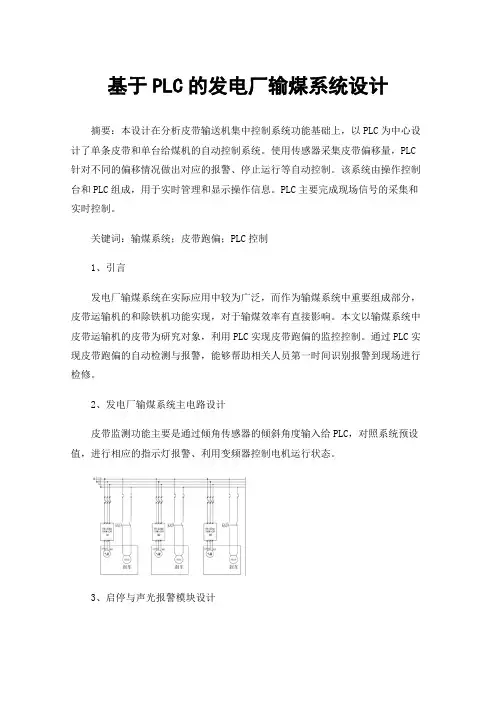
2、发电厂输煤系统主电路设计皮带监测功能主要是通过倾角传感器的倾斜角度输入给PLC,对照系统预设值,进行相应的指示灯报警、利用变频器控制电机运行状态。
3、启停与声光报警模块设计在本设计中,启停模块有启动、停止两种模式。
启动又分为两种操作方式,一是可以通过现场的启动按钮控制,二是可以在触摸屏上操作启动按键进行控制,来实现程序的启动。
停止按钮有系统正常停止与系统急停两种,急停按钮在实际生产线上每隔5米左右会安装一个,以便在发生紧急情况时及时按下从而停止系统运行。
触摸屏上设置的启动停止按键,通过控制PLC内部触点,进行系统的启动与停止。
同时急停开关应安装在带式输送机长度方向一定距离处,当工人巡检发现紧急情况时,按下急停开关即可实现急停。
声光报警模块具有视觉、听觉两方面的报警,一是视觉方面的:报警模块主要采用三色灯实现报警功能,同时还会用蜂鸣声进行报警。
4、跑偏检测与传送带控制模块设计跑偏检测利用传感器对输送线皮带进行偏移值测量,使用倾角传感器,可以实时将皮带偏移程度传送给PLC,在输送线的各段的左右两侧都会安装一对倾角传感器,实际输送线的长度可达几十米,需要每隔5米左右安装一对传感器,方便更加精准的检测到皮带偏移情况。

基于PLC的电厂输煤控制系统的方案分析摘要输煤系统是火力发电企业生产系统的重要组成部分,承担着为电力生产运煤的任务,如何保证输煤系统的稳定性与安全性,是电厂企业经营管理的重要内容。
由于电厂输煤系统工作环境恶劣、设备数量多、劳动强度大,采用传统的控制系统难以保障输煤系统的可靠性,抗干扰能力强、易于掌握、可靠性高、响应速度快的PLC控制系统得到了广泛的应用。
文章在介绍电厂输煤控制系统的基础上,对基于PLC的电厂输煤控制系统方案进行了简要的分析。
关键词PLC;电厂输煤控制系统;方案分析作为电厂重要的原料供给系统,输煤系统是电厂企业管理的重点和难点,因此如何提高输煤控制系统的稳定性和可靠性显得尤为重要。
我国电厂输煤控制系统从上个世纪六十年代的继电器集中控制系统以来,依次经历了晶体管集成电路逻辑控制系统、PLC控制系统和基于PLC、上位机、工业电视的输煤控制系统四个阶段。
目前,我国许多电厂使用的输煤控制系统都属于最后一种,输煤系统的稳定性得到了很大的改善和提高。
1 电厂输煤程控系统目前我国电厂输煤系统的控制系统实际上是以PLC为核心,遵循步进控制原理,使输煤系统内部协调、高效、稳定运行的一系列硬件与软件设备设施。
1.1系统流程输煤控制系统依靠PLC与工业触摸屏等实现对实时数据信号的收集、处理与显示,为保证输煤系统的稳定、高效运行,输煤控制系统中包含设备启停控制程序与报警控制程序。
设备启停控制程序与报警控制程序的编制需要结合输煤系统的实际需要,例如报警控制程序的编制需要结合堆煤传感器等传感器设备采集的燃煤高度等动态指标数据。
1.2控制对象输煤控制系统的对象包括细碎机、筛分机、带式输送机、给煤机等设备,需要以先进的仪器与技术进行智能控制。
1.3自动除铁计量煤量为确保燃煤中所含的金属成分维持在合理范围内,需要在输煤系统中加设除铁器和相应的探测器。
如果探测器检测到燃煤中金属含量超过合理范围,将自动延时停机、启动除铁器,经过除铁工序且探测器确认金属含量达标的情况下,探测器自动启动系统进入下道工序。
基于PLC的火电厂输煤控制系统设计摘要:火电厂的规模越来越大,规模越大,对输煤控制系统的要求也越来越严格。
本文主要以PLC为基础对火电厂输煤控制系统进行一系列的研究,探讨系统的设计原理和硬件以及软件的设计过程,然后研究出一套可行的控制措施,让输煤系统的运行逐渐往自动化发展,从而让火电厂的工作环境更加安全。
关键词:PLC;火电厂;输煤控制系统引言:随着全球能源需求的不断增长,火电厂作为主要的能源供应方式之一,其规模和技术水平不断提升。
火电厂的生产过程中,输煤系统起着至关重要的作用,它负责将燃料从储煤场输送至锅炉燃烧室,以保证火电厂的正常运行。
然而,传统的输煤系统存在运行效率低、安全隐患大、人工操作繁琐等问题,难以满足现代火电厂的需求。
1 火电厂的输煤系统具有什么作用可编程逻辑控制器(PLC)是一种比较自动化的设备,可以用于许多工厂的生产系统,有一定的抗干扰能力,并且编程的效率也更高。
所以PLC是可以应用在火电厂的输煤控制系统的设计过程中的,这样就可以让整个系统更加自动化,系统运行也会减少劳动力的应用,同时也会让整个系统的生产过程更加安全。
本来以PLC技术为基础进行研究,对输煤控制系统的各个方面进行深入的探讨。
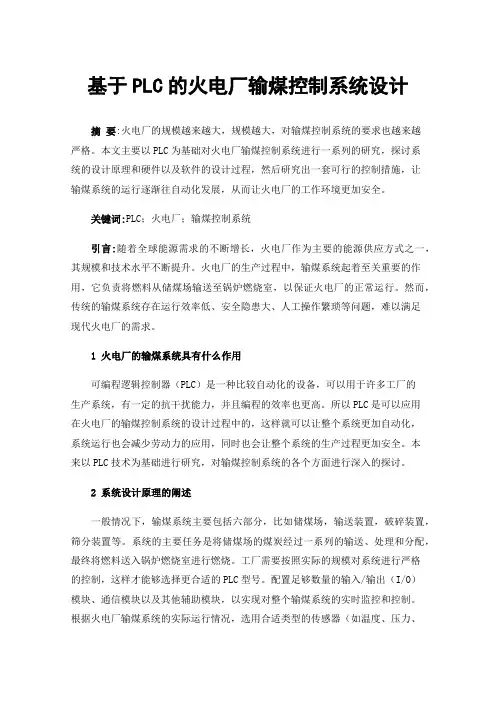
2 系统设计原理的阐述一般情况下,输煤系统主要包括六部分,比如储煤场,输送装置,破碎装置,筛分装置等。
系统的主要任务是将储煤场的煤炭经过一系列的输送、处理和分配,最终将燃料送入锅炉燃烧室进行燃烧。
工厂需要按照实际的规模对系统进行严格的控制,这样才能够选择更合适的PLC型号。
配置足够数量的输入/输出(I/O)模块、通信模块以及其他辅助模块,以实现对整个输煤系统的实时监控和控制。
根据火电厂输煤系统的实际运行情况,选用合适类型的传感器(如温度、压力、流量等)和执行器(如变频器、电机、阀门等)。
要将传感器安装在系统上的特殊部位,这样可以对输煤系统的整个情况进行监测;将执行器安装在输煤设备上,根据PLC发送的控制信号进行相应的操作。
基于PLC的输煤自动控制系统设计陆大同;杨超;李文芳【摘要】The system is the source of coal into coal bunker pulverized coal which is supplied to the combustion power for use. Design using Siemens CPU315-2DP as main control unit,controlled on all components of the coal handling system,through hardware configuration ET200M distributed I/O site to realize the distributed control system based on PROFIBUS-DP communication and distributed control for geographical dispersion equipment. In the realization of the system against the coal flow sequence startup,in coal stream order stop,stop interlock failure,severe faults emergency stop,automatic blending function at the same time,solved the problems existed in the system,such as falls coal pipe is easy toplug;convey or belt is easy to tear and the collapse,the conveying belt deviation.%系统是将煤源的煤炭处理成煤粉供给到原煤仓以备燃烧发电使用.设计中采用西门子CPU315-2DP担任主控单元,控制输煤系统的所有组成部分,采用PROFIBUS-DP通信方式通过硬件组态ET200M分布式I/O站点来实现分布式控制系统,分布控制地域分散的各种设备.在实现系统逆煤流顺序启动、顺煤流顺序停止、故障联锁停止、严重故障急停、自动配煤等功能的同时,解决了该类系统存在的落煤管容易堵塞、输送皮带容易撕裂和塌陷、输送皮带跑偏等问题.【期刊名称】《电气传动》【年(卷),期】2017(047)011【总页数】5页(P55-59)【关键词】输煤;西门子PLC;PROFIBUS-DP通信;分布式I/O;自动控制【作者】陆大同;杨超;李文芳【作者单位】百色职业学院机电工程系,广西百色 533000;百色职业学院机电工程系,广西百色 533000;湖南机电职业技术学院电气工程学院,湖南长沙 410151【正文语种】中文【中图分类】TM614输煤系统是从卸煤装置起直至把煤运到锅炉房原煤斗的整个生产工艺流程[1]。
杭州职业技术学院继续教育学院毕业设计(论文)(10 届)基于PLC的热电厂输煤系统控制系别电气10专业电气自动化班级电气10姓名陈滔指导教师卢望2012年03 月20 日基于PLC的热电厂输煤系统控制学生姓名:陈滔学号:093821014 专业电气自动化论文设计简介:由于热电厂输煤系统运行条件恶劣,各类干扰信号较多,使得抗干扰问题成为输煤程控实际运行及调试中的一大难题,直接关系到整个输煤系统的安全运行。
热电厂的输煤程控系统改造为背景,详细分析和设计了一套PLC控制主要是输煤系统的自动控制和手动控制部分,皮带机和各设备的联机控制由联机控制面板操作,提高系统可靠性的方法,提出了一些具体措施,从硬件和软件两个方面着手,研究了信号抗干扰方法和实施手段,并在热电厂程控改造工程中予以使用,工程实践表明:该系统运行可靠,抗干扰能力强,自动化程度高,为实现设备的状态检修奠定了必要的物质基础。
设计的内容:1 PLC控制能够实现安全高效的工作;2 满足输煤系统的各项技术要求;3 具体内容包括改造输煤系统的流程,控制系统软件构成,PLC程序编写等。
设计希望解决的问题:此项设计为了研究用PLC来设计整个输煤系统能有效的减少对人体的伤害及加强工作效率。
设计的内容热电厂输煤系统分卸煤和上煤两大部分,料斗和1#-3#皮带负责把煤由铁路配煤场输送到发电房。
煤在配煤场经碾碎去渣和铁硝后,由给煤机给煤经4A#-7A#到0#或4B#-7B#到0#送进锅炉,共12条皮带。
在我的此次设计中,综合考虑设计的实用性和其性价比,我采用了一台PLC控制整个系统,有卸煤部分和上煤部分两个独立的部分;PLC和PC机不通信。
PLC控制主要是输煤系统的自动控制和手动控制部分,皮带机和各设备的联机控制由联机控制面板操作。
研究的方法和技术路线1.查阅资料,选定设计方案2.确定设计方案3.PLC的选择4.比较得出结论5.撰写设计论文目录摘要 (Ⅰ)Abstrac (Ⅱ)第1章绪论 (1)1.1基于PLC的输煤控制系统的意义 (1)第2章可编程序控制器的概况 (2)2.1 PLC的概念及发展 (2)2.1.1可编程序控制的历史 (2)2.2 可编程序控制器的硬件及工作原理 (3)2.2.1 可编程序控制器的基本结构 (3)2.2.2 可编程序控制器的物理结构 (4)第3章系统的硬件设计 (5)3.1 PLC机型的选择 (5)3.1.1 系统机型的选择 (5)3.2 电动机的机型 (6)3.3 电机主电路的设计 (8)第4章系统的软件设计 (9)4.1系统软件控制 (9)4.2卸煤部分的控制 (11)4.3上煤部分的控制 (19)第5章控制面板的设计 (34)结束语 (36)参考文献 (37)致谢 (38)附录 (39)基于PLC的热电厂输煤控制系统设计热电厂输煤传送带控制系统摘要:传统的热电厂输煤系统是一种基于继电接触器和人工手动方式的半自动化系统。
本科毕业设计(论文) 题目:基于PLC程控输煤系统的设计与控制本科毕业设计(论文) 题目:基于PLC程控输煤系统的设计与控制基于PLC程控输煤系统的设计与控制摘要火力发电厂燃煤输送系统是保证电厂锅炉安全可靠运行的十分重要的支持系统,主要负责对发电机组燃煤的卸载、储存和上煤。
如何保证设备运行的可靠性、减少操作人员与维护人员劳动强度、提高经济效益,成为一个值得研究的课题。
可编程逻辑控制器(PLC)是近年来发展极为迅速,应用面极广,以微处理器为核心,集微机技术、自动化技术、通信技术于一体的通用工业控制装置。
它具有功能齐全、使用方便、维护容易、通用性强、可靠性高、性能价格比高等优点,已在工业控制的各个领域得到了极为广泛的应用,成为实现工业自动化的一种强有力工具。
本文基于西门子公司的S7-200型PLC,设计了程控输煤系统。
各设备之间均实现了安全联锁保护控制功能:系统中的输煤电机启停是有着严格的控制顺序。
起动时,为了避免在前段运输皮带上因煤料堆积而造成事故,系统要求逆煤料的流动方向按一定时间间隔顺序起动。
停止时为了不使运输皮带上因残留煤料而造成事故,系统要求顺煤料流动方向按一定时间间隔顺序停止。
PLC控制系统硬件设计布局合理,工作可靠,操作、维护方便,工作良好。
用 PLC程控输煤程控系统,不但实现了设备运行的自动化管理和监控,提高了系统的可靠性和安全性,而且改善了工作环境,提高了企业经济效益和工作效率。
因此PLC程控输煤系统具有一定的工程应用和推广价值。
关键词:锅炉;输煤系统;皮带运输机;可编程逻辑控制器;梯形图;Based On PLC,Program-controlled Coal Conveying SystemAbstractThermal power plant coal conveying system is the guarantee of safe and reliable operation of the power plant boiler is very important support system, is mainly responsible for generating sets of coal unloading, storage and coal. How to ensure the reliability of equipment operation, reduce the operating and maintenance personnel the labor strength, improve the economic benefit, has become a topic worth studying. Programmable logic controller (PLC) is developing very rapidly in recent years, a wide application, microprocessor as the core, integrating microcomputer technology, automation technology and communication technology in the integration of general industrial control device. It has complete functions, convenient use, easy maintenance, strong commonality, high reliability, high ratio of performance to price, has been in the areas of industrial control is widely used and become a powerful tool to realize industrial automation.This article is based on Siemens S7-200 PLC, program-controlled coal conveying system is designed. Between various devices are realized safety interlock protection control function: the coal conveying system motor start-stop is fairly strict control sequence. When starting, in order to avoid in front transport belt accident caused by the accumulation of coal material, system requirements inverse coal material flow direction in a certain time interval starting sequence. Stops in order not to make the transport belt accident, caused by residual coal feeding system requirements along the coal flow direction in a certain time interval sequence stops. PLC control system hardware design layout is reasonable, reliable work, convenient operation and maintenance, good work. With PLC program-controlled coal SPC system, not only has realized the automation of the equipment operation management and monitoring, to improve the reliability and security of the system, and improve the working environment, improve the enterprise economic benefit and work efficiency. So the PLC program-controlled coal conveying system has a certain value for engineering application and promotion.Key Words: Boiler;Coal conveying system;Belt conveyor;Programmable logic controller;Ladder diagram;目录中文摘要 (I)英文摘要 (II)1 绪论 (1)1.1课题背景 (1)1.2设计任务 (2)1.3本文主要研究内容 (2)1.4本文研究的目的及意义 (3)2 可编程逻辑控制器PLC概况 (4)2.1plc的概念及发展 (4)2.1.1可编程序控制器的历史 (4)2.2可编程序控制器的硬件及工作原理 (5)2.2.1可编程序控制器的基本结构 (5)2.2.2可编程序控制器的物理结构 (6)3 系统的硬件设计 (7)3.1PLC机型选择 (7)3.2电动机的选型 (9)3.3电机主电路图设计 (10)4 S7-200PLC及其开发环境介绍 (11)4.1S7-200PLC介绍 (11)4.2Microwin32介绍 (15)5 系统的软件设计 (22)5.1系统软件控制 (22)5.2程控输煤系统启动部分控制 (25)5.3程控输煤系统停止部分控制 (26)5.4程控输煤系统紧急停止和故障停止部分控制 (27)5.4.1紧急停止部分控制 (27)5.4.2故障停止部分控制 (27)6 上位机(触摸屏)的设计 (38)6.1触摸屏机型选择 (38)6.2起始画面的设计 (38)6.3一二号系统画面的设计 (39)6.4传感器监测画面的设计 (40)6.5报警画面的设计 (41)6.6趋势画面的设计 (42)7结论 (45)参考文献 (46)致谢.......................................... 错误!未定义书签。
基于PLC的电厂输煤自动化控制系统设计摘要:近年来,PLC技术在我国得到了广泛应用。
本文利用可编程控制技术对火力发电厂输煤自动化控制系统进行设计,保证火力发电过程中输煤过程的稳定顺利,提高发电厂的工作效率,保证电力能源的稳定供应。
关键词:输煤系统;PLC控制技术;自动化控制1 火力发电厂输煤系统概述不同的火力发电厂因为其发电功率不同,并且各个工作机构的组成部分位置存在着一定的差异,所以各个发电厂的输煤系统具体流程有所不同,但是总体思路较为统一。
通常需要将燃料煤炭从煤炭存储车间运输到具体的燃烧机组进行燃烧发电。
通常发电厂输煤系统主要包含3个部分,分别为控制操作系统、电气控制系统以及操作设备系统。
其中,控制操作系统主要布置在操作控制室内,对现场的操作机器以及操作部件进行控制,包括设备的启动、停止,现场工作设备状态的监测以及对现场工作状况的数据采集分析等工作,是整个输煤系统的控制核心;电气控制系统主要布置在现场工作的各个设备之中,大部分布置在设备驱动机构附近,通过相应的数据传输系统,对操作控制中心传输的数字信号进行接收,并且对现场控制设备进行指令操作,达到需要进行的工作效果。
同时,当现场设备存在故障或者发生意外事故时,能够较为迅速地进行停机操作,并且将现场采集到的故障信号进行反馈,使控制中心人员能够较为准确地进行判断,并且对产生故障的部位进行定位,方便下一步的故障排除操作,提高工作效率;现场设备具体包括煤炭供给机构、煤炭传输带轮机构、除尘除铁设备、煤炭破碎设备等具体工作设备。
在煤炭进行传输之后,需要对其进行处理,包括除尘、除铁操作,保证煤炭中的杂质被抽离,提高煤炭的纯度。
在燃烧之前,需要进行碎煤操作,通常碎煤操作分为2部分,分别为粗碎煤和细碎煤,保证煤炭燃烧彻底,提供较多的能源原料。
2 PLC自动化控制技术概述可编程控制技术是一种较为专业的数字运算操作系统,主要应用于工业领域。
因其具有较为灵活的程序编辑方式,并且通过设定的逻辑运算、逻辑处理、控制顺序以及定时定量等指令操作模式,可以控制设备的工作状态,进而保证工作过程的稳定运行。
基于 PLC的输煤控制系统的设计摘要:火电厂的输煤系统是保证火电厂平稳运行的关键。
基于火电厂输煤工序噪声、粉尘等有害因素较多,危害职工生命健康,本文设计了一套基于PLC控制的输煤智慧监盘系统,实现了输煤过程中的现场无人值守。
关键字:PLC控制、输煤、无人值守。
火电厂的输煤系统工序存在噪声污染、粉尘、机械伤害等有害因素,会造成耳鸣、尘肺病等职业病,直接损害现场巡检人员的身体健康。
基于“以人为本”的发展理念,设计了一套现场无人值守的输煤智慧监盘系统,可有效地避免员工与有害因素的直接接触。
本套系统利用除铁器除去煤料中的铁块、碎钉等,可有效的防止皮带的划伤,利用传感器可以精准测量皮带是否跑偏、有无撕裂、料仓是否满位、犁煤器的动作是否到位等一系列的问题。
再结合PLC控制系统即可实现输煤过程中现场的无人值守。
1 系统总体设计本文以陕西金泰氯碱化工有限公司的输煤系统为原型,设计了一套自动化输煤系统。
该系统采用西门子S7-1500 PLC控制系统,硬件系统配置图如下:本系统共有西门子S7-1500 PLC 系统模块21块,共六种,现将各模块的功能简介如下:1.1系统电源(PS)系统电源(PS)通过U行连接器连接到背板总线,并专门为背板总线提供内部所需的系统电源,这种系统电源可为模块电子元件和LED指示灯供电。
当CPU 模块、PROFIBUS通讯模块、Ethernet通讯模块以及接口模块等模块,没有连接到DC24V电源上,系统电源可以为这些模块供电。
1.2 CPU模块CPU 模块为PLC系统中央控制处理单元,PLC系统的核心组成部分,用于存储和执行用户应用程序。
1.3数字量输入(DI)模块数字量输入(DI)模块将现场的数字量信号转换成CPU可接收信号,SIMATIC S7-1500 PLC 的DI有直流16点、直流32点以及交流16点。
数字量输入(DI)模块主要接收现场泵类的启停指令、反馈、故障信号,阀门的开关指令、反馈、故障信号等。
基于PLC的电厂输煤自动化控制系统设
计
摘要:在火力发电厂中,由于煤炭运输系统较为重要,并且在实际的工作环
境中,环境较为恶劣,同时发电厂面积较大,煤炭总体数量庞大,人为控制难度
较大,因此采用可编程控制技术对其自动化控制系统进行设计,保证其顺利的工作。
基于此,下文将对基于PLC的电厂输煤自动化控制系统设计展开详细的分析。
关键词:PLC;电厂输煤;自动化控制系统;设计
1 PLC自动控制技术概述
可编程控制技术是一种专业的数字操作系统,主要用于工业。
由于其程序编
辑模式更加灵活,通过设定逻辑操作、逻辑处理、顺序、时间和数量控制模式可
以控制设备的运行状态,从而确保工作过程的稳定运行。
随着工业技术的发展,
可编程控制技术也根据不同的工业需求逐步开发和扩展,开发出更多的工业模块。
火电厂自动化控制水平较低,且具有一定的实际安装难度和推广难度,因此采用
可编程控制技术对我国火电厂的发展具有一定的促进作用。
在可编程控制系统中,CPU单元是整个系统的核心,起着重要的作用。
通过外围接口和编程获取的输入
数据,通过数据处理技术进行集成,进行分析计算。
同时,CPU单元对PLC内部
的电源和电路系统进行诊断,并对输入程序指令进行校准。
通过扩展接口,经过
处理的信息数据和处理器系统的工作状态通过输出单元输出,经过处理的信息通
过与存储器单元的交互传输。
在内存中,通过用户输入命令指令,每个程序读取
和执行命令操作。
根据执行命令后的操作结果,输出得到的数据结果,并通过数
据交换接口进行数据输出和交换。
2 PLC具有的优势
2.1 稳定性强
PLC控制技术是源于上世纪后半期的一种运用于工业控制上的新型设备,它
能够同时实现自动控制与通信技术双重作业,所以,从设备的应用性能上来说,
其本身具有比较好的稳定性。
如果将这种控制技术与传统的运输控制技术相比较,它在一定程度和一定范围内是具有较大的优势的,例如,它能使火电厂运输系统
的运输效率得到大幅度的提升,并能够有效地降低安全事故发生的几率。
从这个
方面考虑的话,增强运输系统的稳定性能够使单位面积产能内火电厂的能量耗损
降到最低值,这对于火电厂节能减排,提高运营效率是很有利的。
因此,笔者认为,PLC控制技术的稳定性作用是举足轻重的。
2.2 耗能少,维修方便
若以PLC举例的话,新近产出的一些产品在科学技术的强力推动下,以一种
朝着体积小,重量轻,能耗低的趋势发展。
它仅仅相当于几个继电器的大小,因
此可将开关柜的体积缩小了很大的一部分,而且其功耗瓦数低。
由于它的体积小
的一些特性,因此,它比较易于装入机械的内部,是实现机体一体化的理想控制
设备。
传统的运输设备同时工作的设备多,体积庞大,在程序的运行中如果出现
问题的话,维修起来会相对困难,耗时也会较长,将极大地影响火电厂的日常运作,影响火电厂的整体效益。
这对火电厂的可持续发展是极不利的,更重要的是,由于火电厂的生产效益受到运输设备的阻碍,将会极大的影响其作为民生项目的
功效,影响电力供给,因此,PLC技术耗能小,维修方便是具有极大的意义的。
3 基于PLC的电厂输煤自动化控制系统设计
3.1 输煤控制系统硬件设计
根据输煤系统的控制要求结合现场的实际情况和检测控制的I/O点数,煤场
环境较为恶劣,湿度、粉尘颗粒物较多,输煤控制系统的安全可靠至关重要,出
于上述条件的考虑,为确保输煤控制系统的安全、稳定、可靠,控制系统选用施
耐德公司的140系列CPU67160型号的PLC,专用于冗余热备的功能管理。
为保障
控制系统的安全、可靠、稳定性,PLC的CPU采用热备冗余设计,配置两套相同
的PLC主机,当主CPU出现故障时,会自动切换到备用CPU上,此时备用的就成
为了主CPU,此模块上提供了100Mb/S的光纤接口,主备CPU之间通过光纤连接,
完成数据的互相备份,并通过LCD显示屏诊断热备功能。
与CPU模块在同一背板
上的还有CPS(电源)模块,CRP(远程I/O通信)模块,RIO头用于在CPU与安
装在单独背板上的RIO子站模块之间进行双向通信。
远程I/O架构,采用基于
S908RIO通信协议的远程网络技术,这种通信速率不随站点数和通信距离的增加
而衰减;还有两个NOE(网络通信)模块,用于与上位机之间的通信连接。
设计
时在每个机柜内留有15%的备用余量,防备以后增加测量控制点之用,PLC控制
器的处理能力也要留有一定的余量。
3.2 输煤控制系统软件设计
软件的设计也是非常重要的,主要是根据相应的标准将工艺的程序图转换为
梯形图,过程的编写则是其具体实现形式。
在应用阶段,好的设计方案是非常关
键的。
(1)程序的设计理念。
基本的程序,不但可以利用独立的程序对简单的
生产过程进行控制与管理,还能组合成模块化的单元程序,基本程序机构有很多种,需根据生产需要进行合理的选择。
模块化的程序,则是对一个总体的控制目
标程序进行划分,进而得到多个小的程序模块,接着再逐一进行编写、调试,最
后将其组成一个完整的程序。
在当前的自动化系统中,多数采用的是这种设计理念,因为各个生产模块都有其独立性,互相之间又有着一定的联系,可进行修改,适用于比较复杂的生产过程。
(2)程序的设计要点。
I/O点数分配,应基于从前
至后的基本原则,将相关信号数据进行汇总、分析,以便于后续的维护。
当然,
不能重复应用一个编号。
此外,系统中大量用到的内部继电器等,也要进行集中
分配。
3.3 煤炭运输控制系统监控设计
煤炭运输控制系统的监控设计完成了上位机的监控配置画面,服务器和上位
机的配置画面采用iFlX5.1配置设计,完成现场数据采集显示、操作控制和工艺
流程实时监控。
用于上位机和服务器的增强故障转移(冗余切换)。
定义两个SCADA节点作为逻辑节点使用,其中一个SCADA节点在软件运行时处于活动状态,另一个SCADA节点处于备用状态。
活动节点不断地将基于内存的进程数据库(PDB)复制到备用节点,以便在两个数据库之间同步数据。
这两台服务器非常
接近,使用交叉电缆。
利用这些技术构建更直观的画面,为操作人员提供方便,
确保数据的完整性。
根据现场煤炭运输系统的流程和实际情况,l/O驱动程序、数据库、任务、文件路径等,在iFlX中建立l/O地址对应的数据库,完成监控画面的配置。
监控画面包括登录画面、输煤主画面、上卸煤画面、配煤画面、数据查询、历史趋势图、报表生成、报警等画面。
显示数据是动态的数据,便于更直观容易查看历史趋势,建立一个公共二级历史趋势图和标签替换脚本,当点击数据时,会弹出数据历史曲线的二次屏幕图,方便操作人员直接查询历史趋势,为设备的诊断提供可靠的数据。
4 结束语
综上所述,本文通过分析我国火力发电厂煤炭运输系统的基本情况,结合可编程控制技术对电厂输煤自动控制系统进行设计。
通过对各个系统部件的组成功能进行分析,并且结合可靠性分析计算,保证输煤自动化控制系统可靠运行。
同时,通过多组数据点进行对比分析,可以看出,基于可编程控制系统所设计的输煤自动化控制系统运行较为精确,具有一定的应用价值。
参考文献:
[1]马冬宝,曲鸣飞.基于PLC的电厂输煤自动化控制系统设计[J].煤炭技术,2018,37(07):237-239.
[2]张剑斌.浅谈燃煤电厂输煤控制系统的设计与优化[J].江西煤炭科
技,2018(01):62-64.
[3]张英亮,隋涛.基于PLC的电厂输煤控制系统的设计应用[J].工业控制计算机,2017,30(01):6-7.。