钢筋混凝土工程质量通病防治措施PPT课件
- 格式:ppt
- 大小:1.47 MB
- 文档页数:43

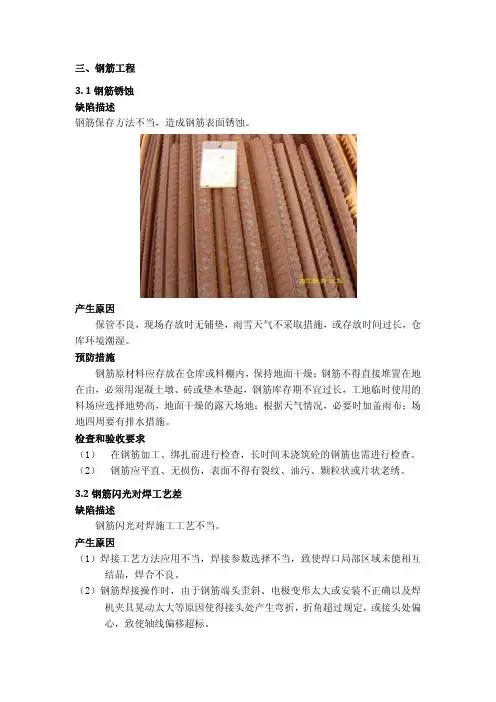
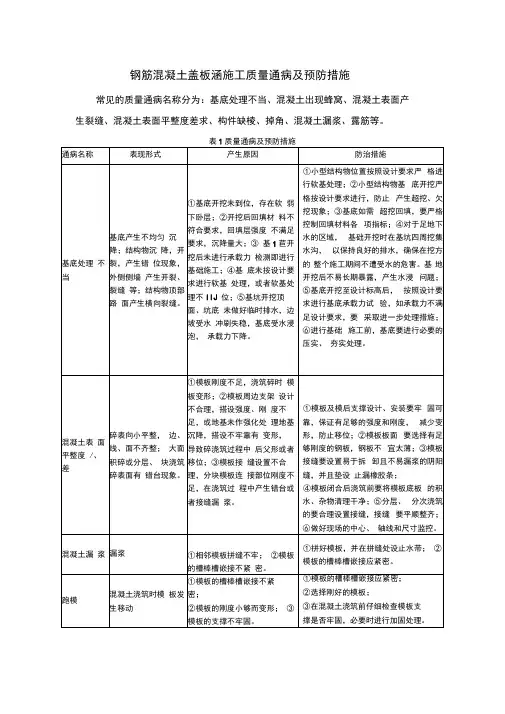
三、钢筋工程3. 1钢筋锈蚀缺陷描述钢筋保存方法不当,造成钢筋表面锈蚀。
产生原因保管不良,现场存放时无铺垫,雨雪天气不采取措施,或存放时间过长,仓库环境潮湿。
预防措施钢筋原材料应存放在仓库或料棚内,保持地面干燥;钢筋不得直接堆置在地在由,必须用混凝土墩、砖或垫木垫起,钢筋库存期不宜过长,工地临时使用的料场应选择地势高,地面干燥的露天场地;根据天气情况,必要时加盖雨布;场地四周要有排水措施。
检查和验收要求(1) 在钢筋加工、绑扎前进行检查,长时间未浇筑砼的钢筋也需进行检查。
(2) 钢筋应平直、无损伤,表面不得有裂纹、油污、颗粒状或片状老绣。
3.2钢筋闪光对焊工艺差缺陷描述钢筋闪光对焊施工工艺不当。
产生原因(1)焊接工艺方法应用不当,焊接参数选择不当,致使焊口局部区域未能相互结晶,焊合不良。
(2)钢筋焊接操作时,由于钢筋端头歪斜、电极变形太大或安装不正确以及焊机夹具晃动太大等原因使得接头处产生弯折,折角超过规定,或接头处偏心,致使轴线偏移超标。
预防措施(1)对断面较大的钢筋理应采取预热闪光焊工艺,但却采用了连续闪光焊工艺;在焊接或热处理时,应夹紧钢筋;焊前应仔细清除锈斑、污物,电极表面应经常保持干净,确保导电良好。
(2)使钢筋端头弯曲时,焊前应予以矫直或切除;经常保持电极的正常外形,变形较大时应及时修理或更新,安装时应力求位置准确。
(3)夹具如因磨损晃动较大,应及时维修,接头焊接完毕,稍冷却后再小心地移动钢筋。
检查和验收要求(1)焊接工艺方法选择:当钢筋直径较小(d≤20mm)、钢筋级别较低,可采用连续闪光焊;当钢筋直径较大,端面较平整时,宜采用预热闪光对焊;当端面不平整时,则应采用闪光-预热闪光对焊。
(2)对焊焊接操作:a、连续闪光焊:通电后,应借肋操作杆使两钢筋端面轻微接触,使其产生电阻热,并使钢筋端面的凸出部分互相熔化,并将熔化的金属微粒向外喷射形成火光闪光,再徐徐不断地移动钢筋形成连续闪光,待预定的烧化留量消失后,以适当压力迅速进行顶锻,即完成整个连续闪光焊接。