奥太焊机维修培训教材
- 格式:doc
- 大小:33.00 KB
- 文档页数:6

奥太氩弧焊机315说明书摘要:一、引言二、奥太氩弧焊机的概述三、氩弧焊机的组成部分四、氩弧焊机的使用方法1.准备工作2.焊接操作3.注意事项五、氩弧焊机的维护与保养六、结论正文:【引言】奥太氩弧焊机315 是一款高效、稳定的焊接设备,广泛应用于各种金属焊接领域。
本文将对该款焊机的使用方法和维护保养进行详细介绍。
【奥太氩弧焊机的概述】奥太氩弧焊机315 采用先进的逆变技术,具有焊接效率高、电弧稳定、操作简便等特点。
适用于不锈钢、低碳钢、低合金钢等材料的焊接。
【氩弧焊机的组成部分】奥太氩弧焊机315 主要由电源、控制器、焊枪、氩气瓶等部分组成。
电源提供稳定的输出电压;控制器负责对焊接过程进行控制;焊枪负责传导电流,进行焊接操作;氩气瓶提供氩气,保护电弧,提高焊接质量。
【氩弧焊机的使用方法】1.准备工作a.检查氩气瓶内氩气是否充足,并确保氩气流量适中;b.接通电源,打开控制器,进行系统自检;c.调整焊接电流、电压、焊接速度等参数,确保符合实际焊接需求;d.确保焊枪连接良好,并检查焊枪喷嘴是否堵塞。
2.焊接操作a.将待焊金属置于适当位置,用焊枪触及焊接部位;b.开启氩气,进行氩弧保护;c.调整焊接参数,使电弧稳定燃烧;d.保持焊接速度均匀,避免过快或过慢导致焊接质量下降;e.焊接完成后,关闭氩气,断开电源,进行焊枪清洁。
3.注意事项a.操作过程中,请勿触碰氩气喷嘴,以免烫伤;b.焊接过程中,请勿离开操作现场,以确保安全;c.定期检查氩气瓶及焊枪,发现问题及时处理;d.使用完毕后,请将设备放回原位,并做好清洁工作。
【氩弧焊机的维护与保养】1.定期检查氩气瓶内氩气是否充足,如有不足,及时充气;2.每半年检查焊枪喷嘴,如有堵塞,及时清理;3.每季度检查电源、控制器等电气部分,确保连接良好,无短路、漏电等现象;4.保持设备工作环境干燥,避免水、灰尘等杂物进入设备内部;5.非专业人员,请勿擅自拆卸、维修设备,以免造成安全事故。
奥太焊机维修培训教材第一章焊接基础知识§1—1概述焊接是金属材料连接的最基本方法之一,它具有低成本.永久性.可靠性高的特点。
目前有,焊接广泛应用于金属材料间的连接,并对所焊产品产生更大附加值。
焊接作为一种现代主导制造工艺技术,正逐步集成到产品的主寿命过程,即从设计开发.工艺制定.制造生产,到运行服役.到运行服役.失效分析.维护.再循环等产品的各个阶段.焊接装备作为一种广泛的系统工程,大量应用于机械制造.电力建设.石油化工.交通运输设备.建筑工程.航天航空.电子器件.家用电器.医疗器械.通讯工程等众多领域。
几乎有金属应用的地方,都有焊接现象。
一焊接装备焊接装备金包括焊接电源设备.焊接辅机具和切割设备。
近几年来,我国焊接装备的技术水平和制造能力不断提高,绝大多数焊接装备能够足国内市场的需要,一些专机.电脑套设备和部分通用焊接设备还向外国出口。
1.在电弧焊接机中,以逆变焊机为代表的直流焊机所占比例不断提高。
2.电弧焊接设备中,自动.半自动焊机所占比例不断提高。
3.数控切割机的制造已形成一定的规模,但配套的等离子切割电源还要大量进口,专用的数控切割设备品种不多。
4.焊接机器人制造能力,制造水平和推广应用有待进一步提高。
国内投产使用的焊接机器人绝大部分从国外进口,与日本.美国.西欧等国家相比,焊接机器人的数量极少,正常运行率不理想.5.我国在特种焊机.成套设备及其他焊接装备方面发展较慢。
很多国产新型焊接设备自行研制开发的少,正常运行率不理想。
6.焊接设备,焊枪和配件制造的自动化程度不高,手工作业较多,产品性能稳定和一次合格率有待提高。
二.焊接技术应用在重型机械.冶金机械.矿山工程机械.电子锅炉.压力容器.石油化工.机车车辆.汽车等行业,不同地应用了数控切割以及弧焊.电渣焊.co2气保焊.tig焊.mig焊.mag焊.电阻焊.钎焊等焊接方法。
近些年来,我国焊接科技和生产技术水平有了很大发展,但整体水平与发达国家相比还存在很差距。

用途及特点奥太WSM系列逆变式脉冲氩弧焊机(以下简称WSM系列焊机)包含有WSM-160、WSM-200、WSM-315、WSM-400等规格。
可用于直流恒流氩弧焊、直流脉冲氩弧焊以及手弧焊,实现碳钢、不锈钢、铜、钛等各种材料的焊接。
由于该系列焊机具有理想的静外特性及良好的动态特性,控制功能比较完备,因此它表现出如下特点:IGBT高频软开关变换,效率高,体积小,重量轻;采用无源功率因数校正,功率因数高;控制调节性能好,一机多用,使用方便;起弧容易、电弧稳定,焊接质量高;脉冲电流、脉冲频率、脉冲宽度在较大范围内可任意调节。
手弧焊飞溅小,电流稳定,可靠性高,焊缝成形好.安全注意事项一般安全注意事项请务必遵守本说明书规定的注意事项,否则可能发生事故。
输入电源的设计施工、安装场地的选择、高压气体的使用等,请按照相关标准和规定进行。
无关人员请勿进入焊接作业场所内。
请有专业资格的人员对焊机进行安装、检修、保养及使用。
不得将本焊机用于焊接以外的用途(如充电、加热、管道解冻等等)。
如果地面不平,要注意防止焊机倾倒。
防止触电造成电击或灼伤请勿接触带电部位。
请专业电气人员用规定截面的铜导线将焊机接地。
请专业电气人员用规定截面的铜导线将焊机接入电源,绝缘护套不得破损。
在潮湿、活动受限处作业时,要确保身体与母材之间的绝缘。
高空作业时,请使用安全网。
不用时,请关闭输入电源。
避免焊接烟尘及气体对人体的危害请使用规定的排风设备,避免发生气体中毒和窒息等事故。
在容器底部作业时,保护气体会沉积在周围,造成窒息。
应特别注意通风。
避免焊接弧光、飞溅及焊渣对人体的危害请佩戴足够遮光度的保护眼镜。
弧光会引起眼部发炎,飞溅及焊渣会烫伤眼睛。
请使用焊接用皮质保护手套、长袖衣服、帽子、护脚、围裙等保护用品,以免弧光、飞溅及焊渣灼伤、烫伤皮肤。
防止发生火灾、爆炸、破裂等事故焊接场所不得放置可燃物,飞溅和烫焊缝会引发火灾。
焊接电缆与母材要连接紧固,否则会发热酿成火灾。
第四章 ZX7系列手工/氩弧焊机§4-1 焊条手工焊对焊机的要求电弧是电弧焊接的热源、力源。
焊机是电弧能量的供应者。
焊机应满足焊接工艺的要求,保证引弧容易,电弧稳定,焊接规范稳定,以及足够宽的焊接规范和稳定调节范围。
主要的要求有:电源外特性、燃烧稳定性、焊接稳定性与焊接质量。
1、焊机的外特性:陡降外特性(1)电源—电弧系统稳定工作条件:tgαa —tgαp >0 电弧静特性的斜率tg αa ,电源静特性的斜率tg αp (2)空载电压:越高越容易引弧,(AC 电弧稳定),但不经济、不安全。
DC 焊机的空载电压<113V 。
(3)稳态短路电流I SS 稍大于焊接电流I (利于引弧,太大后飞溅增大。
1.25<I SS /I <2。
2、焊机的调节特性输出不同工作电压、电流的可调性能。
通过电源外特性的调节实现。
包括回路焊接电缆压降在内的,符合某种约定关系负载电压与负载电流称为约定负载电压与约定负载电流(无感电阻下测定)。
焊条手工焊电源:U=20+0.04I I>600A 时U=44V TIG 焊电源:U=10+0.04I I>600A 时U=34V 3、焊机的动特性合适的短路电流峰值(引弧,加速熔化和过渡)1.5I;合适的短路电流上升速度;恢复电压最低值(30v)的时间适当。
4、焊机的极性根据焊条的性质和焊件所需热量,手弧焊在阳极、阴极材料相同时,阳极区温度高。
酸性焊条(E4013):厚钢板采用直流正接可以获得较大熔深,薄钢板采用直流反接可以防烧穿或者采用交流。
碱性低氢钠焊条:用于重要结构,采用直流反接,可以减少飞溅、气孔,并能使电弧稳定。
(药皮Ca F,分解出电离电位较高的F,使电弧稳定性降低;直流正接熔滴过渡时,受熔池射来的正离子流撞击(质量比电子大,阻碍熔滴过渡的力大造成飞溅,电弧不稳);直流反接,减少飞溅,且熔池处于阴极,焊条射来的氢正离子与熔池表面的电子中和,减少气孔。
5、电弧燃烧的稳定性指电弧保持稳定燃烧(不产生断弧、飘移和磁偏吹等)的程度。
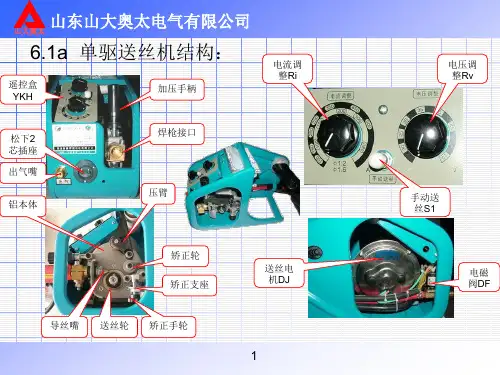
山东山大奥太NBC-500型焊机维修手册山东山大奥太电气有限公司山大奥太NBC-II维修手册注:以NBC-500-II焊机为基准 1山东山大奥太电气有限公司山大奥太目录:1 焊机结构2 主回路原理及器件3 故障维修4 断电检测5 通电检测6 送丝机构7 气保焊枪8 维修和保养2山东山大奥太电气有限公司山大奥太1 焊机结构3山东山大奥太电气有限公司山大奥太内容提示:1.1 前面板:1.2 后面板:1.3 俯视图:1.4 右侧视图:1.5 左侧视图:1.6 维修工具:4山东山大奥太电气有限公司山大奥太1.1 前面板:电流显示工作指示保护指示表SXBA 灯LED1 灯LED2电压显示表SXBV电感调节收弧电流电位器W1电位器W2收弧电压电位器W3 状态选择开关KD1控制方式选择开关KD2通风板送丝机控制插座KC输出正极输出负极OUTNOUTP5山东山大奥太电气有限公司山大奥太1.2 后面板:空气开关K1铭牌接地螺栓加热电源输出插座P36 输入电缆DL风机M6山东山大奥太电气有限公司山大奥太1.3 顶视图:抗共模电感L1 驱动板QDB 主控板ZKB 控制面板KZMB空气开关K1 保险管F1 电源变压器T3电源变压器T27山东山大奥太电气有限公司山大奥太1.4 右侧视图:温度继电器SW IGBT模块N电流互感板IFB 加热电源热敏电阻F2谐振电感L3加热电源输出插座谐振电容P36C7IGBT吸收电容板IGBTZRB分流器FL 三相整流模块D1滤波电容C4机架电容板JJB压敏电阻R1 滤波电感L28山东山大奥太电气有限公司山大奥太1.5 左侧视图:风机M 主变压器T1换流电感L4二极管阻容吸收板EJGZRB快恢复二极管模块D3输出电抗器L5输入滤波电容C59山东山大奥太电气有限公司山大奥太1.6 维修工具:万用表Fluke-17B 导热硅脂万用表MF-47扭力扳手 4.5nm 示波器TDS1002B10山东山大奥太电气有限公司山大奥太2 主回路原理及器件11山东山大奥太电气有限公司山大奥太R5C14R6 C15R7 C16IGBTZRB +D3D4C1 C2 C3 N1 N3G1 G3 D5C17R2 C8 C10 C12 T1K1 L1 D1 C4E1 E3R1L4 R8R3C5 C6C18C9 C11 C13 D6 L5N4L2 N2 D7FL -G2 G4D8dM R9 C19 ereE2 C7 E4 R10 C20 tihCm L3R11 C21 wIFB1UF/630VF1G1E1 E2 G2 G3 E3 E4 G4 1 2T2P1 1 3 3P P~19V P1 3驱动板~19V SW1 P12 ))4 3((2 2P P2 ~19V 前面板A10 2 1 2 1 2A10 3~19V A10 1 9 9 5 5 A7 3YKHA A A AA7 4A1 2 A7 1A1 1 V+~9V A1 3 A7 2+12P36 T3 A2 (5 )/( 6 )6 DJ主控板KC1 2 1 5 34 -A2 1 / 2F2 ~26V2 A2 7 / 8 S1A2 (3 )DF~36V~26V后面板 A2(4 )送丝机1248Ak 4 6A3 8A 7V . 3 1 6A4 WV9~DP3P-2 N3 6AIB + kXS2 6AV E + A 7. 2WV9 4 5 6ACA5 8A-1B N3X IS + 2 8A 1司 A E + KL 3V9 3 1公 C限 A W 1 8A有气电太奥2大DK2DE6 4A山 L东 24A5 4A1山 DEL1 4A太1奥DK大山3 4A4 4A山东山大奥太电气有限公司山大奥太2.1 a 主要元器件清单标号名称适用机型物料编码C5,C6 聚丙烯电容通用71XXXXXXXXXX35071XXXXXXXXXXC7 聚丙烯电容500 71XXXXXXXXXX71XXXXXXXXXX35071XXXXXXXXXXD1 三相整流模块500,630 71XXXXXXXXXXD3-D8 快恢复二极管模块通用71XXXXXXXXXXF1 保险管通用71XXXXXXXXXX35071XXXXXXXXXXFL 分流器71XXXXXXXXXX350 201238192000IFB 电流互感器500 201238221000630 2012382230003507>201305122000IGBTZRB IGBT吸收板500 201305221000630 201305223000350722300040030K1 空气开关500 722300060030630 72230008003014山东山大奥太电气有限公司山大奥太2.1 b 主要元器件清单标号名称适用机型物料编码350 201275122000L3 谐振电感500 201275221000630 201275320000350,500 201357122010L4 换流电感630 201357153000350 732030415100L5 输出电抗器500 732030221105630 732030223105350 724111380120M 轴流风机500 724111380150630 72411138030035071XXXXXXXXXXN1-N4 IGBT模块500 71XXXXXXXXXX63071XXXXXXXXXXOUTN 负极接线端子350,500,630 723422000240OUTP 正极接线端子350,500,630 72342200018015山东山大奥太电气有限公司山大奥太2.1 c 主要元器件清单标号名称适用机型物料编码350201420122000-122QDB 驱动板500,630 201420122000-221T3 电源变压器Ⅱ通用201236221000350201420122000-122QDB 驱动板500,630 201420122000-221R1 压敏电阻通用71XXXXXXXXXX350,500 724533070010SW 温度继电器630 724533085020350 201291220000T1 主变压器500 201291221000630 201291223000T2 电源变压器Ⅰ通用201235221000T3 电源变压器Ⅱ通用201236221000350201400220000-220ZKB 主控板500 201400221000-221630201400221000-22316山东山大奥太电气有限公司山大奥太2.2 器件损坏引起的故障及现象器件故障现象热敏电阻热敏电阻损坏;CO2气体加热器不加热导电嘴导电嘴损坏;焊接电流不稳、飞溅大、焊丝粘导电嘴、成型差、余高偏高、送丝不稳、不送丝、焊接电流小送丝软管送丝软管损坏;焊接电流不稳、飞溅大、成型差、送丝不稳、不送丝送丝轮送丝轮损坏;焊接电流不稳、飞溅大、成型差、送丝不稳、不送丝送丝电机送丝电机损坏;不送丝、断续送丝焊枪开关焊枪开关损坏;焊机不工作、按焊枪开关快送丝、开机送丝送丝机控制电送丝机控制电缆损坏;烧主控板、电流电压无法调节、丝检或按焊枪开关送缆丝电机不转、焊机不工作,显示数值较大,电磁阀不通,快送丝不起作用电压反馈线电压反馈线断;焊机输出最大不可调节电压反馈线接触不良;焊接电压不稳定电流反馈线电流反馈线断;只有慢送丝,焊接电流不稳定17山东山大奥太电气有限公司山大奥太3 故障维修18山东山大奥太电气有限公司山大奥太警告:焊机需由专业人员维修,任何错误的连接和安装都会损坏PCB或元器件。
奥太焊机维修案例(2011/06/21 15:46)(引用地址:未提供)目录:产品维修案例一机型:MIG-350Ⅲ故障现象:新机无空载电压、不起弧维修过程:由于新机使用一天就不能起弧,首先检查外部连接﹑三相电压正常。
打开焊机测量二极管模块(大卫)也正常,怀疑测量不准确更换二极管模块(三社)故障仍然存在,通过测量主板给定驱动板电压也正常排除主板,测量三相整流桥输入输出电压正常,测量IGBT 模块正常,更换驱动板故障依然存在,测量主回路各个元器件也都正常。
通过分析有无空载电压重新从输入到输出测量,测量二极管模块与输出负极有空载电压,试焊仍不起弧,断定外部原因,仔细检查发现焊机输出正极与送丝机连接电缆虚接烧坏造成断路。
(MIG-315Ⅲ型机正负电缆前后面板各输出一条,当时测量空载电压时测量的输出负极与送丝机焊枪之间造成错误判断)故障原因:焊机输出正极与送丝机连接电缆虚接问题建议:此处连接线存在虚接,压接不实造成烧坏断路,属于生产问题,希望生产以后加以注意心得:简单问题越要注意细节点评------------------------------------------------------------此故障处理过程太复杂。
实际上只要看到有空载电压显示,而且焊丝与工件接触后空载电压变化不大,即能判定为外部焊接回路不通。
--------------------------------------------------------------------------------案例二焊机机型:ZX7―400STG故障现象:有高频,有空载,不能起弧维修过程:1、检查外围,无异常2、开壳检查主回路,谐振电感,谐振电容,电流互感板均正常3、更换主板驱动板,IGBT,故障依旧4、综上所述,怀疑有插头接触不良,便逐个排查,发现电流互感板与驱动板连接插头接触不良故障原因:由于驱动板本身是闭环控制,电流互感板反馈信号不准确,使驱动板工作不正常。
奥太焊机维修培训教材
第一章焊接基础知识
§1—1概述
焊接是金属材料连接的最基本方法之一,它具有低成本.永久性.可靠性高的特点。
目前有,焊接广泛应用于金属材料间的连接,并对所焊产品产生更大附加值。
焊接作为一种现代主导制造工艺技术,正逐步集成到产品的主寿命过程,即从设计开发.工艺制定.制造生产,到运行服役.到运行服役.失效分析.维护.再循环等产品的各个阶段.
焊接装备作为一种广泛的系统工程,大量应用于机械制造.电力建设.石油化工.交通运输设备.建筑工程.航天航空.电子器件.家用电器.医疗器械.通讯工程等众多领域。
几乎有金属应用的地方,都有焊接现象。
一焊接装备
焊接装备金包括焊接电源设备.焊接辅机具和切割设备。
近几年来,我国焊接装备的技术水平和制造能力不断提高,绝大多数焊接装备能够足国内市场的需要,一些专机.电脑套设备和部分通用焊接设备还向外国出口。
1.在电弧焊接机中,以逆变焊机为代表的直流焊机所占比例不
断提高。
2.电弧焊接设备中,自动.半自动焊机所占比例不断提高。
3.数控切割机的制造已形成一定的规模,但配套的等离子切
割电源还要大量进口,专用的数控切割设备品种不多。
4.焊接机器人制造能力,制造水平和推广应用有待进一步提
高。
国内投产使用的焊接机器人绝大部分从国外进口,与日本.美国.西欧等国家相比,焊接机器人的数量极少,正常运
行率不理想.
5.我国在特种焊机.成套设备及其他焊接装备方面发展较慢。
很多国产新型焊接设备自行研制开发的少,正常运行率不理想。
6.焊接设备,焊枪和配件制造的自动化程度不高,手工作业
较多,产品性能稳定和一次合格率有待提高。
二.焊接技术应用
在重型机械.冶金机械.矿山工程机械.电子锅炉.压力容器.石油化工.机车车辆.汽车等行业,不同地应用了数控切割以及弧焊.电渣焊.co2气保焊.tig焊.mig焊.mag焊.电阻焊.钎焊等焊接方法。
近些年来,我国焊接科技和生产技术水平有了很大发展,但整体水平与发达国家相比还存在很差距。
1.焊接结构用钢量作为衡量一个国家工业发达及焊接技
术先进的主要指标。
全世界平均45%的钢材要经过焊
接才能成为投入市场的产品。
2.我国手工焊所占比例很大,焊接生产机械化.自动化水
平较低。
但是,自动.半自动焊机所占比例不断提高。
3.从生产工艺装备看,近年来我国生产了一些成套的焊
接工艺装备和生产线,也从国外引进了一些设备,数
量远不能满足国内工业生产和需要。
4.我国在特种工程条件下的特种材料焊接应用还比较
少。
如高温.低温.石化.海洋.核能.航空航天.酸碱腐蚀等
特种工程材料的焊接领域,工艺水平和应用范围均满足
不了目前工业生产发展的需要。
5.在焊接结构使用性能.节约材料.降低成本的异种钢材
料焊接应用和工艺水平方面,仍落后于美.日.德等国家。
§1—2焊接的本质及分类
焊接过程的本质就是通过适当的物理.化学过程使两个分离表面的金属原子之间的距离接近金属格距离并形成结合力。
目前找到的基本途径,便形成了焊接的基本分类。
一.熔化焊接
使被连接的母材表面局部加热熔化成液体,然后冷却结晶成一体的方法为熔化焊接。
为了实现熔化焊接,关键是要有一个能量集中.温度足够高的加热热源。
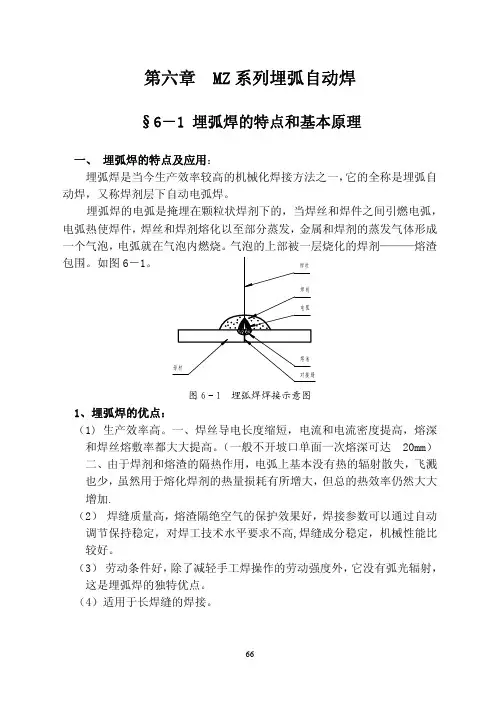
熔化焊接的基本方法主要有两种:气焊(以氧乙炔或其他可燃气体燃烧火焰热源)和电弧焊(以气体导电产生的热为热源)。
为了防止局部熔化的高温焊缝金属与空气接触而造成成分.性能的不良,熔化焊接过程一般都必须采取有效的隔离空气的保护措施,其基本形成是:真空.气相和渣相保护三种。
因此,保护形式常常是区分熔化焊接方法的另一个特征。
因此电弧焊可按保护方法的不
同分为埋弧焊.气保护焊等。
此外,电弧焊方法还按电极特征分为熔化极和非熔化极两大类。
二.压力焊接
利用摩擦.扩散和加压等物理作用克服两个连接表面的不平度,除去(挤走)氧化膜及其他污染物,使两个连接表面上的原子相互接近到晶格距离,从面固态条件下实现的连接统称为固相焊接。
固相焊接时通常都必须加压,因此也称压力焊接。
为了使固相起焊接容易实现,固相焊接大多在加压的同时伴随加热措施,但加热温度通常都远低于焊件的熔点,因此固相焊接一般都无需保护措施(扩散焊等除外)。
三.钎焊
利用某些熔点低于被连接母材熔点的熔化金属(钎料)作连接的媒介物在连接界面上的流散浸润作用,然后冷却结晶形成结合面的方法称为钎焊。
钎焊必须采取加热(使钎料熔化,但母材不熔化)和保护措施(使熔化的钎料不跟它气接触)。
熔化极气体保护电弧焊的分类:
注:在MAG焊中,如果保护气体以Ar为主,也称为MIG焊。
§1—3 焊接电弧原理
一.焊接电弧的物理本质和引燃
电弧是所有电弧焊接方法的能源,电弧能有效而简便的把电能转变成焊接过程所需的机械及热能。
电弧并不是一般的燃烧现象。
实质上,电弧是在一定条件下电荷通过两极间气体空间的一种导电现象。
或者说是一种气体放电现象。
借助这种特殊的气体放电过程,电能转变成光能;热能和机械能。
焊接就是要利用其热能和机械能达到金属连接的目地。
1.气体放电的基本概念
不论固体.液体还是气体,能否呈现导电性,都取决于在电场作用下是否拥有右自由移动的带电粒子。
金属本身拥有大量自由电子,所以在金属导体两端只要加上电压,自由电子便产生定向运动,形成电流。
但是正常状态下的气体不含带电粒子,是由中性分子或原子组成的。
它们虽然可以自由移动,但不会受电场作用而产生向运动,所以是不导电的。
因此,要使正常状态的气体导电,必须先产生带电粒子,然后才能呈现导电性能。
2.带电粒子的扩散和复合现象
电弧的导电是靠电弧空间带电粒子的运动来实现的,电弧的稳定燃烧是带电粒子产生、运动与消失的动平衡过程。
带电粒子产生后,一部分承担了导电任务,另一部分则在电弧空间消失了,带电粒子在电弧空间的消失过程主要有扩散与复合两种形式。
1)扩散:带电粒子和一般气体分子和原子一样,如果分布密
度不同,则带电粒子、运动与消失了,带电粒子在电弧空
间的消失过程主要有扩散与复合两种形式。
2)复合:电弧空间的正负带电粒子(正离子、负离子、电子),
在一定条件下相遇而互相结合成中性粒子的过程称为复
合。
3.焊接电弧的引燃
焊接电弧引燃有两种方式:接触引。